Rregullimi teknik i funksionimit të makinerive CNC. Cili është procesi i standardizimit të punës rregulluese në makinat CNC. Koha për një mbushje me karburant të kasetës
2.2 Racionalizimi i punës së personelit kryesor të organizatës
Le të shqyrtojmë racionimin e punës së personelit kryesor duke përdorur shembuj specifikë.
1. Organizimi, rregullimi dhe shpërblimi i punës së veglave makine.
Shërbim me shumë linja- ky është një lloj shërbimi në të cilin një punëtor u shërben disa makinave. Shërbimi me shumë linja mund të jetë individual dhe i bazuar në ekip. Ndarja e punës në brigada me shumë stacione është ose kualifikuese ose funksionale; në disa raste, përdoret i ashtuquajturi shërbim i çifteve, kur, për shembull, dy punëtorë të të njëjtit profesion dhe kualifikim i shërbejnë disa makinerive. Mirëmbajtja me shumë stacione është më e dobishme nëse koha e makinës që nuk mbivendoset është më e gjatë se koha e funksionimit manual, vëzhgimit aktiv dhe tranzicionit. Megjithatë, shpesh shërbimi me shumë stacione është ekonomikisht i mundshëm edhe kur ky bilanc kohor është shkelur, veçanërisht kur ka mungesë fuqi punëtore kur ka pajisje falas.
Për të vendosur norma kohore për secilin element të një operacioni prodhimi, pavarësisht nga forma e organizimit të punës, puna analitike dhe llogaritëse kryhet veçmas. Në këtë rast, ata udhëhiqen nga dispozita që norma kohore për një operacion duhet të plotësojë kushtet themelore të mëposhtme:
1) procesi teknologjik parashikon përdorimin racional dhe të plotë të mjeteve teknike: pajisje, pajisje, mjete dhe mekanizma të përfshirë në punë;
2) Mënyra e përpunimit është vendosur në bazë të praktikave më të mira;
3) siguron ngarkesën e plotë të ditës së punës me punë produktive.
Konsideroni rendin e normalizimit të kohërave kryesore dhe ndihmëse.
Mënyrat e përpunimit në makinë zgjidhen nga teknologu në varësi të materialit, mjetit dhe pajisjes. Koha kryesore përcaktohet nga formula në varësi të llojit të punës (torturim, bluarje) për çdo tranzicion veç e veç.
Kur punoni në makinat e përpunimit të metaleve, shkalla e konsumit të kohës së makinës kryesore mund të përcaktohet me formulën (9):
në = li / n * S, (9)
ku to është koha normale, min; l është gjatësia e vlerësuar e përpunimit, mm; i është numri i kalimeve; n është numri i rrotullimeve ose goditjeve të dyfishta të disponueshme në makinë, për minutë; S është shpejtësia e furnizimit të mjet prerës për rrotullim ose goditje të dyfishtë, mm.
Racionimi i kohës ndihmëse kryhet duke përdorur standarde që përcaktohen në varësi të llojit të prodhimit: më diferencial - në prodhimin masiv, më i zgjeruari - në një të vetëm. Në të njëjtën kohë, së pari përcaktohen komplekset e teknikave ndihmëse të punës. Pra, në prodhimin masiv, koha ndihmëse për operimin normalizohet sipas grupeve të teknikave të mëposhtme:
1) Koha për instalimin dhe heqjen e pjesës. Standardet kohore për instalimin dhe heqjen e një pjese në standardet e përgjithshme të ndërtimit të makinerive për kohën ndihmëse jepen për metodat tipike të instalimit dhe fiksimit, duke marrë parasysh vendndodhjen e tyre kur instalohen manualisht në një distancë prej 0,5-1 m nga makina. .
2) Koha e lidhur me kalimin përbëhet nga koha e afrimit të mjetit te pjesa e punës ose sipërfaqja e pjesës së punës, vendosja e mjetit në madhësi, ndezja e furnizimit dhe rrotullimi i boshtit për të marrë çipin e provës, matjet kur merrni çipin e provës , ndezja e rrotullimit dhe ushqimit të boshtit, tërheqja e veglës, etj. etj.
3) Koha që lidhet me ndryshimin e mënyrës së funksionimit të makinës dhe ndryshimin e veglës përbëhet nga koha e pritjeve për ndryshimin e frekuencës së rrotullimit të gishtit ose lëvizjes së tavolinës, sasinë e ushqimit, ndryshimin e mjetit, pjesët lëvizëse të makinës dhe aksesorë.
4) Koha për operacionet e kontrollit përfshin kohën e shpenzuar për matjet e kontrollit, të cilat bëhen pas përfundimit të trajtimit sipërfaqësor.
Veçoritë e pagave të një punonjësi me shumë mjete përcaktohen, para së gjithash, nga nevoja për të marrë parasysh shkallën e punësimit të tij gjatë ndërrimit të punës dhe për të vendosur pagesa të përshtatshme shtesë për tarifat e tarifave. Ato vendosen në varësi të raportit ndërmjet punësimit normativ dhe projektor të punëtorit. Niveli maksimal i tarifave shtesë, si rregull, nuk duhet të kalojë 30% të tarifës. Ky nivel korrespondon me barazinë e niveleve të punësimit të projektit dhe normativ, pra pagesat shtesë rriten me rritjen e punësimit në projekt, por vetëm për aq kohë sa punëtori ka kohë për të pushuar gjatë turnit.
