Reglamento técnico de operaciones para máquinas CNC. ¿Cuál es el proceso de estandarización del trabajo de ajuste en máquinas CNC? Es hora de repostar el casete
2.2 Racionamiento del trabajo del personal principal de la organización
Consideremos el racionamiento del trabajo del personal principal utilizando ejemplos específicos.
1. Organización, regulación y retribución del trabajo en máquina herramienta.
Servicio multilínea- este es un tipo de servicio en el que un trabajador atiende varias máquinas. El servicio multilínea puede ser individual y en equipo. La división del trabajo en las brigadas de estaciones múltiples es calificativa o funcional; en algunos casos, se utiliza el llamado servicio de pareja, cuando, por ejemplo, dos trabajadores de la misma profesión y titulación prestan servicio a varias máquinas. El mantenimiento de varias estaciones es más beneficioso si el tiempo de la máquina sin superposición es mayor que el tiempo de las operaciones manuales, la observación activa y las transiciones. Sin embargo, a menudo el servicio de estaciones múltiples es económicamente viable incluso cuando se viola este equilibrio de tiempo, en particular, cuando hay escasez. fuerza de trabajo cuando hay equipo libre.
Para establecer normas de tiempo para cada elemento de una operación de producción, independientemente de la forma de organización laboral, el trabajo analítico y de cálculo se realiza por separado. En este caso, se guían por la disposición de que la norma de tiempo para una operación debe cumplir las siguientes condiciones básicas:
1) el proceso tecnológico prevé el uso racional y pleno de los medios técnicos: equipos, accesorios, herramientas y mecanismos involucrados en el trabajo;
2) El modo de procesamiento se establece en base a las mejores prácticas;
3) proporciona la carga completa de la jornada laboral con trabajo productivo.
Considere el orden de normalización de los tiempos principales y auxiliares.
Los modos de procesamiento en la máquina son seleccionados por el técnico en función del material, la herramienta y el equipo. El tiempo principal está determinado por las fórmulas según el tipo de trabajo (torneado, fresado) para cada transición por separado.
Cuando se trabaja en máquinas para trabajar metales, la tasa de consumo del tiempo de la máquina principal se puede determinar mediante la fórmula (9):
a = li / n * S, (9)
donde to es el tiempo estándar, min; l es la longitud estimada de procesamiento, mm; i es el número de pasadas; n es el número de revoluciones o carreras dobles disponibles en la máquina, por minuto; S es la velocidad de alimentación del herramienta de corte por revolución o doble carrera, mm.
El racionamiento del tiempo auxiliar se realiza utilizando estándares que se establecen en función del tipo de producción: más diferencial - en producción en masa, la más ampliada - en una sola. Al mismo tiempo, primero se determinan los complejos de técnicas auxiliares laborales. Entonces, en la producción en masa, el tiempo auxiliar para la operación se normaliza de acuerdo con los siguientes conjuntos de técnicas:
1) Tiempo para la instalación y extracción de la pieza. Los estándares de tiempo para la instalación y extracción de una pieza en los estándares generales de construcción de máquinas para el tiempo auxiliar se dan para los métodos típicos de instalación y fijación, teniendo en cuenta su ubicación cuando se instalan manualmente a una distancia de 0,5 a 1 m de la máquina. .
2) El tiempo asociado con la transición consiste en el tiempo para acercar la herramienta a la pieza de trabajo o la superficie de la pieza de trabajo, ajustar la herramienta al tamaño, encender el avance y girar el husillo para tomar un chip de prueba, midiendo al tomar un chip de prueba , encender la rotación y alimentación del husillo, retraer la herramienta, etc. etc.
3) El tiempo asociado con el cambio del modo de funcionamiento de la máquina y el cambio de herramienta consiste en el tiempo de recepciones para cambiar la frecuencia de rotación del husillo o los golpes de la mesa, la cantidad de avance, cambio de herramienta, partes móviles de la máquina y accesorios.
4) El tiempo para las operaciones de control incluye el tiempo dedicado a las mediciones de control, que se realizan después del final del tratamiento de la superficie.
Las peculiaridades de los salarios de un trabajador de múltiples herramientas están determinadas, en primer lugar, por la necesidad de tener en cuenta el grado de su empleo durante el turno de trabajo y de establecer pagos adicionales adecuados a las tarifas. Se establecen en función de la relación entre el empleo normativo y proyectual del trabajador. El nivel máximo de recargos, por regla general, no debe exceder el 30% del tipo arancelario. Este nivel corresponde a la igualdad del proyecto y los niveles normativos de empleo, es decir, los pagos adicionales aumentan a medida que aumenta el empleo del proyecto, pero solo mientras el trabajador tenga tiempo para descansar durante el turno.
2. Organización, regulación de trabajos de estampación y fundición.
A la hora de estandarizar trabajos de forja y estampación, que incluyen estampación en caliente bajo martillos y prensas, recalcado en máquinas de forja horizontal y forja libre, se deben tener en cuenta las siguientes características de este tipo de procesamiento de metales:
1) La presencia de dos procesos paralelos: calentamiento de piezas de trabajo, deformación del metal y la necesidad de determinar por separado el tiempo de calentamiento de las piezas de trabajo, estampado (forjado) y recorte de piezas.
2) La naturaleza de brigada del trabajo y la necesidad de asegurar una carga uniforme de cada miembro de la brigada.
3) Una gravedad específica insignificante del tiempo de deformación del metal en el estándar de tiempo pieza.
4) La necesidad de determinar el tiempo auxiliar para operaciones y técnicas individuales.
5) La necesidad de aplicar un método de ajuste de tasa diferenciado para calcular el tiempo manual y de la máquina.
6) Establecer el estándar de tiempo para los trabajos de forja y estampación en el mayor tiempo operativo de todos los miembros del equipo, ya que cuando el proceso de calentamiento de palanquillas con el proceso de deformación del metal se realiza en paralelo, el trabajo se organiza de tal manera que el tiempo de calentamiento de las palanquillas se superpone con el tiempo de forjado y en parte con el tiempo de servicio del lugar de trabajo, por lo tanto, el tiempo de calentamiento generalmente no se incluye en las normas.
La tasa de tiempo unitario para forjar en martillos y prensas, según la escala de producción de los espacios en blanco, se calcula mediante la fórmula (10):
tsht = (∑ (a * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
donde to es el tiempo principal de un golpe de martillo; Ky es el número de golpes necesarios para deformar el metal; Km es el factor de corrección para el forjado de varios grados de acero; tnstv es el tiempo auxiliar para el forjado libre asociado con el producto; Кn es un factor de corrección que tiene en cuenta el cambio en la tasa de trabajo en función del tamaño del lote.
Los valores del factor de corrección se dan en la tabla 28.
Cuadro 28
Valores del factor de corrección Knorte
En las "Normas generales de construcción de maquinaria para forja sobre martillos y prensas" se da el tiempo auxiliar teniendo en cuenta el tiempo de pausas de descanso y necesidades personales y el tiempo de pausas asociado a la organización del proceso tecnológico.
3. Organización, racionamiento de trabajos de montaje y soldadura.
El trabajo de cerrajería en el procesamiento de espacios en blanco es un corte de metal en frío, realizado a mano o con herramientas eléctricas. Dicho procesamiento tiene como objetivo dar a las piezas la forma, las dimensiones y la rugosidad de la superficie requeridas cortando con una sierra para metales, cortando, limando, raspando, taladrando, roscando y biselando, rebabas.
etc.
Las características tecnológicas de los procesos enumerados se caracterizan por las herramientas y equipos utilizados para este trabajo. En los trabajos de montaje, las operaciones se pueden realizar directamente en los sitios de montaje sin colocar el producto en un tornillo de banco o en un banco de trabajo.
La estandarización de los trabajos de montaje y montaje se realiza en la siguiente secuencia:
1) establecimiento del objeto, propósito y método de racionamiento;
2) análisis de las operaciones reales de cerrajería y montaje, identificación del cumplimiento de la organización del trabajo en el lugar de trabajo con los requisitos de la UIT, la elección de una opción racional por su contenido tecnológico, que garantice el menor gasto de tiempo de trabajo mientras se observan los requisitos técnicos para el procesamiento;
3) la elección de normas para el racionamiento de acuerdo con el tipo de producción, la naturaleza del trabajo;
4) diseñar el contenido del trabajo de acuerdo con los métodos de trabajo e identificar la conformidad de las condiciones reales de trabajo con las normativas;
5) cálculo del tiempo operativo para una operación basado en la determinación de la duración de elementos individuales del trabajo sobre la base de materiales normativos. El tiempo de funcionamiento está determinado por la fórmula (11):
Arriba = ∑topi * k, (11)
donde topi es el tiempo operativo del i-ésimo complejo computacional de obras, min; k es el factor de corrección total para cambiar las condiciones de trabajo al realizar el i-ésimo complejo computacional.
En las condiciones de producción a pequeña escala y de una sola pieza, el tiempo operativo no se asigna al estandarizar los trabajos de montaje y montaje, y el cálculo se realiza en conjunto por tiempo de pieza para cada i-ésimo complejo computacional.
6) Cálculo del tiempo de atención al lugar de trabajo, descanso y necesidades personales.
El trabajo de cerrajería y montaje es mayoritariamente manual, por lo que es difícil asignar tiempo auxiliar. Hay dos tipos de tablas en las colecciones de estándares para trabajos de plomería y ensamblaje (cuando se estandarizan por tiempo de operación).
En el primer tipo de tablas, el estándar de tiempo incluye el tiempo principal y auxiliar, además del tiempo preparatorio y final, el tiempo de servicio al lugar de trabajo y el tiempo de descanso y necesidades personales. La tasa de tiempo se establece por unidad de medida.
En el segundo tipo de tablas, el tiempo operativo se da con la inclusión de los tiempos auxiliares relacionados únicamente con la herramienta o el material de la pieza de trabajo, pero sin incluir el tiempo asociado con la pieza completa o el conjunto.
En cuanto al racionamiento de la soldadura, podemos decir que la soldadura eléctrica, por gas, por contacto y por haz de electrones se utilizan en la ingeniería mecánica.
Aquí, el tiempo principal es el tiempo durante el cual tiene lugar la formación. soldar fundiendo la base y el material de relleno (electrodo, electrodo o hilo de relleno).
El tiempo principal para soldar 1 m de una costura está determinado por la fórmula (12):
to1I = (60 * F * Þ) / (J * αн), (12)
donde F es el área de la sección transversal de la costura, mm2; Þ - gravedad específica del metal depositado, g / cm3; J - corriente de soldadura, a; αн - coeficiente de deposición, g / a * h.
Los elementos más habituales de tiempo auxiliar, según el producto y el tipo de equipo para todo tipo de soldadura por arco, incluyen el tiempo de instalación, rotación, retirada del producto, sujeción y desbloqueo de piezas y movimiento del soldador. Para todos los tipos de soldadura por arco, se establece de acuerdo con las normas.
En la soldadura automática y semiautomática (casete), el tiempo necesario para repostar un casete se asigna por separado. La lista de costos se muestra en la tabla 29.
Cuadro 29
Es hora de repostar el casete
Método de repostaje |
Característica del casete |
Tiempo para uno |
|
peso, kg |
|||
Cerrado |
|||
Motorizado |
Abierto |
||
Cerrado |
|||
4. Características de estandarización de las operaciones de producción automatizadas.
Automatizado proceso de manufactura muestra que al organizar el trabajo, sus formas están influenciadas por la presencia sistemas automáticos y dispositivos.
La principal forma de automatizar los procesos de procesamiento mecánico de piezas de producción a pequeña escala y puntual es el uso de máquinas herramienta con control numérico (CNC). Las máquinas CNC son máquinas semiautomáticas o máquinas automáticas, cuyas partes móviles realizan movimientos de trabajo y auxiliares de forma automática según un programa preestablecido. La estructura de dicho programa incluye comandos tecnológicos y valores numéricos de los desplazamientos de los cuerpos de trabajo de la máquina. El cambio de una máquina CNC, incluido un cambio de programa, requiere poco tiempo, por lo que estas máquinas son las más adecuadas para automatizar la producción a pequeña escala.
Una característica de la normalización de las operaciones de procesamiento mecánico de piezas en máquinas CNC es que el tiempo principal (máquina) y el tiempo asociado con la transición constituyen un valor único Ta: el tiempo de funcionamiento automático de la máquina según el programa. compilado por el tecnólogo-programador, que consiste en el tiempo principal del funcionamiento automático de la máquina Toa y el tiempo auxiliar de la máquina según el programa Tva, es decir, (13), (14), (15):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + Brindis, (15)
donde Li es la longitud de la trayectoria recorrida por la herramienta o parte en la dirección de avance al procesar la i-ésima sección tecnológica (teniendo en cuenta la penetración y el rebasamiento); alimentación min-minuto en esta área; i = 1, 2, ..., n- el número de áreas de procesamiento tecnológico; Tvha -
tiempo para la ejecución de movimientos auxiliares automáticos (suministro de la pieza o herramientas desde los puntos de inicio a las zonas de procesamiento y retracción, ajuste de la herramienta a medida, cambio del valor numérico y dirección de avance); Brindis es el momento de las pausas tecnológicas-paradas de alimentación y rotación del husillo para comprobar las dimensiones, inspeccionar o cambiar la herramienta.
Sistema automatizado flexible(GPS) es un sistema de máquinas y mecanismos diseñado para procesar diversas piezas similares estructural y tecnológicamente en pequeños lotes, una a una, sin participación humana directa. Partes componentes Los GPS son subsistemas: tecnológico, transporte, almacenamiento, servicio instrumental y control asistido por ordenador.
El elemento central del GPS es flexible sistema tecnologico(GTS), que es un conjunto de máquinas CNC multifuncionales (como un centro de mecanizado) que procesan artículos directamente.
Dependiendo del número de máquinas en el FMS existen: módulo de producción flexible (FMP); flexible línea de producción(GPL); área de producción flexible (GPU); producción flexible de un taller (GPP) y una planta (GPP).
Un módulo de producción flexible es un equipo tecnológico (máquina CNC) equipado con manipuladores o robots para la carga y descarga de piezas y un almacén de herramientas. La característica principal del PMG es la capacidad de trabajar sin participación humana y la capacidad de integrarse en un sistema de mayor rango. La línea flexible consta de varios módulos equipados con sistemas de transporte e instrumentales y controlados por microcomputadoras. Sección flexible: un tipo de GPL; difiere en la composición e intercambiabilidad de equipos tecnológicos y modo de transporte.
Subsistema de transporte y acumulación es un conjunto de almacenes automáticos de piezas y repuestos, acumuladores en máquinas con carga y descarga automática y vehículos automáticos que se utilizan para trasladar los artículos procesados desde el almacén a las máquinas y viceversa (carros robotizados, transportadores, mesas de rodillos, etc.) .
El subsistema de servicio instrumental incluye almacenes de herramientas y dispositivos, un departamento de preparación de herramientas para el trabajo (afilado, montaje, montaje de almacenes, etc.) y un sistema automatizado flexible para la instalación, retirada y traslado de herramientas de los almacenes y viceversa.
Subsistema control automatizado es un complejo de medios tecnológicos con computadoras capaces de recibir información de sistemas automatizados empresas: ACS ( programación de horarios), CAD (dibujo de una pieza), ASTPP (proceso tecnológico de procesamiento y control de una pieza), transformarla mediante programas de control, transmitir comandos directamente órganos ejecutivos equipos de todos los subsistemas GPS.
Por lo tanto, hay dos corrientes de recursos que funcionan en el FMS: material e informativo. El flujo de material asegura la ejecución de todas las operaciones principales y auxiliares del procesamiento de objetos: suministro de espacios en blanco, herramientas y su instalación en máquinas; procesamiento mecánico de piezas; retirar las piezas terminadas y trasladarlas al almacén; cambio y movimiento de herramientas; control del procesamiento y estado de la herramienta; limpieza de virutas y suministro de fluido de corte. El flujo de información proporciona: la secuencia, el tiempo y la cantidad de elementos procesados, previstos por los planes de trabajo del Servicio Estatal de Fronteras; transferencia de programas de procesamiento directamente a los órganos ejecutivos de máquinas-herramienta, programas de trabajo de robots, mecanismos de instalación y transferencia, programas de provisión de espacios en blanco, herramientas, materiales auxiliares, programas de control para todo el complejo y contabilidad de su trabajo, así como control grupal de maquinas, mecanismos de almacenaje de transporte, sistema de servicio instrumental.
Las principales características de los sistemas de fabricación flexibles son las siguientes:
1) Los empleados del Servicio Estatal de Fronteras no están directamente involucrados en el impacto en el tema laboral. Su tarea principal es garantizar el funcionamiento eficiente del equipo. Con el cambio en las funciones de los trabajadores, cambia la estructura de los costes de su jornada laboral. La mayor parte se destina a ajustes, mantenimiento preventivo y reparación de equipos.
2) El número de unidades de equipos tecnológicos del FMS supera el número de empleados de cada grupo: ajustadores, mecánicos, reparadores, ingenieros electrónicos, etc. Por lo tanto, es necesario establecer relaciones óptimas entre el número de unidades de equipo y el número de empleados de cada grupo, para normalizar el tiempo dedicado en dos apartados: en relación a equipos y trabajadores.
3) Para incrementar el nivel de confiabilidad del funcionamiento del GPS, es necesario crear brigadas complejas de punta a punta con remuneración laboral por el producto final. Hay que tener en cuenta que el tiempo de inactividad de los equipos durante y durante la espera del servicio es menor cuanto más amplio es el perfil de cada empleado en relación a las funciones desempeñadas y las áreas de servicio del equipo.
La teoría y experiencia de operar el FPS operativo muestra que en la actualidad las normas de duración de las operaciones en relación a los equipos (normas de intensidad de operaciones de máquina-herramienta), normas de intensidad de trabajo, normas de número y mantenimiento son de la mayor práctica. importancia.
Para los cálculos prácticos de las normas de duración, es necesario partir de la división del consumo de tiempo normalizado en directo e indirecto. El primero se puede calcular directamente con bastante precisión para una unidad de producción de un tipo determinado. Estos últimos se refieren a todos los productos fabricados en un lugar de trabajo o sitio determinado y, por lo tanto, se incluyen en la duración normalizada de la operación en proporción al valor de los costos directos.
El procedimiento para calcular los estándares laborales en el Servicio Estatal de Fronteras es el siguiente:
1) se encuentra el coeficiente de utilización del equipo al momento de la operación automática, que es necesario para cumplir con el programa de producción;
2) se determinan los estándares para la tasa de empleo de los empleados de cada grupo;
3) con base en los estándares relevantes, se calcula una versión preliminar de la intensidad laboral de cada tipo de trabajo y el número de normas para cada grupo de trabajadores;
4) se determinan los coeficientes de la carga de trabajo de los empleados de cada grupo, correspondientes a la versión adoptada del número de normas;
5) se establece el coeficiente del tiempo de operación automática, correspondiente a la variante adoptada de las normas del número;
6) los factores de carga de los empleados de cada grupo y el tiempo de trabajo automático se comparan con sus valores especificados;
7) se determina el monto de los costos para los empleados de todos los grupos;
8) para la variante de las normas del número, reconocidas como óptimas, se encuentran los valores de las normas de la duración de la ejecución de las operaciones tecnológicas para cada detalle;
9) con base en las normas de número y duración, se establecen las normas de intensidad laboral (tiempo) para cada detalle, cada grupo de trabajadores y para la brigada en su conjunto.
En condiciones producción automatizada, incluidos los sistemas de producción flexibles, directos, por regla general, se refieren solo al tiempo dedicado al funcionamiento automático del equipo. Es aconsejable incluir costos indirectos de tiempo en la composición de la norma para la duración de las operaciones, con base en la siguiente fórmula (16):
Нд = tа * (Тпл / (Тпл - Тнп)), (16)
donde t es el tiempo de funcionamiento de la máquina en modo automático durante la fabricación de una unidad de producción para una operación determinada; Tpl es el fondo diario planificado del tiempo de funcionamiento del GPS; Tnp es la duración de las interrupciones normalizadas en el funcionamiento de equipos tecnológicos asociados al mantenimiento y espera de servicio por parte de los trabajadores de todos los grupos durante el Tpl.
El valor de Тнп debe incluir solo aquellas interrupciones reales en el funcionamiento del equipo, que son objetivamente inevitables en las condiciones de un GPS en particular, en base al cronograma óptimo de mantenimiento del equipo, el cronograma de trabajo establecido y el resto de trabajadores. La composición de los bienes de consumo está determinada por las características de diseño del sistema analizado y las condiciones de funcionamiento. Como regla general, el valor de Тнп incluye la duración de las obras de puesta en servicio, ajuste y verificación, que no se superponen con el tiempo de la máquina, el tiempo de inactividad del equipo asociado con el mantenimiento regulado de los subsistemas mecánicos, eléctricos, electrónicos y otros, el tiempo de fabricación y control de piezas de prueba, etc. Al establecer la composición del Tipo, uno debe esforzarse por superponer algunos trabajos con otros tanto como sea posible, realizarlos en paralelo, combinar las funciones de los empleados del Servicio Estatal de Fronteras, para aprovechar las ventajas de la organización de brigadas del trabajo, contratación colectiva.
En todos los GPS, el equipo no se apaga durante el resto de los trabajadores, que deben instalarse en un horario deslizante. Por tanto, el tiempo de descanso y necesidades personales no se incluye en los bienes de consumo. Se tiene en cuenta al calcular los estándares óptimos de servicio y el número, que se establecen en un nivel que permite implementar el tiempo estándar de descanso debido a la sustitución mutua de trabajadores.
El segundo factor se puede expresar en términos del factor de utilización del equipo en términos del tiempo de operación automática (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
donde Ta es el tiempo de funcionamiento automático del equipo durante el período planificado de su funcionamiento Tpl.
El tiempo medio de producción normalizado (tasa de duración) se determina mediante la fórmula (18):
Нд = tа / Cap, (18)
donde Cap es el factor de utilización planificada del equipo en el momento de la operación automática.
La fórmula (18) es la más conveniente para la estandarización práctica de la duración de las operaciones, ya que incluye dos parámetros utilizados en todos los cálculos básicos tecnológicos y organizativos planificados del FMS.
Para cálculos prácticos, la siguiente fórmula para la complejidad de las operaciones (19) es conveniente:
Нт = (Нч / N * C * Ki) * Нд, (19)
donde N es el número total de módulos GPS; C es el número de turnos de operación del equipo; Ki es el factor de utilización planificado del equipo.
Al calcular el empleo total de los trabajadores de la SBS, es aconsejable tener en cuenta por separado su empleo con las funciones principales - realizar trabajo de producción y adicional - realizar trabajo de apoyo (20):
Ks (X) = Kp (X) + Ko (X), (20)
donde Kp (X) y Co (X) es la tasa de empleo de los trabajadores de este grupo que realizan el trabajo de producción y de apoyo correspondiente.
La plantilla óptima del Servicio de Bomberos del Estado se establece sobre la base de las relaciones (21), (22):
Кз (Х) ≤ Кзн, (21)
Ka (X) ≥ Kahn, (22)
El coeficiente Ka (X) se determina para cada variante de las normas del número de empleados de acuerdo con la fórmula (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
donde Тнп (Нч) es la duración de las interrupciones estandarizadas en la operación del equipo, dependiendo de la opción aceptada para el número de empleados, la forma de división y cooperación del trabajo, las regulaciones de mantenimiento del equipo y el modo de trabajo y descanso.
En las condiciones de las líneas automáticas (incluidas las líneas rotativas y transportadoras rotativas) para el racionamiento de mano de obra, se utilizan las siguientes: normas para el número de personal; normas para la duración de las operaciones de producción; normas de tiempo (intensidad de trabajo de las operaciones) para grupos individuales trabajadores y en general para la brigada que atiende la línea; tasas de producción; tareas normalizadas.
El papel principal lo desempeñan las normas del número de personal (ajustadores, mecánicos-reparadores, electricistas, técnicos en electrónica), dando servicio a la línea de acuerdo con las regulaciones establecidas y asegurando la implementación del programa de producción.
La base para calcular la tasa de tiempo y producción en las condiciones de las líneas automáticas es la productividad técnica (pasaporte) de la línea rm, que determina el número de unidades de producción que se pueden obtener de este equipo por hora o en otra unidad de tiempo cuando se opera en modo automático.
La tasa de producción se establece en función del rendimiento técnico de la unidad y la tasa de utilización de la línea de acuerdo con el tiempo de operación automática (24):
Нв = rm * Kan, (24)
Después de determinar la tasa de producción, la tasa de intensidad del trabajo (tiempo) para i-ésimo grupo(profesiones) trabajadores (25):
Нтi = Тпл * (Нчi / Нв), (25)
Sobre la base de la norma del número, el tiempo y la producción, se establece una tarea estandarizada. Indica el alcance del trabajo para el mantenimiento regulado de la línea en el período planificado, el tiempo para realizar estos trabajos, el número estándar de trabajadores, el volumen planificado de producción de la línea.
Si en una línea automática, se fabrican productos de varios nombres, entonces se pueden realizar los cálculos de las normas de tiempo y producción para conjuntos de productos. Junto a esto, para líneas multidisciplinares, puede ser más conveniente calcular las normas de duración Nd y la intensidad de trabajo Nt según el método para GPS. En este caso, los cálculos se realizan de acuerdo con las fórmulas (26), (27):
Ndk = tak / Kan, (26)
Нтk = Нч * (Ндк / Pero), (27)
donde tak es el tiempo de funcionamiento automático del equipo en la fabricación de piezas del tipo k-ésimo.
Tema 6. Racionamiento del trabajo realizado en máquinas herramienta con control numérico
Racionamiento del trabajo realizado en máquinas controladas numéricamente
El uso de máquinas herramienta con control numérico (CNC) es una de las principales áreas de automatización del corte de metales, le permite liberar una gran cantidad de equipos universales, así como mejorar la calidad de los productos y las condiciones de trabajo para los operadores de máquinas. La diferencia fundamental entre estas máquinas y las máquinas convencionales está en especificar un programa de procesamiento en forma matemática en un portador de programa especial.
La norma de tiempo para las operaciones realizadas en máquinas CNC cuando se trabaja en una máquina consiste en la norma del tiempo preparatorio y final y la norma del tiempo de pieza:
El tiempo preparatorio y final está determinado por la fórmula:
donde T pz - tiempo para configurar y ajustar la máquina, min;
Т пз1 - tiempo para la preparación organizativa, min.;
T pz2 - tiempo para configurar la máquina, dispositivo, herramienta, dispositivos de software, min;
T pr.obr - tiempo para el procesamiento de prueba.
La tarifa por pieza se calcula mediante la fórmula:
Т Ц.а - tiempo de ciclo de funcionamiento automático de la máquina según el programa, min.;
K t es un factor de corrección para el tiempo de realización de trabajos auxiliares manuales, dependiendo del lote de piezas.
![]()
donde T aproximadamente - el tiempo principal (tecnológico) para procesar una parte, min;
T mv - tiempo auxiliar de la máquina según el programa (para acercamiento a una pieza o herramienta desde los puntos de inicio a las zonas de procesamiento y retracción; ajuste de la pieza a medida, cambio de herramienta, cambio de valor y dirección de avance, tiempo de pausas tecnológicas, etc.), min.
L i es la longitud de la trayectoria recorrida por la herramienta o pieza en el sentido de avance al mecanizar la sección tecnológica i-ro (teniendo en cuenta el tiempo de penetración y avance), mm;
S mi - alimentación por minuto en una sección tecnológica determinada, mm / min;
i = 1,2 ... n es el número de secciones de procesamiento.
El tiempo principal (tecnológico) se calcula en función de las condiciones de corte, que se determinan de acuerdo con las Normas generales de construcción de máquinas para el tiempo y las condiciones de corte para la estandarización del trabajo realizado en máquinas universales y multipropósito controladas numéricamente. De acuerdo con estas normas, el diseño y el material de la parte de corte de la herramienta se selecciona en función de la configuración de la pieza de trabajo, la etapa de procesamiento, la naturaleza de la tolerancia a eliminar, el material a procesar, etc. preferible utilizar una herramienta equipada con placas de aleación dura(si no existen restricciones tecnológicas o de otro tipo sobre su uso). Tales restricciones incluyen, por ejemplo, mecanizado interrumpido de aceros de alta temperatura, mecanizado de agujeros de pequeño diámetro, velocidad de rotación insuficiente de la pieza, etc.
La profundidad de corte para cada etapa de procesamiento se selecciona de tal manera que se asegure la eliminación de errores de procesamiento y defectos superficiales que aparecieron en las etapas previas del procesamiento, así como para compensar los errores que ocurren en la etapa de procesamiento.
El avance para cada etapa de mecanizado se asigna teniendo en cuenta las dimensiones de la superficie mecanizada, la precisión y rugosidad especificadas del material a mecanizar y la profundidad de corte seleccionada en la etapa anterior. El avance seleccionado para las etapas de desbaste y semiacabado del mecanizado se compara con la resistencia del mecanismo de la máquina. Si no cumple estas condiciones, se reduce a un valor admisible por la fuerza del mecanismo de la máquina. La alimentación seleccionada para las etapas de acabado y acabado del procesamiento se compara con la condición de obtener la rugosidad requerida. Finalmente, se selecciona el menor de los feeds.
La velocidad y la potencia de corte se seleccionan de acuerdo con los parámetros de la herramienta, la profundidad de corte y el avance previamente definidos.
El modo de corte en las etapas de desbaste y semiacabado se verifica mediante la potencia y el par de la máquina, teniendo en cuenta sus características de diseño. El modo de corte seleccionado debe satisfacer las condiciones:
donde N es la potencia requerida para cortar, kW;
N e - la potencia efectiva de la máquina, kW;
2M - par de corte doble, Nm;
2M st - doble par en el eje de la máquina, permitido por la máquina por la fuerza del mecanismo o la potencia del motor eléctrico, Nm.
El par de corte doble está determinado por la fórmula:
P z - el componente principal de la fuerza de corte, N;
D - diámetro de la superficie tratada, mm.
Si el modo seleccionado no cumple las condiciones especificadas, es necesario reducir la velocidad de corte configurada de acuerdo con el valor, la potencia permitida o el par de la máquina.
El tiempo auxiliar asociado a la ejecución de la operación en máquinas CNC prevé la ejecución de un conjunto de trabajos:
a) relacionado con la instalación y extracción de la pieza: "tomar e instalar la pieza", "alinear y fijar"; "Encender y apagar la máquina"; "Desabrochar, quitar la pieza y poner en un recipiente"; "Limpiar el dispositivo de las virutas", "limpiar las superficies de la base con una servilleta";
b) asociado a la realización de operaciones que no fueron incluidas durante el ciclo de operación automática de la máquina según el programa: "encender y apagar la unidad de cinta"; "Establezca la posición relativa especificada de la pieza y la herramienta en las coordenadas X, Y, Z, si es necesario, realice un reajuste"; "Verificar la llegada de una herramienta o pieza a un punto determinado después del mecanizado"; "Haga avanzar la cinta perforada a su posición original".
V vista general El tiempo auxiliar está determinado por la fórmula:
donde Т в.у - tiempo para la instalación y extracción de una pieza manualmente o con un elevador, min;
T v.op - tiempo auxiliar asociado con la operación (no incluido en el programa de control), min;
T v.meas - tiempo auxiliar sin superposición para mediciones, mín.
El tiempo auxiliar para las medidas de control se incluye en el estándar de tiempo pieza solo si está previsto por el proceso tecnológico, y solo cuando no puede ser cubierto por el tiempo de ciclo del funcionamiento automático de la máquina.
Factor de corrección (K t en) para la duración del trabajo auxiliar manual, según el lote de piezas procesadas, se determina a partir de la tabla. 4.7.
Cuadro 4.7
Factores de corrección por tiempo auxiliar en función del tamaño de lote de piezas procesadas en producción en serie
Coeficientes de corrección para tiempo auxiliar según Mapa No. 1
sobre el tamaño del lote y las piezas procesadas en la producción en serie
| Artículo No. | Tiempo operativo (Ttsa + TV), min., Hasta | Tipo de produccion | |||||||||
| Pequeño lote | Lote mediano | ||||||||||
| Número de piezas en un lote, uds. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 y más | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Índice | a | B | v | GRAMO | D | mi | F | s | y | ||
El mantenimiento del lugar de trabajo incluye los siguientes trabajos:
· Cambio de herramienta (o bloque con herramienta) por su brusquedad;
Consideremos cuál es el proceso de valoración. trabajos de ajuste en máquinas CNC y para qué sirve.
Llevando a cabo el desarrollo de procesos complejos para el mecanizado de piezas para máquinas CNC y programas que lo controlan, el criterio principal es el estándar de tiempo para la fabricación de piezas. Sin él, es imposible calcular el salario de los operadores de máquinas, calcular un indicador como la productividad laboral y la tasa de utilización del equipo.
El inicio del proceso
Por lo general, los trabajadores necesitan dedicar más tiempo al procedimiento de aproximación y retracción, cambios de modo y cambios de herramientas. Por lo tanto, como parte del tiempo dedicado al procesamiento de piezas, también se tiene en cuenta la duración del período de configuración. El racionamiento de la mano de obra comienza con la sincronización en las condiciones de la máquina en funcionamiento. Con la ayuda de un cronómetro, se registra el tiempo empleado para instalar una pieza en la máquina y luego quitarla.
Se desperdician minutos en el mantenimiento del sitio, necesidades esenciales del operador. Cuando se trabaja en una máquina torneadora-mandrinadora (de una sola columna), tarda 14 minutos, y en máquinas de dos columnas, 16 minutos.
Que se incluye en el mantenimiento de los lugares de trabajo
El proceso de mantenimiento de la máquina incluye:
- medidas organizativas - inspección de la máquina, su calentamiento, pruebas de equipos: funcionamiento en el sistema hidráulico y CNC. Se necesita algo de tiempo para obtener instrucciones y herramientas del maestro con una tarea (vestimenta, dibujo, medio de software); presente la primera muestra recibida de la pieza al departamento de control de calidad, lubrique y limpie la máquina durante el período de turno, limpie el lugar de trabajo después de su finalización. Los costos de tiempo constante para la implementación de un complejo de trabajo organizativo en equipos de giro y carrusel, de acuerdo con las normas, se convierten en 12 minutos. Cuando se requieren esfuerzos de servicio adicionales, se introduce una enmienda apropiada;
- medidas técnicas: sustitución de una herramienta desafilada; ajuste de máquinas durante el cambio y ajuste. Hay otros labores obligatorias: Durante el proceso de trabajo, las virutas deben eliminarse constantemente de las áreas de corte o torneado.

