CNC dastgohlari uchun operatsiyalarni texnik jihatdan tartibga solish. CNC dastgohlarida sozlash ishlarini standartlashtirish jarayoni qanday. Kassetaga bir marta yonilg'i quyish vaqti
2.2 Tashkilotning asosiy xodimlarining ishini stavkalash
Keling, aniq misollar yordamida asosiy xodimlarning ishini normalashni ko'rib chiqaylik.
1. Mashinasozlik ishlarini tashkil etish, tartibga solish va mehnatga haq to'lash.
Ko'p qatorli xizmat- bu bir ishchi bir nechta mashinalarga xizmat ko'rsatadigan xizmat turi. Ko'p tarmoqli xizmat individual va jamoaviy bo'lishi mumkin. Ko'p stantsiyali brigadalarda mehnat taqsimoti malakali yoki funktsionaldir; ba'zi hollarda, masalan, bir xil kasb va malakaga ega bo'lgan ikkita ishchi bir nechta mashinalarga xizmat qilganda, juftlik deb ataladigan xizmat qo'llaniladi. Ko'p stantsiyali texnik xizmat ko'rsatish, agar bir-birining ustiga chiqmaydigan mashina vaqti qo'lda ishlash, faol kuzatish va o'tish vaqtidan uzoqroq bo'lsa, eng foydali hisoblanadi. Biroq, ko'pincha ko'p stantsiyali xizmat ko'rsatish vaqt balansi buzilgan taqdirda ham iqtisodiy jihatdan maqsadga muvofiqdir, xususan, etishmovchilik mavjud bo'lganda ham. ish kuchi bepul uskunalar mavjud bo'lganda.
Mehnatni tashkil etish shaklidan qat'i nazar, ishlab chiqarish operatsiyasining har bir elementi uchun vaqt normalarini belgilash uchun tahliliy va hisob-kitob ishlari alohida amalga oshiriladi. Bunday holda, ular operatsiya uchun vaqt normasi quyidagi asosiy shartlarga javob berishi kerakligi haqidagi qoidaga amal qiladilar:
1) texnologik jarayon texnik vositalardan oqilona va to'liq foydalanishni ta'minlaydi: asbob-uskunalar, jihozlar, asbob-uskunalar va ishda ishtirok etuvchi mexanizmlar;
2) Qayta ishlash rejimi ilg'or tajribalar asosida o'rnatiladi;
3) ish kunining unumli mehnat bilan to'liq yuklanishini ta'minlaydi.
Asosiy va yordamchi vaqtlarni normallashtirish tartibini ko'rib chiqing.
Mashinada ishlov berish rejimlari material, asbob va jihozlarga qarab texnolog tomonidan tanlanadi. Asosiy vaqt har bir o'tish uchun alohida ish turiga (burilish, frezalash) qarab formulalar bilan belgilanadi.
Metallga ishlov berish dastgohlarida ishlaganda, asosiy mashina vaqtining iste'mol tezligi (9) formula bilan aniqlanishi mumkin:
to = li / n * S, (9)
qayerda - oddiy vaqt, min; l - ishlov berishning taxminiy uzunligi, mm; i - o'tishlar soni; n - mashinada mavjud bo'lgan aylanishlar yoki ikki marta urishlar soni, daqiqada; S - uzatish tezligi inqilob boshiga kesish vositasi yoki ikki marta urish , mm.
Yordamchi vaqtni hisoblash ishlab chiqarish turiga qarab belgilanadigan standartlardan foydalangan holda amalga oshiriladi: ko'proq differentsial - ommaviy ishlab chiqarishda, eng kattalashtirilgan - bittada. Shu bilan birga, birinchi navbatda mehnat yordamchi texnikasi komplekslari aniqlanadi. Shunday qilib, ommaviy ishlab chiqarishda operatsiya uchun yordamchi vaqt quyidagi texnikalar to'plamiga muvofiq normallashtiriladi:
1) Qismni o'rnatish va olib tashlash vaqti. Yordamchi vaqt uchun umumiy mashinasozlik standartlarida qismni o'rnatish va olib tashlash uchun vaqt me'yorlari o'rnatish va mahkamlashning odatiy usullari uchun, mashinadan 0,5-1 m masofada qo'lda o'rnatilganda ularning joylashishini hisobga olgan holda berilgan. .
2) O'tish bilan bog'liq vaqt asbobni ishlov beriladigan qismga yoki ishlov beriladigan qismning yuzasiga yaqinlashish, asbobni o'lchamiga moslashtirish, oziqlantirishni yoqish va sinov chipini olish uchun milni aylantirish, sinov chipini olishda o'lchash vaqtidan iborat. , shpindelni aylantirish va oziqlantirishni yoqish, asbobni orqaga tortish va hokazo.
3) Mashinaning ish rejimini o'zgartirish va asbobni o'zgartirish bilan bog'liq vaqt milning aylanish chastotasini yoki stol harakatlarini, besleme miqdorini, asbobni o'zgartirishni, dastgohning harakatlanuvchi qismlarini o'zgartirish uchun qabul qilish vaqtidan iborat. va aksessuarlar.
4) Nazorat operatsiyalari uchun vaqt sirt ishlovi tugagandan so'ng amalga oshiriladigan nazorat o'lchovlariga sarflangan vaqtni o'z ichiga oladi.
Ko'p asbob-uskunalar bilan ishlaydigan ishchining ish haqining o'ziga xos xususiyatlari, birinchi navbatda, ish smenasida ishlaganlik darajasini hisobga olish va tarif stavkalariga tegishli qo'shimcha to'lovlarni belgilash zarurati bilan belgilanadi. Ular ishchining me'yoriy va loyiha bandligi o'rtasidagi nisbatga qarab belgilanadi. Qo'shimcha to'lovlarning maksimal darajasi, qoida tariqasida, tarif stavkasining 30% dan oshmasligi kerak. Bu daraja loyihaning tengligi va bandlikning me'yoriy darajalariga to'g'ri keladi, ya'ni qo'shimcha to'lovlar loyiha bandligi ortishi bilan ortadi, lekin faqat ishchi smenada dam olishga ulgurdi.
2. Shtamplash va quyish ishlarini tashkil etish, tartibga solish.
Bolg'a va presslar ostida issiq shtamplash, gorizontal zarb mashinalarida zarb qilish va erkin zarb qilishni o'z ichiga olgan zarb va shtamplash ishlarini standartlashtirishda ushbu turdagi metallni qayta ishlashning quyidagi xususiyatlarini hisobga olish kerak:
1) Ikki parallel jarayonning mavjudligi - ish qismlarini isitish, metallning deformatsiyasi va ish qismlarini isitish, shtamplash (zarb qilish) va qismlarni kesish vaqtini alohida aniqlash zarurati.
2) Ishning brigadaviyligi va brigadaning har bir a'zosining bir tekis yuklanishini ta'minlash zarurati.
3) parcha vaqti standartida metall deformatsiya vaqtining ahamiyatsiz solishtirma og'irligi.
4) individual operatsiyalar va texnikalar uchun yordamchi vaqtni aniqlash zarurati.
5) Qo'lda va mashina vaqtini hisoblash uchun tabaqalashtirilgan tarifni belgilash usulini qo'llash zarurati.
6) Jamoaning barcha a'zolarining eng katta ish vaqtida zarb va shtamplash ishlari uchun vaqt normasini belgilash, chunki metall deformatsiya jarayoni bilan ignabargli isitish jarayoni parallel ravishda amalga oshirilganda, ish shunday tashkil etilgan. ignabargli isitish vaqti zarb qilish vaqtiga va qisman ish joyining xizmat ko'rsatish vaqtiga to'g'ri keladi, shuning uchun isitish vaqti odatda standartlarga kiritilmaydi.
Blankalarni ishlab chiqarish miqyosiga qarab, bolg'a va presslarda zarb qilish birligining vaqti (10) formula bo'yicha hisoblanadi:
tsht = (∑ (* Ky + tv) * (1 + (aobs + adetl) / 100) * Km + tnstv) * Kn, (10)
qayerda - bitta bolg'acha zarbasining asosiy vaqti;Ky - metallni deformatsiyalash uchun zarur bo'lgan zarbalar soni;Km - har xil turdagi po'latlarni zarb qilish uchun tuzatish koeffitsienti;tnstv - mahsulot bilan bog'liq bo'lgan erkin zarb qilish uchun yordamchi vaqt; Kn - partiya hajmiga qarab ish tezligining o'zgarishini hisobga oladigan tuzatish koeffitsienti.
Tuzatish koeffitsientining qiymatlari 28-jadvalda keltirilgan.
28-jadval
Tuzatish faktorining qiymatlari Kn
"Bolg'a va presslarda zarb qilishning umumiy mashinasozlik standartlari" da yordamchi vaqt dam olish vaqti va shaxsiy ehtiyojlar va texnologik jarayonni tashkil etish bilan bog'liq tanaffuslar vaqtini hisobga olgan holda beriladi.
3. Montajchi-montaj va payvandlash ishlarini tashkil etish, normalash.
Ish qismlarini qayta ishlash bo'yicha chilangar ishi qo'l yoki elektr asbob bilan amalga oshiriladigan sovuq metallni kesishdir. Bunday ishlov berish qismlarga kerakli shakl, o'lcham va sirt pürüzlülüğünü temir arra bilan kesish, kesish, to'ldirish, qirib tashlash, burg'ulash, tishlash va kesish, burg'ulash orqali berishga qaratilgan.
va h.k.
Ro'yxatda keltirilgan jarayonlarning texnologik xususiyatlari ushbu ish uchun ishlatiladigan asboblar va jihozlar bilan tavsiflanadi. Yig'ish ishlarida operatsiyalar to'g'ridan-to'g'ri yig'ish joylarida mahsulotni o'rinbosarga yoki ish stoliga qo'ymasdan amalga oshirilishi mumkin.
O'rnatish va montaj ishlarini standartlashtirish quyidagi ketma-ketlikda amalga oshiriladi:
1) ratsionning ob'ekti, maqsadi va usulini belgilash;
2) chilangarlik va yig'ishning haqiqiy operatsiyalarini tahlil qilish, ish joyida mehnatni tashkil etishning XEI talablariga muvofiqligini aniqlash, uning texnologik tarkibi uchun ish vaqtining eng kam sarflanishini ta'minlaydigan oqilona variantni tanlash. qayta ishlash uchun texnik talablarga rioya qilgan holda;
3) ishlab chiqarish turiga, ishning xususiyatiga muvofiq ratsion me'yorlarini tanlash;
4) ishning mazmunini ish usullari bo'yicha loyihalash va amaldagi mehnat sharoitlarining normativlarga muvofiqligini aniqlash;
5) me'yoriy materiallar asosida ishning alohida elementlarining davomiyligini aniqlashga asoslangan operatsiya uchun operatsion vaqtni hisoblash. Ishlash vaqti (11) formula bo'yicha aniqlanadi:
Yuqori = ∑topi * k, (11)
Bu yerda topi - i-hisoblash majmuasining ishlash vaqti, min;k - i-hisoblash kompleksi bajarilganda ish sharoitlarini o'zgartirish uchun umumiy tuzatish koeffitsienti.
Kichkina va bir qismli ishlab chiqarish sharoitida chilangar va yig'ish ishlarini standartlashtirishda operatsion vaqt ajratilmaydi va hisoblash har bir i-hisoblash kompleksi uchun dona vaqti bo'yicha jami amalga oshiriladi.
6) ish joyiga xizmat ko'rsatish, dam olish va shaxsiy ehtiyojlar uchun vaqtni hisoblash.
Çilingir va montaj ishlari asosan qo'lda amalga oshiriladi, shuning uchun yordamchi vaqtni ajratish qiyin. Santexnika va montaj ishlari uchun standartlar to'plamlarida ikki turdagi jadvallar mavjud (operatsion vaqt bo'yicha standartlashtirishda).
Birinchi turdagi jadvallarda vaqt standarti asosiy va yordamchi vaqtni, tayyorgarlik va yakuniy vaqtdan tashqari, ish joyiga xizmat ko'rsatish vaqti va dam olish va shaxsiy ehtiyojlar uchun vaqtni o'z ichiga oladi. Vaqt tezligi o'lchov birligi uchun o'rnatiladi.
Jadvallarning ikkinchi turida ish vaqti faqat asbob yoki ishlov beriladigan materialga tegishli yordamchi vaqtlarni o'z ichiga olgan holda berilgan, lekin butun qism yoki yig'ish bilan bog'liq vaqtni o'z ichiga olmaydi.
Payvandlashning ratsioniga kelsak, shuni aytishimiz mumkinki, mashinasozlikda elektr payvandlash, gaz, kontakt va elektron-nurli payvandlash qo'llaniladi.
Bu erda asosiy vaqt - bu shakllanish sodir bo'ladigan vaqt payvandlash taglik va plomba moddasini (elektrod, elektrod yoki plomba simini) eritish orqali.
1 m chokni payvandlashning asosiy vaqti (12) formula bo'yicha aniqlanadi:
to1I = (60 * F * Þ) / (J * an), (12)
bu erda F - tikuvning tasavvurlar maydoni, mm2; Þ - yotqizilgan metallning solishtirma og'irligi, g / sm3; J - payvandlash oqimi, a; an - cho'kish koeffitsienti, g / a * h.
Yordamchi vaqtning eng keng tarqalgan elementlari, mahsulot va boshq payvandlashning barcha turlari uchun uskunaning turiga qarab, o'rnatish, aylantirish, mahsulotni olib tashlash, qismlarni mahkamlash va ochish, payvandchining harakatlanish vaqtini o'z ichiga oladi. Arkni payvandlashning barcha turlari uchun standartlarga muvofiq o'rnatiladi.
Avtomatik va yarim avtomatik (kassetali) payvandlashda bitta kassetani yonilg'i quyish uchun zarur bo'lgan vaqt alohida ajratiladi. Xarajatlar ro'yxati 29-jadvalda ko'rsatilgan.
29-jadval
Kassetaga bir marta yonilg'i quyish vaqti
Yoqilg'i quyish usuli |
Kassetaning xususiyatlari |
Biri uchun vaqt |
|
vazn, kg |
|||
Yopiq |
|||
Mexaniklashtirilgan |
Ochiq |
||
Yopiq |
|||
4. Avtomatlashtirilgan ishlab chiqarish operatsiyalarini standartlashtirish xususiyatlari.
Avtomatlashtirilgan ishlab chiqarish jarayoni mehnatni tashkil qilishda uning shakllariga mavjudligi ta'sir qilishini ko'rsatadi avtomatik tizimlar va qurilmalar.
Kichik o'lchamli va bir martalik ishlab chiqarish qismlarini mexanik qayta ishlash jarayonlarini avtomatlashtirishning asosiy usuli - bu raqamli boshqaruvga ega (CNC) dastgohlardan foydalanish. CNC dastgohlari yarim avtomatik yoki avtomatik mashinalar bo'lib, ularning barcha harakatlanuvchi qismlari oldindan tuzilgan dasturga muvofiq avtomatik ravishda ishchi va yordamchi harakatlarni bajaradi. Bunday dasturning tuzilishi texnologik buyruqlar va mashinaning ishchi organlarining o'zgarishining raqamli qiymatlarini o'z ichiga oladi. CNC mashinasini o'zgartirish, shu jumladan dasturni o'zgartirish kam vaqt talab qiladi, shuning uchun bu mashinalar kichik hajmdagi ishlab chiqarishni avtomatlashtirish uchun eng mos keladi.
CNC dastgohlarida qismlarga mexanik ishlov berish operatsiyalarini standartlashtirishning o'ziga xos xususiyati shundaki, asosiy vaqt (mashina) va o'tish bilan bog'liq bo'lgan vaqt yagona Ta qiymatini - dasturga muvofiq mashinaning avtomatik ishlashi vaqtini tashkil qiladi. texnolog-dasturchi tomonidan tuzilgan bo'lib, u mashinaning avtomatik ishlashining asosiy vaqti Toa va Tva dasturi bo'yicha mashinaning yordamchi vaqti, ya'ni (13), (14), (15) dan iborat. ):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + tushdi, (15)
bu erda Li - i-texnologik uchastkani qayta ishlashda (kirish va oshib ketishni hisobga olgan holda) yem yo'nalishi bo'yicha asbob yoki qism tomonidan bosib o'tilgan yo'lning uzunligi; Bu sohada min-minutli ozuqa;i = 1, 2, ..., n- texnologik ishlov berish maydonlari soni; Tvha -
avtomatik yordamchi harakatlarni bajarish vaqti (boshlanish nuqtalaridan ishlov berish zonalariga qism yoki asboblarni etkazib berish va orqaga tortish, asbobni o'lchamiga moslashtirish, son qiymatini va besleme yo'nalishini o'zgartirish); Tost - texnologik pauzalar vaqti - o'lchamlarni tekshirish, asbobni tekshirish yoki o'zgartirish uchun milni oziqlantirish va aylantirishni to'xtatish.
Moslashuvchan avtomatlashtirilgan tizim(GPS)— turli konstruktiv va texnologik oʻxshash qismlarni insonning bevosita ishtirokisiz birin-ketin kichik partiyalarda qayta ishlashga moʻljallangan mashina va mexanizmlar tizimi. Tarkibiy qismlar GPS quyi tizimlardir: texnologik, transport, saqlash, instrumental xizmat va kompyuter yordamida boshqarish.
GPSning markaziy elementi moslashuvchan texnologik tizim(GTS), bu to'g'ridan-to'g'ri elementlarni qayta ishlaydigan ko'p ishlaydigan CNC mashinalari to'plami (masalan, ishlov berish markazi).
FMSda mashinalar soniga qarab quyidagilar mavjud: moslashuvchan ishlab chiqarish moduli (FMP); moslashuvchan ishlab chiqarish liniyasi(GPL); moslashuvchan ishlab chiqarish maydoni (GPU); ustaxona (GPP) va zavodni (GPP) moslashuvchan ishlab chiqarish.
Moslashuvchan ishlab chiqarish moduli - bu qismlarni yuklash va tushirish uchun manipulyatorlar yoki robotlar va asboblar jurnali bilan jihozlangan texnologik uskuna (CNC mashinasi). PMG ning asosiy xususiyati inson ishtirokisiz ishlash va yuqori darajali tizimga integratsiya qilish qobiliyatidir. Moslashuvchan chiziq transport va instrumental tizimlar bilan jihozlangan va mikrokompyuterlar tomonidan boshqariladigan bir nechta modullardan iborat. Moslashuvchan bo'lim - GPL turi; texnologik asbob-uskunalar va transport turining tarkibi va almashinishi bilan farqlanadi.
Transport va akkumulyatsiya quyi tizimi- ishlov beriladigan buyumlar va ehtiyot qismlar uchun avtomatlashtirilgan omborlar, avtomatik yuklash va tushirishga ega stanoklardagi akkumulyatorlar va qayta ishlangan buyumlarni ombordan mashinalarga va aksincha o'tkazish uchun foydalaniladigan avtomatik transport vositalari (robotli aravachalar, konveyerlar, rolikli stollar va boshqalar). ).
Instrumental xizmat ko'rsatishning quyi tizimiga asboblar va asboblar omborlari, asboblarni ishga tayyorlash bo'limi (o'tkirlash, yig'ish, do'konlarni yig'ish va boshqalar) va asboblarni omborlardan o'rnatish, olib tashlash va ko'chirish uchun moslashuvchan avtomatlashtirilgan tizim va aksincha.
Quyi tizim avtomatlashtirilgan boshqaruv dan axborot olish imkoniyatiga ega kompyuterlarga ega texnologik vositalar majmuasidir avtomatlashtirilgan tizimlar korxonalar: ACS ( rejalashtirish jadvallari), SAPR (qismni chizish), ASTPP (bir qismni qayta ishlash va boshqarishning texnologik jarayoni), boshqaruv dasturlari yordamida uni o'zgartirish, buyruqlarni to'g'ridan-to'g'ri uzatish ijro etuvchi organlar barcha GPS quyi tizimlarining uskunalari.
Shunday qilib, FMSda ikkita manba oqimi mavjud: moddiy va axborot. Materiallar oqimi ob'ektlarni qayta ishlashning barcha asosiy va yordamchi operatsiyalarini bajarishni ta'minlaydi: blankalarni, asboblarni etkazib berish va ularni mashinalarga o'rnatish; qismlarga mexanik ishlov berish; tayyor qismlarni olib tashlash va ularni omborga o'tkazish; asboblarni o'zgartirish va harakatlantirish; ishlov berish va asbob holatini nazorat qilish; talaşni tozalash va kesish suyuqligi bilan ta'minlash. Axborot oqimi quyidagilarni ta'minlaydi: Davlat yong'in xavfsizligi xizmatining ish rejalarida nazarda tutilgan ishlov berishning ketma-ketligi, muddati va soni; ishlov berish dasturlarini to'g'ridan-to'g'ri dastgohlar, robotlarning ish dasturlari, o'rnatish va uzatish mexanizmlari, blankalar, asboblar, yordamchi materiallar bilan ta'minlash dasturlari, butun majmuani nazorat qilish dasturlari va uning ishini hisobga olish, shuningdek, guruh nazoratini bevosita ijro etuvchi organlarga o'tkazish. mashinalar, transportni saqlash mexanizmlari, instrumental xizmat ko'rsatish tizimi.
Moslashuvchan ishlab chiqarish tizimlarining asosiy xususiyatlari quyidagilardan iborat:
1) Davlat chegara xizmati xodimlari mehnat predmetiga ta'sir qilishda bevosita ishtirok etmaydilar. Ularning asosiy vazifasi uskunaning samarali ishlashini ta'minlashdir. Ishchilarning funktsiyalarining o'zgarishi bilan ularning ish vaqti xarajatlari tarkibi o'zgaradi. Uning katta qismi sozlash, profilaktika va uskunalarni ta'mirlashga sarflanadi.
2) FPS texnologik asbob-uskunalari birliklari soni har bir guruhdagi xodimlar sonidan oshib ketadi: sozlagichlar, mexaniklar, ta'mirlashchilar, elektronika muhandislari va boshqalar Shuning uchun uskunalar birliklari soni va xodimlar soni o'rtasida optimal munosabatlarni o'rnatish kerak. har bir guruhda, ikki bo'limda sarflangan vaqtni normallashtirish uchun : uskunalar va ishchilarga nisbatan.
3) GPS ishlashining ishonchlilik darajasini oshirish uchun yakuniy mahsulot uchun ish haqi bilan murakkab yakuniy brigadalarni yaratish kerak. Shuni esda tutish kerakki, xizmat ko'rsatish vaqtida va xizmat ko'rsatishni kutish vaqtida uskunaning ishlamay qolishi qanchalik kam bo'lsa, har bir xodimning bajariladigan funktsiyalari va jihozlarning xizmat ko'rsatish sohalariga nisbatan profili qanchalik kengroq bo'lsa.
Operatsion FPSni ishlatish nazariyasi va tajribasi shuni ko'rsatadiki, hozirgi vaqtda asbob-uskunalarga nisbatan operatsiyalar davomiyligi normalari (dastgohlar operatsiyalari intensivligi normalari), mehnat zichligi normalari, son va texnik xizmat ko'rsatish normalari eng katta amaliy ahamiyatga ega. ahamiyati.
Davomiylik me'yorlarini amaliy hisoblash uchun normalangan vaqt sarfini to'g'ridan-to'g'ri va bilvosita bo'lishdan boshlash kerak. Birinchisini ma'lum turdagi ishlab chiqarish birligi uchun to'g'ridan-to'g'ri aniq hisoblash mumkin. Ikkinchisi ma'lum bir ish joyida yoki uchastkada ishlab chiqarilgan barcha mahsulotlarni nazarda tutadi va shuning uchun to'g'ridan-to'g'ri xarajatlar qiymatiga mutanosib ravishda operatsiyaning normallashtirilgan davomiyligiga kiritiladi.
Davlat chegara xizmatida mehnat standartlarini hisoblash tartibi quyidagicha:
1) ishlab chiqarish dasturini bajarish uchun zarur bo'lgan avtomatik ish vaqti bo'yicha uskunadan foydalanish koeffitsienti topiladi;
2) har bir guruh xodimlarining bandlik darajasi bo'yicha me'yorlar belgilanadi;
3) tegishli me'yorlar asosida har bir ish turining mehnat zichligi va har bir ishchi guruhi uchun normalar sonining dastlabki versiyasi hisoblab chiqiladi;
4) normalar sonining qabul qilingan versiyasiga mos keladigan har bir guruh xodimlarining ish yukining koeffitsientlari aniqlanadi;
5) raqam normalarining qabul qilingan variantiga mos keladigan avtomatik ish vaqtining koeffitsienti belgilanadi;
6) har bir guruh xodimlarining yuk koeffitsientlari va avtomatik ish vaqti ularning belgilangan qiymatlari bilan taqqoslanadi;
7) barcha guruhlar xodimlari uchun xarajatlar miqdori aniqlanadi;
8) optimal deb e'tirof etilgan son me'yorlarining varianti uchun har bir detal uchun texnologik operatsiyalarni bajarish muddati normalarining qiymatlari topiladi;
9) son va muddat normalaridan kelib chiqib, har bir detal, har bir ishchi guruhi va umuman brigada uchun mehnat zichligi (vaqt) normalari belgilanadi.
Sharoitlarda avtomatlashtirilgan ishlab chiqarish, shu jumladan moslashuvchan ishlab chiqarish tizimlari, to'g'ridan-to'g'ri, qoida tariqasida, faqat uskunaning avtomatik ishlashiga sarflangan vaqtga ishora qiladi. Operatsiyalar davomiyligi normasi tarkibiga bilvosita vaqt xarajatlarini quyidagi formula (16) asosida kiritish tavsiya etiladi:
Nd = ta * (Tpl / (Tpl - Tnp)), (16)
Bu erda t - ma'lum bir operatsiya uchun ishlab chiqarish birligini ishlab chiqarishda avtomatik rejimda mashinaning ishlash vaqti; Tpl - GPS ish vaqtining rejalashtirilgan kunlik fondi; Tnp - texnologik ishda normallashtirilgan uzilishlar davomiyligi. texnik xizmat ko'rsatish bilan bog'liq uskunalar va Tpl davomida barcha guruhlarning ishchilari tomonidan xizmat ko'rsatishni kutish.
Tnp qiymati faqat asbob-uskunalarga texnik xizmat ko'rsatishning maqbul jadvali, belgilangan ish jadvali va ishchilarning dam olish rejimiga asoslanib, ma'lum bir GPS sharoitida ob'ektiv ravishda muqarrar bo'lgan uskunaning ishlashidagi haqiqiy uzilishlarni o'z ichiga olishi kerak. Iste'mol tovarlarining tarkibi tahlil qilinadigan tizimning konstruktiv xususiyatlari va ish sharoitlari bilan belgilanadi. Qoidaga ko'ra, Tnp qiymati mashina vaqti bilan qoplanmagan ishga tushirish, sozlash, tekshirish ishlarining davomiyligini, mexanik, elektr, elektron va boshqa quyi tizimlarga tartibga solinadigan texnik xizmat ko'rsatish bilan bog'liq bo'lgan uskunaning ishlamay qolish vaqtini o'z ichiga oladi. sinov qismlarini ishlab chiqarish va nazorat qilish va hokazo.. Turning tarkibini belgilashda imkon qadar ba'zi ishlarni boshqalar bilan bir-biriga moslashtirishga, ularni parallel ravishda bajarishga, Davlat chegara xizmati xodimlarining funktsiyalarini birlashtirishga, mehnatni brigada tashkil etish, jamoaviy pudratning afzalliklaridan foydalanish.
Barcha GPS-da ishchilarning dam olish vaqtida jihozlar o'chirilmaydi, ular toymasin jadvalga o'rnatilishi kerak. Shuning uchun, dam olish va shaxsiy ehtiyojlar uchun vaqt iste'mol tovarlariga kiritilmaydi. Ishchilarning o'zaro almashinuvi hisobiga dam olish uchun standart vaqtni amalga oshirishga imkon beradigan darajada o'rnatiladigan xizmat ko'rsatish va raqamning optimal standartlarini hisoblashda hisobga olinadi.
Ikkinchi omilni uskunadan foydalanish koeffitsienti bo'yicha avtomatik ishlash vaqti (17) bilan ifodalash mumkin:
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
Bu erda Ta - uskunaning rejalashtirilgan ishlashi Tpl uchun avtomatik ishlash vaqti.
O'rtacha normallashtirilgan ishlab chiqarish vaqti (davomiylik darajasi) formula (18) bo'yicha aniqlanadi:
Nd = ta / Cap, (18)
Bu erda Cap - avtomatik ishlash vaqtida uskunadan rejalashtirilgan foydalanish koeffitsienti.
Formula (18) operatsiyalar davomiyligini amaliy standartlashtirish uchun eng qulay hisoblanadi, chunki u FMSning barcha asosiy texnologik va tashkiliy-rejalashtirilgan hisob-kitoblarida ishlatiladigan ikkita parametrni o'z ichiga oladi.
Amaliy hisob-kitoblar uchun operatsiyalarning murakkabligi uchun quyidagi formula qulay (19):
Nt = (Nch / N * C * Ki) * Nd, (19)
Bu erda N - GPS modullarining umumiy soni; C - uskunaning ish smenalari soni; Ki - uskunadan rejalashtirilgan foydalanish koeffitsienti.
SBS xodimlarining umumiy bandligini hisoblashda ularning asosiy funktsiyalari - ishlab chiqarish ishlarini bajarish va qo'shimcha - yordamchi ishlarni bajarish bilan bandligini alohida hisobga olish tavsiya etiladi (20):
Ks (X) = Kp (X) + Ko (X), (20)
Bu erda Kp (X) va Co (X) - tegishli ishlab chiqarish va yordamchi ishlarni bajarish orqali ushbu guruhdagi ishchilarning bandlik darajasi.
Davlat yong'in xavfsizligi xizmati xodimlarining optimal soni (21), (22) munosabatlari asosida belgilanadi:
Kz (X) ≤ Kzn, (21)
Ka (X) ≥ Kan, (22)
Ka (X) koeffitsienti (23) formula bo'yicha xodimlar soni normalarining har bir varianti uchun aniqlanadi:
Ka (Nch) = Tpl - Tnp (Nch), (23)
Bu erda Tnp (Nch) - xodimlar soni bo'yicha qabul qilingan variantga, mehnatni taqsimlash va kooperatsiya qilish shakliga, asbob-uskunalarga texnik xizmat ko'rsatish qoidalariga, ish va dam olish rejimiga qarab uskunaning ishlashidagi standartlashtirilgan uzilishlar davomiyligi.
Mehnatni me'yorlash uchun avtomatik liniyalar (shu jumladan aylanma va aylanma-konveyer liniyalari) sharoitida quyidagilar qo'llaniladi: xodimlar soni normalari; ishlab chiqarish operatsiyalarining davomiyligi normalari; uchun vaqt normalari (operatsiyalarning mehnat intensivligi). individual guruhlar ishchilar va umuman liniyaga xizmat ko'rsatuvchi brigada uchun; ishlab chiqarish stavkalari; normallashtirilgan vazifalar.
Belgilangan qoidalarga muvofiq liniyaga xizmat ko'rsatadigan va ishlab chiqarish dasturining bajarilishini ta'minlaydigan xodimlar sonining me'yorlari (sozlovchilar, mexanik-ta'mirchilar, elektrchilar, elektronika bo'yicha texniklar) asosiy rol o'ynaydi.
Avtomatik liniyalar sharoitida vaqt va ishlab chiqarish tezligini hisoblash uchun asos rm liniyaning texnik (pasport) unumdorligi bo'lib, u ushbu uskunadan soatiga yoki boshqa birlikda olinishi mumkin bo'lgan ishlab chiqarish birliklarining sonini belgilaydi. avtomatik rejimda ishlash vaqti.
Ishlab chiqarish darajasi jihozning texnik ko'rsatkichlari va avtomatik ishlash vaqtiga (24) muvofiq liniyadan foydalanish darajasiga qarab belgilanadi:
Nv = rm * Kan, (24)
Ishlab chiqarish tezligini aniqlagandan so'ng, mehnat zichligi (vaqt) darajasi i-guruh(kasblar) ishchilar (25):
Nti = Tpl * (Nchi / Nv), (25)
Son, vaqt va ishlab chiqarish normasi asosida standartlashtirilgan topshiriq belgilanadi. U rejalashtirilgan davrda liniyani tartibga solinadigan texnik xizmat ko'rsatish bo'yicha ishlarning hajmini, ushbu ishlarni bajarish vaqtini, ishchilarning standart sonini, liniya ishlab chiqarishning rejalashtirilgan hajmini ko'rsatadi.
Agar avtomatik liniyada bir nechta nomdagi mahsulotlar ishlab chiqarilgan bo'lsa, u holda mahsulot to'plamlari uchun vaqt va ishlab chiqarish normalarini hisoblash mumkin. Shu bilan birga, ko'p tarmoqli liniyalar uchun GPS uchun usul bo'yicha Nd davomiyligi va Nt mehnat zichligi me'yorlarini hisoblash maqsadga muvofiq bo'lishi mumkin. Bunday holda, hisob-kitoblar (26), (27) formulalar bo'yicha amalga oshiriladi:
Ndk = tak / Kan, (26)
Ntk = Nch * (Ndk / Lekin), (27)
bu yerda tak - k-chi turdagi qismlarni ishlab chiqarishda uskunaning avtomatik ishlashi vaqti.
Ma'ruza 6. Raqamli boshqaruvga ega dastgohlarda bajariladigan ishlarni stavkalash
Raqamli boshqariladigan dastgohlarda bajariladigan ishlarni stavkalash
Raqamli boshqaruvga ega dastgohlardan foydalanish (CNC) metallni kesishni avtomatlashtirishning asosiy yo'nalishlaridan biri bo'lib, ko'plab universal uskunalarni bo'shatishga, shuningdek, mahsulot sifatini va dastgoh operatorlarining ish sharoitlarini yaxshilashga imkon beradi. Ushbu mashinalarning oddiy mashinalardan tubdan farqi maxsus dastur tashuvchisida ishlov berish dasturini matematik shaklda belgilashdadir.
Bitta dastgohda ishlaganda CNC dastgohlarida bajariladigan operatsiyalar uchun vaqt normasi tayyorgarlik va yakuniy vaqt normasidan va ish vaqti normasidan iborat:
Tayyorgarlik va yakuniy vaqt quyidagi formula bo'yicha aniqlanadi:
bu erda T pz - mashinani sozlash va sozlash vaqti, min;
T pz1 - tashkiliy tayyorgarlik uchun vaqt, min .;
T pz2 - mashina, armatura, asbob, dasturiy ta'minot qurilmalarini sozlash vaqti, min;
T pr.obr - sinovni qayta ishlash vaqti.
Ish vaqti stavkasi quyidagi formula bo'yicha hisoblanadi:
T Ts.a - dastur bo'yicha mashinaning avtomatik ishlashining aylanish vaqti, min.;
K t - ishlov beriladigan qismlarning partiyasiga qarab qo'lda yordamchi ishlarni bajarish vaqti uchun tuzatish koeffitsienti.
![]()
bu erda T haqida - bir qismni qayta ishlash uchun asosiy (texnologik) vaqt, min;
T mv - dasturga muvofiq mashina-yordamchi vaqt (bir qism yoki asbobni boshlang'ich nuqtalardan ishlov berish zonalariga yaqinlashish va orqaga tortish uchun; qismni o'lchamiga moslashtirish, asbobni o'zgartirish, oziqlantirish qiymati va yo'nalishini o'zgartirish, vaqt texnologik pauzalar va boshqalar), min.
L i - i-ro texnologik uchastkasiga ishlov berishda asbob yoki qismning oziqlanish yo'nalishi bo'yicha o'tgan yo'l uzunligi (kirish va oshib ketish vaqtini hisobga olgan holda), mm;
S mi - ma'lum bir texnologik uchastkada daqiqali besleme, mm / min;
i = 1,2 ... n - ishlov berish bo'limlari soni.
Asosiy (texnologik) vaqt universal va ko'p maqsadli raqamli boshqariladigan mashinalarda bajarilgan ishlarni standartlashtirish uchun vaqt va kesish shartlari uchun Umumiy mashinasozlik standartlariga muvofiq belgilanadigan kesish shartlari asosida hisoblanadi. Ushbu standartlarga muvofiq, asbobning kesish qismining dizayni va materiali ishlov beriladigan qismning konfiguratsiyasiga, ishlov berish bosqichiga, olinadigan ruxsatnomaning tabiatiga, ishlov beriladigan materialga va boshqalarga qarab tanlanadi. plitalari bilan jihozlangan asbobdan foydalanish afzalroq qattiq qotishma(agar ulardan foydalanishda texnologik yoki boshqa cheklovlar bo'lmasa). Bunday cheklovlarga, masalan, yuqori haroratli po'latlarni uzluksiz ishlov berish, kichik diametrli teshiklarni qayta ishlash, qismning aylanish tezligining etarli emasligi va boshqalar kiradi.
Qayta ishlashning har bir bosqichi uchun kesish chuqurligi qayta ishlashning oldingi bosqichlarida paydo bo'lgan ishlov berish xatolarini va sirt nuqsonlarini bartaraf etishni ta'minlaydigan, shuningdek qayta ishlash bosqichida yuzaga keladigan xatolarni qoplaydigan tarzda tanlanadi.
Ishlov berishning har bir bosqichi uchun yem ishlov beriladigan sirtning o'lchamlarini, ishlov beriladigan materialning belgilangan aniqligi va pürüzlülüğünü, oldingi bosqichda tanlangan kesish chuqurligini hisobga olgan holda tayinlanadi. Qo'pol ishlov berish va yarim ishlov berish bosqichlari uchun tanlangan ozuqa mashina mexanizmining mustahkamligi bilan tekshiriladi. Agar u ushbu shartlarga javob bermasa, u mashina mexanizmining kuchi bilan ruxsat etilgan qiymatga tushiriladi. Qayta ishlashning tugatish va tugatish bosqichlari uchun tanlangan ozuqa kerakli pürüzlülüğü olish sharti bilan tekshiriladi. Oqimlarning kamroq qismi tanlanadi.
Kesish tezligi va quvvati oldindan belgilangan asbob parametrlariga, kesish chuqurligiga va oziqlantirishga muvofiq tanlanadi.
Qo'pol va yarim tugatish bosqichlarida kesish rejimi uning dizayn xususiyatlarini hisobga olgan holda mashinaning quvvati va momenti bilan tekshiriladi. Tanlangan kesish rejimi quyidagi shartlarga javob berishi kerak:
bu erda N - kesish uchun zarur bo'lgan quvvat, kVt;
N e - mashinaning samarali quvvati, kVt;
2M - ikki marta kesish momenti, Nm;
2M st - mexanizmning mustahkamligi yoki elektr motorining kuchi uchun mashina tomonidan ruxsat etilgan mashinaning shpindelidagi ikki martalik moment, Nm.
Ikki marta kesish momenti quyidagi formula bilan aniqlanadi:
P z - kesish kuchining asosiy komponenti, N;
D - ishlov berilgan sirtning diametri, mm.
Tanlangan rejim belgilangan shartlarga mos kelmasa, mashinaning qiymatiga, ruxsat etilgan quvvatiga yoki momentiga qarab belgilangan kesish tezligini kamaytirish kerak.
CNC dastgohlarida operatsiyani bajarish bilan bog'liq yordamchi vaqt bir qator ishlarni bajarishni ta'minlaydi:
a) qismni o'rnatish va olib tashlash bilan bog'liq: "qismni olish va o'rnatish", "tekislash va tuzatish"; "Mashinani yoqish va o'chirish"; "Echib oling, qismni olib tashlang va idishga soling"; "Qurilmani talaşlardan tozalang", "taglik yuzalarini peçete bilan artib oling";
b) dastur bo'yicha mashinaning avtomatik ishlashi tsikliga kiritilmagan operatsiyalarni bajarish bilan bog'liq: "lentali diskni yoqish va o'chirish"; "X, Y, Z koordinatalarida qism va asbobning belgilangan nisbiy holatini o'rnating, agar kerak bo'lsa, qayta sozlashni amalga oshiring"; "Mexanik ishlov berishdan keyin asbob yoki qismning ma'lum bir nuqtaga kelishini tekshiring"; "Temperli lentani asl holatiga o'tkazing."
V umumiy ko'rinish yordamchi vaqt quyidagi formula bilan aniqlanadi:
bu erda T v.u - qismni qo'lda yoki lift bilan o'rnatish va olib tashlash vaqti, min;
T v.op - operatsiya bilan bog'liq yordamchi vaqt (nazorat dasturiga kiritilmagan), min;
T v.meas - o'lchovlar uchun yordamchi bo'lmagan vaqt, min.
Nazorat o'lchovlari uchun yordamchi vaqt, agar u texnologik jarayonda nazarda tutilgan bo'lsa va faqat mashinaning avtomatik ishlashining aylanish vaqti bilan qoplanishi mumkin bo'lmagan taqdirdagina ish vaqti standartiga kiritiladi.
Tuzatish omili (K t in) qo'lda yordamchi ishning davomiyligi uchun, qayta ishlangan qismlar partiyasiga qarab, jadvaldan aniqlanadi. 4.7.
4.7-jadval
Seriyali ishlab chiqarishda qayta ishlangan qismlarning partiya hajmiga qarab yordamchi vaqt uchun tuzatish omillari
1-sonli xaritaga qarab, yordamchi vaqt uchun tuzatish omillari
seriyali ishlab chiqarishda partiya va qayta ishlangan qismlarning o'lchami bo'yicha
| Element raqami. | Ish vaqti (Ttsa + TV), min., gacha | Ishlab chiqarish turi | |||||||||
| Kichik to'plam | O'rta to'plam | ||||||||||
| Bir partiyadagi qismlar soni, dona. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 va undan ko'p | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Indeks | a | b | v | G | d | e | f | s | va | ||
Ish joyini ta'mirlash quyidagi ishlarni o'z ichiga oladi:
· Asbobning (yoki asbobli blokning) to'mtoqligi tufayli o'zgarishi;
Keling, baholash jarayoni nima ekanligini ko'rib chiqaylik. sozlash ishlari CNC mashinalarida va u nima uchun.
CNC dastgohlari va uni boshqaradigan dasturlar uchun ish qismlarini qayta ishlashning murakkab jarayonlarini ishlab chiqishda asosiy mezon qismlarni ishlab chiqarish uchun vaqt standartidir. Busiz mexanizatorlarning ish haqini hisoblash, mehnat unumdorligi va uskunalardan foydalanish darajasi kabi ko'rsatkichni hisoblash mumkin emas.
Jarayonning boshlanishi
Odatda, ishchilar yaqinlashish va orqaga tortish tartibiga, rejimni o'zgartirishga va asboblarni o'zgartirishga qo'shimcha vaqt sarflashlari kerak. Shuning uchun, qismlarni qayta ishlashga sarflangan vaqtning bir qismi sifatida o'rnatish davrining davomiyligi ham hisobga olinadi. Mehnat ratsioni mashinaning ish sharoitida vaqtni belgilashdan boshlanadi. Sekundomer yordamida mashinaga bir qismni o'rnatish, keyin uni olib tashlash uchun sarflangan vaqt qayd etiladi.
Operatorning asosiy ehtiyojlari bo'lgan saytga texnik xizmat ko'rsatish uchun daqiqalar behuda ketadi. Burilish-burg'ulash mashinasida (bir ustunli) ishlaganda 14 minut, ikki ustunli dastgohlarda esa 16 minut davom etadi.
Ish joylarini saqlashga nimalar kiradi
Mashinaga texnik xizmat ko'rsatish jarayoni quyidagilarni o'z ichiga oladi:
- tashkiliy chora-tadbirlar - mashinani tekshirish, uni isitish, jihozlarni sinovdan o'tkazish: gidravlik tizimda va CNCda ishlash. Magistrdan topshiriq (kiyim, chizma, dasturiy vosita) bilan ko'rsatmalar va asboblarni olish uchun biroz vaqt talab etiladi; qismning birinchi qabul qilingan namunasini sifat nazorati bo'limiga taqdim etish, smena davrida dastgohni moylash va tozalash, u tugagandan so'ng ish joyini tozalash. Torna va karusel uskunalari bo'yicha tashkiliy ishlar kompleksini amalga oshirish uchun doimiy vaqt xarajatlari, me'yorlarga muvofiq, 12 daqiqani tashkil qiladi. Qo'shimcha xizmat ko'rsatish harakatlari talab qilinganda, tegishli o'zgartirish kiritiladi;
- texnik chora-tadbirlar - to'mtoq bo'lgan asbobni almashtirish; o'zgartirish va sozlash vaqtida mashinalarni sozlash. Boshqalar ham bor majburiy mehnat: Ishlash jarayonida chiplarni kesish yoki burilish joylaridan doimiy ravishda olib tashlash kerak.