2. Organizimi, rregullimi i punimeve të stampimit dhe shkritores.
Gjatë standardizimit të punimeve të falsifikimit dhe stampimit, të cilat përfshijnë stampimin e nxehtë nën çekiç dhe presa, prishjen në makinat falsifikuese horizontale dhe falsifikimin e lirë, duhet të merren parasysh veçoritë e mëposhtme të këtij lloji të përpunimit të metaleve:
1) Prania e dy proceseve paralele - ngrohja e pjesëve të punës, deformimi i metalit dhe nevoja për përcaktimin e veçantë të kohës për ngrohjen e pjesëve të punës, stampimin (falsifikimin) dhe shkurtimin e pjesëve.
2) Natyra brigade e punës dhe nevoja për të siguruar një ngarkesë të barabartë të secilit anëtar të brigadës.
3) Një peshë specifike e parëndësishme e kohës së deformimit të metalit në standardin e kohës së copës.
4) Nevoja për të përcaktuar kohën ndihmëse për operacionet dhe teknikat individuale.
5) Nevoja për të aplikuar një metodë të diferencuar të vendosjes së normës për llogaritjen e kohës manuale dhe makinerive.
6) Vendosja e normës kohore për punën e farkëtimit dhe stampimit në kohën më të madhe të funksionimit të të gjithë anëtarëve të ekipit, pasi kur procesi i ngrohjes së biletave me procesin e deformimit të metalit kryhet paralelisht, puna organizohet në atë mënyrë. se koha e ngrohjes së biletave përputhet me kohën e farkëtimit dhe pjesërisht me kohën e shërbimit të vendit të punës, prandaj koha e ngrohjes zakonisht nuk përfshihet në standarde.
Shkalla e njësisë së kohës për falsifikimin në çekiç dhe presa, në varësi të shkallës së prodhimit të boshllëqeve, llogaritet me formulën (10):
tsht = (∑ (në * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
ku to është koha kryesore e një goditjeje çekiçi; Ky është numri i goditjeve të nevojshme për deformimin e metalit; Km është faktori korrigjues për farkëtimin e llojeve të ndryshme të çelikut; tnstv është koha ndihmëse për falsifikimin e lirë të lidhur me produktin; Кn është një faktor korrigjimi që merr parasysh ndryshimin në shkallën e punës në varësi të madhësisë së grupit.
Vlerat e faktorit të korrigjimit janë dhënë në tabelën 28.
Tabela 28
Vlerat e faktorit korrigjues Kn
Në "Standardet e përgjithshme të ndërtimit të makinerive për farkëtimin në çekiç dhe presa" jepet koha ndihmëse duke marrë parasysh kohën e pushimeve dhe nevojat personale dhe kohën e pushimeve që lidhen me organizimin e procesit teknologjik.
3. Organizimi, racionimi i punimeve montuese dhe salduese.
Puna bravandreqës në përpunimin e pjesëve të punës është prerja e metaleve në të ftohtë, e kryer me një mjet dore ose me energji elektrike. Një përpunim i tillë synon t'u japë pjesëve formën, dimensionet dhe vrazhdësinë e kërkuar të sipërfaqes duke prerë me sharrë hekuri, prerje, spërkatje, gërvishtje, shpim, filetim dhe këputje, gërvishtje.
etj.
Karakteristikat teknologjike të proceseve të listuara karakterizohen nga mjetet dhe pajisjet e përdorura për këtë punë. Në punën e montimit, operacionet mund të kryhen drejtpërdrejt në vendet e montimit pa e vendosur produktin në një ves ose në një tavolinë pune.
Standardizimi i punës së montimit dhe montimit kryhet në sekuencën e mëposhtme:
1) përcaktimi i objektit, qëllimit dhe mënyrës së racionimit;
2) analiza e operacioneve aktuale të bravandreqës dhe montimit, identifikimi i përputhshmërisë së organizimit të punës në vendin e punës me kërkesat e ITU, zgjedhja e një opsioni racional për përmbajtjen e tij teknologjike, i cili siguron shpenzimin më të vogël të kohës së punës duke respektuar kërkesat teknike për përpunim;
3) zgjedhja e standardeve për racionimin në përputhje me llojin e prodhimit, natyrën e punës;
4) hartimi i përmbajtjes së punës sipas metodave të punës dhe identifikimi i përputhshmërisë së kushteve aktuale të punës me ato normative;
5) llogaritja e kohës së funksionimit për një operacion bazuar në përcaktimin e kohëzgjatjes së elementeve individuale të punës në bazë të materialeve normative. Koha e funksionimit përcaktohet nga formula (11):
Top = ∑topi * k, (11)
ku topi është koha e funksionimit të kompleksit të i-të llogaritës të punimeve, min k është faktori total i korrigjimit për ndryshimin e kushteve të funksionimit kur kryhet kompleksi i i-të llogaritës.
Në kushtet e prodhimit në shkallë të vogël dhe me një copë, koha e funksionimit nuk ndahet kur standardizohet puna e montimit dhe montimit, dhe llogaritja kryhet në mënyrë totale për pjesë për çdo kompleks llogaritës të i-të.
6) Llogaritja e kohës për servisimin e vendit të punës, pushimit dhe nevojave personale.
Puna e bravandreqës dhe montimit është kryesisht manuale, kështu që është e vështirë të ndahet koha ndihmëse. Ekzistojnë dy lloje tabelash në koleksionet e standardeve për punë hidraulike dhe montuese (kur standardizohen sipas kohës së funksionimit).