Tiempo dedicado a configurar la máquina
En los documentos, que reflejan las normas laborales, se determina el tiempo de instalación del equipo, en función de su diseño. Si el procesamiento se realiza en, los estándares para la instalación y extracción de la herramienta de corte se toman como base para el cálculo.
Cuando sea necesario realizar la corrección de las posiciones de las herramientas procesando probetas, el período de procesado de la pieza se incluye en la duración de la etapa preparatoria.
El estándar para la instalación y el mantenimiento de tornos automáticos es un estándar importante. Se colocan en el tiempo total para la producción de una pieza y, en consecuencia, forman indicadores económicos trabajador y producción en su conjunto.

Colecciones de documentos normativos
Los fijadores de tarifas de las fábricas y fábricas donde se utilizan máquinas con control numérico y de programa utilizan los estándares establecidos en los documentos en el cálculo de las horas de trabajo:
- Tarifa unificada manual de calificación obras;
- Clasificador de toda Rusia de las profesiones obreras;
- Libro de referencia de calificación unificado de cargos de gerentes y especialistas;
- Recopilación de normas laborales para los trabajos que se realizan para el ajuste de equipos programables.
¡IMPORTANTE! Toda esta literatura normativa es básica para los gerentes de todos los niveles y estructuras de personal.
Sin él, es imposible determinar el tiempo para completar una cierta cantidad de trabajo, la cantidad de especialistas que deben participar y las normas de tiempo utilizadas en el desarrollo de mapas para procesos tecnológicos.

Tarjetas de configuración
Debajo de la maquina de cierto tipo Se lleva a cabo el desarrollo de una duración estrictamente estandarizada de las operaciones de puesta en marcha de producción y se le asigna una tarjeta de puesta en marcha. Al desarrollar, se tienen en cuenta muchos factores para obtener la imagen final.
El estándar de tiempo asignado al operador de la máquina prevé:
- los detalles del procedimiento para el diagnóstico del parque de máquinas herramienta;
- la presencia de varias opciones para el modo de ajuste;
- Cumplimiento de los requisitos del servicio.

Para determinar la tasa de intensidad de mano de obra (la unidad de medida son horas-hombre o minutos-hombre) de cualquier trabajo, se tiene en cuenta el tiempo durante el cual se procesa una pieza en una máquina determinada. El estandarizador también opera con el concepto de una tarifa por pieza, que determina el tiempo total de acuerdo con los tipos de trabajo.
En consecuencia, el tiempo total se divide en segmentos principales y auxiliares, actividades de mantenimiento de oficinas; transiciones entre máquinas durante el servicio de estaciones múltiples; monitorear el flujo de trabajo; pausas debido al funcionamiento del equipo.
El Instituto del Trabajo cuenta con los resultados de la estandarización para los equipos de los grupos de fresado y taladrado y mandrinado, los tornos y líneas automáticas cuentan con estándares.
¡IMPORTANTE! Conociendo las normas, los gerentes determinan el grado de empleo del trabajador (se calcula su intensidad laboral), distribuyen las zonas laborales y establecen el ritmo de trabajo óptimo.

Servicio de estaciones múltiples: enfoques de la sincronización
En las fábricas con un alto grado de automatización, se practica el mantenimiento de múltiples estaciones de las máquinas CNC (formas de organización laboral: en equipos, enlaces e individualmente). En consecuencia, las áreas de servicio son fijas.
El servicio de estaciones múltiples proporciona el tiempo dedicado a:
- precalentamiento del equipo sin carga, si así lo prevén las instrucciones de funcionamiento del equipo de giro;
- trabajar de acuerdo con el programa de control de la máquina con el mantenimiento del lugar de trabajo;
- instalación de espacios en blanco, retirada de piezas y control de su calidad;
- reposición de las necesidades personales del operador;
- pérdida del plan planeado;
- implementación de la etapa preparatoria y final de trabajo;
La clasificación del trabajo de estaciones múltiples se realiza por trabajo; zonas, tipos y sistemas; funciones realizadas por la multiherramienta.

Sistemas y métodos de mantenimiento de máquinas herramienta
Las empresas practican un sistema de servicio cíclico - en los lugares de trabajo y líneas de producción para máquinas herramienta que tienen un período de tiempo igual o similar durante el cual se procesa la pieza. Se caracteriza por un flujo constante de demandas. No cíclico significa que el operador va inmediatamente a reparar la máquina, donde ha finalizado el modo automático de funcionamiento. Se caracteriza por solicitudes de servicio ocasionales.
También son posibles otros métodos:
- perro guardián: el trabajador supervisa todo el parque de máquinas que se le ha asignado, a lo largo del camino determinando la necesidad de mantenimiento. En caso de prioridad, el operador determina la secuencia de servicio, en función del costo de las piezas procesadas.
- ruta, consiste en sortear un grupo de máquinas a lo largo de una ruta predeterminada.
El mantenimiento de varias máquinas con la misma o diferente duración de las operaciones de procesamiento de piezas de trabajo tiene sus propios matices. Sin embargo, todos ellos están sujetos a estandarización en el curso de un cuidadoso diseño del proceso de producción.

Conclusión
En las máquinas CNC para estandarizar el trabajo de ajuste, debe tener en cuenta muchos matices al calcular la duración de varias operaciones.
Determinando el tiempo de procesamiento final de una pieza en una máquina (estamos hablando de un torno o), las normas se calculan para todo el parque de máquinas.
Página 1