Mashinani sozlash uchun sarflangan vaqt
Mehnat me'yorlarini aks ettiruvchi hujjatlarda uskunani o'rnatish vaqti uning dizayniga qarab belgilanadi. Agar ishlov berish amalga oshirilsa, kesish uchun asbobni o'rnatish va olib tashlash standartlari hisoblash uchun asos sifatida olinadi.
Sinov qismlarini qayta ishlash asboblarining pozitsiyalarini tuzatish zarur bo'lganda, qismni qayta ishlash muddati tayyorgarlik bosqichining davomiyligiga kiritiladi.
Avtomatik stanoklarni sozlash va ularga xizmat ko'rsatish standarti muhim standartdir. Ular bir qismni ishlab chiqarish uchun umumiy vaqt ichida yotqiziladi va shunga mos ravishda ular shakllanadi iqtisodiy ko'rsatkichlar ishchi va umuman ishlab chiqarish.

Normativ hujjatlar to'plami
Raqamli va dasturiy boshqaruvga ega bo'lgan dastgohlar qo'llaniladigan fabrika va fabrikalarning tariflarini o'rnatuvchilar ish vaqtini hisoblashda hujjatlarda ko'rsatilgan standartlardan foydalanadilar:
- Birlashtirilgan tarif malaka qo'llanma ishlar;
- Ishchilar kasblarining Butunrossiya tasniflagichi;
- Rahbarlar va mutaxassislar lavozimlarining yagona malaka ma'lumotnomasi;
- Dasturlashtiriladigan uskunani sozlash bo'yicha bajariladigan ishlar uchun mehnat me'yorlari to'plamlari.
MUHIM! Ushbu me'yoriy adabiyotlarning barchasi barcha darajadagi menejerlar va kadrlar tuzilmalari uchun asosiy hisoblanadi.
Busiz ma'lum hajmdagi ishlarni bajarish vaqtini, jalb qilinishi kerak bo'lgan mutaxassislar sonini va texnologik jarayonlar uchun xaritalarni ishlab chiqishda qo'llaniladigan vaqt normalarini aniqlash mumkin emas.

O'rnatish kartalari
Mashina ostida ma'lum bir turdagi ishlab chiqarishni ishga tushirish operatsiyalarining qat'iy standartlashtirilgan muddatini ishlab chiqish amalga oshiriladi va unga ishga tushirish kartasi beriladi. Rivojlanayotganda yakuniy rasmni olish uchun ko'plab omillar hisobga olinadi.
Mexanizm operatoriga ajratilgan vaqt stavkasi quyidagilarni nazarda tutadi:
- dastgohlar parkini diagnostika qilish tartibining o'ziga xos xususiyatlari;
- sozlash rejimi uchun bir nechta variantning mavjudligi;
- xizmat ko'rsatish talablariga muvofiqligi.

Har qanday ishning mehnat intensivligi koeffitsientini (o'lchov birligi - odam-soat yoki odam-minut) aniqlash uchun ma'lum bir mashinada bir qismga ishlov berish vaqti hisobga olinadi. Standartizator, shuningdek, ish turlariga mos ravishda umumiy vaqtni belgilaydigan vaqtning parcha stavkasi tushunchasi bilan ishlaydi.
Shunga ko'ra, umumiy vaqt asosiy va yordamchi segmentlarga bo'linadi, ofisga texnik xizmat ko'rsatish faoliyati; ko'p stantsiyali xizmat ko'rsatish vaqtida mashinalar orasidagi o'tishlar; ish jarayonini kuzatish; uskunaning ishlashi tufayli pauzalar.
Mehnat instituti frezalash va burg'ulash va burg'ulash guruhlari jihozlarini standartlashtirish natijalariga ega, stanoklar va avtomatik liniyalar standartlar bilan ta'minlangan.
MUHIM! Standartlarni bilgan holda, menejerlar ishchining ish bilan ta'minlanganlik darajasini belgilaydi (uning mehnat zichligi hisoblanadi), mehnat zonalarini taqsimlaydi va optimal ish tezligini belgilaydi.

Ko'p stantsiyali xizmat - vaqtni belgilashga yondashuvlar
Avtomatlashtirish darajasi yuqori bo'lgan fabrikalarda CNC dastgohlarining ko'p stantsiyali xizmati qo'llaniladi (mehnatni tashkil etish shakllari - jamoalarda, bo'g'inlarda va yakka tartibda). Shunga ko'ra, xizmat ko'rsatish joylari belgilangan.
Ko'p stantsiyali xizmat quyidagilarga sarflangan vaqtni ta'minlaydi:
- agar bu torna uskunasining foydalanish yo'riqnomasida nazarda tutilgan bo'lsa, uskunani yuksiz holda oldindan qizdirish;
- ish joyiga texnik xizmat ko'rsatish bilan mashinani boshqarish dasturiga muvofiq ishlash;
- blankalarni o'rnatish, qismlarni olib tashlash va ularning sifatini nazorat qilish;
- operatorning shaxsiy ehtiyojlarini to'ldirish;
- rejalashtirilgan rejani yo'qotish;
- ishning tayyorgarlik va yakuniy bosqichini bajarish;
Ko'p stantsiyali ishlarning tasnifi ish bilan amalga oshiriladi; zonalar, turlar va tizimlar; ko'p vosita tomonidan bajariladigan funktsiyalar.

Dastgohlarga texnik xizmat ko'rsatish tizimlari va usullari
Korxonalar tsiklik xizmat ko'rsatish tizimini qo'llaydi - ish joylarida va dastgohlar ishlab chiqarish liniyalarida qismlarga ishlov berish vaqti teng yoki shunga o'xshash. U doimiy talablar oqimi bilan ajralib turadi. Tsiklik bo'lmagan degani, operator darhol avtomatik ish rejimi tugagan mashinaga xizmat ko'rsatishga borishini anglatadi. Vaqti-vaqti bilan xizmat ko'rsatish so'rovlari bilan tavsiflanadi.
Boshqa usullar ham mumkin:
- qo'riqchi, - ishchi texnik xizmat ko'rsatish zarurligini aniqlagan holda, unga tayinlangan butun mashina parkini kuzatib boradi. Ustuvor bo'lgan taqdirda, xizmat ko'rsatish ketma-ketligi ishlov beriladigan qismlarning narxidan kelib chiqqan holda operator tomonidan belgilanadi.
- marshrut, u oldindan belgilangan marshrut bo'ylab bir guruh mashinalarni chetlab o'tishdan iborat.
Ish qismlarini qayta ishlash operatsiyalari bir xil yoki turli muddatlarga ega bo'lgan bir nechta mashinalarga texnik xizmat ko'rsatish o'ziga xos nuanslarga ega. Biroq, ularning barchasi ishlab chiqarish jarayonini puxtalik bilan loyihalash jarayonida standartlashtirishga bo'ysunadi.

Xulosa
Sozlash ishlarini standartlashtirish uchun CNC dastgohlarida siz turli xil operatsiyalarning davomiyligini hisoblashda ko'plab nuanslarni hisobga olishingiz kerak.
Bitta mashinada qismni yakuniy qayta ishlash vaqtini aniqlash (biz torna yoki stanok haqida gapiramiz), me'yorlar butun mashina parki uchun hisoblanadi.
1-sahifa