Në tabelat e llojit të parë, standardi i kohës përfshin kohën kryesore dhe ndihmëse, përveç kohës përgatitore dhe përfundimtare, kohën e servisimit të vendit të punës dhe kohën për pushim dhe nevojat personale. Shkalla e kohës caktohet për njësi matëse.
Në tabelat e llojit të dytë, koha e funksionimit jepet me përfshirjen e kohëve ndihmëse që lidhen vetëm me mjetin ose materialin e pjesës së punës, por pa përfshirë kohën e lidhur me të gjithë pjesën ose montimin.
Për sa i përket racionimit të saldimit, mund të themi se saldimi elektrik, saldimi me gaz, kontakti dhe me rreze elektronike përdoren në inxhinierinë mekanike.
Këtu, koha kryesore është koha gjatë së cilës ndodh formimi bashkoj duke shkrirë bazën dhe materialin mbushës (elektrodë, elektrodë ose tela mbushëse).
Koha kryesore për saldimin e 1 m të një shtresë përcaktohet nga formula (12):
to1I = (60 * F * Þ) / (J * ан), (12)
ku F është zona e prerjes kryq të shtresës, mm2; Þ - graviteti specifik i metalit të depozituar, g / cm3; J - rryma e saldimit, a; αn - koeficienti i depozitimit, g / a * h.
Elementet më të zakonshme të kohës ndihmëse, në varësi të produktit dhe llojit të pajisjes për të gjitha llojet e saldimit me hark, përfshijnë kohën e instalimit, rrotullimit, heqjes së produktit, fiksimit dhe shkyçjes së pjesëve dhe lëvizjes së saldatorit. Për të gjitha llojet e saldimit me hark, ai vendoset sipas standardeve.
Në saldimin automatik dhe gjysmë automatik (kasetë), koha e nevojshme për mbushjen me karburant të një kasete ndahet veçmas. Lista e kostove është paraqitur në tabelën 29.
Tabela 29
Koha për një mbushje me karburant të kasetës
Metoda e karburantit |
Karakteristikat e kasetës |
Koha për një |
|
peshë, kg |
|||
Mbyllur |
|||
E mekanizuar |
Hapur |
||
Mbyllur |
|||
4. Veçoritë e standardizimit të operacioneve të prodhimit të automatizuar.
I automatizuar procesi i prodhimit tregon se gjatë organizimit të punës, format e saj ndikohen nga prania sistemet automatike dhe pajisje.
Mënyra kryesore për të automatizuar proceset e përpunimit mekanik të pjesëve të prodhimit në shkallë të vogël dhe një herë është përdorimi i veglave të makinerive me kontroll numerik (CNC). Makinat CNC janë makina gjysmë automatike ose automatike, të gjitha pjesët lëvizëse të të cilave kryejnë lëvizje pune dhe ndihmëse automatikisht sipas një programi të paracaktuar. Struktura e një programi të tillë përfshin komandat teknologjike dhe vlerat numerike të zhvendosjeve të trupave të punës të makinës. Ndryshimi i një makinerie CNC, duke përfshirë një ndryshim programi, kërkon pak kohë, kështu që këto makina janë më të përshtatshmet për automatizimin e prodhimit në shkallë të vogël.
Një tipar i standardizimit të operacioneve të përpunimit mekanik të pjesëve në makinat CNC është se koha kryesore (makina) dhe koha e lidhur me kalimin përbëjnë një vlerë të vetme Ta - koha e funksionimit automatik të makinës sipas programit. përpiluar nga teknologu-programues, i cili përbëhet nga koha kryesore e funksionimit automatik të makinës Toa dhe koha ndihmëse e funksionimit të makinës sipas programit Tva, pra (13), (14), (15). ):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + Dolli, (15)
ku Li është gjatësia e shtegut që përshkon mjeti ose pjesa në drejtim të ushqimit gjatë përpunimit të seksionit të i-të teknologjik (duke marrë parasysh depërtimin dhe tejkalimin); Min-minuta ushqim në këtë zonë;i = 1, 2, ..., n- numri i zonave të përpunimit teknologjik; Tvha -
koha për ekzekutimin e lëvizjeve automatike ndihmëse (furnizimi i pjesës ose mjeteve nga pikat e fillimit në zonat e përpunimit dhe tërheqja, vendosja e mjetit në madhësi, ndryshimi i vlerës numerike dhe drejtimi i furnizimit); Dolli është koha e pauzave-ndalimeve teknologjike të ushqyerjes dhe rrotullimit të boshtit për të kontrolluar dimensionet, për të inspektuar ose ndryshuar mjetin.
Sistemi fleksibël i automatizuar(GPS)është një sistem makinerish dhe mekanizmash të krijuar për përpunimin e pjesëve të ndryshme strukturore dhe teknologjikisht të ngjashme në tufa të vogla, një nga një, pa pjesëmarrjen e drejtpërdrejtë të njeriut. Pjesë përbërëse GPS janë nënsisteme: teknologjike, transporti, magazinimi, shërbimi instrumental dhe kontrolli me ndihmën e kompjuterit.
Elementi qendror i GPS është fleksibël sistemi teknologjik(GTS), i cili është një grup makinerish CNC me shumë funksione (siç është një qendër përpunimi) që përpunojnë drejtpërdrejt artikujt.
Në varësi të numrit të makinave në FMS ekzistojnë: moduli i prodhimit fleksibël (FMP); fleksibël linjë prodhimi(GPL); zonë fleksibël prodhimi (GPU); prodhim fleksibël i një punishteje (GPP) dhe një impianti (GPP).