página 2

pág.3

página 4

pág.5

página 6

página 7

página 8

página 9

pág.10

página 11

pág.12

pág.13

pág.14

pág.15

página 16

pág.17

pág.18

pág.19

página 20

pág.21

página 22

página 23

página 24

pág.25

pág.26

página 27

página 28

página 29

página 30
OFICINA CENTRAL DE NORMAS LABORALES DEL COMITÉ ESTATAL DE ASUNTOS LABORALES Y SOCIALES DE LA URSS
NORMAS GENERALES DE CONSTRUCCIÓN DE MÁQUINAS DE TIEMPO Y MODOS DE CORTE para la estandarización del trabajo realizado en máquinas herramienta universales y polivalentes con control numérico
NORMAS DE TIEMPO
ECONOMÍA DE MOSCÚ 1990
Los estándares de tiempo y modos de corte están aprobados por el decreto. Comité Estatal URSS para mano de obra y problemas sociales y la Secretaría del Consejo Central Sindical de Sindicatos del 3 de febrero de 1988 N9 54 / 3-72 y se recomienda su uso en empresas de construcción de maquinaria.
El período de validez de las normas es hasta 1994.
Con la introducción de esta colección, se cancelan las normas generales de construcción de máquinas para el tiempo y los modos de corte para el trabajo realizado en máquinas herramienta para cortar metales con control programado (Instituto de Investigación del Trabajo del Estado de Moscú, 1980).
Los estándares de tiempo y los modos de corte (4.1 y L) fueron desarrollados por la Oficina Central de Estándares Laborales, el Instituto Politécnico de Chelyabinsk que lleva el nombre de V.I. Lenin Komsomol, Ryazan y Minsk sucursales del Instituto "Orgstakkinprom" con la participación de organizaciones de investigación reguladoras, empresas de ingeniería mecánica.
La primera parte contiene los estándares de tiempo auxiliar para la instalación y remoción de la parte asociada a la operación; para medidas de control; para dar servicio al lugar de trabajo; descansos para descansar y necesidades personales; normas de tiempo para la instalación de equipos; para el montaje de herramientas fuera de la máquina; una metodología para calcular tarifas de servicio, tarifas de tiempo y producción en servicio de estaciones múltiples.
La segunda parte contiene los estándares para las condiciones de corte y todos los datos sobre el cálculo del tiempo principal y el tiempo auxiliar de la máquina, es decir. para calcular el tiempo de ciclo de funcionamiento automático de la máquina según el programa.
Los estándares de tiempo y condiciones de corte han sido desarrollados para calcular las normas de tiempo para trabajos realizados en los tipos más comunes de equipos universales y polivalentes con control numérico (CNC), utilizados en ingeniería mecánica en condiciones de mediana y pequeña escala. producción.
Los estándares de tiempo y modos de corte abarcan el trabajo de ajustadores de máquina herramienta y manipuladores con control programado, operadores de máquina herramienta con control programado, cerrajeros-herramientas.
La publicación está dirigida a fijadores de tarifas y tecnólogos, así como a otros trabajadores técnicos y de ingeniería que participan en el desarrollo de programas de control y el cálculo de estándares de mantenimiento, tiempo y rendimiento técnicamente justificados para las máquinas CNC.
Al final de la recogida hay un formulario de baja, que es cumplimentado por la empresa, la organización y enviado al CENT. 109028, Moscú, st. Solyanka, 3, edificio 3.
Proporcionar normativas y materiales de enseñanza para la mano de obra se lleva a cabo a petición de empresas y organizaciones a través de la red local de venta de libros. La información sobre estas ediciones se publica en el Annotated planes temáticos publicación de literatura de la editorial Economía ”y boletines de Librería.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Oficina Central de Normas Laborales del Comité Estatal de Asuntos Laborales y Sociales de la URSS (TsBNT), 1990
El tiempo unitario para el montaje, ajuste y desmontaje del kit ipprumemm n.i d> * taleoperación está determinado por la fórmula
^ "Un * = C ^ shlr1 T ^" | y pr 2 * ^ H1I | x) * (1 * 1 M
donde T shlchzh - tiempo de pieza para el montaje, ajuste y desmontaje de un conjunto de herramientas para una operación detallada, min; n - el número de intrums sintonizables mu por operación dstalso, pcs; T t ... T w> fa - tiempo de montaje, ajuste y pa: * Cx> pku para diferentes tipos de herramientas incluidas en el kit, min.
1.8. La arancelización del trabajo debe llevarse a cabo de acuerdo con el Libro de referencia unificado de tarifas y calificaciones del trabajo y las profesiones de los trabajadores (número 2, aprobado por el decreto del Comité Estatal de Asuntos Laborales y Sociales de la URSS y el Consejo Central de Comercio de todos los sindicatos Sindicatos del 16 de enero de 1985 No. 17 / 2-541, teniendo en cuenta las adiciones y modificaciones posteriores La discrepancia entre las calificaciones del trabajador y la categoría de trabajo establecida no puede servir de base para ningún cambio en las normas de tiempo calculado según la colección.
1.9. ¡Con la mejora de las máquinas CNC y los sistemas de control, así como en esos casos, el kosha en las empresas ya ha alcanzado un nivel más alto)! productividad laboral con rendimiento de trabajo de alta calidad, los factores de corrección reductores se pueden establecer en los estándares de tiempo.
En los casos en que las normas de hora local vigentes en las empresas sean inferiores a las calculadas de acuerdo con las normas, las normas vigentes deben dejarse sin cambios.
1.10. Los estándares de tiempo se aplican de la manera prescrita por el "Reglamento sobre la organización de las normas del trabajo en el | (0) nacional", aprobado por el decreto del Comité Estatal de Asuntos Laborales y Sociales de la URSS y el Presidium de la Consejo Central Sindical de Sindicatos de 19 de junio de 1986 No. 226 / II-6.
L11. Para aclarar el procedimiento para usar los estándares de tiempo, a continuación se muestran ejemplos de cálculo del tiempo preparatorio y la unidad de tiempo para configurar la herramienta.
En la segunda parte de la colección en los apartados correspondientes se dan ejemplos de cálculo de las normas de tiempo, condiciones de corte y tiempo de funcionamiento automático del molino según el programa.
1.12. Ejemplos de cálculo de las normas de tiempo preparatorio y final y tiempo pieza para la instalación de la herramienta.
1.12.1. Ejemplos de cálculo de las normas del auxiliar - ^ tiempo final
Datos iniciales
1. El nombre de la operación: girando y girando.
2. La máquina es un torno de torreta CNC.
3. El modelo de la máquina - 1P426DFZ (el diámetro de la barra procesada - 65 mm).
4. Modelo del dispositivo CNC - "Electrónica NTs-ZG, medio de programa - memoria".
5. Nombre de la pieza: pistón amplificador.
6. Material elaborado - acero 45, peso - 0,5 kg.
7. La forma de instalar la pieza es en un mandril de pinza.
8. Condiciones de trabajo: entrega centralizada a lugar de trabajo espacios en blanco, herramientas, dispositivos, documentación y su entrega después de procesar un lote de piezas; recibir información antes de iniciar el procesamiento de la pieza. Se lleva a cabo el procesamiento en grupo de las piezas (el mandril de pinza no está instalado en el eje de la máquina).
El programa de procesamiento de piezas fue compilado por un ingeniero de software, ingresado en la memoria del sistema CNC por un tornero-operador; el programa contiene 17 tamaños procesados.
9. El número de herramientas en la configuración - 5:
1. Cortador 2120-4007 T15K6 (ranura).
2. Cortador 2102-0009 (recto).
3. Cortador especial (ranura).
4. Cortador 2130-0153 T15K6 (corte).
5. Taladre 2301-0028 (agujero 010).
|
||||||||||||||||||||||||||||||||||||
|
Procesamiento de prueba 6 La pieza es precisa (tiene superficies con tolerancias para diámetros que exceden el 11º calificador, ranuras) para »cuatro herramientas y cuatro medidas Mapa 29, 8.8 por el diámetro de las superficies (dos superficies exteriores: pos.27, 0 50,3 MO y O 203 MO; una ranura b = 6; Indiana. GRAMO; ejemplo Ranura de una sola pieza 0 30 ch.2, 3 |
||||||||||||||||||||||||||||||||||||
Tarjeta 29, 8.8 + t
nota 1
Tiempo total de preparación y finalización de un lote de piezas
1. El nombre de la operación: giro y carrusel.
4. Modelo del dispositivo CNC-N55-2, medio de programa - cinta perforada.
5. Nombre de la pieza: brida. "L.
6. Material procesado - ~ Hierro fundido SCh20, peso -1500 kg.
7. La forma de instalar la pieza - en cuatro levas con cajas, cada una se fija con seis pernos en la placa frontal de la máquina.
8. Condiciones de la organización laboral: entrega de herramientas, dispositivos, documentación, espacios en blanco al lugar de trabajo y su entrega después de que el operador (ajustador) haya finalizado el procesamiento de un lote de piezas.
La herramienta de la herramienta para el ajuste fuera de la máquina no está preajustada.
9. El número de herramientas en la configuración - 4 (incluida una fresa de ranurado, herramientas 1 y 2 - de la configuración anterior):
1. Cortador 2102-0031ВК8 (recto).
2. Cortador 2141-0059 BK8 (mandrinado).
3. Cortador 2140-0048 BK8 (mandrinado).
4. Cortador НЖ212-5043 (ranura).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Procesamiento de prueba * Pieza precisa (tiene superficies con tolerancias de diámetro que exceden el undécimo calificador, ranura) mandrinado de ranura: una herramienta, una ranura (08ООН9Х07ОО) taladrado y rectificado de superficies exteriores e interiores - tres herramientas, tres de diámetro de superficie variable - 0 1150h9.0 800H9, Mapa 30, pos.49, ind. a Mapa 30, pos. 5, inl. en, todo el mapa 30, nota 1 25,5 0,85 - 21,7 263 |
||||||||
Y t sobre g sobre t
Tiempo total de preparación y finalización de un lote de piezas
T „-T u1 + T„ a + T yarb ^ 91,9
Datos iniciales
1. El nombre de la operación está cambiando.
Máquina Z - torno de mandril con CNC.
3. Modelo de máquina - 1P756DFZ (el diámetro más grande del producto instalado sobre la cama - 630 mm).
4. Modelo del dispositivo CNC - 2C85, soporte de software - cinta perforada, memoria.
5. Nombre de la pieza: brida.
6. Material procesado - hierro fundido SCH25, peso - 90 kg.
7. Método de instalación de la pieza: en mandril de tres mordazas.
8. Condiciones de organización laboral: entrega * / al lugar de trabajo de herramientas, dispositivos, documentación, espacios en blanco y su entrega después de procesar un lote de piezas es realizada por el operador (ajustador). Se lleva a cabo el procesamiento en grupo de las piezas (el mandril sinuoso no está instalado en el eje de la máquina).
El programa de procesamiento de piezas fue compilado por un ingeniero de software y un tornero-operador lo ingresó en la memoria del sistema CNC. El programa contiene 20 tamaños procesados.
ajustes):
1. Cortador 2102-0005 (recto).
2. Cortador 2141-0604 (mandrinado).
3. Cortador 2141-0611 (mandrinado).
4. Cortador НЖ 2126-5043 (ranura).
5 El número de herramientas en la configuración - 4 (herramientas 1 y 2 - de la
Mapa, policía, código postal
Tiempo, misión
*1.0
1 Preparación organizativa
Mapa 21 en 1). 2,3,4, inl. NS
entrega y entrega después de procesar un lote de piezas; recibir información antes de comenzar el procesamiento de piezas; El montaje de la herramienta se realiza en un área especial para el montaje de las herramientas de las máquinas CNC.
9. El número de herramientas en la configuración - 25 (cuatro herramientas: 1.12, 24.25 - de la configuración anterior):
1. Fresa 6221-106.005 (plano 800x800).
2. Fresa de semiacabado (agujero 0 259,0).
3. Fresa de acabado (agujero 0259DN9).
4. Fresa de semiacabado (agujero 0169.0).
5. Fresa de acabado (agujero 0169.5H9).
6. Cortador de desbaste (agujero 0 89).
7. Fresa de semiacabado (agujero 0 89,5).
8. Cortador de acabado (agujero 0 90js6).
9. Cortador de desbaste (agujero 0 79).
10. Fresa de semiacabado (agujero 0 79,5).
Fresa de acabado 1L (agujero 0 80js6).
12. Fresa de disco 2215-0001VK8 (subestimación de 0 205).
13. Cortador de desbaste (agujero 0 99).
14. Fresa de semiacabado (agujero 0 99,5).
15. Cortador de acabado (agujero 0100js6).
16. Cortador de semiacabado (destalonado 0130).
17. Taladro 23004) 200 (agujero 0 8,6).
18. Toque 26804Yu03 (rosca K1 / 8 ").
19. Taladre 2301-0046 (agujero 014).
20. Taladre 2301-0050 (agujero 015).
21. Avellanador 2320-2373 No. 1ВК8 (agujero 015.5).
22. Escariador 2363-0050H9 (agujero 015.95H9).
23. Escariador 2363-00550H7 (agujero 016H7).
24. Taladro 2317-0006 (centrado).
25. Taladro 2301-0061 (chaflanes).
|
Hag, posición, índice |
Tiempo, min |
||
|
Preparación organizativa Total T P11 |
Mapa 25, pos. 1,3,4, ind. B |
4,0 + 2,0 + 2,0 8,0 |
|
|
Configuración de la máquina * dispositivos, herramientas, dispositivos de software: | |||
|
instale el accesorio y brille |
Mapa 25, pos. 13 | ||
|
mueva la mesa, el cabezal y un área conveniente para el ajuste |
Mapa 25, pos. 20 | ||
|
configurar los modos iniciales de la máquina (velocidad del husillo) |
Mapa 25, pos. 21 | ||
|
instale bloques de herramientas en el cargador y retire 21 herramientas |
Mapa 25, pos. 22 | ||
|
inserte el medio en el lector y retire |
Mapa 25, FS 24 | ||
|
comprobar la operatividad del lector y la cinta perforada |
Tarjeta 25, FSU 25 | ||
|
establecer las coordenadas X e Y originales (ajustar la posición cero) a lo largo de la superficie cilíndrica |
Mapa 25, cap 29 | ||
|
ajuste la herramienta a la longitud de mecanizado (a lo largo del eje Z para seis herramientas: 1,7,12,16,24 y 25) |
Mapa 25, FSh 30 | ||
|
Total T „2 | |||
|
Y | " O l O L Z S II ys |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
En juicio en alta mar La pieza es precisa (tiene superficies con tolerancias para lmams * t * ry sobre I-grade, canoe) para cuatro instrumentos y tres medidos por dipmshru K; ipta 2.4, 8.9 superficies - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Total T p lb Ka r "." 2K, b.V + 1 ШШШ 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Tiempo total para un lote de piezas
T "1 + T" 2 + T pr.obr
Ejemplo 5 Datos iniciales
1. El nombre de la operación es fresado vertical.
2. Máquina - fresado vertical con CNC.
3. Modelo de máquina - 6R13RFZ (con longitud de mesa -1600 mm).
4. Modelo del dispositivo CNC - NZZ-1M; portador de software - cinta perforada.
5. Nombre de la pieza: tira.
6. Material procesado - acero 45, peso -10 kg.
7. La forma de instalar la pieza - en un dispositivo de montaje universal reajustable (USP).
8. Condiciones de la organización laboral: entrega centralizada de espacios en blanco, herramientas, dispositivos, documentación al lugar de trabajo y su entrega después de procesar un lote de piezas; recibir información antes de iniciar el procesamiento de piezas.
9. El número de herramientas en la configuración - 6 (herramientas 1 y 5 - de la configuración anterior):
1. Taladro 2317-003 (centrado).
2. Taladre 22-2 (agujero 0
3. Fresa especial (para ranura b = 20).
4. Fresa 2234-0007 (para ranura b = 8H9).
5. Taladre 6-1 (agujero 0 6).
6. Avellanador 2350-0106 VK6 (subestimación 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Procesamiento de prueba Fresado ranura by AH9 y ranura L * 634 Tarjeta 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Total T pro60 _
Tiempo total de preparación y finalización de un lote de piezas
Toz 1 + T y # 2 + Tprobr
1.12.2. Ejemplo de cálculo del tiempo de fraguado de la herramienta pieza
Datos iniciales
1. El nombre de la operación: montaje, ajuste y desmontaje de un conjunto de herramientas necesarias para procesar piezas en una máquina taladradora-fresadora-mandrinadora.
2. El nombre del dispositivo - BV-2027, con indicación digital.
3. Características de la máquina: cono 7:24 No. 50.
4. Condiciones de organización laboral: la entrega de herramientas y documentación técnica al lugar de trabajo del fabricante de herramientas la realizan los trabajadores de la producción del servicio, el desmontaje de la herramienta utilizada lo realiza el fabricante de herramientas.
|
Tiempo de pieza, misiones | |||||
|
Herramienta aplicada |
Mapa, posición, índice |
kya us-groyku y colección * ku |
para desmontaje | ||
|
Taladro 0 83, portabrocas, manguito |
tipo de conexión - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 marcas М10, mandril de corte de rosca ajustable, soporte |
tipo de conexión - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Taladro de pluma 0 32, mandril, manguito |
tipo de conexión - 1 | ||||
|
4 mandril de corte ajustable para tarjeta 38, fijación oblicua, corte, tipo de conexión de soporte - 3, 0 taladro - 80 mm | |||||
2. SERVICIO MULTIESTACIONES
2.1. Para desarrollar y mejorar la eficiencia del mantenimiento multiestación de máquinas herramienta con control numérico (CNC), la empresa debe crear ciertas condiciones organizativas y técnicas que aumentarán significativamente la productividad de los operarios y ajustadores. El trabajo de mantenimiento de las máquinas CNC prevé la combinación de las funciones del operador y del ajustador.
2.2. La forma económicamente más viable de organización laboral en las áreas de máquinas CNC es el vínculo (grupo). En el caso de un formulario de enlace (grupo), se asigna una determinada área de servicio a un enlace o grupo de trabajadores incluidos en la brigada.
La experiencia de las empresas atestigua la ventaja de la forma de enlace de la organización laboral al realizar el mantenimiento de las máquinas CNC, lo que garantiza el mejor uso del tiempo de trabajo y del equipo.
Se considera que la mejor división del trabajo en el mantenimiento de los lugares de trabajo de las máquinas CNC es aquella en la que el operador de herramientas múltiples y el ajustador tienen, junto con las funciones separadas, algunas de las funciones comunes. Las funciones comunes incluyen realizar trabajos operativos, ajustar máquinas herramienta; las funciones de ajuste del equipo las realiza el técnico de servicio. Esta división del trabajo tiene beneficios económicos y sociales. La capacidad de realizar las mismas funciones por dos trabajadores reduce el tiempo de inactividad del equipo debido a la coincidencia de la necesidad de mantenimiento de varias máquinas y mejora el aprovechamiento del tiempo de trabajo. Al mismo tiempo, el dominio de las funciones de ajuste por parte de los trabajadores de múltiples herramientas aumenta el contenido de su trabajo y crea oportunidades para el crecimiento de las calificaciones.
2.3. Para implementar el servicio de estaciones múltiples y el uso racional del tiempo de trabajo, es necesario crear un alcance de trabajo suficiente para cada trabajador. El equipo, el equipo de organización debe estar convenientemente ubicado, cumplir con los requisitos de la forma de brigada de organización laboral. Para esto, el diseño de la organización de los lugares de trabajo para trabajadores de estaciones múltiples se lleva a cabo de acuerdo con los esquemas presentados en la sección 3.5. Se debe dar preferencia a esquemas con 2 que aseguren la carga de trabajo completa del trabajador con trabajo activo, la duración más corta de las transiciones dentro del lugar de trabajo y una buena visibilidad de todas las máquinas.
Distinga entre mantenimiento cíclico y no cíclico de máquinas en un lugar de trabajo de varias estaciones. Con el mantenimiento cíclico, el trabajador realiza secuencialmente técnicas de trabajo auxiliares, pasando de una máquina a otra. Con mantenimiento no cíclico, el trabajador se acerca a la máquina en la que finalizó el trabajo automático, independientemente de la ubicación de las máquinas en el sitio.
2.4. Cálculo de tarifas de servicio
2.4.1. Las tarifas de servicio se establecen teniendo en cuenta la cantidad normal de empleo - K sí. Al trabajar en máquinas CNC, teniendo en cuenta operaciones tecnológicas heterogéneas con una nomenclatura cambiante de piezas fabricadas, C l l - 0,75 ... 0,85. Cuando se trabaja en máquinas dobladoras K A5 = 0,85. D95.
Z42. El cálculo del número de máquinas atendidas por un trabajador es necesario para dar servicio al equipo CNC disponible en el sitio, y el número del enlace se realiza de acuerdo con las fórmulas:
a) cuando se trabaja en máquinas de respaldo
P s = (-bs- + 1) K L1; (21)
b) cuando se trabaja en máquinas que fabrican productos heterogéneos,
"c = + 1) k, (2-2)
donde es el tiempo de ciclo del funcionamiento automático de la máquina (tiempo programado por la máquina para procesar una pieza, el trabajo de un manipulador o un robot, no superpuesto por el tiempo de procesamiento de una pieza), min (según la fórmula 13); 2j es la suma del tiempo
trabajo de piezas (según el programa y el trabajo del manipulador o robot) en el lugar de trabajo durante el período de un ciclo, min; T, - el tiempo de empleo del trabajador realizando trabajo manual, máquina-manual, seguimiento activo del progreso del proceso tecnológico, etc., min; Jj T a - la suma del tiempo empleado por el trabajador en todas las máquinas reparadas durante el período de un ciclo, min; - la cantidad normal de empleo.