2-sahifa

3-bet

4-bet

5-bet

6-sahifa

7-bet

8-bet

9-bet

10-bet

11-bet

12-bet

13-bet

14-bet

15-bet

16-bet

17-bet

18-bet

19-bet

20-bet

21-bet

22-bet

23-bet

24-bet

25-bet

26-bet

27-bet

28-bet

29-bet

30-bet
SSSR DAVLAT DAVLAT MEHNAT VA IJTIMOIY MASALALAR KOMITASI MEHNAT NORMALLARI MARKAZIY BUROSI.
Raqamli boshqaruvga ega universal va ko'p maqsadli dastgohlarda bajariladigan ishlarni standartlashtirish uchun VAQT VA KESISH REJIMLARINING UMUMIY MOSHINA QURISh STANDARTLARI
VAQT STANDARTLARI
MOSKVA IQTISODIYoTI 1990 yil
Vaqt me'yorlari va kesish rejimlari farmon bilan tasdiqlangan Davlat qo'mitasi SSSR mehnat uchun va ijtimoiy masalalar va Butunittifoq Kasaba uyushmalari markaziy kengashi kotibiyatining 1988 yil 3 fevraldagi N9 54 / 3-72 va mashinasozlik korxonalarida foydalanish uchun tavsiya etiladi.
Standartlarning amal qilish muddati 1994 yilgacha.
Ushbu to'plamning kuchga kirishi bilan dasturlashtirilgan boshqaruvga ega bo'lgan metall kesish dastgohlarida bajariladigan ish vaqti va kesish rejimlarining umumiy mashinasozlik standartlari bekor qilindi (Moskva Davlat mehnat ilmiy-tadqiqot instituti, 1980 yil).
Vaqt standartlari va kesish rejimlari (4.1 va L) Mehnat standartlari markaziy byurosi, V.I. nomidagi Chelyabinsk politexnika instituti tomonidan ishlab chiqilgan. Normativ-tadqiqot tashkilotlari, mashinasozlik korxonalari ishtirokida "Orgstakkinprom" institutining Lenin komsomol, Ryazan va Minsk filiallari.
Birinchi qismda operatsiya bilan bog'liq qismni o'rnatish va olib tashlash uchun yordamchi vaqt standartlari mavjud; nazorat o'lchovlari uchun; ish joyiga xizmat ko'rsatish; dam olish va shaxsiy ehtiyojlar uchun tanaffuslar; uskunalarni o'rnatish uchun vaqt standartlari; asbobni mashinadan tashqarida o'rnatish uchun; ko'p stantsiyali xizmatda xizmat ko'rsatish stavkalari, vaqt stavkalari va ishlab chiqarishni hisoblash metodologiyasi.
Ikkinchi qismda kesish shartlari bo'yicha standartlar va asosiy vaqt va mashina-yordamchi vaqtni hisoblash bo'yicha barcha ma'lumotlar mavjud, ya'ni. dastur bo'yicha mashinaning avtomatik ishlashining aylanish vaqtini hisoblash.
Vaqt va kesish shartlari standartlari o'rta va kichik ishlab chiqarish sharoitida mashinasozlikda qo'llaniladigan raqamli boshqaruvga ega (CNC) universal va ko'p maqsadli uskunalarning eng keng tarqalgan turlarida bajariladigan ishlar uchun vaqt normalarini hisoblash uchun ishlab chiqilgan. .
Vaqt va kesish rejimlari me'yorlari dasturlashtirilgan boshqaruvli stanoklar va manipulyatorlarning sozlagichlari, dasturlashtirilgan boshqaruvli stanoklar operatorlari, chilangar-uskunalar ishini qamrab oladi.
Nashr tariflarni o'rnatuvchilar va texnologlar, shuningdek, nazorat dasturlarini ishlab chiqish va texnik jihatdan asoslangan texnik xizmat ko'rsatish standartlarini, CNC mashinalari uchun vaqt va ishlab chiqarishni hisoblash bilan shug'ullanadigan boshqa muhandislik va texnik xodimlar uchun mo'ljallangan.
Yig'ish oxirida kompaniya, tashkilot tomonidan to'ldiriladi va CENTga yuboriladi, qaytarib olish blankasi mavjud. 109028, Moskva, st. Solyanka, 3, 3-bino.
Tarmoqlararo tartibga solishni ta'minlash va o'quv materiallari mehnat uchun mahalliy kitob savdo tarmog'i orqali korxona va tashkilotlarning talabiga binoan amalga oshiriladi. Ushbu nashrlar haqidagi ma'lumotlar Izohlangan tematik rejalar"Iqtisodiyot" nashriyotining adabiyotlari va kitob savdosi byulletenlarini nashr etish.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© SSSR Mehnat va ijtimoiy masalalar bo'yicha davlat qo'mitasining Mehnat standartlari markaziy byurosi (TsBNT), 1990 y.
Komplektni yig'ish, sozlash va demontaj qilish uchun birlik vaqti Ipprumemm n.i d> * taleoperatsiya formulasi bilan aniqlanadi.
^ "Un * = C ^ shlr1 T ^" | va pr 2 * ^ H1I | x) * (1 * 1 M
Bu erda T shlchzh - detalli operatsiya uchun asboblar to'plamini yig'ish, sozlash va demontaj qilish uchun parcha vaqti, min; n - har bir dstalso-operatsiya uchun sozlanadigan intrumlar soni, dona; T t ... T w> fa - yig'ish, sozlash va pa uchun parcha vaqti: * Cx> to'plamga kiritilgan har xil turdagi asboblar uchun pku, min.
1.8. Ishlarni tariflash ishchilarning mehnat va kasblarining yagona tarif va malaka ma'lumotnomasiga (SSSR Mehnat va ijtimoiy masalalar bo'yicha davlat qo'mitasi va Butunittifoq savdo markaziy kengashining qarori bilan tasdiqlangan 2-son) muvofiq amalga oshirilishi kerak. Kasaba uyushmalari 1985 yil 16 yanvardagi 17 / 2-541-sonli, unga keyingi qo'shimchalar va o'zgartirishlarni hisobga olgan holda Ishchining malakasi va belgilangan ish toifasi o'rtasidagi nomuvofiqlik vaqt normalarini o'zgartirish uchun asos bo'la olmaydi. yig'ish bo'yicha hisoblab chiqilgan.
1.9. CNC dastgohlari va boshqaruv tizimlarining takomillashtirilishi bilan, shuningdek, bunday hollarda korxonalarda kosha allaqachon yuqori darajaga yetdi)! ishning yuqori sifatli bajarilishi, tuzatish omillarini kamaytirish bilan mehnat unumdorligi vaqt standartlariga o'rnatilishi mumkin.
Korxonalarda amaldagi mahalliy vaqt normalari normalar bo'yicha hisoblanganidan kam bo'lgan hollarda amaldagi normalar o'zgarishsiz qolishi kerak.
1.10. Vaqt me'yorlari SSSR Mehnat va ijtimoiy masalalar bo'yicha davlat qo'mitasi va SSSR Prezidiumi qarori bilan tasdiqlangan "Milliy | (0) da mehnat standartlarini tashkil etish to'g'risidagi nizom"da belgilangan tartibda kuchga kiritiladi. -Kasaba uyushmalari markaziy kengashining 1986 yil 19 iyundagi 226-son / II-6.
L11. Vaqt me'yorlaridan foydalanish tartibini aniqlashtirish uchun quyida asbobni o'rnatish uchun tayyorgarlik vaqtini va birlik vaqtini hisoblash misollari keltirilgan.
Vaqt me'yorlarini, kesish shartlarini va dastur bo'yicha tegirmonning avtomatik ishlashi vaqtini hisoblash misollari yig'ishning ikkinchi qismida tegishli bo'limlarda keltirilgan.
1.12. Asbobni o'rnatish uchun tayyorgarlik va yakuniy vaqt va ish vaqti normalarini hisoblash misollari
1.12.1. Yordamchi me'yorlarni hisoblash misollari - ^ yakuniy vaqt
Dastlabki ma'lumotlar
1. Operatsiyaning nomi - burilish va aylanish.
2. Mashina CNC turretli tornadir.
3. Mashina modeli - 1P426DFZ (qayta ishlangan barning diametri - 65 mm).
4. CNC qurilmasi modeli – “Elektronika NTs-ZG, dastur muhiti – xotira.
5. Qism nomi - kuchaytirgich pistoni.
6. Qayta ishlangan material - po'lat 45, og'irligi - 0,5 kg.
7. Qismni o'rnatish usuli kollet chuckida.
8. Ish sharoitlari: markazlashtirilgan yetkazib berish ish joyi blankalar, asboblar, asboblar, hujjatlar va ularni qismlar partiyasini qayta ishlashdan keyin etkazib berish; qismni qayta ishlashni boshlashdan oldin brifing olish. Qismlarga guruhli ishlov berish amalga oshiriladi (mashina shpindeliga kollet chuck o'rnatilmagan).
Qismlarni qayta ishlash dasturi dasturiy ta'minot muhandisi tomonidan tuzilgan, CNC tizimining xotirasiga torner-operator tomonidan kiritilgan; dasturda 17 ta qayta ishlangan o'lcham mavjud.
9. O'rnatishdagi asboblar soni - 5 ta:
1. Kesuvchi 2120-4007 T15K6 (yiv).
2. Kesuvchi 2102-0009 (to'g'ridan-to'g'ri).
3. Maxsus kesuvchi (yiv).
4. Kesuvchi 2130-0153 T15K6 (kesish).
5. Matkap 2301-0028 (teshik 010).
|
||||||||||||||||||||||||||||||||||||
|
Sinov jarayoni 6 To'rtta asbob va to'rtta o'lchov uchun qism aniq (diametrlari 11-kvalifikatsiyadan oshib ketadigan tolerantliklarga ega yuzalar, oluklar mavjud) 29, 8.8 xaritasi. sirtlarning diametri bo'yicha (ikkita tashqi sirt: 27-poz, 0 50,3 MO va O 203 MO; bitta truba b = 6; ind. G; misol bir qismli pastki kesilgan truba 0 30 ch. 2, 3 |
||||||||||||||||||||||||||||||||||||
29-karta, 8,8 + t
eslatma 1
Ehtiyot qismlar partiyasi uchun umumiy tayyorgarlik va yakuniy vaqt
1. Operatsiyaning nomi - burilish va karusel.
4. CNC-N55-2 qurilmasining modeli, dastur muhiti - teshilgan lenta.
5. Qism nomi - gardish. “L.
6. Qayta ishlangan material - ~ SCh20 quyma temir, og'irligi -1500 kg.
7. Qismni o'rnatish usuli - qutilari bo'lgan to'rtta kamerada, har biri mashinaning old tomonida oltita murvat bilan o'rnatiladi.
8. Mehnatni tashkil etish shartlari: asboblarni, asboblarni, hujjatlarni, blankalarni ish joyiga etkazib berish va ehtiyot qismlar partiyasini qayta ishlash tugagandan so'ng ularni etkazib berish operator (sozlovchi) tomonidan amalga oshiriladi.
Mashinadan tashqari sozlash uchun asbobdagi asbob oldindan o'rnatilmagan.
9. O'rnatishdagi asboblar soni - 4 ta (shu jumladan bitta truba kesgich, 1 va 2 asboblar - oldingi sozlashdan):
1. Kesuvchi 2102-0031BK8 (to'g'ridan-to'g'ri).
2. Kesuvchi 2141-0059 BK8 (zerikarli).
3. Kesuvchi 2140-0048 BK8 (zerikarli).
4. Kesuvchi NJ212-5043 (yiv).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Sinov * qayta ishlash Aniq qism (diametri 11-kvalifikatsiyadan yuqori bo'lgan sirtlarga ega, truba) yivli burg'ulash - bitta asbob, bitta truba (08OON9X07OO) tashqi va ichki yuzalarni burg'ulash va silliqlash - uchta asbob, uchta sirt diametri o'zgaruvchan - 0 1150h9.0 800H9, 30-xarita, 49-poz, ind. a Xarita 30, pos. 5, inl. ichida, hammasi Xarita 30, eslatma 1 25,5 0,85 - 21,7 263 |
||||||||
Va t haqida g haqida t
Ehtiyot qismlar partiyasi uchun umumiy tayyorgarlik va yakuniy vaqt
T „-T u1 + T„ a + T yarb ^ 91.9
Dastlabki ma'lumotlar
1. Operatsiya nomi aylanmoqda.
Z Machine - CNC bilan chuck tokar.
3. Mashina modeli - 1P756DFZ (to'shak ustida o'rnatilgan mahsulotning eng katta diametri - 630 mm).
4. CNC moslamasining modeli - 2C85, dasturiy ta'minot tashuvchisi - teshilgan lenta, xotira.
5. Qism nomi - gardish.
6. Qayta ishlangan material - quyma temir SCh25, og'irligi - 90 kg.
7. Qismni o'rnatish usuli - uchta jag'li chuckda.
8. Mehnatni tashkil etish shartlari: asboblarni, asboblarni, hujjatlarni, blankalarni ish joyiga etkazib berish * / qismlar partiyasini qayta ishlashdan keyin ularni etkazib berish operator (sozlovchi) tomonidan amalga oshiriladi. Qismlarga guruhli ishlov berish amalga oshiriladi (qo'zg'aluvchan chuck mashina milga o'rnatilmagan).
Qismlarga ishlov berish dasturi muhandis-dasturchi tomonidan tuzilgan va torner-operator tomonidan CNC tizimining xotirasiga kiritilgan. Dasturda 20 ta qayta ishlangan o'lcham mavjud.
tuzatishlar):
1. Kesuvchi 2102-0005 (to'g'ridan-to'g'ri).
2. Kesuvchi 2141-0604 (zerikarli).
3. Kesuvchi 2141-0611 (zerikarli).
4. Kesuvchi NJ 2126-5043 (yiv).
5 O'rnatishdagi asboblar soni - 4 (asbob 1 va 2 - oldingisidan
Xarita, politsiya, pochta indeksi
Vaqt, vazifa
*1.0
1 Tashkiliy tayyorgarlik
Xarita 21. on 1). 2,3,4, inl. NS
qismlar partiyasini qayta ishlashdan so'ng etkazib berish va etkazib berish; qismlarga ishlov berishni boshlashdan oldin brifing olish; asbobni yig'ish CNC dastgohlarining asboblarini o'rnatish uchun maxsus maydonda amalga oshiriladi.
9. O'rnatishdagi asboblar soni - 25 ta (to'rtta asbob: 1,12, 24,25 - oldingi sozlashdan):
1. 6221-106.005 (samolyot 800x800) qirrali tegirmon.
2. Yarim ishlov beruvchi kesgich (teshik 0 259,0).
3. Tugatish to'sar (teshik 0259DN9).
4. Yarim ishlov beruvchi kesgich (teshik 0169.0).
5. Tugatish to'sar (teshik 0169.5H9).
6. Qo'pol to'sar (teshik 0 89).
7. Yarim ishlov beruvchi kesgich (teshik 0 89,5).
8. Tugatish to'sar (teshik 0 90js6).
9. Qo'pol to'sar (teshik 0 79).
10. Yarim ishlov beruvchi kesgich (teshik 0 79,5).
1L Tugatish to'sar (teshik 0 80js6).
12. Disk frezasi 2215-0001VK8 (0 205 ga kam baho berish).
13. Qo'pol to'sar (teshik 0 99).
14. Yarim ishlov beruvchi kesgich (teshik 0 99,5).
15. Tugatish to'sar (teshik 0100js6).
16. Yarim ishlov beruvchi kesuvchi (pastki kesilgan 0130).
17. Matkap 23004) 200 (teshik 0 8,6).
18. 26804Yu03 (K1 / 8 "ip) ga teging.
19. Matkap 2301-0046 (teshik 014).
20. Matkap 2301-0050 (teshik 015).
21. Kontrplak 2320-2373 No 1VK8 (teshik 015.5).
22. Reamer 2363-0050H9 (teshik 015.95H9).
23. Reamer 2363-00550H7 (teshik 016H7).
24. Burg'ulash 2317-0006 (markazlash).
25. Burg'ulash 2301-0061 (paskalar).
|
Hag, pozitsiya, indeks |
Vaqt, min |
||
|
Tashkiliy tayyorgarlik Jami T P11 |
Xarita 25, pos. 1,3,4, ind. b |
4,0 + 2,0 + 2,0 8,0 |
|
|
Mashinani sozlash * qurilmalar, asboblar, dasturiy ta'minot qurilmalari: | |||
|
armatura o'rnating va porlang |
Xarita 25, pos. 13 | ||
|
stolni, boshni va sozlash uchun qulay joyni siljiting |
Xarita 25, pos. yigirma | ||
|
mashinaning dastlabki rejimlarini o'rnating (mil tezligi) |
Xarita 25, pos. 21 | ||
|
jurnalda asboblar bloklarini o'rnating va 21 ta asbobni olib tashlang |
Xarita 25, pos. 22 | ||
|
mediani o'quvchiga joylashtiring va olib tashlang |
Karta 25, FS 24 | ||
|
o'quvchi va teshilgan lentaning ishlashini tekshiring |
Karta 25, FSU 25 | ||
|
silindrsimon sirt bo'ylab asl X va Y koordinatalarini (nol holatini sozlash) o'rnating |
Xarita 25, chs 29 | ||
|
asbobni ishlov berish uzunligiga o'rnating (oltita asbob uchun Z o'qi bo'ylab: 1,7,12,16,24 va 25) |
Xarita 25, FSh 30 | ||
|
Jami T“2 | |||
|
Va | " O l O L Z S II va s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Offshore sinovida Qism to'rtta va dipmshru K bilan o'lchangan uchta asbob uchun to'g'ri (I-darajadan yuqori lammlar * t * ry, kanoe uchun tolerantliklari bo'lgan sirtlarga ega); ipta 2.4, 8.9 yuzalar - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Jami T p lb Ka r "." 2K, b.V + 1 ShShSh 'Ch.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Ehtiyot qismlar to'plami uchun umumiy vaqt
T "1 + T" 2 + T pr.obr
5-misol Boshlang'ich ma'lumotlar
1. Operatsiyaning nomi - vertikal frezalash.
2. Mashina - CNC bilan vertikal frezalash.
3. Mashina modeli - 6R13RFZ (stol uzunligi -1600 mm).
4. CNC qurilmasining modeli - NZZ-1M; dasturiy ta'minot tashuvchisi - teshilgan lenta.
5. Qism nomi - tasma.
6. Qayta ishlangan material - po'lat 45, og'irligi -10 kg.
7. Qismni o'rnatish usuli - qayta sozlanishi universal yig'ish moslamasida (USP).
8. Mehnatni tashkil etish shartlari: blankalarni, asboblarni, asboblarni, hujjatlarni ish joyiga markazlashtirilgan holda etkazib berish va ehtiyot qismlar partiyasini qayta ishlashdan keyin ularni etkazib berish; qismlarga ishlov berishni boshlashdan oldin brifing olish.
9. O'rnatishdagi asboblar soni - 6 (asbob 1 va 5 - oldingi sozlashdan):
1. Burg'ulash 2317-003 (markazlash).
2. Burg'ilash 22-2 (teshik 0
3. Maxsus so'nggi tegirmon (yiv b = 20 uchun).
4. Freze 2234-0007 (b = 8H9 yiv uchun).
5. Burg'ulash 6-1 (teshik 0 6).
6. Countersink 2350-0106 VK6 (pastki ko'rsatkich 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Sinov jarayoni Frezeli truba b va AH9 va L yiv * 634 Kartochka 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Jami T pro60 _
Ehtiyot qismlar partiyasi uchun umumiy tayyorgarlik va yakuniy vaqt
Toz 1 + T va # 2 + Tprobr
1.12.2. Asbobni sozlash vaqtini hisoblash misoli
Dastlabki ma'lumotlar
1. Operatsiyaning nomi - burg'ulash-frezalash-burg'ulash mashinasida qismlarga ishlov berish uchun zarur bo'lgan asboblar majmuasini yig'ish, sozlash va demontaj qilish.
2. Qurilmaning nomi - BV-2027, raqamli ko'rsatkich bilan.
3. Mashinaning xarakteristikalari - konusning 7:24 No 50.
4. Mehnatni tashkil etish shartlari: asboblarni va texnik hujjatlarni asbobsozlik ustasining ish joyiga etkazib berish xizmat ko'rsatish ishlab chiqarish ishchilari tomonidan amalga oshiriladi, foydalanilgan asbobni qismlarga ajratish asbobsozlik ustasi tomonidan amalga oshiriladi.
|
Vaqt, missiyalar | |||||
|
Amaliy vosita |
Xarita, pozitsiya, indeks |
kya us-groyku va kolleksiya * ku |
demontaj qilish uchun | ||
|
Burg'ulash 0 83, burg'ulash chuck, sleeve |
ulanish turi - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 markali M10, sozlanishi ipni kesuvchi shtutser, ushlagich |
ulanish turi - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Qalamli matkap 0 32, mandrel, sleeve |
ulanish turi - 1 | ||||
|
38-karta uchun sozlanishi 4 kesuvchi mandrel, qiya mahkamlash, kesish, tutqich turi - 3, 0 teshik teshigi - 80 mm | |||||
2. KO'P stansiyali XIZMAT
2.1. Raqamli boshqaruv (CNC) bilan dastgohlarga ko'p stantsiyali texnik xizmat ko'rsatish samaradorligini ishlab chiqish va yaxshilash uchun korxona operatorlar va sozlagichlarning ish unumdorligini sezilarli darajada oshiradigan muayyan tashkiliy va texnik shart-sharoitlarni yaratishi kerak. CNC dastgohlariga texnik xizmat ko'rsatish bo'yicha ishlar operator va sozlagich funktsiyalarining kombinatsiyasini ta'minlaydi.
2.2. CNC dastgohlari sohalarida mehnatni tashkil etishning iqtisodiy jihatdan eng maqbul shakli bo'g'in (guruh) hisoblanadi. Bog'lanish (guruh) shakli bo'lsa, ma'lum bir xizmat ko'rsatish zonasi brigada tarkibiga kiradigan bo'g'in yoki ishchilar guruhiga beriladi.
Korxonalar tajribasi CNC dastgohlariga xizmat ko'rsatishda mehnatni tashkil etishning bog'lanish shaklining afzalligidan dalolat beradi, bu ish vaqti va jihozlardan eng yaxshi foydalanishni ta'minlaydi.
CNC dastgohlarining ish joylariga xizmat ko'rsatishda eng yaxshi mehnat taqsimoti ko'p asbob-uskunalar operatori va sozlagichning ajratilgan qismi bilan bir qatorda umumiy funktsiyalarning bir qismiga ega bo'lgan hisoblanadi. Umumiy funktsiyalarga operativ ishlarni bajarish, dastgoh asboblarini sozlash kiradi; uskunani sozlash funktsiyalari xizmat ko'rsatuvchi texnik tomonidan amalga oshiriladi. Bu mehnat taqsimoti iqtisodiy va ijtimoiy manfaatlarga ega. Ikki ishchi tomonidan bir xil funktsiyalarni bajarish qobiliyati bir nechta mashinalarga texnik xizmat ko'rsatish zaruratining tasodifiyligi tufayli uskunaning ishlamay qolish vaqtini qisqartirish va ish vaqtidan foydalanishni yaxshilash imkonini beradi. Shu bilan birga, ko'p asbobli ishchilarning sozlash funktsiyalarini o'zlashtirishi ular ishining mazmunini oshiradi, malakasini oshirish uchun imkoniyatlar yaratadi.
2.3. Ko'p stantsiyali xizmatni amalga oshirish va ish vaqtidan oqilona foydalanish uchun har bir ishchi uchun etarli ish hajmini yaratish kerak. Uskunalar, tashkiliy jihozlar qulay joylashishi, mehnatni tashkil etishning brigadaviy shakli talablariga javob berishi kerak. Buning uchun ko'p stantsiyali ishchilar uchun ish joylarini tashkil etishni loyihalash 3.5-bo'limda keltirilgan sxemalarga muvofiq amalga oshiriladi. Sxemalarga ustunlik berish kerak, ular uchun 2 faol ish bilan ishchining to'liq ish yukini, ish joyidagi o'tishlarning eng qisqa uzunligini va barcha mashinalarning yaxshi ko'rinishini ta'minlaydi.
Ko'p stantsiyali ish joyida mashinalarga tsiklik va tsiklik bo'lmagan texnik xizmat ko'rsatishni farqlang. Tsiklik parvarishlash bilan ishchi ketma-ket yordamchi ish texnikasini bajaradi, mashinadan mashinaga o'tadi. Tsikl bo'lmagan texnik xizmat ko'rsatish bilan, ishchi mashinalarning saytdagi joylashuvidan qat'i nazar, avtomatik ish tugagan mashinaga yaqinlashadi.
2.4. Xizmat stavkalarini hisoblash
2.4.1. Xizmat ko'rsatish stavkalari ishning normal miqdorini hisobga olgan holda belgilanadi - K ha. CNC dastgohlarida ishlaganda, ishlab chiqarilgan qismlarning o'zgaruvchan nomenklaturasi bilan heterojen texnologik operatsiyalarni hisobga olgan holda, C l l - 0,75 ... 0,85. Dublyor mashinalarda ishlaganda K A5 = 0,85. D95.
Z42. Bitta ishchi tomonidan xizmat ko'rsatadigan mashinalar sonini hisoblash saytda mavjud bo'lgan CNC uskunasiga xizmat ko'rsatish uchun zarurdir va havola soni quyidagi formulalar bo'yicha amalga oshiriladi:
a) zaxira mashinalarida ishlaganda
P s = (-bs- + 1) K L1; (21)
b) heterojen mahsulotlar ishlab chiqaradigan mashinalarda ishlaganda;
"c = + 1) k, (2-2)
mashinaning avtomatik ishlashining aylanish vaqti bu erda (bir qismni qayta ishlash uchun mashinada dasturlashtirilgan vaqt, manipulyator yoki robotning ishi, qismni qayta ishlash vaqti bilan bir-biriga mos kelmaydi), min (13-formula bo'yicha); 2j - vaqtning yig'indisi