Një modul prodhimi fleksibël është një pajisje teknologjike (makinë CNC) e pajisur me manipulues ose robotë për ngarkimin dhe shkarkimin e pjesëve dhe një magazinë mjetesh. Tipari kryesor i PMG është aftësia për të punuar pa pjesëmarrjen njerëzore dhe aftësia për t'u integruar në një sistem të rangut më të lartë. Linja fleksibël përbëhet nga disa module të pajisura me sisteme transporti dhe instrumentale dhe të kontrolluara nga mikrokompjuterë. Seksion fleksibël - një lloj GPL; ai ndryshon në përbërjen dhe këmbyeshmërinë e pajisjeve teknologjike dhe mënyrën e transportit.
Nënsistemi i transportit dhe akumulimitështë një grup magazinash të automatizuara për pjesët e punës dhe pjesët, akumulatorët dhe veglat makinerike me ngarkim-shkarkim automatik dhe mjete automatike që përdoren për të lëvizur artikujt e përpunuar nga magazina në makineri dhe anasjelltas (karroca robotike, transportues, tavolina rrotulluese, etj.) ).
Nënsistemi i shërbimit instrumental përfshin magazinat e veglave dhe pajisjeve, një departament për përgatitjen e veglave për punë (mprehje, montim, montim të dyqaneve, etj.) dhe një sistem fleksibël të automatizuar për instalimin, heqjen dhe lëvizjen e veglave nga magazinat dhe anasjelltas.
Nënsistemi kontroll i automatizuarështë një kompleks mjetesh teknologjike me kompjuterë të aftë për të marrë informacion nga sistemet e automatizuara ndërmarrjet: ACS ( oraret e planifikimit), CAD (vizatimi i një pjese), ASTPP (procesi teknologjik i përpunimit dhe kontrollit të një pjese), e transformojnë atë duke përdorur programe kontrolli, transmetojnë komandat drejtpërdrejt. organet ekzekutive pajisjet e të gjitha nënsistemeve GPS.
Kështu, ekzistojnë dy rryma burimesh që funksionojnë në FMS: materiale dhe informative. Rrjedha e materialit siguron ekzekutimin e të gjitha operacioneve kryesore dhe ndihmëse të përpunimit të objekteve: furnizimi i boshllëqeve, veglave dhe instalimi i tyre në makina; përpunimi mekanik i pjesëve; heqja e pjesëve të përfunduara dhe zhvendosja e tyre në depo; ndryshimi dhe lëvizja e veglave; kontrolli i gjendjes së përpunimit dhe mjetit; pastrimi i ashkël dhe furnizimi me lëng prerës. Rrjedha e informacionit siguron: sekuencën, kohën dhe numrin e artikujve të përpunuar, të parashikuara nga planet e punës të Shërbimit Shtetëror të Zjarrfikësve; transferimi i programeve të përpunimit drejtpërdrejt në organet ekzekutive të veglave të makinerive, programet e punës së robotëve, mekanizmat e instalimit dhe transferimit, programet për sigurimin e boshllëqeve, mjeteve, materialeve ndihmëse, programeve të kontrollit për të gjithë kompleksin dhe llogaritjen e punës së tij, si dhe kontrollin e grupit. e makinerive, mekanizmat e magazinimit të transportit, sistemi i shërbimit instrumental.
Karakteristikat kryesore të sistemeve fleksibël të prodhimit janë si më poshtë:
1) Punonjësit e Shërbimit Kufitar Shtetëror nuk janë të përfshirë drejtpërdrejt në ndikimin në subjektin e punës. Detyra e tyre kryesore është të sigurojnë funksionimin efikas të pajisjeve. Me ndryshimin e funksioneve të punëtorëve ndryshon edhe struktura e kostove të kohës së tyre të punës. Pjesa më e madhe shpenzohet për rregullimin, mirëmbajtjen parandaluese dhe riparimin e pajisjeve.
2) Numri i njësive të pajisjeve teknologjike FPS tejkalon numrin e punonjësve në secilin grup: rregullues, mekanikë, riparues, inxhinierë elektronikë, etj. Prandaj, është e nevojshme të vendosen marrëdhënie optimale midis numrit të njësive të pajisjeve dhe numrit të punonjësve. në secilin grup, për të normalizuar kohën e kaluar në dy seksione: në lidhje me pajisjet dhe punëtorët.
3) Për të rritur nivelin e besueshmërisë së funksionimit të GPS, është e nevojshme të krijohen brigada komplekse nga fundi në fund me paga për produktin përfundimtar. Duhet të kihet parasysh se koha e ndërprerjes së pajisjeve gjatë dhe gjatë pritjes së shërbimit është sa më e vogël, aq më i gjerë është profili i çdo punonjësi në lidhje me funksionet e kryera dhe zonat e shërbimit të pajisjeve.
Teoria dhe përvoja e funksionimit të FPS-së operative tregojnë se aktualisht normat e kohëzgjatjes së operacioneve në lidhje me pajisjet (normat e intensitetit të funksionimit të makinerisë), normat e intensitetit të punës, normat e numrit dhe mirëmbajtjes janë nga më praktiket. rëndësi.