El número de enlaces se calcula mediante la fórmula
S - -b "-, (23)
donde S es el número de enlaces necesarios para dar servicio al equipo disponible en el sitio, personas; Pu Ch: el número de máquinas CNC instaladas en el sitio; n s: el número de máquinas atendidas por un trabajador.
T, - T, y + TYo, + T MM (+ T + T n + T ^, (2.4)
donde T lu es el tiempo para instalar y retirar la pieza manualmente o con un elevador, min; Tjo „- tiempo auxiliar asociado con la operación (no incluido en el programa de control), min; T ésimo es el tiempo de seguimiento activo del proceso tecnológico, min; T p es el tiempo de transición de una máquina multiherramienta de una máquina a otra (durante un ciclo), min (mostrado en la Tabla 2.4); T m - tiempo auxiliar para medidas de control, min; - tiempo de servicio en el lugar de trabajo, min.
2,43. El número de máquinas en lugares de trabajo de estaciones múltiples se determina sobre la base de un cálculo comparativo de la productividad laboral y el costo de procesamiento, especialmente cuando se instalan equipos costosos, como máquinas CNC multipropósito.
El número rentable de máquinas atendidas por una máquina de estaciones múltiples se puede determinar comparando los costos asociados con el funcionamiento de una máquina y equipo de estaciones múltiples, al operar máquinas y varias opciones para equipos de servicio.
Al calcular el número de máquinas reparadas, correspondiente a los costos totales más bajos de realizar las operaciones, tenga en cuenta los costos de realizar las operaciones, los costos de la mano de obra materializada requerida para producir el mismo volumen de productos, que incluyen los costos de depreciación, los costos de las reparaciones actuales y mantenimiento, electricidad, después de 0
la relación y la tasa de empleo K /. 3
1. PARTE GENERAL
1.1. Los estándares de tiempo y condiciones de corte están destinados a la regulación técnica del trabajo realizado en máquinas universales y polivalentes con. control numérico en las condiciones de producción de pequeña y mediana escala. Una de las principales características del tipo de producción es el coeficiente de consolidación de operaciones (K ^), calculado por la fórmula
donde O es el número de operaciones diferentes; P es el número de trabajos que realizan diversas operaciones.
El coeficiente de asegurar operaciones de acuerdo con GOST 3.1121-84 se toma igual a:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
El valor del factor de fijación de la transacción se toma para un período de planificación igual a un mes.
La recolección se basa en el tipo de producción de lote medio. Para empresas de un tipo de producción a pequeña escala o para secciones individuales en un tipo de producción de lotes medios que operan en condiciones de producción a pequeña escala, se aplican factores de corrección para el tiempo auxiliar.
1.2. Al introducir una forma de organización laboral de brigada (enlace, grupo), los estándares se pueden usar para calcular estándares de servicio, estándares de tiempo complejos, producción y tasas de personal.
13. El uso de máquinas herramienta con control numérico es una de las principales direcciones de automatización del corte de metales, brinda un efecto económico significativo y le permite liberar una gran cantidad de equipos universales, así como mejorar la calidad de los productos y el trabajo. condiciones para los operadores de máquinas. El mayor efecto económico de la introducción de máquinas herramienta por control numérico se logra cuando se procesan piezas de un perfil complejo, que está asociado con parámetros de corte en constante cambio (velocidad, dirección de avance, etc.).
El uso de máquinas herramienta con control numérico en lugar de equipos universales permite:
utilizar el servicio de múltiples estaciones y la forma de brigada (enlace, grupo) de organización laboral;
aumentar la productividad laboral al reducir el tiempo de procesamiento auxiliar y de la máquina en la máquina;
excluir las operaciones de marcado y el control interoperativo; debido al enfriamiento abundante y las condiciones favorables para la formación de virutas, aumente la velocidad de procesamiento y elimine la necesidad de un seguimiento visual de las marcas;
automatizar las técnicas de trabajo auxiliar (aproximación y retracción de una herramienta o pieza, ajuste de la herramienta a medida, cambio de herramienta), utilizar las trayectorias óptimas de la herramienta;
Gastos * asociados a un minuto de trabajo del trabajador principal-operador multiherramienta, en base al porcentaje promedio de estándares cumplidos, tomando en cuenta nómina, costos de mantenimiento de personal auxiliar y de servicio -
Descarga de trabajo
NS
2.4.4. Cálculo de la tasa de empleo
t + t
shche - tiempo de funcionamiento, min.
|
Cuadro 2.2 El costo de operar máquinas CNC en un minuto |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
para reducir la intensidad de la mano de obra del retrabajo del cerrajero debido a la obtención de alta precisión y menor rugosidad de las secciones curvas de contornos y superficies de piezas;
para reducir la intensidad de mano de obra del ensamblaje del producto, lo que se debe a la estabilidad de las dimensiones de las piezas (mayor precisión) y la eliminación de operaciones de ajuste; Reducir el costo de diseño y fabricación de herramientas.
L4. La colección se desarrolla en dos partes. La Parte I contiene los estándares para el tiempo preparatorio y final, el tiempo para instalar y quitar la pieza, el tiempo auxiliar asociado con la operación, para dar servicio al lugar de trabajo, descansos y necesidades personales, para medidas de control, para configurar la herramienta en el exterior. la máquina; La Parte P contiene los estándares para las condiciones de corte, lo que le permite seleccionar el tamaño estándar de la herramienta, sus parámetros geométricos, la marca de la parte de corte de la herramienta, la tolerancia requerida, el número de carreras de avance, la velocidad de corte, la potencia requerida para cortar.
Los estándares de tiempo y condiciones de corte se dan tanto en forma tabular como en forma analítica, lo que permite el uso de una computadora al elaborar un programa y calcular las normas de tiempo correspondientes a los costos más bajos de la operación y la mayor productividad de la máquina al tiempo que garantiza mayor fiabilidad de la herramienta. La operación de herramientas en los modos recomendados por las normas solo es posible si se observa la disciplina tecnológica de producción (equipos, herramientas, espacios en blanco, herramientas deben cumplir con las normas requeridas).
Los estándares de tiempo dados en la colección se calculan para el racionamiento del trabajo cuando un trabajador da servicio a una máquina. Al estandarizar el trabajo en múltiples estaciones, para calcular la tasa de tiempo, es necesario utilizar las pautas y estándares de tiempo para el trabajo en múltiples estaciones, que se indican en los mapas 17, 18, 19.
15. Al desarrollar estándares para el tiempo y las condiciones de corte, se utilizaron los siguientes materiales como datos iniciales:
materiales primarios de producción; observaciones sobre la organización del trabajo, la tecnología, el consumo de tiempo y los modos de corte de las empresas de ingeniería mecánica;
normas sectoriales de tiempo y condiciones de corte desarrolladas por GSPKTB "Orgariminstrument" (Moscú), ramas de Ryazan, Minsk y Novosibirsk del Instituto "Orgstankinprom", el Centro de Organización Científica del Trabajo del Ministerio de Maquinaria Pesada (Kramatorsk), etc. ;
Determinación de estándares de tiempo para el descanso y necesidades personales. Recomendaciones metodológicas interindustriales (Moscú: Instituto de Investigación del Trabajo, 1982);
Desarrollo de servicio multiestación y expansión de áreas de servicio en la industria. Directrices intersectoriales y materiales normativos con base científica (Moscú: Instituto de Investigación del Trabajo, 1983);
Normas generales de construcción de maquinaria para el tiempo auxiliar, para el mantenimiento del puesto de trabajo y el tiempo preparatorio y final en las máquinas de corte de metales. Producción en lotes pequeños y única (Moscú: Instituto de Investigación del Trabajo, 1982);
Normas generales de construcción de maquinaria para el tiempo auxiliar, para el mantenimiento del lugar de trabajo y el tiempo preparatorio y final para el trabajo realizado en las máquinas de corte de metales. Producción a mediana y gran escala (Moscú: Instituto de Investigación del Trabajo, 1984);
datos de pasaporte de máquinas CNC y de corte de metales multiusos; literatura tecnica.
1.6. La norma del tiempo y sus componentes.
1.6.1. La norma de tiempo para realizar operaciones en máquinas CNC cuando se trabaja en una máquina (H ^ consiste en la norma de tiempo preparatorio y final (G en J y la norma de tiempo de pieza (T ^)
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (yo +
donde T n es el tiempo de ciclo de funcionamiento automático de la máquina según el programa "min;
T.-T. + T., (13)
donde T s es el tiempo principal (tecnológico) para procesar una parte, min;
T „= £ (1,4)
donde C es la longitud de la trayectoria recorrida por la herramienta o parte en el sentido de avance al procesar la sección tecnológica yo (teniendo en cuenta la penetración y el rebasamiento), mm; S * - alimentación por minuto en una sección tecnológica determinada, mm / min; T m - tiempo auxiliar de la máquina según el programa (para acercar una pieza o una herramienta desde los puntos de inicio a las zonas de procesamiento y retracción; ajustar la herramienta a la medida, cambiar la herramienta, cambiar el valor y la dirección de avance, el tiempo de pausas tecnológicas (paradas), etc.), min;
m. = T „+ + T„ „, (1,5)
ed T m - tiempo para la instalación y remoción de la pieza manualmente o con un elevador, min; T w - tiempo auxiliar asociado a la operación (no incluido en el programa de control), min; T mai - tiempo auxiliar sin superposición para mediciones, min; K TV: un factor de corrección para el tiempo de realización del trabajo auxiliar manual, según el lote de piezas procesadas; a ^, a ^, y ex - tiempo para el mantenimiento técnico y organizativo del lugar de trabajo, para el descanso y las necesidades personales con servicio de una línea,% del tiempo operativo.
1.6.1.1. Con una forma colectiva de organización laboral, se calculan costos laborales complejos (H vrl, man-h), que se pueden obtener aplicando coeficientes de corrección a la suma de las normas operativas calculadas para las condiciones de una forma individual de organización laboral. Es posible utilizar factores de corrección para la suma de los componentes individuales de la norma compleja, reflejando el valor total del tiempo invertido por las categorías de estos costos.
Norma compleja determinada por la fórmula
n, p, = £ n. „- k *, (1.6)
donde H (es la norma de tiempo para la producción de la i-ésima parte del conjunto de brigadas, man-h; i = 1,2,3, ..., l - el número de piezas incluidas en el conjunto de brigadas;
N.R, = S n * (1,7)
h Bpj - norma de tiempo para la j-ésima operación, man-h; j = 1, 2,3, ..., w es el número de operaciones necesarias para fabricar la j-ésima pieza; - coeficiente
el efecto del trabajo en equipo (K ^< 1).
El coeficiente del efecto del trabajo de brigada (K ^) toma en cuenta el crecimiento promedio de la productividad laboral esperado durante la transición de la forma individual a la brigada de organización laboral, que debe incluirse en las normas complejas.
Como resultado de la redistribución de funciones entre los integrantes de la brigada, la implementación de la asistencia mutua o la intercambiabilidad, se reduce el tiempo requerido para completar la cantidad de trabajo asignado a la brigada, por lo que se debe reducir la norma de tiempo correspondiente. Esto se debe a la disminución
Para obtener datos más completos y detallados, consulte las Directrices para el racionamiento de trabajadores en términos de formas colectivas de su organización e incentivos. M.: Economía, 1987.
los valores de los componentes individuales de la norma de tiempo: tiempo auxiliar, el tiempo de servicio del lugar de trabajo, pausas reguladas, preparatorio "Tiempo final, y también debido a la superposición de componentes individuales de la norma de tiempo por tiempo de máquina (en el último caso, el valor de cada componente de la norma de tiempo puede permanecer sin cambios).
En las brigadas de extremo a extremo, la complejidad de la fabricación de un conjunto de brigadas se puede reducir eliminando elementos individuales del tiempo preparatorio y final y el tiempo de mantenimiento del lugar de trabajo cuando se transfiere un turno "sobre la marcha".
Se establecen los coeficientes del efecto del trabajo en equipo (K ^): a nivel de industria;
a nivel de empresa, si no hay coeficientes sectoriales o si no reflejan plenamente las características específicas de la organización de la brigada del trabajo en una empresa en particular.
se introducen como estándar para toda la industria durante un período determinado (al menos 1 año).
Para ampliar la posibilidad de utilizar el coeficiente del efecto del trabajo en equipo, además del valor total del coeficiente, se calculan los valores de cada uno de sus componentes.
El efecto del trabajo en equipo se puede obtener a través de los siguientes componentes:
expandir la combinación de profesiones (K ^; expandir el servicio de estaciones múltiples (IQ; asistencia mutua e intercambiabilidad de miembros del equipo (K,)); transferir un turno "sobre la marcha" en brigadas transversales (K 4); redistribución de funciones entre miembros del equipo (K 3), etc.
El valor total se define como el producto de sus componentes (para un tipo dado de brigada), es decir
K * -K, -K, -K, ... K, (1.8)
A nivel de empresa, por regla general, se establecen valores generales de K ^, tomados durante el período para el que se calculan, pero no menos de un año, si las condiciones de producción no cambian.
Si la brigada, además de los trabajadores-contratistas, incluye obreros-trabajadores en la ingeniería y trabajadores técnicos, entonces la tasa compleja de tiempo (man-h) cl "es la suma de las tasas de tiempo de los trabajadores a destajo, trabajadores de tiempo y trabajadores de ingeniería y técnicos para la fabricación de un conjunto de brigadas, corregido por el coeficiente del efecto del trabajo en equipo.
L6.2 Tasas de tiempo auxiliar para la instalación y remoción de una pieza. Los estándares de tiempo para la instalación y extracción de una pieza están dados por tipos de dispositivos según los tipos de máquinas y proporcionan los métodos más comunes de instalación, alineación y sujeción de piezas en abrazaderas y dispositivos universales y especiales. Como factores principales que influyen en el tiempo de instalación y extracción de la pieza, se toman la masa de la pieza, el método de instalación y fijación de la pieza, la naturaleza y la precisión de la alineación. Además de estos factores, se tienen en cuenta el xapaierei de la superficie de montaje, el número de piezas instaladas simultáneamente, el número de abrazaderas, etc.
El tiempo estándar para la instalación y extracción de la pieza incluye el siguiente trabajo:
al instalar y quitar manualmente
tomar e instalar la pieza, alinear y fijar; enciende y apaga el centenar; desabrochar, quitar la pieza y poner en un recipiente; limpie el dispositivo de chips, limpie las superficies de la base con una servilleta;
al instalar y quitar una pieza con una grúa puente
llamar a la grúa; adjuntar la pieza; transportar la pieza a la máquina; instale la pieza, retire la pieza, alinee y fije; encender y apagar la máquina; separar la pieza; llamar a la grúa; adjuntar la pieza; sacar de la máquina, transportarlo al lugar de almacenamiento; despegue la pieza, limpie el accesorio o la superficie de la mesa de las virutas, limpie las superficies de la base con una servilleta.
Cuando instale y retire una pieza con un polipasto en una máquina (o un grupo de máquinas), realice el mismo trabajo que cuando instala y retira una pieza con una grúa aérea, con la excepción de llamar a la grúa.
Cuando se instala en dispositivos especiales, el tiempo auxiliar se determina como la suma del tiempo: para la instalación y extracción de una pieza; para la instalación y extracción de cada parte posterior más de una en dispositivos de múltiples lugares; para arreglar la pieza, teniendo en cuenta el número de abrazaderas; para limpiar el dispositivo de virutas, para limpiar las superficies de la base con una servilleta.
En las empresas, además de los dispositivos universales y especiales en las máquinas CNC, también se utilizan robots, manipuladores y mesas satélite para instalar y retirar piezas.
Debido a la amplia variedad de tipos y características técnicas de robots y manipuladores, no es posible desarrollar estándares de tiempo para instalar y quitar piezas con su ayuda; en cada empresa es necesario elaborar mapas sobre el uso de robots. Se da como ejemplo el Apéndice 15. Para los casos de trabajo en máquinas polivalentes con el uso de tablas de satélites, es necesario utilizar el mapa 20, que muestra un diagrama de la carga de los satélites y el tiempo de cambio de satélites.
En algunos casos, cuando el programa prevé una pausa tecnológica especial para volver a fijar la pieza, el tiempo estándar debe reducirse en una cantidad cubierta por el funcionamiento automático de la máquina. Las normas prevén la instalación y extracción manual de piezas que pesen hasta 20 kg y más de 20 kg mediante mecanismos de elevación.
El tiempo para la instalación manual de una pieza que pesa más de 20 kg se indica en las regulaciones para su uso en casos individuales cuando se procesa en áreas donde no hay vehículos de elevación y transporte. No está permitido instalar manualmente piezas que pesen más de 15 kg para hombres menores de 18 años y mujeres.
En este caso, se tiene en cuenta que las piezas instaladas manualmente se encuentran a una distancia de 2 m de la máquina, y las instaladas por la grúa son de hasta 5 m.
1.6.3. Estándares del epeuienu auxiliar asociado a la operación. El tiempo auxiliar asociado a la operación se subdivide en:
tiempo auxiliar asociado a la operación, no incluido durante el ciclo automático de la máquina según el programa y que prevé el siguiente trabajo:
encender y apagar la unidad de cinta; establezca la posición relativa especificada de la pieza y la herramienta a lo largo de las coordenadas X, Y, 2 y, si es necesario, realice ajustes; abra y cierre la tapa del mecanismo de la unidad de cinta, rebobine, cargue la cinta en el lector; comprobar la llegada de una pieza o herramienta a un punto determinado después del procesamiento; avance la cinta perforada a su posición original; instale el protector contra salpicaduras de emulsión y retírelo;
tiempo máquina-auxiliar asociado a la transición, incluido en el programa y relacionado con el trabajo auxiliar automático de la máquina, proporcionando: aproximación de la pieza o herramienta desde el punto de partida a la zona de procesamiento y retracción; ajustar la herramienta al tamaño del tratamiento; cambio automático de herramienta; encender y apagar la alimentación; trazos inactivos durante la transición del procesamiento de algunas superficies a otras; pausas tecnológicas previstas para
al cambiar repentinamente la dirección de alimentación, comprobar las dimensiones, inspeccionar la herramienta y reinstalar o volver a fijar la pieza.
El tiempo de máquina auxiliar asociado con la transición, incluido en el programa para las técnicas enumeradas, está determinado por los datos del pasaporte de las máquinas u otros documentos reglamentarios, se incluye como elementos constitutivos durante el funcionamiento automático de la máquina y no se toma por separado. en cuenta (véanse los Apéndices 27 a 30, Parte II).
1.6.4. Estándares de tiempo auxiliar para medidas de control. Las dimensiones requeridas de las piezas procesadas en máquinas controladas numéricamente son proporcionadas por el diseño de la máquina o herramienta de corte y la precisión de su ajuste.
En este sentido, el tiempo para las mediciones de control (después del final del trabajo bajo el programa) debe incluirse en la norma de tiempo unitario solo si está previsto por el proceso tecnológico y teniendo en cuenta la frecuencia necesaria de tales mediciones en el proceso de trabajo, y solo si no puede ser anulado por el tiempo de ciclo de operación automática de la máquina de acuerdo con el programa.
1.6.5. Estándares de tiempo para dar servicio al lugar de trabajo. El tiempo para dar servicio al lugar de trabajo viene dado por tipos y tamaños de equipo, teniendo en cuenta el servicio de una sola estación y de múltiples estaciones como un porcentaje del tiempo de operación. El mantenimiento del lugar de trabajo incluye los siguientes trabajos:
cambiar una herramienta (o un bloque con una herramienta) debido a su brusquedad; ajuste y reajuste de la máquina durante el funcionamiento (cambiando el valor de la compensación de la herramienta);
barrido y limpieza periódica de virutas durante el funcionamiento (excepto barrido de virutas de las superficies de base de los dispositivos de fraguado, cuyo tiempo se tiene en cuenta en el tiempo auxiliar de instalación y desmontaje de la pieza).
El mantenimiento organizativo del lugar de trabajo incluye el trabajo de cuidado del lugar de trabajo (equipo principal y auxiliar, equipo tecnológico y organizativo, embalaje) relacionado con el turno de trabajo en su conjunto: inspección y prueba del equipo durante el trabajo;
disponer la herramienta al principio y limpiarla al final del turno (excepto en máquinas polivalentes);
lubricación y limpieza de la máquina durante el turno;
recibir instrucciones del capataz, capataz durante el turno;
limpiar la máquina y el lugar de trabajo al final del turno.
1,66. Estándares de tiempo para la relajación y las necesidades personales. El tiempo de descanso y las necesidades personales para las condiciones de mantenimiento de un trabajador de una máquina no se asignan por separado y se tienen en cuenta en el tiempo de mantenimiento del lugar de trabajo.
Para los casos de servicio multiestación, se proporciona un mapa del tiempo de pausas de descanso y necesidades personales, en función de las características del trabajo y con recomendaciones para el contenido del descanso.
1.6.7. Estándares para el tiempo preparatorio y final. Los estándares están diseñados para configurar máquinas CNC para procesar piezas de acuerdo con programas de control integrados y no incluyen acciones de programación adicionales directamente en el lugar de trabajo (excepto para máquinas equipadas con sistemas de control de software operativo).
La tasa de tiempo para configurar la máquina se representa como el tiempo para la recepción del trabajo preparatorio y final para procesar un lote de piezas idénticas, independientemente del lote y está determinado por la fórmula
T n, = T nz1 + T nz2 + T prlbr, (1.9.
donde T pz es el tiempo estándar para configurar y ajustar la máquina, min; T pz (es la norma de tiempo para la preparación organizacional, min; T pe 2 es la norma de tiempo para establecer sgaikg
dispositivos, herramientas, dispositivos de software, minas; - la norma de tiempo para el procesamiento de prueba.
El tiempo para la recepción del trabajo preparatorio y final se establece según el tipo y tamaño del grupo de equipos, además de tener en cuenta las características del sistema de control del programa y se divide en tiempo para la preparación organizativa; para configurar una máquina, dispositivos, herramientas, dispositivos de software; para una ejecución de prueba a través del programa o el procesamiento de prueba de una pieza.
La composición del trabajo de formación organizativa es común para todas las máquinas CNC, independientemente de su grupo y modelo. El tiempo de preparación organizacional incluye:
recepción de un pedido, dibujo, documentación tecnológica, soporte de software, herramientas de corte, auxiliares y de control y medición, dispositivos, espacios en blanco antes del inicio y entrega de ellos una vez finalizado el procesamiento de un lote de piezas en el lugar de trabajo o en el almacén de herramientas;
familiarización con el trabajo, dibujo, documentación tecnológica, inspección de la pieza de trabajo;
instruyendo al maestro.
En el caso de una forma de organización laboral de brigada, cuando se lleva a cabo una transferencia de piezas de trabajo entre turnos, la preparación organizativa tiene en cuenta solo el tiempo para familiarizarse con el trabajo, el dibujo, la documentación tecnológica, la inspección de las piezas de trabajo y la instrucción del capataz. .
La composición del trabajo de configuración de una máquina herramienta, herramientas y accesorios incluye métodos de trabajo de configuración, según el propósito de la máquina y su caracteristicas de diseño:
instalación y extracción del dispositivo de fijación;
instalación y extracción de un bloque o herramientas de corte individuales;
configurar los modos de funcionamiento iniciales de la máquina;
instalar el soporte de software en el lector y quitarlo; ajuste de la posición cero, etc.
Vreish para el procesamiento de prueba de piezas en tornos (hasta 630 mm) y grupos giratorios incluye el tiempo empleado en procesar la pieza de acuerdo con el programa (tiempo de ciclo) más el tiempo adicional para realizar técnicas adicionales relacionadas con la medición de la pieza, el cálculo de la corrección, ingresando los valores de las correcciones en el sistema CNC, y el tiempo auxiliar para las recepciones de la máquina herramienta y el sistema CNC.
El tiempo para el procesamiento de prueba de piezas en máquinas de torneado (longitud 630 mm)% de carrusel, fresado, grupos de mandrinado y máquinas de propósito especial incluye el tiempo dedicado al procesamiento de piezas mediante el método de virutas de prueba con una herramienta de corte, fresas de extremo, más auxiliares tiempo para realizar técnicas adicionales relacionadas con la medición de la pieza, el cálculo de los valores de las correcciones, la introducción de los valores de las correcciones en el sistema CNC, y el tiempo auxiliar para las recepciones de la máquina y el CNC sistema.
1.7. Las normas de tiempo unitario para el ajuste dimensional de la herramienta de corte fuera de la máquina.
1.7.1. Las tasas de tiempo unitarias están destinadas a la estandarización del trabajo de ajuste de la herramienta de corte para máquinas CNC, que realizan los fabricantes de herramientas (para ajustar la herramienta) fuera de la máquina en una sala especialmente equipada utilizando dispositivos especiales.
Las tarifas de tiempo a destajo se establecen en función de:
el tipo de dispositivos utilizados;
el tipo y tamaño de la herramienta que se está ajustando;
el número de coordenadas personalizables;
la naturaleza del entorno (de acuerdo con el tamaño real o con una coordenada determinada).
Los siguientes dispositivos se utilizan para ajustar la herramienta en empresas de las industrias de ingeniería mecánica y metalurgia:
para máquinas herramienta del grupo taladrado-fresado-mandrinado - ópticas con indicador digital, tipo BV-2027, sin indicador digital, tipo BV-2015, y dispositivos de contacto;
para tornos - ópticos con display digital tipo BV-2026, sin display digital tipo BV-2010, BV-2012M y dispositivos tipo contacto.
Teniendo en cuenta las peculiaridades de realizar los procesos de montaje de la herramienta, los estándares de tiempo se han desarrollado por separado / para las máquinas del grupo de taladrado-fresado y las máquinas del grupo de torneado.
Se toman como base los dispositivos más avanzados con indicación digital, pero teniendo en cuenta los factores de corrección para las condiciones de funcionamiento cambiadas dados en las tarjetas, estos estándares se aplican al estandarizar el trabajo en dispositivos sin indicación digital (como BV-2015, BV- 2010, BV-2012M, etc.) y dispositivos del tipo de contacto.
Al configurar un instrumento sin instrumentos (utilizando instrumentos de medición universales), las tasas de tiempo deben calcularse de acuerdo con las normas para instrumentos de tipo contacto.
Las normas de tiempo unitario para ensamblar y ajustar la herramienta de corte en dispositivos importados con indicación digital deben calcularse de acuerdo con los estándares de tiempo para dispositivos de producción nacional como BV-2027 y BB-2026 con un coeficiente de 0,85; para dispositivos sin indicación digital, pero para dispositivos BV-2015 y BV-2010 con un coeficiente de 0,9.
Los materiales normativos de esta sección cubren los más típicos para las industrias de la ingeniería mecánica y el trabajo de metales de las conexiones de herramientas estándar / de corte y auxiliares y se presentan en forma de estándares de tiempo unitarios ampliados.
Al calcular las normas de tiempo para ensamblar y ajustar la herramienta de corte de un perfil de nieve, tome un factor de multiplicación de 1.2.
Además del tiempo para el trabajo principal, montaje y puesta en marcha de la herramienta, el tiempo unitario incluye costos adicionales de tiempo aa mantenimiento organizativo y técnico del lugar de trabajo, tiempo preparatorio y final y tiempo para el descanso y necesidades personales en la cantidad de 14% del tiempo operativo.
La conveniencia de incluir costos adicionales en la tasa general de tiempo se debe a la dificultad de separarlos del tiempo total asociado con la preparación del lugar de trabajo para la puesta a punto y el tiempo de montaje y puesta a punto de la herramienta en sí.
Para determinar las normas de tiempo unitario para el desmontaje de una herramienta usada en las tarjetas de montaje y puesta a punto de la herramienta, se dan factores de corrección, calculados diferencialmente para cada tipo de trabajo.
Las normas de tiempo unitario para el montaje individual y la configuración de herramientas que no se incluyeron en los complejos se reflejan en las tarjetas 50 y 51.
1.7.2. La tasa de tiempo por pieza para el montaje, ajuste y desmontaje de una herramienta está determinada por la fórmula
T SHLR = T shk + t ^, 0.10)
comida T - tiempo de pieza para montaje, ajuste y desmontaje de una herramienta, min; T shi - tiempo de montaje y ajuste de una herramienta, min; T - tiempo de pieza para desmontar la herramienta, min.
V * "b * T" p = T - K '0-11)
donde K es el factor de corrección por el tiempo pieza, dependiendo del dispositivo utilizado.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Operaciones de Naimsposiis - Serial-Frosrao-Rastochnaya.
Cálculo de normas de tiempo al procesar piezas en máquinas CNC. Disciplina: "Diseño de procesos tecnológicos para máquinas-herramienta modernas polivalentes" Realizado por un alumno del grupo M 03 -721-1 Pinegin S.N.
 Los estándares de tiempo están destinados a la regulación técnica del trabajo realizado en máquinas herramienta universales y polivalentes con control numérico (CNC). La norma de tiempo (norma de tiempo de cálculo de pieza, Tsht-k) para realizar operaciones en máquinas CNC cuando se trabaja en una máquina Hvr consiste en la norma del tiempo preparatorio y final Tpz y la norma del tiempo de pieza Tsht y se determina por la fórmula (1) :, (1) donde n es el número de partes en el lote de lanzamiento.
Los estándares de tiempo están destinados a la regulación técnica del trabajo realizado en máquinas herramienta universales y polivalentes con control numérico (CNC). La norma de tiempo (norma de tiempo de cálculo de pieza, Tsht-k) para realizar operaciones en máquinas CNC cuando se trabaja en una máquina Hvr consiste en la norma del tiempo preparatorio y final Tpz y la norma del tiempo de pieza Tsht y se determina por la fórmula (1) :, (1) donde n es el número de partes en el lote de lanzamiento.
 La tasa de tiempo unitario está determinada por la fórmula (2) :, (2) donde Tts es el tiempo de ciclo de funcionamiento automático de la máquina según el programa, min; , (3) donde To es el tiempo principal (tecnológico) para procesar una parte, min;
La tasa de tiempo unitario está determinada por la fórmula (2) :, (2) donde Tts es el tiempo de ciclo de funcionamiento automático de la máquina según el programa, min; , (3) donde To es el tiempo principal (tecnológico) para procesar una parte, min;
 , (4) donde Li es la longitud de la trayectoria recorrida por la herramienta o pieza en el sentido de avance al mecanizar la i-ésima sección tecnológica (teniendo en cuenta la penetración y el avance), mm; Alimentación por minuto en una sección tecnológica determinada, mm / min; i = 1, 2,…, n es el número de secciones de procesamiento; Тмв - tiempo auxiliar de la máquina (para el acercamiento de la pieza de la herramienta desde los puntos de inicio a las zonas de procesamiento y retracción; ajuste de la herramienta al tamaño, cambio de herramienta, cambio de valores y dirección de avance, tiempo de pausas tecnológicas , etc.), min;
, (4) donde Li es la longitud de la trayectoria recorrida por la herramienta o pieza en el sentido de avance al mecanizar la i-ésima sección tecnológica (teniendo en cuenta la penetración y el avance), mm; Alimentación por minuto en una sección tecnológica determinada, mm / min; i = 1, 2,…, n es el número de secciones de procesamiento; Тмв - tiempo auxiliar de la máquina (para el acercamiento de la pieza de la herramienta desde los puntos de inicio a las zonas de procesamiento y retracción; ajuste de la herramienta al tamaño, cambio de herramienta, cambio de valores y dirección de avance, tiempo de pausas tecnológicas , etc.), min;
 , (5), (6) donde L es la longitud de la trayectoria (o trayectoria) recorrida por la herramienta o pieza en la dirección de avance, mm; l 1, l 2, l 3 - la longitud del acercamiento, inmersión y avance de la herramienta, respectivamente, mm. El valor L se determina en función de los parámetros de la trayectoria de la pieza. Entonces, al procesar partes de una parte moviendo la herramienta a lo largo de dos coordenadas, la longitud L está determinada por la fórmula (7), (7)
, (5), (6) donde L es la longitud de la trayectoria (o trayectoria) recorrida por la herramienta o pieza en la dirección de avance, mm; l 1, l 2, l 3 - la longitud del acercamiento, inmersión y avance de la herramienta, respectivamente, mm. El valor L se determina en función de los parámetros de la trayectoria de la pieza. Entonces, al procesar partes de una parte moviendo la herramienta a lo largo de dos coordenadas, la longitud L está determinada por la fórmula (7), (7)
 donde Δх, Δу son los incrementos de las coordenadas correspondientes en el área de procesamiento dada. Al mover la herramienta a lo largo de un arco de círculo, la longitud L se determina mediante la fórmula (8) o (9), (9) donde R es el radio del arco circular, mm; a - la longitud de la cuerda del arco circular, mm; φ es el ángulo central basado en los puntos finales del arco circular, rad; Tmv. y - tiempo auxiliar de la máquina para el cambio automático de herramienta, min; Tmv. x - tiempo máquina-auxiliar para la ejecución de movimientos auxiliares automáticos y pausas tecnológicas, min.
donde Δх, Δу son los incrementos de las coordenadas correspondientes en el área de procesamiento dada. Al mover la herramienta a lo largo de un arco de círculo, la longitud L se determina mediante la fórmula (8) o (9), (9) donde R es el radio del arco circular, mm; a - la longitud de la cuerda del arco circular, mm; φ es el ángulo central basado en los puntos finales del arco circular, rad; Tmv. y - tiempo auxiliar de la máquina para el cambio automático de herramienta, min; Tmv. x - tiempo máquina-auxiliar para la ejecución de movimientos auxiliares automáticos y pausas tecnológicas, min.
 Para máquinas herramienta con torretas, el tiempo es Tmv. y se puede determinar mediante la fórmula (10), (10) donde Tipo es el tiempo de rotación de la torreta en una posición, min; Кп: el número de posiciones en las que es necesario girar la torreta para instalar la herramienta requerida; Tifoidea: tiempo de fijación del cabezal giratorio, mín. Para máquinas con sistemas de control de contorno, el tiempo es Tmv. x se puede determinar mediante la fórmula (11), (11)
Para máquinas herramienta con torretas, el tiempo es Tmv. y se puede determinar mediante la fórmula (10), (10) donde Tipo es el tiempo de rotación de la torreta en una posición, min; Кп: el número de posiciones en las que es necesario girar la torreta para instalar la herramienta requerida; Tifoidea: tiempo de fijación del cabezal giratorio, mín. Para máquinas con sistemas de control de contorno, el tiempo es Tmv. x se puede determinar mediante la fórmula (11), (11)
 donde Lxxj es la longitud de la trayectoria de la j-ésima sección de la carrera auxiliar automática, mm; j = 1, 2,…, t es el número de secciones de pasos auxiliares automáticos; Smu - avance minuto de avance rápido. Para máquinas herramienta con sistemas de control de máquina herramienta posicionales y universales (contorno-posicionales), en los que la programación del procesamiento se realiza mediante ciclos estándar, analíticamente el tiempo Tmv. Es difícil determinar x debido al hecho de que máquinas específicas, dependiendo de su configuración, tienen una dispersión significativa en los valores de Sмхх y Lхх (asociados con la configuración de posicionamiento). Para una determinación más precisa del tiempo Tmv. x en estas máquinas se recomienda realizar una temporización preliminar para determinar el tiempo real Tmv. x al mover la mesa o herramienta una distancia medida en la dirección de diferentes coordenadas.
donde Lxxj es la longitud de la trayectoria de la j-ésima sección de la carrera auxiliar automática, mm; j = 1, 2,…, t es el número de secciones de pasos auxiliares automáticos; Smu - avance minuto de avance rápido. Para máquinas herramienta con sistemas de control de máquina herramienta posicionales y universales (contorno-posicionales), en los que la programación del procesamiento se realiza mediante ciclos estándar, analíticamente el tiempo Tmv. Es difícil determinar x debido al hecho de que máquinas específicas, dependiendo de su configuración, tienen una dispersión significativa en los valores de Sмхх y Lхх (asociados con la configuración de posicionamiento). Para una determinación más precisa del tiempo Tmv. x en estas máquinas se recomienda realizar una temporización preliminar para determinar el tiempo real Tmv. x al mover la mesa o herramienta una distancia medida en la dirección de diferentes coordenadas.
 En el caso de que la estandarización se realice para un proceso tecnológico ya diseñado y exista un programa de control, el tiempo Tts. a está determinada por la sincronización directa del ciclo de procesamiento de la pieza. El tiempo auxiliar para la operación se calcula mediante la fórmula (12), (12)
En el caso de que la estandarización se realice para un proceso tecnológico ya diseñado y exista un programa de control, el tiempo Tts. a está determinada por la sincronización directa del ciclo de procesamiento de la pieza. El tiempo auxiliar para la operación se calcula mediante la fórmula (12), (12)
 donde tv. y es el tiempo para instalar y quitar la pieza manualmente o con un elevador, min; TELEVISOR. op - tiempo auxiliar asociado con la operación (no incluido en el programa de control), min; TELEVISOR. medida - tiempo auxiliar de no superposición para medidas, min; Ktv es un factor de corrección para el tiempo de realización de trabajos auxiliares manuales, dependiendo del lote de piezas procesadas; ateh, aorg, aotl - tiempo para el mantenimiento tecnológico y organizativo del lugar de trabajo, para el descanso y las necesidades personales con servicio unidireccional, porcentaje del tiempo operativo.
donde tv. y es el tiempo para instalar y quitar la pieza manualmente o con un elevador, min; TELEVISOR. op - tiempo auxiliar asociado con la operación (no incluido en el programa de control), min; TELEVISOR. medida - tiempo auxiliar de no superposición para medidas, min; Ktv es un factor de corrección para el tiempo de realización de trabajos auxiliares manuales, dependiendo del lote de piezas procesadas; ateh, aorg, aotl - tiempo para el mantenimiento tecnológico y organizativo del lugar de trabajo, para el descanso y las necesidades personales con servicio unidireccional, porcentaje del tiempo operativo.
 Estándares de tiempo auxiliar para instalación y remoción de partes de TV. y se dan por tipo de fijación, independientemente de los tipos de máquinas herramienta y prevén los métodos más habituales de instalación, alineación y fijación de piezas en fijaciones universales y especiales. Como factores principales que afectan el tiempo de instalación y extracción de la pieza, se toman la masa de la pieza, el método de instalación y fijación de la pieza de trabajo, la naturaleza y la precisión de la alineación.
Estándares de tiempo auxiliar para instalación y remoción de partes de TV. y se dan por tipo de fijación, independientemente de los tipos de máquinas herramienta y prevén los métodos más habituales de instalación, alineación y fijación de piezas en fijaciones universales y especiales. Como factores principales que afectan el tiempo de instalación y extracción de la pieza, se toman la masa de la pieza, el método de instalación y fijación de la pieza de trabajo, la naturaleza y la precisión de la alineación.