qismlarning ishlashi (dasturga va manipulyator yoki robotning ishiga muvofiq) ish joyida bir tsikl, min; T, - qo'lda, mashina-qo'lda ishlarni bajarish, texnologik jarayonning borishini faol nazorat qilish va boshqalar orqali ishchining ish vaqti, min; Jj T a - ishchining barcha xizmat ko'rsatiladigan mashinalarda bir sikl davri uchun sarflagan vaqtining yig'indisi, min; - ishning normal miqdori.
Ulanishlar soni formula bo'yicha hisoblanadi
S - -b "-, (23)
bu erda S - saytda mavjud uskunalarga xizmat ko'rsatish uchun zarur bo'lgan havolalar soni, odamlar; Pu Ch - saytga o'rnatilgan CNC mashinalari soni; n s - bitta ishchi xizmat ko'rsatadigan mashinalar soni.
T, - T, y + TYo, + T MM (+ T + T n + T ^, (2.4)
bu erda T lu - qismni qo'lda yoki lift bilan o'rnatish va olib tashlash vaqti, min; Tjo „- operatsiya bilan bogʻliq yordamchi vaqt (boshqaruv dasturiga kiritilmagan), min; T th - texnologik jarayonning faol monitoringi vaqti, min; T p - ko'p asbobli dastgohning bir mashinadan ikkinchisiga o'tish vaqti (bir tsikl davomida), min (2.4-jadvalda keltirilgan); T m - nazorat o'lchovlari uchun yordamchi vaqt, min; - ish joyiga xizmat ko'rsatish vaqti, min.
2.43. Ko'p stantsiyali ish stantsiyalaridagi mashinalar soni mehnat unumdorligi va qayta ishlash xarajatlarining qiyosiy hisob-kitobi asosida, ayniqsa qimmat uskunalarni, masalan, ko'p maqsadli CNC dastgohlarini o'rnatishda aniqlanadi.
Ko'p stantsiyali mashina tomonidan xizmat ko'rsatadigan mashinalarning tejamkor sonini ko'p stantsiyali mashina va uskunalarni ishlatish bilan bog'liq xarajatlarni, mashinalarni ishlatishda va xizmat ko'rsatilayotgan uskunaning turli xil variantlarini taqqoslash orqali aniqlash mumkin.
Operatsiyalarni bajarish uchun eng kam umumiy xarajatlarga mos keladigan xizmat ko'rsatiladigan mashinalar sonini hisoblashda operatsiyalarni bajarish xarajatlari, bir xil hajmdagi mahsulot ishlab chiqarish uchun zarur bo'lgan moddiylashtirilgan mehnat xarajatlari, shu jumladan amortizatsiya xarajatlari, joriy ta'mirlash xarajatlari hisobga olinadi. va texnik xizmat ko'rsatish, elektr, 0 dan keyin
nisbati va bandlik darajasi K /. 3
1. UMUMIY QISM
1.1. Vaqt va kesish shartlari standartlari universal va ko'p maqsadli mashinalarda bajariladigan ishlarni texnik jihatdan tartibga solish uchun mo'ljallangan. kichik va o'rta ishlab chiqarish turlari sharoitida raqamli nazorat. Ishlab chiqarish turining asosiy xususiyatlaridan biri formula bo'yicha hisoblangan operatsiyalarni birlashtirish koeffitsienti (K ^) hisoblanadi.
bu yerda O - turli operatsiyalar soni; P - turli operatsiyalarni bajaradigan ishlar soni.
GOST 3.1121-84 bo'yicha operatsiyalarni ta'minlash koeffitsienti quyidagilarga teng qabul qilinadi:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Tranzaktsiyani belgilash koeffitsientining qiymati bir oyga teng bo'lgan rejalashtirish davri uchun olinadi.
To'plam o'rta partiyali ishlab chiqarish turiga asoslangan. Kichik ishlab chiqarish turidagi korxonalar yoki kichik ishlab chiqarish sharoitida ishlaydigan o'rta seriyali ishlab chiqarishning alohida uchastkalari uchun yordamchi vaqt uchun tuzatish koeffitsientlari qo'llaniladi.
1.2. Mehnatni tashkil etishning brigada (bo'g'in, guruh) shaklini joriy qilishda standartlar xizmat ko'rsatish standartlarini, kompleks vaqt standartlarini, ishlab chiqarish va xodimlar soni stavkalarini hisoblash uchun ishlatilishi mumkin.
13. Raqamli boshqaruvga ega dastgohlardan foydalanish metallni kesishni avtomatlashtirishning asosiy yo‘nalishlaridan biri bo‘lib, sezilarli iqtisodiy samara beradi va ko‘p sonli universal uskunalarni bo‘shatishga, shuningdek, mahsulot sifati va ish sifatini oshirishga imkon beradi. mexanizatorlar uchun shart-sharoitlar. Mashina asboblarini raqamli boshqarish orqali joriy etishdan eng katta iqtisodiy samaraga doimiy o'zgaruvchan kesish parametrlari (tezlik, besleme yo'nalishi va boshqalar) bilan bog'liq bo'lgan murakkab profil qismlarini qayta ishlashda erishiladi.
Universal uskunalar o'rniga raqamli boshqaruvga ega dastgohlardan foydalanish quyidagilarga imkon beradi:
mehnatni tashkil etishning ko‘p stansiyali xizmati va brigada (bo‘g‘in, guruh) shaklidan foydalanish;
dastgohda yordamchi va mashina ishlov berish vaqtini qisqartirish hisobiga mehnat unumdorligini oshirish;
markalash operatsiyalari va operativ nazoratni istisno qilish; mo'l-ko'l sovutish va chiplarning shakllanishi uchun qulay sharoitlar tufayli ishlov berish tezligini oshirish va belgilarni vizual kuzatish zaruriyatini bartaraf etish;
yordamchi ish texnikasini avtomatlashtirish (asbob yoki qismga yaqinlashish va orqaga tortish, asbobni o'lchamiga moslashtirish, asbobni o'zgartirish), optimal asboblar yo'llaridan foydalanish;
Asosiy ishchi-ko'p asbob-uskunalar operatorining bir daqiqalik ishi bilan bog'liq xarajatlar, ish haqi fondini, yordamchi va xizmat ko'rsatuvchi xodimlarni saqlash xarajatlarini hisobga olgan holda bajarilgan me'yorlarning o'rtacha foizidan kelib chiqqan holda -
Ishni bo'shatish
NS
2.4.4. Ish bilan ta'minlash darajasini hisoblash
t + t
shche - ish vaqti, min.
|
2.2-jadval Bir daqiqa ichida CNC mashinalarini ishlatish narxi |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
qismlarning konturlari va sirtlarining egri kesmalarining yuqori aniqligi va kamroq pürüzlülüğünü olish hisobiga chilangarning qayta ishlanishining mehnat zichligini kamaytirish;
mahsulotni yig'ishning mehnat zichligini kamaytirish, bu qismlar o'lchamlarining barqarorligi (aniqligi oshishi) va o'rnatish operatsiyalarini bartaraf etish bilan bog'liq; asboblarni loyihalash va ishlab chiqarish xarajatlarini kamaytirish.
L4. To'plam ikki qismdan iborat. I qismda tayyorgarlik va yakuniy vaqt, qismni o'rnatish va olib tashlash vaqti, operatsiya bilan bog'liq yordamchi vaqt, ish joyiga xizmat ko'rsatish, dam olish uchun tanaffuslar va shaxsiy ehtiyojlar, nazorat o'lchovlari, asbobni tashqarida o'rnatish uchun standartlar mavjud. mashina; P qismida asbobning standart o'lchamini, uning geometrik parametrlarini, asbobning kesish qismining markasini, kerakli ruxsatni, besleme zarbalari sonini, kesish tezligini, kesish uchun zarur bo'lgan quvvatni tanlash imkonini beruvchi kesish shartlari standartlari mavjud. kesish.
Vaqt me'yorlari va kesish shartlari jadval shaklida ham, analitik shaklda ham berilgan, bu esa dasturni tuzishda va operatsiyaning eng kam xarajatlariga va mashinaning eng yuqori mahsuldorligiga mos keladigan vaqt normalarini hisoblashda kompyuterdan foydalanishga imkon beradi. asbobning ishonchliligini oshirish. Asboblarning standartlarda tavsiya etilgan rejimlarda ishlashi ishlab chiqarishning texnologik intizomiga rioya qilingan taqdirdagina mumkin (uskunalar, asboblar, blankalar, asbob-uskunalar talab qilinadigan standartlarga javob berishi kerak).
To'plamda ko'rsatilgan vaqt me'yorlari bitta mashina ishchisiga xizmat ko'rsatishda ishni stavkalash uchun hisoblanadi. Ko'p stantsiyali ishlarni standartlashtirishda vaqt tezligini hisoblash uchun 17, 18, 19 xaritalarda keltirilgan ko'p stantsiyali ish uchun ko'rsatmalar va vaqt me'yorlaridan foydalanish kerak.
15. Vaqt va kesish shartlari bo'yicha standartlarni ishlab chiqishda dastlabki ma'lumotlar sifatida quyidagi materiallar ishlatilgan:
mashinasozlik korxonalarining mehnatini tashkil etish, texnologiya, vaqt sarfi va kesish rejimlari bo'yicha ishlab chiqarish kuzatuvlarining birlamchi materiallari;
GSPKTB "Orgariminstrument" (Moskva), "Orgstankinprom" institutining Ryazan, Minsk va Novosibirsk filiallari, Og'ir mashinasozlik vazirligining Mehnatni ilmiy tashkil etish markazi (Kramatorsk) va boshqalar tomonidan ishlab chiqilgan vaqt va kesish shartlarining tarmoq standartlari. ;
Dam olish va shaxsiy ehtiyojlar uchun vaqt standartlarini aniqlash. Tarmoqlararo uslubiy tavsiyalar (Moskva: Mehnat ilmiy-tadqiqot instituti, 1982);
Sanoatda ko‘p stansiyali xizmat ko‘rsatishni rivojlantirish va xizmat ko‘rsatish sohalarini kengaytirish. Tarmoqlararo ko'rsatmalar va ilmiy asoslangan normativ materiallar (Moskva: Mehnat ilmiy-tadqiqot instituti, 1983);
Yordamchi vaqt, ish joyini saqlash va metall kesish dastgohlarida tayyorgarlik va yakuniy vaqt uchun umumiy mashinasozlik standartlari. Kichik va bir martalik ishlab chiqarish (Moskva: Mehnat ilmiy-tadqiqot instituti, 1982);
Yordamchi vaqt, ish joyini saqlash va metall kesish dastgohlarida bajariladigan ishlarga tayyorgarlik va yakuniy vaqt uchun umumiy mashinasozlik standartlari. O'rta va yirik ishlab chiqarish (Moskva: Mehnat ilmiy-tadqiqot instituti, 1984);
CNC va ko'p maqsadli metall kesish dastgohlarining pasport ma'lumotlari; texnik adabiyotlar.
1.6. Vaqt normasi va uning tarkibiy qismlari
1.6.1. Bitta dastgohda ishlaganda CNC dastgohlarida operatsiyalarni bajarish vaqti normasi (H ^ tayyorgarlik va yakuniy vaqt normasidan iborat (J da G va ish vaqti normasi (T ^))
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
bu erda T n - dastur bo'yicha mashinaning avtomatik ishlashining aylanish vaqti "min;
T.-T. + T., (13)
bu erda T s - bir qismni qayta ishlashning asosiy (texnologik) vaqti, min;
T „= £ (1,4)
bu yerda C - yo texnologik uchastkani qayta ishlashda asbob yoki qismning ozuqa yo'nalishi bo'yicha o'tadigan yo'l uzunligi (kirish va oshib ketishni hisobga olgan holda), mm; S * - ma'lum bir texnologik uchastkada daqiqali besleme, mm / min; T m - dasturga muvofiq mashina-yordamchi vaqt (boshlang'ich nuqtalardan ishlov berish zonalariga qism yoki asbobga yaqinlashish va orqaga tortish uchun; asbobni o'lchamiga moslashtirish, asbobni o'zgartirish, besleme qiymati va yo'nalishini o'zgartirish, vaqt). texnologik pauzalar (to'xtashlar) va boshqalar), min;
m. = T "+ + T", (1.5)
ed T m - qismni qo'lda yoki lift bilan o'rnatish va olib tashlash vaqti, min; T w - operatsiya bilan bog'liq yordamchi vaqt (nazorat dasturiga kiritilmagan), min; T mai - o'lchovlar uchun bir-birining ustiga chiqmaydigan yordamchi vaqt, min; K TV - ishlov beriladigan qismlar partiyasiga qarab, qo'lda yordamchi ishlarni bajarish vaqti uchun tuzatish koeffitsienti; a ^, a ^ va sobiq - ish joyini texnik va tashkiliy ta'mirlash, dam olish va shaxsiy ehtiyojlar uchun bir qatorli xizmat ko'rsatish vaqti, operatsion vaqtning%.
1.6.1.1. Mehnatni tashkil etishning jamoaviy shakli bilan murakkab mehnat xarajatlari (H vrl, man-h) hisoblab chiqiladi, uni mehnatni tashkil etishning individual shakli shartlari uchun hisoblangan operatsion me'yorlar yig'indisiga tuzatish koeffitsientlarini qo'llash orqali olish mumkin. Ushbu xarajatlar toifalari bo'yicha sarflangan vaqtning umumiy qiymatini aks ettiruvchi kompleks me'yorning alohida komponentlari yig'indisiga tuzatish omillaridan foydalanish mumkin.
Murakkab norma Formula bilan aniqlanadi
n, p, = £ n. „- k *, (1.6)
bu erda H (brigada to'plamining i-qismini ishlab chiqarish uchun vaqt normasi, man-h; i = 1,2,3, ..., l - brigada to'plamiga kiritilgan qismlar soni;
N.R, = S n * (1,7)
h Bpj - j-chi operatsiya uchun vaqt normasi, man-h; j = 1, 2,3, ..., w - j-qismni ishlab chiqarish uchun zarur bo'lgan operatsiyalar soni; - koeffitsient
jamoaviy ishning ta'siri (K ^< 1).
Brigadaviy ishning ta'sir koeffitsienti (K ^) mehnatni tashkil etishning individual shakllaridan brigadaviy shakliga o'tish davrida kutilayotgan mehnat unumdorligining o'rtacha o'sishini hisobga oladi, bu esa kompleks me'yorlarga kiritilishi kerak.
Brigada a'zolari o'rtasida funktsiyalarni qayta taqsimlash, o'zaro yordam yoki o'zaro almashishni amalga oshirish natijasida brigadaga topshirilgan ish hajmini bajarish uchun zarur bo'lgan vaqt qisqaradi, shuning uchun tegishli vaqt normasini qisqartirish kerak. Bu pasayish bilan bog'liq
To'liqroq va batafsil ma'lumotlar uchun uni tashkil etish va rag'batlantirishning jamoaviy shakllari bo'yicha ishchilarni ratsionga kiritish bo'yicha ko'rsatmalarga qarang. Moskva: Iqtisodiyot, 1987 yil.
Vaqt me'yorining alohida tarkibiy qismlarining qiymatlari: yordamchi vaqt, ish joyining xizmat ko'rsatish vaqti, tartibga solinadigan tanaffuslar, tayyorgarlik "Yakuniy vaqt, shuningdek, vaqt me'yorining alohida tarkibiy qismlarining mashina vaqtiga mos kelishi sababli (da oxirgi holatda, vaqt normasining har bir komponentining qiymati o'zgarishsiz qolishi mumkin).
Oxirgi brigadalarda brigada to'plamini ishlab chiqarishning murakkabligi, smenani "yo'lda" o'tkazishda tayyorgarlik va yakuniy vaqt va ish joyiga xizmat ko'rsatish vaqtining alohida elementlarini yo'q qilish orqali kamaytirilishi mumkin.
Jamoa ishining ta'sir koeffitsientlari (K ^) belgilanadi: sanoat darajasida;
korxona darajasida, agar tarmoq koeffitsientlari mavjud bo'lmasa yoki ular muayyan korxonada mehnatni brigadaviy tashkil etishning o'ziga xos xususiyatlarini to'liq aks ettirmasa.
ma'lum muddatga (kamida 1 yil) butun sanoat uchun standart sifatida joriy etiladi.
Jamoa ishining ta'sir koeffitsientidan foydalanish imkoniyatini kengaytirish uchun koeffitsientning umumiy qiymatiga qo'shimcha ravishda uning har bir tarkibiy qismining qiymatlari hisoblab chiqiladi.
Jamoa ishining samarasini quyidagi komponentlar orqali olish mumkin:
kasblar kombinatsiyasini kengaytirish (K ^; ko'p stantsiyali xizmatni kengaytirish (IQ; jamoa a'zolarining o'zaro yordami va almashinishi (K,)); o'zaro faoliyat brigadalarda "yo'lda" smenani o'tkazish (K 4); kasblarni qayta taqsimlash jamoa a'zolari o'rtasidagi funktsiyalar (K 3) va boshqalar.
Umumiy qiymat uning tarkibiy qismlarining mahsuloti sifatida aniqlanadi (ma'lum turdagi brigada uchun), ya'ni.
K * -K, -K, -K, ... K, (1.8)
Korxona darajasida, qoida tariqasida, K ^ ning umumiy qiymatlari o'rnatiladi, ular hisoblangan davrda olinadi, lekin ishlab chiqarish shartlari o'zgarmasa, bir yildan kam bo'lmasligi kerak.
Agar brigada, pudratchi ishchilardan tashqari, muhandislik-texnik ishchilar tarkibiga ishchi-vaqtinchalik ishchilarni ham o'z ichiga olsa, u holda vaqtning murakkab koeffitsienti (odam-soat) cl "bu parcha-parcha ishlaydigan ishchilarning vaqt stavkalari yig'indisidan, vaqt ishchilari va muhandislik-texnik xodimlar bir brigada to'plamini ishlab chiqarish uchun, jamoaviy ish ta'sir koeffitsienti uchun tuzatilgan.
L6.2 Qismni o'rnatish va olib tashlash uchun yordamchi vaqt stavkalari. Qismni o'rnatish va olib tashlash uchun vaqt standartlari dastgohlar turlariga qarab qurilmalar turlari bo'yicha berilgan va universal va maxsus qisqichlar va qurilmalarda qismlarni o'rnatish, tekislash va mahkamlashning eng keng tarqalgan usullarini nazarda tutadi. Qismni o'rnatish va olib tashlash vaqtiga ta'sir qiluvchi asosiy omillar sifatida qismning massasi, qismni o'rnatish va mahkamlash usuli, tekislashning tabiati va aniqligi olinadi. Ushbu omillarga qo'shimcha ravishda, o'rnatish yuzasining xapaierei, bir vaqtning o'zida o'rnatilgan qismlar soni, qisqichlar soni va boshqalar hisobga olinadi.
Qismni o'rnatish va olib tashlashning standart vaqti quyidagi ishlarni o'z ichiga oladi:
qo'lda o'rnatish va olib tashlashda
qismni oling va o'rnating, tekislang va mahkamlang; yuzni yoqish va o'chirish; echib oling, qismni olib tashlang va idishga soling; qurilmani chiplardan tozalang, taglik yuzalarini peçete bilan artib oling;
ko'prikli kran bilan qismni o'rnatish va olib tashlashda
kranni chaqirish; qismni biriktirish; qismni mashinaga o'tkazing; qismni o'rnatish, qismni olib tashlash, tekislash va tuzatish; mashinani yoqish va o'chirish; qismni ajratib oling; kranni chaqirish; qismni biriktirish; mashinadan olib tashlang, uni saqlash joyiga olib boring; qismini tozalang, armatura yoki stol yuzasini chiplardan tozalang, taglik yuzalarini peçete bilan artib oling.
Mashinada (yoki mashinalar guruhida) ko'targichli qismni o'rnatish va olib tashlashda, kranni chaqirish bundan mustasno, ko'prikli kran bilan qismni o'rnatish va olib tashlash bilan bir xil ishlarni bajaring.
Maxsus qurilmalarga o'rnatilganda, yordamchi vaqt vaqtning yig'indisi sifatida aniqlanadi: bir qismni o'rnatish va olib tashlash uchun; har bir keyingi qismni ko'p joyli qurilmalarda bir nechtasini o'rnatish va olib tashlash uchun; qisqichlar sonini hisobga olgan holda qismni mahkamlash; qurilmani talaşlardan tozalash, taglik yuzalarini peçete bilan artish uchun.
Korxonalarda CNC dastgohlarida universal va maxsus qurilmalardan tashqari, qismlarni o'rnatish va olib tashlash uchun robotlar, manipulyatorlar va sun'iy yo'ldosh stollari ham qo'llaniladi.
Robotlar va manipulyatorlarning turlari va texnik xususiyatlarining xilma-xilligi tufayli ularning yordami bilan qismlarni o'rnatish va olib tashlash uchun vaqt standartlarini ishlab chiqish mumkin emas; har bir korxonada robotlardan foydalanish bo'yicha xaritalar tuzish kerak. Misol tariqasida 15-ilova keltirilgan.Ko'p maqsadli mashinalarda sun'iy yo'ldosh jadvallaridan foydalangan holda ishlash holatlari uchun sun'iy yo'ldoshlarni yuklash sxemasi va sun'iy yo'ldoshlarni almashtirish vaqtini ko'rsatadigan 20-xaritadan foydalanish kerak.
Ba'zi hollarda, dasturda qismni qayta tuzatish uchun maxsus texnologik pauza nazarda tutilganda, standart vaqtni mashinaning avtomatik ishlashi bilan qoplangan miqdorga qisqartirish kerak. Standartlar yuk ko'tarish mexanizmlari yordamida 20 kg gacha va 20 kg dan ortiq og'irlikdagi qismlarni qo'lda o'rnatish va olib tashlashni nazarda tutadi.
Og'irligi 20 kg dan ortiq bo'lgan qismni qo'lda o'rnatish vaqti yuk ko'tarish va tashish vositalari bo'lmagan joylarda ishlov berishda alohida hollarda foydalanish uchun standartlarda keltirilgan. 18 yoshgacha bo'lgan erkaklar va ayollar uchun 15 kg dan ortiq og'irlikdagi qismlarni qo'lda o'rnatishga yo'l qo'yilmaydi.
Bunday holda, qo'lda o'rnatiladigan qismlar mashinadan 2 m masofada, kran tomonidan o'rnatilganlar esa 5 m gacha bo'lishi hisobga olinadi.
1.6.3. Operatsiya bilan bog'liq yordamchi epeuienu standartlari. Operatsiya bilan bog'liq yordamchi vaqt quyidagilarga bo'linadi:
dastur bo'yicha mashinaning avtomatik ishlashi tsikliga kiritilmagan va quyidagi ishlarni ta'minlaydigan operatsiya bilan bog'liq yordamchi vaqt:
lenta diskini yoqish va o'chirish; X, Y, 2 koordinatalari bo'yicha qism va asbobning belgilangan nisbiy holatini o'rnatish va kerak bo'lganda tuzatishlar kiritish; lenta haydovchi mexanizmining qopqog'ini oching va yoping, orqaga o'rang, lentani o'quvchiga joylashtiring; ishlov berilgandan so'ng ma'lum bir nuqtaga qism yoki asbobning kelishini tekshirish; teshilgan lentani asl holatiga o'tkazing; emulsiyaning chayqalishdan himoyasini o'rnating va olib tashlang;
o'tish bilan bog'liq bo'lgan, dasturga kiritilgan va mashinaning avtomatik yordamchi ishi bilan bog'liq bo'lgan mashina-yordamchi vaqt, quyidagilarni ta'minlaydi: qism yoki asbobning boshlang'ich nuqtasidan ishlov berish zonasiga yaqinlashishi va orqaga tortilishi; asbobni davolash hajmiga moslashtirish; asboblarni avtomatik almashtirish; tasmani yoqish va o'chirish; ba'zi sirtlarni qayta ishlashdan boshqalarga o'tish paytida bo'sh zarbalar; texnologik pauzalar nazarda tutilgan
besleme yo'nalishini to'satdan o'zgartirganda, o'lchamlarni tekshirish, asbobni tekshirish va qismni qayta o'rnatish yoki qayta tiklash.
Ro'yxatda keltirilgan texnikalar dasturiga kiritilgan o'tish bilan bog'liq bo'lgan yordamchi vaqt mashinalarning pasport ma'lumotlari yoki boshqa me'yoriy hujjatlar bilan belgilanadi, mashinaning avtomatik ishlashi paytida tarkibiy elementlar sifatida kiritiladi va alohida olinmaydi. hisobga (27-30-ilovalar, II qismga qarang).