Për llogaritjet praktike të normave të kohëzgjatjes, është e nevojshme të vazhdohet nga ndarja e konsumit të normalizuar të kohës në të drejtpërdrejtë dhe të tërthortë. E para mund të llogaritet mjaft saktë drejtpërdrejt për një njësi prodhimi të një lloji të caktuar. Këto të fundit i referohen të gjitha produkteve të prodhuara në një vend pune ose vend të caktuar, dhe për këtë arsye përfshihen në kohëzgjatjen e normalizuar të operimit në përpjesëtim me vlerën e kostove direkte.
Procedura për llogaritjen e standardeve të punës në Shërbimin Kufitar Shtetëror është si më poshtë:
1) gjendet koeficienti i përdorimit të pajisjeve deri në kohën e funksionimit automatik, i cili është i nevojshëm për të përmbushur programin e prodhimit;
2) përcaktohen standardet për shkallën e punësimit të punonjësve të secilit grup;
3) bazuar në standardet përkatëse, llogaritet një version paraprak i intensitetit të punës për çdo lloj pune dhe numri i normave për secilin grup punëtorësh;
4) përcaktohen koeficientët e ngarkesës së punës së punonjësve të secilit grup, që korrespondojnë me versionin e miratuar të numrit të normave;
5) caktohet koeficienti i kohës së punës automatike që korrespondon me variantin e miratuar të normave të numrit;
6) faktorët e ngarkesës së punonjësve të secilit grup dhe koha e punës automatike krahasohen me vlerat e tyre të specifikuara;
7) përcaktohet shuma e shpenzimeve për punonjësit e të gjitha grupeve;
8) për variantin e normave të numrit, të njohur si optimale, gjenden vlerat e normave të kohëzgjatjes së ekzekutimit të operacioneve teknologjike për çdo detaj;
9) në bazë të normave të numrit dhe kohëzgjatjes, përcaktohen normat e intensitetit të punës (koha) për çdo detaj, çdo grup punëtorësh dhe për brigadën në tërësi.
Në kushte prodhim i automatizuar, duke përfshirë sistemet fleksibël të prodhimit, të drejtpërdrejta, si rregull, i referohen vetëm kohës së kaluar në funksionimin automatik të pajisjeve. Këshillohet që të përfshihen kostot indirekte të kohës në përbërjen e normës për kohëzgjatjen e operacioneve, bazuar në formulën e mëposhtme (16):
Нд = tа * (Тпл / (Тпл - Тнп)), (16)
ku t është koha e funksionimit të makinës në modalitetin automatik gjatë prodhimit të një njësie prodhimi për një operacion të caktuar; Tpl është fondi i planifikuar ditor i kohës së funksionimit të GPS; Tnp është kohëzgjatja e ndërprerjeve të normalizuara në funksionimin e teknologjisë pajisjet e lidhura me mirëmbajtjen dhe pritjen e shërbimit nga punëtorët e të gjitha grupeve gjatë Tpl.
Vlera e Tnp duhet të përfshijë vetëm ato ndërprerje reale në funksionimin e pajisjeve, të cilat janë objektivisht të pashmangshme në kushtet e një GPS të caktuar, bazuar në orarin optimal të mirëmbajtjes për pajisjet, orarin e vendosur të punës dhe pjesën tjetër të punëtorëve. Përbërja e mallrave të konsumit përcaktohet nga tiparet e projektimit të sistemit të analizuar dhe kushtet e funksionimit. Si rregull, vlera e Tnп përfshin kohëzgjatjen e punimeve të vënies në punë, rregullimit, kontrollit, e cila nuk mbulohet nga koha e makinës, kohën e ndërprerjes së pajisjeve të lidhura me mirëmbajtjen e rregulluar të nënsistemeve mekanike, elektrike, elektronike dhe të tjera, kohën e prodhimi dhe kontrolli i pjesëve të provës, etj. Gjatë përcaktimit të përbërjes së tipit, duhet të përpiqet të mbivendoset sa më shumë disa punë me të tjera, të kryhen paralelisht, të kombinohen funksionet e punonjësve të Shërbimit Kufitar Shtetëror, të përdorni avantazhet e organizimit të brigadës së punës, kontraktimit kolektiv.
Në të gjitha GPS-të, pajisjet nuk fiken gjatë pjesës tjetër të punëtorëve, të cilët duhet të instalohen në një orar rrëshqitës. Prandaj, koha për pushim dhe nevojat personale nuk përfshihet në mallrat e konsumit. Ai merret parasysh gjatë llogaritjes së standardeve optimale të shërbimit dhe numrit, të cilat janë vendosur në një nivel që ju lejon të zbatoni kohën standarde për pushim për shkak të zëvendësimeve të ndërsjella të punëtorëve.
Faktori i dytë mund të shprehet në termat e faktorit të përdorimit të pajisjeve në terma të kohës së funksionimit automatik (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
ku Ta është koha e funksionimit automatik të pajisjes për periudhën e planifikuar të funksionimit të saj Tpl.
Koha mesatare e normalizuar e prodhimit (shkalla e kohëzgjatjes) përcaktohet nga formula (18):
Нд = tа / Kapak, (18)
ku Kapaku është faktori i planifikuar i shfrytëzimit të pajisjes deri në kohën e funksionimit automatik.
Formula (18) është më e përshtatshme për standardizimin praktik të kohëzgjatjes së operacioneve, pasi përfshin dy parametra të përdorur në të gjitha llogaritjet bazë teknologjike dhe të planifikuara organizative të FMS.
Për llogaritjet praktike, formula e mëposhtme për kompleksitetin e operacioneve është e përshtatshme (19):
Нт = (Нч / N * C * Ki) * Нд, (19)
ku N është numri i përgjithshëm i moduleve GPS; C është numri i ndërrimeve të funksionimit të pajisjeve; Ki është faktori i planifikuar i përdorimit të pajisjeve.