 Los estándares de tiempo para la instalación y extracción de piezas prevén el siguiente trabajo: - al instalar y retirar manualmente: tomar e instalar la pieza, alinear y fijar; encender y apagar la máquina; desabrochar y quitar la pieza, poner en un recipiente; limpie el dispositivo de chips, limpie las superficies de la base con una servilleta; - al instalar y quitar con un puente grúa: llame a la grúa; adjuntar la pieza; transportar la pieza a la máquina; instale la pieza, alinee y asegure; encender y apagar la máquina; separar la pieza; llamar a la grúa; adjuntar la pieza; sacar de la máquina, transportarlo al lugar de almacenamiento; quitar la pieza; limpie los accesorios o la superficie de la mesa de las virutas, limpie las superficies de la base con una servilleta.
Los estándares de tiempo para la instalación y extracción de piezas prevén el siguiente trabajo: - al instalar y retirar manualmente: tomar e instalar la pieza, alinear y fijar; encender y apagar la máquina; desabrochar y quitar la pieza, poner en un recipiente; limpie el dispositivo de chips, limpie las superficies de la base con una servilleta; - al instalar y quitar con un puente grúa: llame a la grúa; adjuntar la pieza; transportar la pieza a la máquina; instale la pieza, alinee y asegure; encender y apagar la máquina; separar la pieza; llamar a la grúa; adjuntar la pieza; sacar de la máquina, transportarlo al lugar de almacenamiento; quitar la pieza; limpie los accesorios o la superficie de la mesa de las virutas, limpie las superficies de la base con una servilleta.
 Cuando instale y retire una pieza con un polipasto en una máquina (o un grupo de máquinas), realice el mismo trabajo que cuando retira una pieza con una grúa aérea, con la excepción de llamar a la grúa. Cuando se instala en dispositivos especiales, el tiempo auxiliar se determina como la suma del tiempo: para la instalación y extracción de una pieza; para la instalación y extracción de cada parte posterior más de una en dispositivos de múltiples lugares; para fijar la pieza, teniendo en cuenta el número de abrazaderas; para limpiar el dispositivo de las virutas y limpiar las superficies de la base con una servilleta. En el caso de utilizar robots, manipuladores y mesas satélite para la instalación y retirada de una pieza, el tiempo auxiliar se determina teniendo en cuenta sus características de diseño.
Cuando instale y retire una pieza con un polipasto en una máquina (o un grupo de máquinas), realice el mismo trabajo que cuando retira una pieza con una grúa aérea, con la excepción de llamar a la grúa. Cuando se instala en dispositivos especiales, el tiempo auxiliar se determina como la suma del tiempo: para la instalación y extracción de una pieza; para la instalación y extracción de cada parte posterior más de una en dispositivos de múltiples lugares; para fijar la pieza, teniendo en cuenta el número de abrazaderas; para limpiar el dispositivo de las virutas y limpiar las superficies de la base con una servilleta. En el caso de utilizar robots, manipuladores y mesas satélite para la instalación y retirada de una pieza, el tiempo auxiliar se determina teniendo en cuenta sus características de diseño.
 Estándares de tiempo auxiliar asociados al funcionamiento de TV. op. ... El tiempo auxiliar asociado a la operación, que no se incluye durante el ciclo de operación automática de la máquina según el programa, prevé el siguiente trabajo: encender y apagar el mecanismo de la unidad de cinta; establezca la posición relativa especificada de la pieza y la herramienta en las coordenadas X, Y, Z y, si es necesario, realice ajustes; abra y cierre la tapa del mecanismo de la unidad de cinta, rebobine y cargue la cinta en el lector; avance la cinta perforada a su posición original; comprobar la llegada de la pieza de la herramienta a un punto determinado después del mecanizado; instale el protector contra salpicaduras de emulsión y retírelo.
Estándares de tiempo auxiliar asociados al funcionamiento de TV. op. ... El tiempo auxiliar asociado a la operación, que no se incluye durante el ciclo de operación automática de la máquina según el programa, prevé el siguiente trabajo: encender y apagar el mecanismo de la unidad de cinta; establezca la posición relativa especificada de la pieza y la herramienta en las coordenadas X, Y, Z y, si es necesario, realice ajustes; abra y cierre la tapa del mecanismo de la unidad de cinta, rebobine y cargue la cinta en el lector; avance la cinta perforada a su posición original; comprobar la llegada de la pieza de la herramienta a un punto determinado después del mecanizado; instale el protector contra salpicaduras de emulsión y retírelo.
 El tiempo máquina-auxiliar asociado a la transición, incluido en el programa y relacionado con el trabajo auxiliar automático de la máquina, proporciona: el acercamiento de la pieza herramienta desde el punto de partida a la zona de procesamiento y retracción; ajustar la herramienta al tamaño del tratamiento; cambio automático de herramienta; encender la alimentación; trazos inactivos durante la transición del procesamiento de algunas superficies a otras; pausas tecnológicas, previstas para un cambio brusco en la dirección de avance, para comprobar las dimensiones, inspeccionar la herramienta y reinstalar o volver a fijar la pieza. El tiempo máquina-auxiliar asociado a la transición viene determinado por los datos de pasaporte de las máquinas y se incluye como elementos constitutivos durante el funcionamiento automático de la máquina.
El tiempo máquina-auxiliar asociado a la transición, incluido en el programa y relacionado con el trabajo auxiliar automático de la máquina, proporciona: el acercamiento de la pieza herramienta desde el punto de partida a la zona de procesamiento y retracción; ajustar la herramienta al tamaño del tratamiento; cambio automático de herramienta; encender la alimentación; trazos inactivos durante la transición del procesamiento de algunas superficies a otras; pausas tecnológicas, previstas para un cambio brusco en la dirección de avance, para comprobar las dimensiones, inspeccionar la herramienta y reinstalar o volver a fijar la pieza. El tiempo máquina-auxiliar asociado a la transición viene determinado por los datos de pasaporte de las máquinas y se incluye como elementos constitutivos durante el funcionamiento automático de la máquina.
 Estándares de tiempo auxiliar para medidas de control TV. Rvdo. ... Las dimensiones requeridas de las piezas procesadas en máquinas controladas numéricamente se proporcionan en un ciclo de mecanizado automático. En este sentido, el tiempo para las mediciones de control (después del final del trabajo en el programa) debe incluirse en la norma de tiempo unitario solo si lo proporciona el proceso tecnológico y teniendo en cuenta la frecuencia necesaria de tales mediciones en el proceso. de trabajo, y solo en aquellos casos en los que no pueda ser anulado por el tiempo de ciclo de funcionamiento automático de la máquina según el programa.
Estándares de tiempo auxiliar para medidas de control TV. Rvdo. ... Las dimensiones requeridas de las piezas procesadas en máquinas controladas numéricamente se proporcionan en un ciclo de mecanizado automático. En este sentido, el tiempo para las mediciones de control (después del final del trabajo en el programa) debe incluirse en la norma de tiempo unitario solo si lo proporciona el proceso tecnológico y teniendo en cuenta la frecuencia necesaria de tales mediciones en el proceso. de trabajo, y solo en aquellos casos en los que no pueda ser anulado por el tiempo de ciclo de funcionamiento automático de la máquina según el programa.
 Estándares de tiempo para dar servicio al lugar de trabajo. El tiempo para dar servicio a un lugar de trabajo viene dado por los tipos y tamaños de equipo, teniendo en cuenta el servicio de una sola estación y de varias estaciones como un porcentaje del tiempo de operación. El mantenimiento tecnológico del lugar de trabajo prevé los siguientes trabajos: - cambio de herramienta (o bloque con la herramienta) debido a su brusquedad; - ajuste y reajuste de la máquina durante el funcionamiento (cambio del valor de la compensación de la herramienta); - barrido y limpieza periódica de virutas durante el funcionamiento (salvo barrido de virutas de las superficies de base de los dispositivos de fraguado, el tiempo que se tiene en cuenta en el tiempo auxiliar de instalación y desmontaje de la pieza).
Estándares de tiempo para dar servicio al lugar de trabajo. El tiempo para dar servicio a un lugar de trabajo viene dado por los tipos y tamaños de equipo, teniendo en cuenta el servicio de una sola estación y de varias estaciones como un porcentaje del tiempo de operación. El mantenimiento tecnológico del lugar de trabajo prevé los siguientes trabajos: - cambio de herramienta (o bloque con la herramienta) debido a su brusquedad; - ajuste y reajuste de la máquina durante el funcionamiento (cambio del valor de la compensación de la herramienta); - barrido y limpieza periódica de virutas durante el funcionamiento (salvo barrido de virutas de las superficies de base de los dispositivos de fraguado, el tiempo que se tiene en cuenta en el tiempo auxiliar de instalación y desmontaje de la pieza).
 El mantenimiento organizativo del lugar de trabajo incluye el trabajo sobre el mantenimiento del equipo principal y auxiliar, el equipo tecnológico y organizativo, el embalaje relacionado con el turno de trabajo en su conjunto: - inspección y prueba de equipos en el proceso de trabajo; - disponer la herramienta al principio y limpiarla al final del turno; - lubricación y limpieza de la máquina durante el turno; - limpieza de la máquina y el lugar de trabajo al final del turno.
El mantenimiento organizativo del lugar de trabajo incluye el trabajo sobre el mantenimiento del equipo principal y auxiliar, el equipo tecnológico y organizativo, el embalaje relacionado con el turno de trabajo en su conjunto: - inspección y prueba de equipos en el proceso de trabajo; - disponer la herramienta al principio y limpiarla al final del turno; - lubricación y limpieza de la máquina durante el turno; - limpieza de la máquina y el lugar de trabajo al final del turno.
 Estándares de tiempo de descanso y necesidades personales. El tiempo de descanso y las necesidades personales para las condiciones de mantenimiento de un trabajador de una máquina no se asignan por separado y se tienen en cuenta en el tiempo de mantenimiento del lugar de trabajo. Para los servicios multiestación, se prevén tiempos de descanso y necesidades personales, en función de las características de la obra.
Estándares de tiempo de descanso y necesidades personales. El tiempo de descanso y las necesidades personales para las condiciones de mantenimiento de un trabajador de una máquina no se asignan por separado y se tienen en cuenta en el tiempo de mantenimiento del lugar de trabajo. Para los servicios multiestación, se prevén tiempos de descanso y necesidades personales, en función de las características de la obra.
 Estándares para el tiempo preparatorio y final. La norma de tiempo para la instalación de la máquina se representa como el tiempo para la recepción del trabajo preparatorio y final para procesar un lote de partes idénticas independientemente del lote y está determinada por la fórmula (13), (13) donde Тпз es el norma de tiempo de montaje y puesta a punto de la máquina, min; Тпз 1 - la norma de tiempo para la formación organizativa, min; Тпз 2 - la norma de tiempo para configurar una máquina herramienta, dispositivo, herramienta, dispositivos de software, min; Tpr. arr - norma de tiempo para el procesamiento de prueba.
Estándares para el tiempo preparatorio y final. La norma de tiempo para la instalación de la máquina se representa como el tiempo para la recepción del trabajo preparatorio y final para procesar un lote de partes idénticas independientemente del lote y está determinada por la fórmula (13), (13) donde Тпз es el norma de tiempo de montaje y puesta a punto de la máquina, min; Тпз 1 - la norma de tiempo para la formación organizativa, min; Тпз 2 - la norma de tiempo para configurar una máquina herramienta, dispositivo, herramienta, dispositivos de software, min; Tpr. arr - norma de tiempo para el procesamiento de prueba.
 El tiempo para la recepción del trabajo preparatorio y final se establece en función del tipo y tamaño del grupo de equipos, así como teniendo en cuenta las características del sistema de control del programa. El alcance del trabajo de preparación organizativa es común para todas las máquinas CNC, independientemente de su grupo y modelo. El tiempo de preparación organizativa prevé: - recibir un pedido, un dibujo, documentación tecnológica, un soporte de software, herramientas de corte, auxiliares y de medición, dispositivos, espacios en blanco antes del inicio y entregarlos después del final del procesamiento de un lote de piezas en el lugar de trabajo o en la tienda de herramientas; - familiarización con el trabajo, dibujo, documentación tecnológica, inspección de la pieza de trabajo; - instruyendo al maestro.
El tiempo para la recepción del trabajo preparatorio y final se establece en función del tipo y tamaño del grupo de equipos, así como teniendo en cuenta las características del sistema de control del programa. El alcance del trabajo de preparación organizativa es común para todas las máquinas CNC, independientemente de su grupo y modelo. El tiempo de preparación organizativa prevé: - recibir un pedido, un dibujo, documentación tecnológica, un soporte de software, herramientas de corte, auxiliares y de medición, dispositivos, espacios en blanco antes del inicio y entregarlos después del final del procesamiento de un lote de piezas en el lugar de trabajo o en la tienda de herramientas; - familiarización con el trabajo, dibujo, documentación tecnológica, inspección de la pieza de trabajo; - instruyendo al maestro.
 En el caso de una forma de organización laboral de brigada, cuando se lleva a cabo una transferencia de piezas de trabajo entre turnos, la preparación organizativa tiene en cuenta solo el tiempo para familiarizarse con el trabajo, el dibujo, la documentación tecnológica, la inspección de las piezas de trabajo y la instrucción del capataz. . El alcance del trabajo para configurar una máquina herramienta, herramientas y dispositivos incluye métodos de trabajo de configuración, según el propósito de la máquina y las características de diseño: instalación y extracción del dispositivo de fijación; instalación y extracción de un bloque o herramientas de corte individuales; configurar los modos de funcionamiento iniciales de la máquina; instalar el soporte de software en el lector y quitarlo; ajuste de la posición cero, etc.
En el caso de una forma de organización laboral de brigada, cuando se lleva a cabo una transferencia de piezas de trabajo entre turnos, la preparación organizativa tiene en cuenta solo el tiempo para familiarizarse con el trabajo, el dibujo, la documentación tecnológica, la inspección de las piezas de trabajo y la instrucción del capataz. . El alcance del trabajo para configurar una máquina herramienta, herramientas y dispositivos incluye métodos de trabajo de configuración, según el propósito de la máquina y las características de diseño: instalación y extracción del dispositivo de fijación; instalación y extracción de un bloque o herramientas de corte individuales; configurar los modos de funcionamiento iniciales de la máquina; instalar el soporte de software en el lector y quitarlo; ajuste de la posición cero, etc.
 El tiempo para el procesamiento de prueba de las piezas en las máquinas del grupo de torno y torreta incluye el tiempo empleado en procesar la pieza de acuerdo con el programa y el tiempo auxiliar para realizar técnicas adicionales relacionadas con la medición de la pieza, calcular el desplazamiento, ingresar los valores de corrección en el Sistema CNC y tiempo auxiliar para controlar la máquina y el sistema CNC. El tiempo para el procesamiento de prueba de piezas en carrusel, fresado, grupos de mandrinado, máquinas de usos múltiples incluye el tiempo dedicado al procesamiento de piezas por el método de chips de prueba y el tiempo auxiliar para realizar técnicas adicionales relacionadas con la medición de la pieza, calculando el valor de corrección, introduciendo los valores de corrección en el sistema CNC, y tiempo auxiliar para recepciones de control de la máquina herramienta y el sistema CNC.
El tiempo para el procesamiento de prueba de las piezas en las máquinas del grupo de torno y torreta incluye el tiempo empleado en procesar la pieza de acuerdo con el programa y el tiempo auxiliar para realizar técnicas adicionales relacionadas con la medición de la pieza, calcular el desplazamiento, ingresar los valores de corrección en el Sistema CNC y tiempo auxiliar para controlar la máquina y el sistema CNC. El tiempo para el procesamiento de prueba de piezas en carrusel, fresado, grupos de mandrinado, máquinas de usos múltiples incluye el tiempo dedicado al procesamiento de piezas por el método de chips de prueba y el tiempo auxiliar para realizar técnicas adicionales relacionadas con la medición de la pieza, calculando el valor de corrección, introduciendo los valores de corrección en el sistema CNC, y tiempo auxiliar para recepciones de control de la máquina herramienta y el sistema CNC.
 Para calcular el tiempo principal, es necesario determinar las condiciones de corte para procesar cada superficie de la pieza. Se determinan según las normas generales de construcción de máquinas: - Normas generales de construcción de máquinas de tiempo y condiciones de corte para estandarizar el trabajo realizado en máquinas herramienta universales y polivalentes con control numérico. Parte 2 - Estándares para cortar datos. - M .: Economía, 1990. - Modos de corte de metales: un libro de referencia / Ed. Yu. V. Baranovsky. - 3ª ed. , revisado y añadir. - M .: Ingeniería Mecánica, 1972 .-- 407 p. - Manual de un ingeniero mecánico. En 2 volúmenes Vol. 2 / Menos. ed. A.G. Kosilova et al.- 5a ed. , Rvdo. - M .: Mashinostroenie, 2003 .-- 944 p. , limo.
Para calcular el tiempo principal, es necesario determinar las condiciones de corte para procesar cada superficie de la pieza. Se determinan según las normas generales de construcción de máquinas: - Normas generales de construcción de máquinas de tiempo y condiciones de corte para estandarizar el trabajo realizado en máquinas herramienta universales y polivalentes con control numérico. Parte 2 - Estándares para cortar datos. - M .: Economía, 1990. - Modos de corte de metales: un libro de referencia / Ed. Yu. V. Baranovsky. - 3ª ed. , revisado y añadir. - M .: Ingeniería Mecánica, 1972 .-- 407 p. - Manual de un ingeniero mecánico. En 2 volúmenes Vol. 2 / Menos. ed. A.G. Kosilova et al.- 5a ed. , Rvdo. - M .: Mashinostroenie, 2003 .-- 944 p. , limo.
 Un ejemplo de cálculo de normas de tiempo Para calcular las normas de tiempo, damos los datos iniciales: dibujo de la parte "Rodillo", material de la pieza de trabajo acero 45 GOST 1050-88, lote de piezas 100 piezas, pieza de trabajo - barras redondas con un diámetro de 125 x54 . El cálculo se llevará a cabo en tres casos: 1. 1) Procesamiento en dos máquinas CNC: torneado (16 K 20 F 3) y fresado (6 P 13 RF 3). En un torno CNC se procesan dos cuellos con un diámetro de 30 h 12 con recorte de los extremos. La operación prevé el reajuste de la pieza de trabajo en un mandril autocentrante con sujeción neumática. En una fresadora CNC, se mecaniza una ranura de 4 x 10 y 4 orificios con un diámetro de 16 mm en un tornillo de banco prismático autocentrante con una abrazadera neumática. 2) Mecanizado en un centro de torneado de 5 ejes. El mecanizado se realiza en un mandril autocentrante con sujeción neumática en una sola operación con reposicionamiento de la pieza. Se realizan las mismas transiciones que en las máquinas CNC convencionales: torneado, fresado y taladrado.
Un ejemplo de cálculo de normas de tiempo Para calcular las normas de tiempo, damos los datos iniciales: dibujo de la parte "Rodillo", material de la pieza de trabajo acero 45 GOST 1050-88, lote de piezas 100 piezas, pieza de trabajo - barras redondas con un diámetro de 125 x54 . El cálculo se llevará a cabo en tres casos: 1. 1) Procesamiento en dos máquinas CNC: torneado (16 K 20 F 3) y fresado (6 P 13 RF 3). En un torno CNC se procesan dos cuellos con un diámetro de 30 h 12 con recorte de los extremos. La operación prevé el reajuste de la pieza de trabajo en un mandril autocentrante con sujeción neumática. En una fresadora CNC, se mecaniza una ranura de 4 x 10 y 4 orificios con un diámetro de 16 mm en un tornillo de banco prismático autocentrante con una abrazadera neumática. 2) Mecanizado en un centro de torneado de 5 ejes. El mecanizado se realiza en un mandril autocentrante con sujeción neumática en una sola operación con reposicionamiento de la pieza. Se realizan las mismas transiciones que en las máquinas CNC convencionales: torneado, fresado y taladrado.