1.6.4. Nazorat o'lchovlari uchun yordamchi vaqt standartlari. Raqamli boshqariladigan mashinalarda ishlov beriladigan qismlarning kerakli o'lchamlari dastgoh yoki kesish asbobining dizayni va ularni sozlashning aniqligi bilan ta'minlanadi.
Shu munosabat bilan, nazorat o'lchovlari uchun vaqt (dastur bo'yicha ish tugagandan so'ng) texnologik jarayonda nazarda tutilgan va bunday o'lchovlarning zarur chastotasini hisobga olgan holda vaqt birligi normasiga kiritilishi kerak. ish jarayoni va agar uni dasturga muvofiq avtomatik mashinaning ishlash sikl vaqti bilan bekor qilish mumkin bo'lmasa.
1.6.5. Ish joyiga xizmat ko'rsatish uchun vaqt standartlari. Ish joyiga xizmat ko'rsatish vaqti ish vaqtining ulushi sifatida bir stantsiyali va ko'p stantsiyali xizmat ko'rsatishni hisobga olgan holda jihozlarning turlari va o'lchamlari bo'yicha beriladi. Ish joyini ta'mirlash quyidagi ishlarni o'z ichiga oladi:
asbobni (yoki asbob bilan blokni) to'mtoqligi tufayli o'zgartirish; ish paytida mashinani sozlash va qayta sozlash (asbob ofsetining qiymatini o'zgartirish);
ish paytida chiplarni supurish va davriy tozalash (sozlash moslamalarining taglik yuzalaridan chiplarni supurishdan tashqari, uning vaqti qismni o'rnatish va olib tashlash uchun yordamchi vaqtda hisobga olinadi).
Ish joyini tashkiliy ta'minlash ish joyini (asosiy va yordamchi jihozlar, texnologik va tashkiliy jihozlar, qadoqlash) bir butun sifatida ish smenasi bilan bog'liq parvarishlash bo'yicha ishlarni o'z ichiga oladi: ish paytida asbob-uskunalarni tekshirish va sinovdan o'tkazish;
asbobni boshida yotqizish va smena oxirida tozalash (ko'p maqsadli mashinalar bundan mustasno);
smenada mashinani moylash va tozalash;
smena davomida ustadan, ustadan ko'rsatmalar olish;
smena oxirida mashina va ish joyini tozalash.
1.66. Dam olish va shaxsiy ehtiyojlar uchun vaqt standartlari. Bir mashinaning bir ishchisiga xizmat ko'rsatish shartlari uchun dam olish va shaxsiy ehtiyojlar uchun vaqt alohida ajratilmaydi va ish joyiga xizmat ko'rsatish vaqtida hisobga olinadi.
Ko'p stantsiyali xizmat ko'rsatish holatlari uchun ishning xususiyatlariga qarab va dam olish mazmuni bo'yicha tavsiyalar bilan dam olish tanaffuslari va shaxsiy ehtiyojlar vaqtining xaritasi taqdim etiladi.
1.6.7. Tayyorgarlik va yakuniy vaqt uchun standartlar. Standartlar o'rnatilgan nazorat dasturlariga muvofiq qismlarga ishlov berish uchun CNC mashinalarini o'rnatish uchun mo'ljallangan va to'g'ridan-to'g'ri ish joyida qo'shimcha dasturlash harakatlarini o'z ichiga olmaydi (operativ dasturiy ta'minotni boshqarish tizimlari bilan jihozlangan mashinalar bundan mustasno).
Mashinani sozlash vaqti, partiyadan qat'i nazar, bir xil qismlar partiyasini qayta ishlash uchun tayyorgarlik va yakuniy ishlarni qabul qilish vaqti sifatida ifodalanadi va formula bilan belgilanadi.
T n, = T nz1 + T nz2 + T prlbr, (1.9.
bu erda T pz - mashinani sozlash va sozlash uchun standart vaqt, min; T pz (tashkiliy tayyorgarlik uchun vaqt normasi, min; T pe 2 - sgaikgni o'rnatish uchun vaqt normasi.
qurilmalar, asboblar, dasturiy ta'minot qurilmalari, minalar; - sud ishini ko'rib chiqish uchun vaqt normasi.
Tayyorgarlik va yakuniy ishlarni qabul qilish vaqti jihozlarning turi va o'lchamlari guruhiga qarab, shuningdek dasturni boshqarish tizimining xususiyatlarini hisobga olgan holda belgilanadi va tashkiliy tayyorgarlik vaqtiga bo'linadi; dastgoh, asboblar, asboblar, dasturiy qurilmalarni sozlash uchun; dastur orqali sinovdan o'tkazish yoki qismni sinovdan o'tkazish uchun.
Tashkiliy tayyorgarlik bo'yicha ishlarning tarkibi, ularning guruhi va modelidan qat'i nazar, barcha CNC mashinalari uchun umumiydir. Tashkiliy tayyorgarlik vaqti quyidagilarni o'z ichiga oladi:
buyurtma, chizma, texnologik hujjatlar, dasturiy ta'minot tashuvchisi, kesish, yordamchi va nazorat-o'lchash asboblari, asboblari, blankalarini ishga tushirishdan oldin olish va ish joyida yoki asbob-uskunalar do'konida qismlar partiyasini qayta ishlashni tugatgandan so'ng ularni topshirish;
ish, chizma, texnologik hujjatlar bilan tanishish, ishlov beriladigan qismni tekshirish;
ustaga ko'rsatma beradi.
Mehnatni tashkil etishning brigada shakli bo'lsa, qayta ishlangan qismlarni smenalararo o'tkazish amalga oshirilganda, tashkiliy tayyorgarlik faqat ish, chizma, texnologik hujjatlar bilan tanishish, blankalarni tekshirish va ustaga ko'rsatma berish vaqtini hisobga oladi. .
Dastgohni, asboblarni va aksessuarlarni o'rnatish bo'yicha ishlarning tarkibi mashinaning maqsadi va uning maqsadiga qarab sozlash ishlarining usullarini o'z ichiga oladi. dizayn xususiyatlari:
mahkamlash moslamasini o'rnatish va olib tashlash;
blok yoki alohida kesish asboblarini o'rnatish va olib tashlash;
mashinaning dastlabki ish rejimlarini o'rnatish;
dasturiy ta'minot tashuvchisini o'quvchiga o'rnatish va uni olib tashlash; nol holatini sozlash va boshqalar.
Tokarlik dastgohlarida (630 mm gacha) va aylanuvchi guruhlarda qismlarni sinovdan o'tkazish uchun Vreish qismni dastur bo'yicha qayta ishlashga sarflangan vaqtni (tsikl vaqti) va qismni o'lchash, tuzatishni hisoblash bilan bog'liq qo'shimcha usullarni bajarish uchun qo'shimcha vaqtni o'z ichiga oladi. CNC tizimiga tuzatishlar qiymatlarini kiritish va dastgoh va CNC tizimini boshqarish uchun yordamchi vaqt.
Tokarlik dastgohlarida (uzunligi 630 mm) qismlarni sinovdan o'tkazish vaqti karusel, frezalash, burg'ulash guruhlari va maxsus maqsadli dastgohlarda qismlarni sinovdan o'tkazish uchun sarflangan vaqtni o'z ichiga oladi. qismni o'lchash bilan bog'liq qo'shimcha texnikani bajarish vaqti, tuzatishlar qiymatlarini hisoblash, CNC tizimiga tuzatishlar qiymatlarini kiritish va mashina va CNCni qabul qilish uchun yordamchi vaqt. tizimi.
1.7. Mashinadan tashqarida chiqib ketish asbobining o'lchamini sozlash uchun vaqt birligi normalari
1.7.1. Vaqt birligi me'yorlari CNC dastgohlari uchun kesish asbobini sozlash bo'yicha ishlarni standartlashtirish uchun mo'ljallangan bo'lib, bu asboblar mexanikasi (asbobni sozlash uchun) dastgohdan tashqarida maxsus jihozlar yordamida maxsus jihozlangan xonada amalga oshiriladi.
Parcha vaqti stavkalari quyidagilarga qarab belgilanadi:
ishlatiladigan qurilmalar turi;
sozlanayotgan asbobning turi va hajmi;
moslashtirilgan koordinatalar soni;
o'rnatishning tabiati (haqiqiy o'lchamga yoki berilgan koordinataga muvofiq).
Mashinasozlik va metallga ishlov berish sanoati korxonalarida asbobni sozlash uchun quyidagi qurilmalar qo'llaniladi:
burg'ulash-frezalash-burg'ulash guruhidagi stanoklar uchun - BV-2027 tipidagi raqamli displeyli optik, BV-2015 tipidagi raqamli displeysiz va kontakt tipidagi qurilmalar;
stanoklar uchun - raqamli displeyli optik, BV-2026 turi, raqamli displeysiz, BV-2010, BV-2012M tipi va kontakt tipidagi qurilmalar.
Asbobni sozlash jarayonlarini bajarishning o'ziga xos xususiyatlarini hisobga olgan holda, vaqt me'yorlari alohida ishlab chiqilgan / burg'ulash-frezalash guruhining mashinalari va tokarlik guruhining stanoklari uchun.
Raqamli ko'rsatkichli eng ilg'or qurilmalar asos qilib olinadi, ammo kartalarda keltirilgan o'zgartirilgan ish sharoitlarini tuzatish omillarini hisobga olgan holda, ushbu standartlar raqamli ko'rsatkichsiz qurilmalarda ishlarni standartlashtirishda qo'llaniladi (masalan, BV-2015, BV- 2010, BV-2012M va boshqalar) va kontakt tipidagi qurilmalar.
Qurilmalarsiz asbobni o'rnatishda (universal o'lchash vositalaridan foydalangan holda) vaqt stavkalari kontaktli turdagi qurilmalar uchun standartlarga muvofiq hisoblanishi kerak.
Import qilingan raqamli ko'rsatkichli qurilmalarda kesish asbobini yig'ish va sozlash uchun vaqt birligi normalari BV-2027 va BB-2026 kabi 0,85 koeffitsientli mahalliy ishlab chiqarilgan qurilmalar uchun vaqt standartlariga muvofiq hisoblanishi kerak; raqamli ko'rsatkichsiz qurilmalar uchun - lekin BV-2015 va BV-2010 koeffitsienti 0,9 bo'lgan qurilmalar uchun.
Ushbu bo'limning me'yoriy materiallari mashinasozlik va metallga ishlov berish tarmoqlari uchun standart / kesish va yordamchi asbob ulanishlarining eng tipiklarini o'z ichiga oladi va kattalashtirilgan vaqt birligi standartlari shaklida taqdim etiladi.
Qor profilining kesish asbobini yig'ish va sozlash uchun vaqt me'yorlarini hisoblashda 1,2 ko'paytiruvchi omilni oling.
Asosiy ish, asbobni yig'ish va sozlash vaqtiga qo'shimcha ravishda, birlik vaqti ish joyini tashkiliy va texnik xizmat ko'rsatish, dam olish va shaxsiy ehtiyojlar uchun tayyorgarlik va yakuniy vaqt va vaqt uchun qo'shimcha xarajatlarni o'z ichiga oladi. Operatsion vaqtining 14%.
Umumiy vaqt stavkasiga qo'shimcha xarajatlarni kiritishning maqsadga muvofiqligi ularni ish joyini sozlash uchun tayyorlash bilan bog'liq umumiy vaqtdan va asbobning o'zini yig'ish va sozlash vaqtidan ajratish qiyinligi bilan bog'liq.
Asbobni yig'ish va sozlash kartalarida ishlatilgan asbobni qismlarga ajratish uchun vaqt birligi normalarini aniqlash uchun har bir ish turi uchun differentsial hisoblangan tuzatish koeffitsientlari beriladi.
Komplekslarga kiritilmagan individual yig'ish va asboblarni sozlash uchun vaqt birligi normalari 50 va 51-kartalarda aks ettirilgan.
1.7.2. Bitta asbobni yig'ish, sozlash va demontaj qilish uchun ish vaqti normasi formula bo'yicha aniqlanadi
T SHLR = T shk + t ^, 0,10)
oziq-ovqat T - bitta asbobni yig'ish, sozlash va demontaj qilish uchun parcha vaqti, min; T shi - bitta asbobni yig'ish va sozlash uchun parcha vaqti, min; T shr - asbobni qismlarga ajratish vaqti, min.
V * "b * T" p = T - K '0-11)
Bu erda K - ishlatiladigan qurilmaga qarab, parcha vaqti uchun tuzatish koeffitsienti.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Naimsposiis operatsiyalari - Serial-Frosrao-Rastochnaya.
CNC dastgohlarida qismlarga ishlov berishda vaqt me'yorlarini hisoblash Fan: "Zamonaviy ko'p maqsadli dastgohlar uchun texnologik jarayonlarni loyihalash" M 03 -721 -1 guruh talabasi Pinegin S.N.
 Vaqt standartlari raqamli boshqaruv (CNC) bilan universal va ko'p maqsadli dastgohlarda bajariladigan ishlarni texnik jihatdan tartibga solish uchun mo'ljallangan. Bir dastgohda ishlaganda CNC dastgohlarida operatsiyalarni bajarish uchun vaqt normasi (dona-hisoblash vaqti, Tsht-k) Hvr tayyorgarlik-yakuniy vaqt Tpz normasidan va Tsht ish vaqti normasidan iborat va aniqlanadi. formula bo'yicha (1):, (1 ) bu erda n - ishga tushirish partiyasidagi qismlar soni.
Vaqt standartlari raqamli boshqaruv (CNC) bilan universal va ko'p maqsadli dastgohlarda bajariladigan ishlarni texnik jihatdan tartibga solish uchun mo'ljallangan. Bir dastgohda ishlaganda CNC dastgohlarida operatsiyalarni bajarish uchun vaqt normasi (dona-hisoblash vaqti, Tsht-k) Hvr tayyorgarlik-yakuniy vaqt Tpz normasidan va Tsht ish vaqti normasidan iborat va aniqlanadi. formula bo'yicha (1):, (1 ) bu erda n - ishga tushirish partiyasidagi qismlar soni.
 Vaqt birligi tezligi (2) formula bo'yicha aniqlanadi:, (2) bu erda Tts - dastur bo'yicha avtomatik mashina ishining aylanish vaqti, min; , (3) bu erda To - bir qismni qayta ishlash uchun asosiy (texnologik) vaqt, min;
Vaqt birligi tezligi (2) formula bo'yicha aniqlanadi:, (2) bu erda Tts - dastur bo'yicha avtomatik mashina ishining aylanish vaqti, min; , (3) bu erda To - bir qismni qayta ishlash uchun asosiy (texnologik) vaqt, min;
 , (4) bu erda Li - i-texnologik uchastkaga ishlov berishda (kirish va oshib ketishni hisobga olgan holda) besleme yo'nalishi bo'yicha asbob yoki qismning bosib o'tgan yo'l uzunligi, mm; Smi - ma'lum bir texnologik uchastkada daqiqali besleme, mm / min; i = 1, 2,…, n - ishlov berish bo'limlari soni; Tmv - mashina-yordamchi vaqt (asbob qismini boshlang'ich nuqtalardan ishlov berish zonalariga yaqinlashishi va orqaga tortilishi uchun; asbobni o'lchamiga moslashtirish, asbobni o'zgartirish, qiymatlar va besleme yo'nalishini o'zgartirish, texnologik pauzalar vaqti. va boshqalar), min;
, (4) bu erda Li - i-texnologik uchastkaga ishlov berishda (kirish va oshib ketishni hisobga olgan holda) besleme yo'nalishi bo'yicha asbob yoki qismning bosib o'tgan yo'l uzunligi, mm; Smi - ma'lum bir texnologik uchastkada daqiqali besleme, mm / min; i = 1, 2,…, n - ishlov berish bo'limlari soni; Tmv - mashina-yordamchi vaqt (asbob qismini boshlang'ich nuqtalardan ishlov berish zonalariga yaqinlashishi va orqaga tortilishi uchun; asbobni o'lchamiga moslashtirish, asbobni o'zgartirish, qiymatlar va besleme yo'nalishini o'zgartirish, texnologik pauzalar vaqti. va boshqalar), min;
 , (5), (6) bu erda L - asbob yoki qismning besleme yo'nalishi bo'yicha o'tadigan yo'l (yoki traektoriya) uzunligi, mm; l 1, l 2, l 3 - mos ravishda asbobning yaqinlashish, cho'kish va oshib ketish uzunligi, mm. L qiymati qismning traektoriyasining parametrlari asosida aniqlanadi. Shunday qilib, asbobni ikkita koordinata bo'ylab harakatlantirgan holda, qismning qismlarini qayta ishlashda L uzunligi (7), (7) formula bilan aniqlanadi.
, (5), (6) bu erda L - asbob yoki qismning besleme yo'nalishi bo'yicha o'tadigan yo'l (yoki traektoriya) uzunligi, mm; l 1, l 2, l 3 - mos ravishda asbobning yaqinlashish, cho'kish va oshib ketish uzunligi, mm. L qiymati qismning traektoriyasining parametrlari asosida aniqlanadi. Shunday qilib, asbobni ikkita koordinata bo'ylab harakatlantirgan holda, qismning qismlarini qayta ishlashda L uzunligi (7), (7) formula bilan aniqlanadi.
 Bu yerda Dx, Du - berilgan ishlov berish maydonidagi mos keladigan koordinatalarning o'sishi. Asbobni aylana yoyi bo'ylab harakatlantirganda L uzunligi (8) yoki (9), (9) formulalar bo'yicha aniqlanadi, bu erda R - aylana yoyi radiusi, mm; a - aylana yoyi akkord uzunligi, mm; ph - dumaloq yoyning so'nggi nuqtalariga asoslangan markaziy burchak, rad; Tmv. va - asbobni avtomatik almashtirish uchun mashinaning yordamchi vaqti, min; Tmv. x - avtomatik yordamchi harakatlar va texnologik pauzalarni bajarish uchun mashina-yordamchi vaqt, min.
Bu yerda Dx, Du - berilgan ishlov berish maydonidagi mos keladigan koordinatalarning o'sishi. Asbobni aylana yoyi bo'ylab harakatlantirganda L uzunligi (8) yoki (9), (9) formulalar bo'yicha aniqlanadi, bu erda R - aylana yoyi radiusi, mm; a - aylana yoyi akkord uzunligi, mm; ph - dumaloq yoyning so'nggi nuqtalariga asoslangan markaziy burchak, rad; Tmv. va - asbobni avtomatik almashtirish uchun mashinaning yordamchi vaqti, min; Tmv. x - avtomatik yordamchi harakatlar va texnologik pauzalarni bajarish uchun mashina-yordamchi vaqt, min.
 Minorali dastgohlar uchun vaqt Tmv. va (10), (10) formula bo'yicha aniqlanishi mumkin, bu erda Tur - minoraning bir pozitsiyaga aylanish vaqti, min; Kp - kerakli asbobni o'rnatish uchun minorani burish kerak bo'lgan pozitsiyalar soni; Qorin bo'shlig'i - aylanuvchi boshning fiksatsiya vaqti, min. Konturni boshqarish tizimlariga ega mashinalar uchun vaqt Tmv. x ni (11), (11) formula bilan aniqlash mumkin.
Minorali dastgohlar uchun vaqt Tmv. va (10), (10) formula bo'yicha aniqlanishi mumkin, bu erda Tur - minoraning bir pozitsiyaga aylanish vaqti, min; Kp - kerakli asbobni o'rnatish uchun minorani burish kerak bo'lgan pozitsiyalar soni; Qorin bo'shlig'i - aylanuvchi boshning fiksatsiya vaqti, min. Konturni boshqarish tizimlariga ega mashinalar uchun vaqt Tmv. x ni (11), (11) formula bilan aniqlash mumkin.
 bu yerda Lxxj - avtomatik yordamchi zarbaning j-chi uchastkasi yo'lining uzunligi, mm; j = 1, 2,…, t - avtomatik yordamchi o'tishlarning bo'limlari soni; Smu - tez harakatning daqiqali oqimi. Qayta ishlash dasturlash standart tsikllar bo'yicha amalga oshiriladigan pozitsion va universal (kontur-pozitsiyali) dastgoh asboblarini boshqarish tizimlariga ega dastgohlar uchun analitik vaqt Tmv. X ni aniqlash qiyin, chunki ma'lum bir mashinalar, ularning sozlanishiga qarab, Smxx va Lxx qiymatlarida sezilarli tarqoqlikka ega (joylashuv sozlamalari bilan bog'liq). Vaqtni aniqroq aniqlash uchun Tmv. x ushbu mashinalarda Tmv haqiqiy vaqtini aniqlash uchun dastlabki vaqtni o'tkazish tavsiya etiladi. x stol yoki asbobni turli koordinatalar yo'nalishi bo'yicha o'lchangan masofani siljitishda.
bu yerda Lxxj - avtomatik yordamchi zarbaning j-chi uchastkasi yo'lining uzunligi, mm; j = 1, 2,…, t - avtomatik yordamchi o'tishlarning bo'limlari soni; Smu - tez harakatning daqiqali oqimi. Qayta ishlash dasturlash standart tsikllar bo'yicha amalga oshiriladigan pozitsion va universal (kontur-pozitsiyali) dastgoh asboblarini boshqarish tizimlariga ega dastgohlar uchun analitik vaqt Tmv. X ni aniqlash qiyin, chunki ma'lum bir mashinalar, ularning sozlanishiga qarab, Smxx va Lxx qiymatlarida sezilarli tarqoqlikka ega (joylashuv sozlamalari bilan bog'liq). Vaqtni aniqroq aniqlash uchun Tmv. x ushbu mashinalarda Tmv haqiqiy vaqtini aniqlash uchun dastlabki vaqtni o'tkazish tavsiya etiladi. x stol yoki asbobni turli koordinatalar yo'nalishi bo'yicha o'lchangan masofani siljitishda.
 Agar standartlashtirish allaqachon ishlab chiqilgan texnologik jarayon uchun amalga oshirilsa va nazorat qilish dasturi mavjud bo'lsa, vaqt Tts. a qismni qayta ishlash davrining bevosita vaqti bilan aniqlanadi. Operatsiya uchun yordamchi vaqt (12), (12) formula bo'yicha hisoblanadi.
Agar standartlashtirish allaqachon ishlab chiqilgan texnologik jarayon uchun amalga oshirilsa va nazorat qilish dasturi mavjud bo'lsa, vaqt Tts. a qismni qayta ishlash davrining bevosita vaqti bilan aniqlanadi. Operatsiya uchun yordamchi vaqt (12), (12) formula bo'yicha hisoblanadi.
 qayerda televizor. y - qismni qo'lda yoki lift bilan o'rnatish va olib tashlash vaqti, min; televizor. op - operatsiya bilan bog'liq yordamchi vaqt (nazorat dasturiga kiritilmagan), min; televizor. ism - o'lchovlar uchun yordamchi bo'lmagan vaqt, min; Ktv - ishlov beriladigan qismlarning partiyasiga qarab, qo'lda yordamchi ishlarni bajarish vaqti uchun tuzatish koeffitsienti; ateh, aorg, aotl - ish joyini texnologik va tashkiliy ta'minlash, dam olish va shaxsiy ehtiyojlar uchun bir tomonlama xizmat ko'rsatish vaqti, operatsion vaqtning foizi.
qayerda televizor. y - qismni qo'lda yoki lift bilan o'rnatish va olib tashlash vaqti, min; televizor. op - operatsiya bilan bog'liq yordamchi vaqt (nazorat dasturiga kiritilmagan), min; televizor. ism - o'lchovlar uchun yordamchi bo'lmagan vaqt, min; Ktv - ishlov beriladigan qismlarning partiyasiga qarab, qo'lda yordamchi ishlarni bajarish vaqti uchun tuzatish koeffitsienti; ateh, aorg, aotl - ish joyini texnologik va tashkiliy ta'minlash, dam olish va shaxsiy ehtiyojlar uchun bir tomonlama xizmat ko'rsatish vaqti, operatsion vaqtning foizi.
 Televizor qismlarini o'rnatish va olib tashlash uchun yordamchi vaqt standartlari. y dastgoh turidan qat'i nazar, armatura turi bo'yicha beriladi va universal va maxsus qisish moslamalarida qismlarni o'rnatish, tekislash va mahkamlashning eng keng tarqalgan usullarini ta'minlaydi. Qismni o'rnatish va olib tashlash vaqtiga ta'sir qiluvchi asosiy omillar sifatida qismning massasi, ishlov beriladigan qismni o'rnatish va mahkamlash usuli, tekislashning tabiati va aniqligi olinadi.
Televizor qismlarini o'rnatish va olib tashlash uchun yordamchi vaqt standartlari. y dastgoh turidan qat'i nazar, armatura turi bo'yicha beriladi va universal va maxsus qisish moslamalarida qismlarni o'rnatish, tekislash va mahkamlashning eng keng tarqalgan usullarini ta'minlaydi. Qismni o'rnatish va olib tashlash vaqtiga ta'sir qiluvchi asosiy omillar sifatida qismning massasi, ishlov beriladigan qismni o'rnatish va mahkamlash usuli, tekislashning tabiati va aniqligi olinadi.