Gjatë llogaritjes së punësimit total të punonjësve të SBS, këshillohet që veçmas të merret parasysh punësimi i tyre me funksionet kryesore - kryerja e punës prodhuese dhe shtesë - kryerja e punës mbështetëse (20):
Ks (X) = Kp (X) + Ko (X), (20)
ku Kp (X) dhe Co (X) është shkalla e punësimit të punëtorëve në këtë grup duke kryer punën përkatëse prodhuese dhe mbështetëse.
Numri optimal i punonjësve të Shërbimit Shtetëror të Zjarrfikësve përcaktohet në bazë të marrëdhënieve (21), (22):
Кз (Х) ≤ Кзн, (21)
Ka (X) ≥ Kahn, (22)
Koeficienti Ka (X) përcaktohet për çdo variant të normave të numrit të punonjësve sipas formulës (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
ku Tnп (Нч) është kohëzgjatja e ndërprerjeve të standardizuara në funksionimin e pajisjeve, në varësi të opsionit të pranuar për numrin e punonjësve, formën e ndarjes dhe bashkëpunimit të punës, rregulloret e mirëmbajtjes së pajisjeve dhe mënyrën e punës dhe pushimit.
Në kushtet e linjave automatike (përfshirë linjat rrotulluese dhe rrotulluese-transportuese) për racionimin e punës përdoren: normat për numrin e personelit; normat për kohëzgjatjen e operacioneve të prodhimit; normat kohore (intensiteti i punës së operacioneve) për grupe individuale punëtorët dhe në përgjithësi për brigadën që shërben në linjë; normat e prodhimit; detyrat e normalizuara.
Roli kryesor luhet nga normat e numrit të personelit (rregullues, mekanikë-riparues, elektricistë, teknikë elektronikë), duke i shërbyer linjës në përputhje me rregulloret e vendosura dhe duke siguruar zbatimin e programit të prodhimit.
Baza për llogaritjen e shkallës së kohës dhe prodhimit në kushtet e linjave automatike është produktiviteti teknik (pasaportë) i linjës rm, i cili përcakton numrin e njësive të prodhimit që mund të merren nga kjo pajisje në orë ose në një njësi tjetër të koha kur punoni në modalitetin automatik.
Shkalla e prodhimit përcaktohet në bazë të performancës teknike të njësisë dhe shkallës së përdorimit të linjës sipas kohës së funksionimit automatik (24):
Нв = rm * Kan, (24)
Pas përcaktimit të shkallës së prodhimit, intensiteti i punës (koha) norma për grupi i i-të(profesione) punëtorë (25):
Нтi = Тпл * (Нчi / Нв), (25)
Në bazë të normës së numrit, kohës dhe prodhimit, vendoset një detyrë e standardizuar. Ai tregon fushën e punës për mirëmbajtjen e rregulluar të linjës në periudhën e planifikuar, kohën e kryerjes së këtyre punimeve, numrin standard të punëtorëve, vëllimin e planifikuar të prodhimit të linjës.
Nëse në një linjë automatike prodhohen produkte me disa emra, atëherë llogaritjet e normave të kohës dhe prodhimit mund të kryhen për grupe produktesh. Së bashku me këtë, për linjat multidisiplinare, mund të jetë më e përshtatshme të llogariten normat e kohëzgjatjes Нд dhe intensiteti i punës Нт sipas metodës për GPS. Në këtë rast, llogaritjet kryhen sipas formulave (26), (27):
Ndk = tak / Kan, (26)
Нтk = Нч * (Ндк / Por), (27)
ku tak është koha e funksionimit automatik të pajisjes në prodhimin e pjesëve të tipit k-të.
Leksioni 6. Racionalizimi i punës së kryer në veglat makinerike me kontroll numerik
Racionalizimi i punës së kryer në makinat e kontrolluara numerikisht
Përdorimi i makinerive me kontroll numerik (CNC) është një nga fushat kryesore të automatizimit të prerjes së metaleve, ju lejon të çlironi një numër të madh pajisjesh universale, si dhe të përmirësoni cilësinë e produkteve dhe kushtet e punës për operatorët e makinerive. Dallimi themelor midis këtyre makinave dhe makinave konvencionale është në specifikimin e një programi përpunimi në formë matematikore në një bartës të veçantë programi.
Norma e kohës për operacionet e kryera në makinat CNC kur punoni në një makinë përbëhet nga norma e kohës përgatitore dhe përfundimtare dhe norma e kohës së pjesës:
Koha përgatitore dhe përfundimtare përcaktohet nga formula:
ku T pz - koha për vendosjen dhe akordimin e makinës, min;
Т пз1 - koha për përgatitjen organizative, min .;
T pz2 - koha për vendosjen e makinës, pajisjes, mjetit, pajisjeve softuerike, min;
T pr.obr - koha e perpunimit prove.
Shkalla e kohës së pjesës llogaritet me formulën:
Т Ц.а - koha e ciklit të funksionimit automatik të makinës sipas programit, min .;
K t është një faktor korrigjues për kohën e kryerjes së punës ndihmëse manuale, në varësi të grupit të pjesëve të punës.