 3) Procesamiento en un centro de mecanizado con contrahusillo. El mecanizado se realiza en un mandril autocentrante con sujeción neumática en una sola operación con reposicionamiento de la pieza. Estos OT tienen dos mandriles con sujeción neumática y dos cabezales de herramienta. El papel del segundo mandril lo desempeña el contrahusillo, que restablece la pieza de trabajo y en el que tiene lugar el procesamiento posterior de la pieza de trabajo. El ciclo de procesamiento de la pieza de trabajo es el siguiente: la pieza de trabajo se instala y fija en el mandril; girando el cuello con un diámetro de 30 h 12 con recortar el extremo del trasero; el cambio automático de herramienta se realiza girando la torreta; taladrar 4 agujeros con un diámetro de 16 mm; la primera torreta regresa al punto de partida; el contrahusillo se enciende y se lleva automáticamente al mandril, que continúa girando a una frecuencia determinada; el contrahusillo acelera a la frecuencia de rotación del mandril y sujeta automáticamente la pieza de trabajo; el mandril abre automáticamente las mordazas y el contrahusillo con la pieza de trabajo retrocede a su punto de inicio especificado; se introduce la segunda torreta y se gira el cuello con un diámetro de 30 h 12 recortando el extremo de la culata; cambio automático de herramienta y fresado de ranuras 4 x 10; retirada de la torreta al punto de partida y apagado del contrahusillo.
3) Procesamiento en un centro de mecanizado con contrahusillo. El mecanizado se realiza en un mandril autocentrante con sujeción neumática en una sola operación con reposicionamiento de la pieza. Estos OT tienen dos mandriles con sujeción neumática y dos cabezales de herramienta. El papel del segundo mandril lo desempeña el contrahusillo, que restablece la pieza de trabajo y en el que tiene lugar el procesamiento posterior de la pieza de trabajo. El ciclo de procesamiento de la pieza de trabajo es el siguiente: la pieza de trabajo se instala y fija en el mandril; girando el cuello con un diámetro de 30 h 12 con recortar el extremo del trasero; el cambio automático de herramienta se realiza girando la torreta; taladrar 4 agujeros con un diámetro de 16 mm; la primera torreta regresa al punto de partida; el contrahusillo se enciende y se lleva automáticamente al mandril, que continúa girando a una frecuencia determinada; el contrahusillo acelera a la frecuencia de rotación del mandril y sujeta automáticamente la pieza de trabajo; el mandril abre automáticamente las mordazas y el contrahusillo con la pieza de trabajo retrocede a su punto de inicio especificado; se introduce la segunda torreta y se gira el cuello con un diámetro de 30 h 12 recortando el extremo de la culata; cambio automático de herramienta y fresado de ranuras 4 x 10; retirada de la torreta al punto de partida y apagado del contrahusillo.
 Tiempo principal Hasta El tiempo principal para los tres casos se calcula de acuerdo con los estándares generales de construcción de maquinaria y se toma como un valor constante, es decir, To = const. En las operaciones de torneado, fresado y taladrado, el tiempo principal se puede encontrar en tablas y dependencias empíricas. El tiempo principal está determinado por la fórmula Como resultado, obtenemos: min; min.
Tiempo principal Hasta El tiempo principal para los tres casos se calcula de acuerdo con los estándares generales de construcción de maquinaria y se toma como un valor constante, es decir, To = const. En las operaciones de torneado, fresado y taladrado, el tiempo principal se puede encontrar en tablas y dependencias empíricas. El tiempo principal está determinado por la fórmula Como resultado, obtenemos: min; min.
 Тмв - tiempo auxiliar de la máquina (para acercarse a la pieza de la herramienta desde los puntos de partida a las zonas de procesamiento y retracción; cambio de herramienta), mín. Determinamos por los datos del pasaporte de las máquinas y la tecnología de procesamiento. min; min. Ttsa - tiempo de ciclo de funcionamiento automático de la máquina según el programa, min. Determinar por la fórmula min;
Тмв - tiempo auxiliar de la máquina (para acercarse a la pieza de la herramienta desde los puntos de partida a las zonas de procesamiento y retracción; cambio de herramienta), mín. Determinamos por los datos del pasaporte de las máquinas y la tecnología de procesamiento. min; min. Ttsa - tiempo de ciclo de funcionamiento automático de la máquina según el programa, min. Determinar por la fórmula min;
 ateh, aorg, aotl - tiempo para el mantenimiento tecnológico y organizativo del lugar de trabajo, para el descanso y las necesidades personales con servicio unidireccional, porcentaje del tiempo operativo. Para máquinas con CNC y OT, este valor es el 14% del tiempo operativo.
ateh, aorg, aotl - tiempo para el mantenimiento tecnológico y organizativo del lugar de trabajo, para el descanso y las necesidades personales con servicio unidireccional, porcentaje del tiempo operativo. Para máquinas con CNC y OT, este valor es el 14% del tiempo operativo.
 Tiempo auxiliar TV El tiempo auxiliar para la operación se calcula de acuerdo con la fórmula Normas de tiempo auxiliar para instalación y remoción de la parte TV. a. Para el primer caso, el tiempo auxiliar para la instalación y extracción se determina para dos operaciones, según el tipo de accesorio, el método de instalación y fijación de la pieza y la masa de la pieza. Durante la operación de torneado, la pieza de trabajo se monta en un mandril autocentrante con sujeción neumática y en una operación de fresado en un tornillo de banco prismático autocentrante con sujeción neumática. Durante la operación de torneado, la pieza de trabajo se reinicia. min; min. Al mecanizar en un centro de torneado, la pieza de trabajo se instala en un mandril con sujeción neumática con un reajuste de la pieza de trabajo. min.
Tiempo auxiliar TV El tiempo auxiliar para la operación se calcula de acuerdo con la fórmula Normas de tiempo auxiliar para instalación y remoción de la parte TV. a. Para el primer caso, el tiempo auxiliar para la instalación y extracción se determina para dos operaciones, según el tipo de accesorio, el método de instalación y fijación de la pieza y la masa de la pieza. Durante la operación de torneado, la pieza de trabajo se monta en un mandril autocentrante con sujeción neumática y en una operación de fresado en un tornillo de banco prismático autocentrante con sujeción neumática. Durante la operación de torneado, la pieza de trabajo se reinicia. min; min. Al mecanizar en un centro de torneado, la pieza de trabajo se instala en un mandril con sujeción neumática con un reajuste de la pieza de trabajo. min.
 Al mecanizar en un OC con un contrahusillo, la pieza de trabajo se instala en un mandril con una sujeción neumática con un reajuste de la pieza de trabajo utilizando la instalación automática de la pieza de trabajo en el contrahusillo. min. Estándares de tiempo auxiliar asociados al funcionamiento de TV. op. ... min; min. Estándares de tiempo auxiliar para medidas de control TV. Rvdo. ... En los 3 casos es igual a 0. El tiempo para las mediciones de control (después del final del trabajo bajo el programa) debe incluirse en la norma de tiempo unitario solo si lo proporciona el proceso tecnológico y teniendo en cuenta la frecuencia necesaria de tales mediciones en el proceso de trabajo, y solo en aquellos casos en los que no pueda superponerse con el tiempo de ciclo de operación automática de la máquina según el programa.
Al mecanizar en un OC con un contrahusillo, la pieza de trabajo se instala en un mandril con una sujeción neumática con un reajuste de la pieza de trabajo utilizando la instalación automática de la pieza de trabajo en el contrahusillo. min. Estándares de tiempo auxiliar asociados al funcionamiento de TV. op. ... min; min. Estándares de tiempo auxiliar para medidas de control TV. Rvdo. ... En los 3 casos es igual a 0. El tiempo para las mediciones de control (después del final del trabajo bajo el programa) debe incluirse en la norma de tiempo unitario solo si lo proporciona el proceso tecnológico y teniendo en cuenta la frecuencia necesaria de tales mediciones en el proceso de trabajo, y solo en aquellos casos en los que no pueda superponerse con el tiempo de ciclo de operación automática de la máquina según el programa.