 Qismlarni o'rnatish va olib tashlash uchun vaqt me'yorlari quyidagi ishlarni nazarda tutadi: - qo'lda o'rnatish va olib tashlashda: qismni olish va o'rnatish, tekislash va tuzatish; mashinani yoqish va o'chirish; qismni echib oling va olib tashlang, idishga soling; qurilmani chiplardan tozalang, taglik yuzalarini peçete bilan artib oling; - ko'prikli kran bilan o'rnatish va olib tashlashda: kranni chaqirish; qismni biriktirish; qismni mashinaga o'tkazing; qismni o'rnating, tekislang va mahkamlang; mashinani yoqish va o'chirish; qismni ajratib oling; kranni chaqirish; qismni biriktirish; mashinadan olib tashlang, uni saqlash joyiga olib boring; qismni olib tashlang; armatura yoki stol yuzasini chiplardan tozalang, taglik yuzalarini peçete bilan artib oling.
Qismlarni o'rnatish va olib tashlash uchun vaqt me'yorlari quyidagi ishlarni nazarda tutadi: - qo'lda o'rnatish va olib tashlashda: qismni olish va o'rnatish, tekislash va tuzatish; mashinani yoqish va o'chirish; qismni echib oling va olib tashlang, idishga soling; qurilmani chiplardan tozalang, taglik yuzalarini peçete bilan artib oling; - ko'prikli kran bilan o'rnatish va olib tashlashda: kranni chaqirish; qismni biriktirish; qismni mashinaga o'tkazing; qismni o'rnating, tekislang va mahkamlang; mashinani yoqish va o'chirish; qismni ajratib oling; kranni chaqirish; qismni biriktirish; mashinadan olib tashlang, uni saqlash joyiga olib boring; qismni olib tashlang; armatura yoki stol yuzasini chiplardan tozalang, taglik yuzalarini peçete bilan artib oling.
 Mashinada (yoki mashinalar guruhida) ko'targichli qismni o'rnatish va olib tashlashda, kranni chaqirishdan tashqari, ko'prikli kran bilan qismni olib tashlash bilan bir xil ishlarni bajaring. Maxsus qurilmalarga o'rnatilganda, yordamchi vaqt vaqtning yig'indisi sifatida aniqlanadi: bir qismni o'rnatish va olib tashlash uchun; har bir keyingi qismni ko'p joyli qurilmalarda bir nechtasini o'rnatish va olib tashlash uchun; qisqichlar sonini hisobga olgan holda qismni mahkamlash; qurilmani chiplardan tozalash va taglik yuzalarini peçete bilan artish uchun. Agar qismni o'rnatish va olib tashlash uchun robotlar, manipulyatorlar va sun'iy yo'ldosh stollaridan foydalanilganda, yordamchi vaqt ularning dizayn xususiyatlarini hisobga olgan holda belgilanadi.
Mashinada (yoki mashinalar guruhida) ko'targichli qismni o'rnatish va olib tashlashda, kranni chaqirishdan tashqari, ko'prikli kran bilan qismni olib tashlash bilan bir xil ishlarni bajaring. Maxsus qurilmalarga o'rnatilganda, yordamchi vaqt vaqtning yig'indisi sifatida aniqlanadi: bir qismni o'rnatish va olib tashlash uchun; har bir keyingi qismni ko'p joyli qurilmalarda bir nechtasini o'rnatish va olib tashlash uchun; qisqichlar sonini hisobga olgan holda qismni mahkamlash; qurilmani chiplardan tozalash va taglik yuzalarini peçete bilan artish uchun. Agar qismni o'rnatish va olib tashlash uchun robotlar, manipulyatorlar va sun'iy yo'ldosh stollaridan foydalanilganda, yordamchi vaqt ularning dizayn xususiyatlarini hisobga olgan holda belgilanadi.
 Televizorning ishlashi bilan bog'liq yordamchi vaqt standartlari. op. ... Mashinaning dastur bo'yicha avtomatik ishlashi tsikliga kiritilmagan operatsiya bilan bog'liq yordamchi vaqt quyidagi ishlarni ta'minlaydi: lenta haydovchisini yoqish va o'chirish; X, Y, Z koordinatalari bo'ylab qism va asbobning belgilangan nisbiy holatini o'rnatish va kerak bo'lganda tuzatishlar kiritish; lenta qo'zg'aysan mexanizmining qopqog'ini oching va yoping, orqaga o'rang va lentani o'quvchiga joylashtiring; teshilgan lentani asl holatiga o'tkazing; ishlov berishdan keyin asbob qismining ma'lum bir nuqtaga kelishini tekshiring; emulsiyaning chayqalishdan himoyasini o'rnating va uni olib tashlang.
Televizorning ishlashi bilan bog'liq yordamchi vaqt standartlari. op. ... Mashinaning dastur bo'yicha avtomatik ishlashi tsikliga kiritilmagan operatsiya bilan bog'liq yordamchi vaqt quyidagi ishlarni ta'minlaydi: lenta haydovchisini yoqish va o'chirish; X, Y, Z koordinatalari bo'ylab qism va asbobning belgilangan nisbiy holatini o'rnatish va kerak bo'lganda tuzatishlar kiritish; lenta qo'zg'aysan mexanizmining qopqog'ini oching va yoping, orqaga o'rang va lentani o'quvchiga joylashtiring; teshilgan lentani asl holatiga o'tkazing; ishlov berishdan keyin asbob qismining ma'lum bir nuqtaga kelishini tekshiring; emulsiyaning chayqalishdan himoyasini o'rnating va uni olib tashlang.
 Dasturga kiritilgan va mashinaning avtomatik yordamchi ishi bilan bog'liq bo'lgan o'tish bilan bog'liq bo'lgan mashina-yordamchi vaqt quyidagilarni ta'minlaydi: asbob qismini boshlang'ich nuqtadan ishlov berish zonasiga yaqinlashishi va orqaga tortilishi; asbobni davolash hajmiga moslashtirish; asboblarni avtomatik almashtirish; tasmani yoqish; ba'zi sirtlarni qayta ishlashdan boshqalarga o'tish paytida bo'sh zarbalar; o'lchamlarni tekshirish, asbobni tekshirish va qismni qayta o'rnatish yoki qayta mahkamlash uchun besleme yo'nalishini keskin o'zgartirish uchun taqdim etilgan texnologik pauzalar. O'tish bilan bog'liq bo'lgan mashina-yordamchi vaqt mashinalarning pasport ma'lumotlari bilan belgilanadi va mashinaning avtomatik ishlashi vaqtida tarkibiy elementlar sifatida kiritiladi.
Dasturga kiritilgan va mashinaning avtomatik yordamchi ishi bilan bog'liq bo'lgan o'tish bilan bog'liq bo'lgan mashina-yordamchi vaqt quyidagilarni ta'minlaydi: asbob qismini boshlang'ich nuqtadan ishlov berish zonasiga yaqinlashishi va orqaga tortilishi; asbobni davolash hajmiga moslashtirish; asboblarni avtomatik almashtirish; tasmani yoqish; ba'zi sirtlarni qayta ishlashdan boshqalarga o'tish paytida bo'sh zarbalar; o'lchamlarni tekshirish, asbobni tekshirish va qismni qayta o'rnatish yoki qayta mahkamlash uchun besleme yo'nalishini keskin o'zgartirish uchun taqdim etilgan texnologik pauzalar. O'tish bilan bog'liq bo'lgan mashina-yordamchi vaqt mashinalarning pasport ma'lumotlari bilan belgilanadi va mashinaning avtomatik ishlashi vaqtida tarkibiy elementlar sifatida kiritiladi.
 Televizorni nazorat qilish o'lchovlari uchun yordamchi vaqt standartlari. rev. ... Raqamli boshqaruvga ega mashinalarda ishlov beriladigan qismlarning kerakli o'lchamlari avtomatik ishlov berish siklida taqdim etiladi. Shu munosabat bilan, nazorat o'lchovlari uchun vaqt (dastur bo'yicha ish tugagandan so'ng) texnologik jarayonda nazarda tutilgan va bunday o'lchovlarning zarur chastotasini hisobga olgan holda vaqt birligi normasiga kiritilishi kerak. ish jarayoni va faqat dasturga muvofiq avtomatik mashinaning aylanish vaqti bilan bekor qilib bo'lmaydigan hollarda.
Televizorni nazorat qilish o'lchovlari uchun yordamchi vaqt standartlari. rev. ... Raqamli boshqaruvga ega mashinalarda ishlov beriladigan qismlarning kerakli o'lchamlari avtomatik ishlov berish siklida taqdim etiladi. Shu munosabat bilan, nazorat o'lchovlari uchun vaqt (dastur bo'yicha ish tugagandan so'ng) texnologik jarayonda nazarda tutilgan va bunday o'lchovlarning zarur chastotasini hisobga olgan holda vaqt birligi normasiga kiritilishi kerak. ish jarayoni va faqat dasturga muvofiq avtomatik mashinaning aylanish vaqti bilan bekor qilib bo'lmaydigan hollarda.
 Ish joyiga xizmat ko'rsatish uchun vaqt standartlari. Ish joyiga xizmat ko'rsatish vaqti ish vaqtining ulushi sifatida bir stantsiyali va ko'p stantsiyali xizmat ko'rsatishni hisobga olgan holda jihozlarning turlari va o'lchamlari bo'yicha beriladi. Ish joyini texnologik ta'mirlash quyidagi ishlarni ko'zda tutadi: - asbobni (yoki asbob bilan blokirovkasini) to'mtoqligi tufayli o'zgartirish; - ish paytida mashinani sozlash va qayta sozlash (asbob ofsetining qiymatini o'zgartirish); - ish paytida chiplarni supurish va davriy tozalash (sozlash moslamalarining taglik yuzalaridan chiplarni supurishdan tashqari, uning vaqti qismni o'rnatish va olib tashlash uchun yordamchi vaqtda hisobga olinadi).
Ish joyiga xizmat ko'rsatish uchun vaqt standartlari. Ish joyiga xizmat ko'rsatish vaqti ish vaqtining ulushi sifatida bir stantsiyali va ko'p stantsiyali xizmat ko'rsatishni hisobga olgan holda jihozlarning turlari va o'lchamlari bo'yicha beriladi. Ish joyini texnologik ta'mirlash quyidagi ishlarni ko'zda tutadi: - asbobni (yoki asbob bilan blokirovkasini) to'mtoqligi tufayli o'zgartirish; - ish paytida mashinani sozlash va qayta sozlash (asbob ofsetining qiymatini o'zgartirish); - ish paytida chiplarni supurish va davriy tozalash (sozlash moslamalarining taglik yuzalaridan chiplarni supurishdan tashqari, uning vaqti qismni o'rnatish va olib tashlash uchun yordamchi vaqtda hisobga olinadi).
 Ish joyini tashkiliy ta'mirlash asosiy va yordamchi uskunalarga, texnologik va tashkiliy jihozlarga, butun ish smenasi bilan bog'liq bo'lgan qadoqlarga texnik xizmat ko'rsatish bo'yicha ishlarni o'z ichiga oladi: - ish jarayonida asbob-uskunalarni tekshirish va sinovdan o'tkazish; - asbobni boshida yotqizish va smena oxirida tozalash; - smenada dastgohni moylash va tozalash; - smena oxirida mashina va ish joyini tozalash.
Ish joyini tashkiliy ta'mirlash asosiy va yordamchi uskunalarga, texnologik va tashkiliy jihozlarga, butun ish smenasi bilan bog'liq bo'lgan qadoqlarga texnik xizmat ko'rsatish bo'yicha ishlarni o'z ichiga oladi: - ish jarayonida asbob-uskunalarni tekshirish va sinovdan o'tkazish; - asbobni boshida yotqizish va smena oxirida tozalash; - smenada dastgohni moylash va tozalash; - smena oxirida mashina va ish joyini tozalash.
 Dam olish vaqti standartlari va shaxsiy ehtiyojlar. Bir mashinaning bitta ishchisiga xizmat ko'rsatish shartlari uchun dam olish va shaxsiy ehtiyojlar uchun vaqt alohida ajratilmaydi va ish joyiga xizmat ko'rsatish vaqtida hisobga olinadi. Ko'p stantsiyali xizmatlar uchun ishning xususiyatlariga qarab, dam olish uchun tanaffus vaqtlari va shaxsiy ehtiyojlar ta'minlanadi.
Dam olish vaqti standartlari va shaxsiy ehtiyojlar. Bir mashinaning bitta ishchisiga xizmat ko'rsatish shartlari uchun dam olish va shaxsiy ehtiyojlar uchun vaqt alohida ajratilmaydi va ish joyiga xizmat ko'rsatish vaqtida hisobga olinadi. Ko'p stantsiyali xizmatlar uchun ishning xususiyatlariga qarab, dam olish uchun tanaffus vaqtlari va shaxsiy ehtiyojlar ta'minlanadi.
 Tayyorgarlik va yakuniy vaqt uchun standartlar. Mashinani o'rnatish vaqti normasi partiyadan qat'i nazar, bir xil qismlar partiyasini qayta ishlash uchun tayyorgarlik va yakuniy ishlarni qabul qilish vaqti sifatida ifodalanadi va (13), (13) formula bo'yicha aniqlanadi, bu erda Tpz. mashinani sozlash va sozlash uchun vaqt normasi, min; Tpz 1 - tashkiliy mashg'ulotlar uchun vaqt normasi, min; Tpz 2 - mashina, qurilma, asbob, dasturiy ta'minot qurilmalarini sozlash uchun vaqt normasi, min; Tpr. arr - sinovni qayta ishlash uchun vaqt normasi.
Tayyorgarlik va yakuniy vaqt uchun standartlar. Mashinani o'rnatish vaqti normasi partiyadan qat'i nazar, bir xil qismlar partiyasini qayta ishlash uchun tayyorgarlik va yakuniy ishlarni qabul qilish vaqti sifatida ifodalanadi va (13), (13) formula bo'yicha aniqlanadi, bu erda Tpz. mashinani sozlash va sozlash uchun vaqt normasi, min; Tpz 1 - tashkiliy mashg'ulotlar uchun vaqt normasi, min; Tpz 2 - mashina, qurilma, asbob, dasturiy ta'minot qurilmalarini sozlash uchun vaqt normasi, min; Tpr. arr - sinovni qayta ishlash uchun vaqt normasi.
 Tayyorgarlik va yakuniy ishlarni qabul qilish vaqti jihozlarning turi va o'lchamlari guruhiga qarab, shuningdek, dasturni boshqarish tizimining xususiyatlarini hisobga olgan holda belgilanadi. Tashkiliy tayyorgarlik bo'yicha ishlar ko'lami ularning guruhi va modelidan qat'i nazar, barcha CNC mashinalari uchun umumiydir. Tashkiliy tayyorgarlik vaqti quyidagilarni nazarda tutadi: - buyurtma, chizma, texnologik hujjatlar, dasturiy ta'minot tashuvchisi, kesish, yordamchi va nazorat-o'lchash asboblari, asboblari, blankalarini boshlashdan oldin olish va partiyani qayta ishlash tugagandan so'ng ularni topshirish. ish joyidagi yoki asboblar do'konidagi qismlar; - ish, chizma, texnologik hujjatlar bilan tanishish, ishlov beriladigan qismni tekshirish; - ustaga ko'rsatma berib.
Tayyorgarlik va yakuniy ishlarni qabul qilish vaqti jihozlarning turi va o'lchamlari guruhiga qarab, shuningdek, dasturni boshqarish tizimining xususiyatlarini hisobga olgan holda belgilanadi. Tashkiliy tayyorgarlik bo'yicha ishlar ko'lami ularning guruhi va modelidan qat'i nazar, barcha CNC mashinalari uchun umumiydir. Tashkiliy tayyorgarlik vaqti quyidagilarni nazarda tutadi: - buyurtma, chizma, texnologik hujjatlar, dasturiy ta'minot tashuvchisi, kesish, yordamchi va nazorat-o'lchash asboblari, asboblari, blankalarini boshlashdan oldin olish va partiyani qayta ishlash tugagandan so'ng ularni topshirish. ish joyidagi yoki asboblar do'konidagi qismlar; - ish, chizma, texnologik hujjatlar bilan tanishish, ishlov beriladigan qismni tekshirish; - ustaga ko'rsatma berib.
 Mehnatni tashkil etishning brigada shakli bo'lsa, qayta ishlangan qismlarni smenalararo o'tkazish amalga oshirilganda, tashkiliy tayyorgarlik faqat ish, chizma, texnologik hujjatlar bilan tanishish, blankalarni tekshirish va ustaga ko'rsatma berish vaqtini hisobga oladi. . Mashina asbobini, asboblarini va moslamalarini sozlash bo'yicha ishlarning hajmi mashinaning maqsadi va konstruktiv xususiyatlariga qarab sozlash ishlarining usullarini o'z ichiga oladi: mahkamlash moslamasini o'rnatish va olib tashlash; blok yoki alohida kesish asboblarini o'rnatish va olib tashlash; mashinaning dastlabki ish rejimlarini o'rnatish; dasturiy ta'minot tashuvchisini o'quvchiga o'rnatish va uni olib tashlash; nol holatini sozlash va boshqalar.
Mehnatni tashkil etishning brigada shakli bo'lsa, qayta ishlangan qismlarni smenalararo o'tkazish amalga oshirilganda, tashkiliy tayyorgarlik faqat ish, chizma, texnologik hujjatlar bilan tanishish, blankalarni tekshirish va ustaga ko'rsatma berish vaqtini hisobga oladi. . Mashina asbobini, asboblarini va moslamalarini sozlash bo'yicha ishlarning hajmi mashinaning maqsadi va konstruktiv xususiyatlariga qarab sozlash ishlarining usullarini o'z ichiga oladi: mahkamlash moslamasini o'rnatish va olib tashlash; blok yoki alohida kesish asboblarini o'rnatish va olib tashlash; mashinaning dastlabki ish rejimlarini o'rnatish; dasturiy ta'minot tashuvchisini o'quvchiga o'rnatish va uni olib tashlash; nol holatini sozlash va boshqalar.
 Torna va minora guruhlarida qismlarni sinovdan o'tkazish vaqti dasturga muvofiq qismni qayta ishlashga sarflangan vaqtni va qismni o'lchash, ofsetni hisoblash, CNCga ofset qiymatlarini kiritish bilan bog'liq qo'shimcha usullarni bajarish uchun yordamchi vaqtni o'z ichiga oladi. tizim va mashina va CNC tizimini boshqarish uchun yordamchi vaqt. Karusel, frezalash, burg'ulash guruhlari, ko'p maqsadli dastgohlarda qismlarni sinovdan o'tkazish vaqti sinov chiplari usuli bilan qismlarga ishlov berishga sarflangan vaqtni va qismni o'lchash, tuzatish qiymatini hisoblash bilan bog'liq qo'shimcha usullarni bajarish uchun yordamchi vaqtni o'z ichiga oladi. CNC tizimiga tuzatish qiymatlarini kiritish va dastgoh va CNC tizimini qabul qilish uchun yordamchi vaqt.
Torna va minora guruhlarida qismlarni sinovdan o'tkazish vaqti dasturga muvofiq qismni qayta ishlashga sarflangan vaqtni va qismni o'lchash, ofsetni hisoblash, CNCga ofset qiymatlarini kiritish bilan bog'liq qo'shimcha usullarni bajarish uchun yordamchi vaqtni o'z ichiga oladi. tizim va mashina va CNC tizimini boshqarish uchun yordamchi vaqt. Karusel, frezalash, burg'ulash guruhlari, ko'p maqsadli dastgohlarda qismlarni sinovdan o'tkazish vaqti sinov chiplari usuli bilan qismlarga ishlov berishga sarflangan vaqtni va qismni o'lchash, tuzatish qiymatini hisoblash bilan bog'liq qo'shimcha usullarni bajarish uchun yordamchi vaqtni o'z ichiga oladi. CNC tizimiga tuzatish qiymatlarini kiritish va dastgoh va CNC tizimini qabul qilish uchun yordamchi vaqt.
 Asosiy vaqtni hisoblash uchun qismning har bir yuzasini qayta ishlash uchun kesish shartlarini aniqlash kerak. Ular umumiy mashinasozlik standartlariga muvofiq belgilanadi: - raqamli boshqaruvga ega universal va ko'p maqsadli dastgohlarda bajariladigan ishlarni standartlashtirish uchun vaqt va kesish shartlarining umumiy mashinasozlik standartlari. 2-qism - Ma'lumotlarni kesish uchun standartlar. - M.: Iqtisodiyot, 1990. - Metalllarni kesish usullari: ma'lumotnoma / Ed. Yu. V. Baranovskiy. - 3-nashr. , qayta ko'rib chiqilgan va qo'shing. - M .: Mashinasozlik, 1972 .-- 407 b. - muhandis-mexanik uchun qo'llanma. 2 jildda.2-jild / ostida. ed. A.G.Kosilova va boshqalar - 5-nashr. , rev. - M .: Mashinostroenie, 2003 .-- 944 b. , loy.
Asosiy vaqtni hisoblash uchun qismning har bir yuzasini qayta ishlash uchun kesish shartlarini aniqlash kerak. Ular umumiy mashinasozlik standartlariga muvofiq belgilanadi: - raqamli boshqaruvga ega universal va ko'p maqsadli dastgohlarda bajariladigan ishlarni standartlashtirish uchun vaqt va kesish shartlarining umumiy mashinasozlik standartlari. 2-qism - Ma'lumotlarni kesish uchun standartlar. - M.: Iqtisodiyot, 1990. - Metalllarni kesish usullari: ma'lumotnoma / Ed. Yu. V. Baranovskiy. - 3-nashr. , qayta ko'rib chiqilgan va qo'shing. - M .: Mashinasozlik, 1972 .-- 407 b. - muhandis-mexanik uchun qo'llanma. 2 jildda.2-jild / ostida. ed. A.G.Kosilova va boshqalar - 5-nashr. , rev. - M .: Mashinostroenie, 2003 .-- 944 b. , loy.
 Vaqt me'yorlarini hisoblash misoli Vaqt me'yorlarini hisoblash uchun biz dastlabki ma'lumotlarni beramiz: "Rolik" qismining chizmasi, ishlov beriladigan material po'lat 45 GOST 1050 -88, qismlar partiyasi 100 dona, ish qismi - diametri 125 x54 bo'lgan yumaloq chiziqlar. . Hisoblash uchta holatda amalga oshiriladi: 1. 1) Ikkita CNC dastgohlarida ishlov berish - tornalash (16 K 20 F 3) va frezalash (6 P 13 RF 3). CNC torna dastgohida diametri 30 soat 12 bo'lgan ikkita bo'yin uchlarini kesish bilan ishlov beriladi. Amaliyot ish qismini pnevmatik qisqichli o'z-o'zidan markazlashtirilgan chuckda qayta o'rnatishni ta'minlaydi. CNC frezalash mashinasida diametri 16 mm bo'lgan 4 x 10 va 4 teshikli truba pnevmatik qisqich bilan o'z-o'zidan markazlashtirilgan prizmatik vizada ishlov beriladi. 2) 5 o'qli burilishli ishlov berish markazida ishlov berish. Ishlov berish, ishlov beriladigan qismni qayta joylashtirish bilan bir operatsiyada pnevmatik qisqichli o'z-o'zidan markazlashtirilgan shtutserda amalga oshiriladi. Xuddi shu o'tishlar an'anaviy CNC dastgohlarida bo'lgani kabi amalga oshiriladi - torna, frezalash va burg'ulash.
Vaqt me'yorlarini hisoblash misoli Vaqt me'yorlarini hisoblash uchun biz dastlabki ma'lumotlarni beramiz: "Rolik" qismining chizmasi, ishlov beriladigan material po'lat 45 GOST 1050 -88, qismlar partiyasi 100 dona, ish qismi - diametri 125 x54 bo'lgan yumaloq chiziqlar. . Hisoblash uchta holatda amalga oshiriladi: 1. 1) Ikkita CNC dastgohlarida ishlov berish - tornalash (16 K 20 F 3) va frezalash (6 P 13 RF 3). CNC torna dastgohida diametri 30 soat 12 bo'lgan ikkita bo'yin uchlarini kesish bilan ishlov beriladi. Amaliyot ish qismini pnevmatik qisqichli o'z-o'zidan markazlashtirilgan chuckda qayta o'rnatishni ta'minlaydi. CNC frezalash mashinasida diametri 16 mm bo'lgan 4 x 10 va 4 teshikli truba pnevmatik qisqich bilan o'z-o'zidan markazlashtirilgan prizmatik vizada ishlov beriladi. 2) 5 o'qli burilishli ishlov berish markazida ishlov berish. Ishlov berish, ishlov beriladigan qismni qayta joylashtirish bilan bir operatsiyada pnevmatik qisqichli o'z-o'zidan markazlashtirilgan shtutserda amalga oshiriladi. Xuddi shu o'tishlar an'anaviy CNC dastgohlarida bo'lgani kabi amalga oshiriladi - torna, frezalash va burg'ulash.