![]()
ku T rreth - koha kryesore (teknologjike) për përpunimin e një pjese, min;
T mv - koha ndihmëse e makinës sipas programit (për afrimin e një pjese ose një mjeti nga pikat e fillimit në zonat e përpunimit dhe tërheqja; vendosja e pjesës në madhësi, ndryshimi i mjetit, ndryshimi i vlerës dhe drejtimit të ushqimit, koha e pauza teknologjike etj.), min.
L i është gjatësia e shtegut që përshkon mjeti ose pjesa në drejtim të ushqimit gjatë përpunimit të seksionit teknologjik i-ro (duke marrë parasysh kohën e depërtimit dhe tejkalimit), mm;
S mi - ushqim minutë në një seksion të caktuar teknologjik, mm / min;
i = 1,2 ... n është numri i seksioneve të përpunimit.
Koha kryesore (teknologjike) llogaritet në bazë të kushteve të prerjes, të cilat përcaktohen sipas Standardeve të Përgjithshme të Makinerisë për kohën dhe kushtet e prerjes për standardizimin e punës së kryer në makinat universale dhe shumëfunksionale të kontrolluara numerikisht. Sipas këtyre standardeve, dizajni dhe materiali i pjesës prerëse të veglës zgjidhet në varësi të konfigurimit të pjesës së punës, fazës së përpunimit, natyrës së lejes që duhet hequr, materialit që do të përpunohet, etj. preferohet të përdoret një mjet i pajisur me pllaka të aliazh i fortë(nëse nuk ka kufizime teknologjike ose të tjera në përdorimin e tyre). Kufizime të tilla përfshijnë, për shembull, përpunimin e ndërprerë të çeliqeve me temperaturë të lartë, përpunimin e vrimave me diametër të vogël, shpejtësinë e pamjaftueshme të rrotullimit të pjesës, etj.
Thellësia e prerjes për secilën fazë të përpunimit zgjidhet në atë mënyrë që të sigurojë eliminimin e gabimeve të përpunimit dhe defekteve sipërfaqësore që janë shfaqur në fazat e mëparshme të përpunimit, si dhe të kompensojë gabimet që ndodhin në fazën e përpunimit.
Ushqimi për secilën fazë të përpunimit caktohet duke marrë parasysh dimensionet e sipërfaqes së përpunuar, saktësinë dhe vrazhdësinë e specifikuar të materialit që do të përpunohet dhe thellësinë e prerjes së zgjedhur në fazën e mëparshme. Ushqimi i përzgjedhur për fazat e përafërt dhe gjysmëfinitimit kontrollohet kundrejt fuqisë së mekanizmit të makinës. Nëse nuk i plotëson këto kushte, reduktohet në një vlerë të pranueshme nga forca e mekanizmit të makinës. Ushqimi i përzgjedhur për fazat e mbarimit dhe përfundimit të përpunimit kontrollohet kundrejt kushteve të marrjes së vrazhdësisë së kërkuar. Më në fund zgjidhet më e vogla nga prurjet.
Shpejtësia dhe fuqia e prerjes zgjidhen sipas parametrave të mjeteve të përcaktuara më parë, thellësisë së prerjes dhe ushqimit.
Mënyra e prerjes në fazat e përafërta dhe gjysëm të përfundimit kontrollohet nga fuqia dhe çift rrotullimi i makinës, duke marrë parasysh veçoritë e saj të projektimit. Mënyra e zgjedhur e prerjes duhet të plotësojë kushtet:
ku N është fuqia e nevojshme për prerje, kW;
N e - fuqia efektive e makinës, kW;
2M - çift rrotullues i dyfishtë i prerjes, Nm;
2M st - çift rrotullues i dyfishtë në boshtin e makinës, i lejuar nga makina për forcën e mekanizmit ose fuqinë e motorit elektrik, Nm.
Çift rrotullimi i dyfishtë i prerjes përcaktohet nga formula:
P z - komponenti kryesor i forcës prerëse, N;
D - diametri i sipërfaqes së trajtuar, mm.
Nëse modaliteti i zgjedhur nuk i plotëson kushtet e specifikuara, është e nevojshme të zvogëlohet shpejtësia e caktuar e prerjes sipas vlerës, fuqisë së lejuar ose çift rrotullues të makinës.
Koha ndihmëse e lidhur me kryerjen e funksionimit në makinat CNC parashikon zbatimin e një sërë punimesh:
a) në lidhje me instalimin dhe heqjen e pjesës: "merr dhe instalo pjesën", "rrezon dhe rregullo"; "Ndizni dhe fikni makinën"; “Zbaheni, hiqni pjesën dhe vendoseni në një enë”; "Pastroni pajisjen nga rropat", "fshini sipërfaqet e bazës me një pecetë";
b) lidhur me kryerjen e operacioneve që nuk janë përfshirë gjatë ciklit të funksionimit automatik të makinës sipas programit: "ndizni dhe fikni kasetë"; "Vendosni pozicionin e specifikuar relativ të pjesës dhe mjetit në koordinatat X, Y, Z, nëse është e nevojshme, bëni një rregullim"; "Kontrollo ardhjen e një vegle ose pjesë në një pikë të caktuar pas përpunimit"; "Përparoni shiritin e shpuar në pozicionin e tij origjinal."
V pamje e përgjithshme koha ndihmëse përcaktohet nga formula:
ku Т в.у - koha për instalimin dhe heqjen e një pjese me dorë ose me ashensor, min;
T v.op - koha ndihmëse e lidhur me funksionimin (nuk përfshihet në programin e kontrollit), min;
T v.meas - koha ndihmëse e mos mbivendosjes për matje, min.