 Tiempo auxiliar Tv min; min. Ktv es un factor de corrección para el tiempo de realización de trabajos auxiliares manuales, dependiendo del lote de piezas procesadas.
Tiempo auxiliar Tv min; min. Ktv es un factor de corrección para el tiempo de realización de trabajos auxiliares manuales, dependiendo del lote de piezas procesadas.
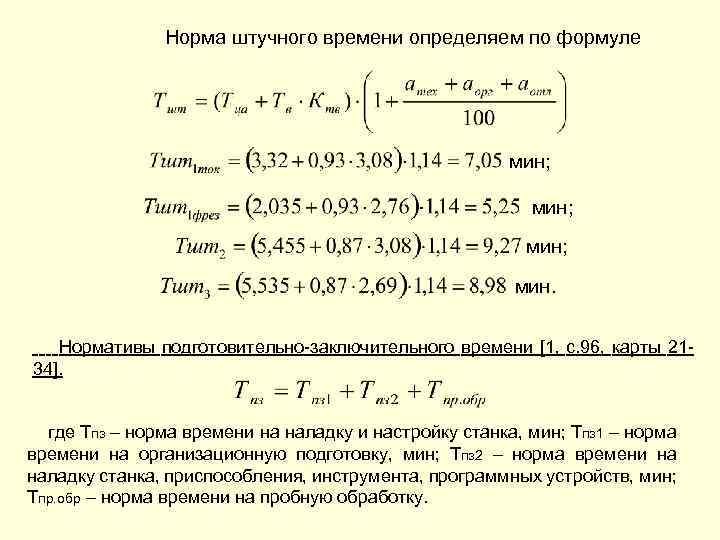 La tasa de tiempo unitario está determinada por la fórmula min; min. Estándares para el tiempo preparatorio y final. donde Тпз es la norma de tiempo para configurar y ajustar la máquina, min; Тпз 1 - la norma de tiempo para la formación organizativa, min; Тпз 2 - la norma de tiempo para configurar una máquina herramienta, dispositivo, herramienta, dispositivos de software, min; Tpr. arr - norma de tiempo para el procesamiento de prueba.
La tasa de tiempo unitario está determinada por la fórmula min; min. Estándares para el tiempo preparatorio y final. donde Тпз es la norma de tiempo para configurar y ajustar la máquina, min; Тпз 1 - la norma de tiempo para la formación organizativa, min; Тпз 2 - la norma de tiempo para configurar una máquina herramienta, dispositivo, herramienta, dispositivos de software, min; Tpr. arr - norma de tiempo para el procesamiento de prueba.
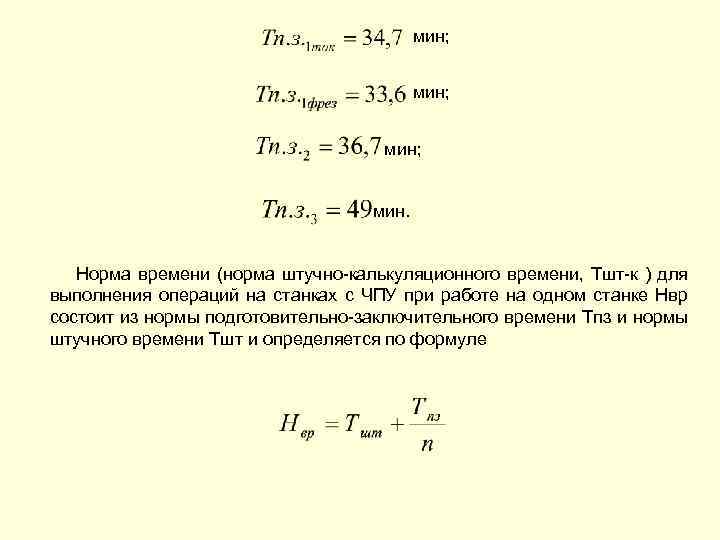 min; min. La norma de tiempo (norma de tiempo de cálculo de pieza, Tsht-k) para realizar operaciones en máquinas CNC cuando se trabaja en una máquina Нвр consiste en la norma del tiempo preparatorio y final Tpz y la norma del tiempo de pieza Tsht y se determina por la fórmula
min; min. La norma de tiempo (norma de tiempo de cálculo de pieza, Tsht-k) para realizar operaciones en máquinas CNC cuando se trabaja en una máquina Нвр consiste en la norma del tiempo preparatorio y final Tpz y la norma del tiempo de pieza Tsht y se determina por la fórmula