 3) Qarshi shpindel bilan ishlov berish markazida ishlov berish. Ishlov berish, ishlov beriladigan qismni qayta joylashtirish bilan bir operatsiyada pnevmatik qisqichli o'z-o'zidan markazlashtirilgan shtutserda amalga oshiriladi. Ushbu OTlarda pnevmatik qisqichli ikkita shtutser va ikkita asbob boshi mavjud. Ikkinchi chuckning rolini ish qismini qayta o'rnatadigan va ishlov beriladigan qismni keyingi qayta ishlash amalga oshiriladigan hisoblagich shpindel o'ynaydi. Ish qismini qayta ishlash aylanishi quyidagicha: ishlov beriladigan qism o'rnatiladi va chuckga o'rnatiladi; dumba uchini kesish bilan diametri 30 soat 12 bo'lgan bo'yinni burish; asbobni avtomatik almashtirish minorani aylantirish orqali amalga oshiriladi; diametri 16 mm bo'lgan 4 teshikni burg'ulash; birinchi minora boshlang'ich nuqtasiga qaytadi; taymer shpindel yoqiladi va avtomatik ravishda ma'lum bir chastotada aylanishda davom etadigan chuckga keltiriladi; taymer shpindel chuckning aylanish tezligiga tezlashtiriladi va ish qismini avtomatik ravishda qisadi; chuck avtomatik ravishda jag'larni ochadi va ishlov beriladigan qism bilan qarshi shpindel belgilangan boshlang'ich nuqtasiga qaytadi; ikkinchi minora keltiriladi va dumba uchini qirqqan holda diametri 30 soat 12 bo'lgan bo'yinni aylantiradi; asboblarni avtomatik almashtirish va 4 x 10 yivli frezalash; minorani boshlang'ich nuqtasiga tortib olish va qarshi milni o'chirish.
3) Qarshi shpindel bilan ishlov berish markazida ishlov berish. Ishlov berish, ishlov beriladigan qismni qayta joylashtirish bilan bir operatsiyada pnevmatik qisqichli o'z-o'zidan markazlashtirilgan shtutserda amalga oshiriladi. Ushbu OTlarda pnevmatik qisqichli ikkita shtutser va ikkita asbob boshi mavjud. Ikkinchi chuckning rolini ish qismini qayta o'rnatadigan va ishlov beriladigan qismni keyingi qayta ishlash amalga oshiriladigan hisoblagich shpindel o'ynaydi. Ish qismini qayta ishlash aylanishi quyidagicha: ishlov beriladigan qism o'rnatiladi va chuckga o'rnatiladi; dumba uchini kesish bilan diametri 30 soat 12 bo'lgan bo'yinni burish; asbobni avtomatik almashtirish minorani aylantirish orqali amalga oshiriladi; diametri 16 mm bo'lgan 4 teshikni burg'ulash; birinchi minora boshlang'ich nuqtasiga qaytadi; taymer shpindel yoqiladi va avtomatik ravishda ma'lum bir chastotada aylanishda davom etadigan chuckga keltiriladi; taymer shpindel chuckning aylanish tezligiga tezlashtiriladi va ish qismini avtomatik ravishda qisadi; chuck avtomatik ravishda jag'larni ochadi va ishlov beriladigan qism bilan qarshi shpindel belgilangan boshlang'ich nuqtasiga qaytadi; ikkinchi minora keltiriladi va dumba uchini qirqqan holda diametri 30 soat 12 bo'lgan bo'yinni aylantiradi; asboblarni avtomatik almashtirish va 4 x 10 yivli frezalash; minorani boshlang'ich nuqtasiga tortib olish va qarshi milni o'chirish.
 Asosiy vaqt To Barcha uch holat uchun asosiy vaqt umumiy mashinasozlik standartlariga muvofiq hisoblanadi va doimiy qiymat sifatida qabul qilinadi, ya'ni To = const. Torna, frezalash va burg'ulash operatsiyalarida asosiy vaqtni jadvallar va empirik bog'liqliklardan topish mumkin. Asosiy vaqt formula bilan aniqlanadi Natijada, biz quyidagilarni olamiz: min; min.
Asosiy vaqt To Barcha uch holat uchun asosiy vaqt umumiy mashinasozlik standartlariga muvofiq hisoblanadi va doimiy qiymat sifatida qabul qilinadi, ya'ni To = const. Torna, frezalash va burg'ulash operatsiyalarida asosiy vaqtni jadvallar va empirik bog'liqliklardan topish mumkin. Asosiy vaqt formula bilan aniqlanadi Natijada, biz quyidagilarni olamiz: min; min.
 Tmv - mashina-yordamchi vaqt (asbob qismiga boshlang'ich nuqtalardan ishlov berish zonalariga yaqinlashish va orqaga tortish uchun; asbobni almashtirish uchun), min. Mashinalar va ishlov berish texnologiyasining pasport ma'lumotlariga ko'ra aniqlang. min; min. Ttsa - dastur bo'yicha mashinaning avtomatik ishlashining aylanish vaqti, min. min formula bo'yicha aniqlang;
Tmv - mashina-yordamchi vaqt (asbob qismiga boshlang'ich nuqtalardan ishlov berish zonalariga yaqinlashish va orqaga tortish uchun; asbobni almashtirish uchun), min. Mashinalar va ishlov berish texnologiyasining pasport ma'lumotlariga ko'ra aniqlang. min; min. Ttsa - dastur bo'yicha mashinaning avtomatik ishlashining aylanish vaqti, min. min formula bo'yicha aniqlang;
 ateh, aorg, aotl - ish joyini texnologik va tashkiliy ta'minlash, dam olish va shaxsiy ehtiyojlar uchun bir tomonlama xizmat ko'rsatish vaqti, operatsion vaqtning foizi. CNC va OTli mashinalar uchun bu qiymat ish vaqtining 14% ni tashkil qiladi.
ateh, aorg, aotl - ish joyini texnologik va tashkiliy ta'minlash, dam olish va shaxsiy ehtiyojlar uchun bir tomonlama xizmat ko'rsatish vaqti, operatsion vaqtning foizi. CNC va OTli mashinalar uchun bu qiymat ish vaqtining 14% ni tashkil qiladi.
 Yordamchi vaqt TV Operatsiya uchun yordamchi vaqt televizor qismini o'rnatish va olib tashlash uchun yordamchi vaqt standartlari formulasi bo'yicha hisoblanadi. da. Birinchi holda, o'rnatish va olib tashlash uchun yordamchi vaqt armatura turiga, qismni o'rnatish va mahkamlash usuliga va qismning massasiga qarab ikkita operatsiya uchun belgilanadi. Burilish jarayonida ishlov beriladigan qism pnevmatik qisqichli o'z-o'zidan markazlashtirilgan shtutserga o'rnatiladi va frezalashda pnevmatik qisqichli o'z-o'zidan markazlashtirilgan prizmatik vizaga o'rnatiladi. Burilish jarayonida ish qismi qayta o'rnatiladi. min; min. Burilish markazida ishlov berishda ishlov beriladigan qism pnevmatik qisqichli chukka o'rnatiladi, bu esa ishlov beriladigan qismning bir marta qayta o'rnatilishi bilan amalga oshiriladi. min.
Yordamchi vaqt TV Operatsiya uchun yordamchi vaqt televizor qismini o'rnatish va olib tashlash uchun yordamchi vaqt standartlari formulasi bo'yicha hisoblanadi. da. Birinchi holda, o'rnatish va olib tashlash uchun yordamchi vaqt armatura turiga, qismni o'rnatish va mahkamlash usuliga va qismning massasiga qarab ikkita operatsiya uchun belgilanadi. Burilish jarayonida ishlov beriladigan qism pnevmatik qisqichli o'z-o'zidan markazlashtirilgan shtutserga o'rnatiladi va frezalashda pnevmatik qisqichli o'z-o'zidan markazlashtirilgan prizmatik vizaga o'rnatiladi. Burilish jarayonida ish qismi qayta o'rnatiladi. min; min. Burilish markazida ishlov berishda ishlov beriladigan qism pnevmatik qisqichli chukka o'rnatiladi, bu esa ishlov beriladigan qismning bir marta qayta o'rnatilishi bilan amalga oshiriladi. min.
 Qarshi shpindelli OCda ishlov berishda ishlov beriladigan qism pnevmatik qisqichli shtutserga o'rnatiladi, ish qismini taymer shpindelga avtomatik o'rnatish yordamida ishlov beriladigan qismning bir marta o'rnatilishi. min. Televizorning ishlashi bilan bog'liq yordamchi vaqt standartlari. op. ... min; min. Televizorni nazorat qilish o'lchovlari uchun yordamchi vaqt standartlari. rev. ... Barcha 3 holatda u 0 ga teng.Nazorat o'lchovlari uchun vaqt (dastur bo'yicha ish tugagandan so'ng) faqat texnologik jarayon tomonidan ta'minlangan va zarur chastotani hisobga olgan holda vaqt birligi normasiga kiritilishi kerak. Bunday o'lchovlarning ish jarayonida va faqat dasturga muvofiq avtomatik mashinaning aylanish vaqti bilan bir-biriga yopishib bo'lmaydigan hollarda.
Qarshi shpindelli OCda ishlov berishda ishlov beriladigan qism pnevmatik qisqichli shtutserga o'rnatiladi, ish qismini taymer shpindelga avtomatik o'rnatish yordamida ishlov beriladigan qismning bir marta o'rnatilishi. min. Televizorning ishlashi bilan bog'liq yordamchi vaqt standartlari. op. ... min; min. Televizorni nazorat qilish o'lchovlari uchun yordamchi vaqt standartlari. rev. ... Barcha 3 holatda u 0 ga teng.Nazorat o'lchovlari uchun vaqt (dastur bo'yicha ish tugagandan so'ng) faqat texnologik jarayon tomonidan ta'minlangan va zarur chastotani hisobga olgan holda vaqt birligi normasiga kiritilishi kerak. Bunday o'lchovlarning ish jarayonida va faqat dasturga muvofiq avtomatik mashinaning aylanish vaqti bilan bir-biriga yopishib bo'lmaydigan hollarda.

 Yordamchi vaqt TV min; min. Ktv - ishlov beriladigan qismlarning partiyasiga qarab, qo'lda yordamchi ishlarni bajarish vaqti uchun tuzatish koeffitsienti.
Yordamchi vaqt TV min; min. Ktv - ishlov beriladigan qismlarning partiyasiga qarab, qo'lda yordamchi ishlarni bajarish vaqti uchun tuzatish koeffitsienti.
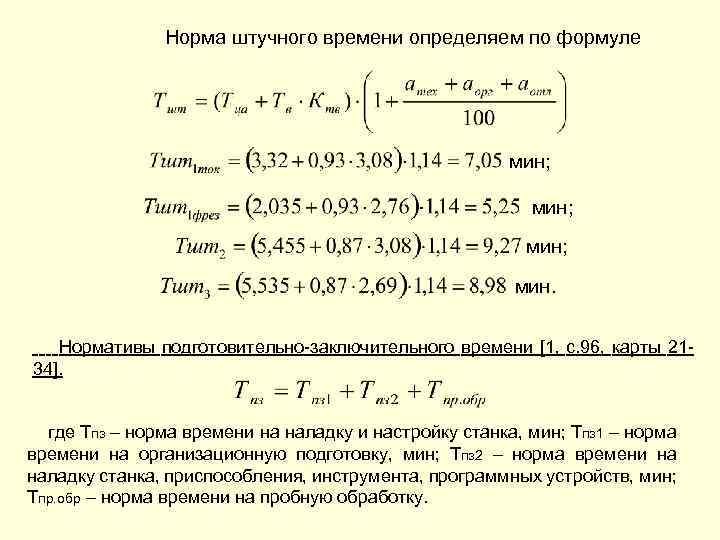 Vaqt birligining tezligi min formula bilan aniqlanadi; min. Tayyorgarlik va yakuniy vaqt uchun standartlar. bu erda Tpz - mashinani sozlash va sozlash uchun standart vaqt, min; Tpz 1 - tashkiliy mashg'ulotlar uchun vaqt normasi, min; Tpz 2 - mashina, qurilma, asbob, dasturiy ta'minot qurilmalarini sozlash uchun vaqt normasi, min; Tpr. arr - sinovni qayta ishlash uchun vaqt normasi.
Vaqt birligining tezligi min formula bilan aniqlanadi; min. Tayyorgarlik va yakuniy vaqt uchun standartlar. bu erda Tpz - mashinani sozlash va sozlash uchun standart vaqt, min; Tpz 1 - tashkiliy mashg'ulotlar uchun vaqt normasi, min; Tpz 2 - mashina, qurilma, asbob, dasturiy ta'minot qurilmalarini sozlash uchun vaqt normasi, min; Tpr. arr - sinovni qayta ishlash uchun vaqt normasi.
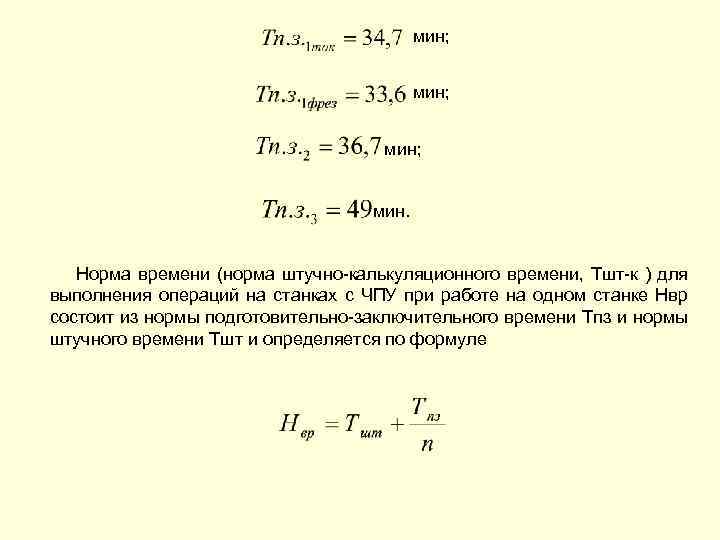 min; min. Bir dastgohda ishlaganda CNC dastgohlarida operatsiyalarni bajarish uchun vaqt normasi (dona-hisoblash vaqti, Tsht-k) Nvr tayyorgarlik va yakuniy vaqt Tpz normasidan va Tsht ish vaqti normasidan iborat va aniqlanadi. formula bo'yicha
min; min. Bir dastgohda ishlaganda CNC dastgohlarida operatsiyalarni bajarish uchun vaqt normasi (dona-hisoblash vaqti, Tsht-k) Nvr tayyorgarlik va yakuniy vaqt Tpz normasidan va Tsht ish vaqti normasidan iborat va aniqlanadi. formula bo'yicha