Koha ndihmëse për matjet e kontrollit përfshihet në standardin e kohës së copës vetëm nëse parashikohet nga procesi teknologjik dhe vetëm kur nuk mund të mbulohet nga koha e ciklit të funksionimit automatik të makinës.
Faktori i korrigjimit (K t in) për kohëzgjatjen e punës ndihmëse manuale, në varësi të grupit të pjesëve të përpunuara, përcaktohet nga tabela. 4.7.
Tabela 4.7
Faktorët korrigjues për kohën ndihmëse në varësi të madhësisë së grupit të pjesëve të përpunuara në prodhimin serik
Faktorët e korrigjimit për kohën ndihmëse, në varësi të hartës nr. 1
mbi madhësinë e grupit dhe pjesëve të përpunuara në prodhimin serik
| Artikulli nr. | Koha e funksionimit (Ttsa + TV), min., Deri në | Lloji i prodhimit | |||||||||
| Grup i vogël | Grup i mesëm | ||||||||||
| Numri i pjesëve në një grumbull, copë. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 e më shumë | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Indeksi | a | b | v | G | d | e | f | s | dhe | ||
Mirëmbajtja e vendit të punës përfshin punët e mëposhtme:
· Ndryshimi i një mjeti (ose një blloku me një mjet) për shkak të mprehtësisë së tij;
Le të shqyrtojmë se cili është procesi i vlerësimit. punimet e rregullimit në makinat CNC dhe për çfarë shërben.
Kryerja e zhvillimit të proceseve komplekse për përpunimin e pjesëve të punës për makinat CNC dhe programet që e kontrollojnë atë, kriteri kryesor është standardi kohor për prodhimin e pjesëve. Pa të, është e pamundur të llogaritet paga për operatorët e makinerive, të llogaritet një tregues i tillë si produktiviteti i punës dhe shkalla e përdorimit të pajisjeve.
Fillimi i procesit
Zakonisht, punëtorët duhet të shpenzojnë kohë shtesë në procedurën e afrimit dhe tërheqjes, ndryshimet e modalitetit dhe ndryshimet e veglave. Prandaj, si pjesë e kohës së shpenzuar për përpunimin e pjesëve, merret parasysh edhe kohëzgjatja e periudhës së konfigurimit. Racionimi i punës fillon me kohën në kushtet e funksionimit të makinës. Me ndihmën e një kronometër, regjistrohet koha e shpenzuar për të instaluar një pjesë në makinë, më pas për ta hequr atë.
Minutat shpenzohen për mirëmbajtjen e kantierit, nevoja thelbësore të operatorit. Kur punoni në një makinë rrotulluese (me një kolonë), duhen 14 minuta, dhe në makinat me dy kolona - 16 minuta.
Çfarë përfshihet në mirëmbajtjen e vendeve të punës
Procesi i mirëmbajtjes së makinës përfshin:
- masat organizative - inspektimi i makinës, ngrohja e saj, testimi i pajisjeve: funksionimi në sistemin hidraulik dhe CNC. Duhet pak kohë për të marrë udhëzime dhe mjete nga mjeshtri me një detyrë (veshje, vizatim, medium softuer); Paraqisni mostrën e parë të marrë të pjesës në departamentin e kontrollit të cilësisë, lubrifikoni dhe pastroni makinën gjatë periudhës së ndërrimit, pastroni vendin e punës pas përfundimit të tij. Kostot e vazhdueshme kohore për zbatimin e një kompleksi të punës organizative për pajisjet e kthesës dhe karuselit, sipas normave, bëhen 12 minuta. Kur kërkohen përpjekje shtesë për shërbime, futet një ndryshim i duhur;
- masat teknike - zëvendësimi i një mjeti që është i hapur; rregullimi i makinerive gjatë ndërrimit dhe rregullimi. Ka të tjerë punët e detyrueshme: Gjatë procesit të punës, patate të skuqura duhet të hiqen vazhdimisht nga zonat e prerjes ose kthimit.

Koha e shpenzuar për vendosjen e makinës
Në dokumentet, të cilat pasqyrojnë standardet e punës, përcaktohet koha për vendosjen e pajisjeve, në varësi të dizajnit të saj. Nëse përpunimi kryhet më, standardet për instalimin dhe heqjen e mjetit prerës merren si bazë për llogaritjen.
Kur është e nevojshme të kryhet korrigjimi i pozicioneve të pjesëve të provës së përpunimit të mjeteve, periudha e përpunimit të pjesës përfshihet në kohëzgjatjen e fazës përgatitore.
Standardi për vendosjen dhe mirëmbajtjen e tornove automatike është një standard i rëndësishëm. Ato vendosen në kohën totale për prodhimin e një pjese dhe, në përputhje me rrethanat, formohen treguesit ekonomikë punëtori dhe prodhimi në tërësi.

Koleksionet e dokumenteve normative
Përcaktuesit e tarifave të fabrikave dhe fabrikave ku përdoren makinat me kontroll numerik dhe programor përdorin standardet e përcaktuara në dokumente në llogaritjen e orarit të punës:
- Tarifa e unifikuar doracaku i kualifikimit punimet;
- Klasifikuesi gjithë-rus i profesioneve të punëtorëve;
- Libri i unifikuar i referencës së kualifikimit të pozicioneve të menaxherëve dhe specialistëve;
- Koleksionet e standardeve të punës për punën që kryhen për rregullimin e pajisjeve të programueshme.
E RËNDËSISHME! E gjithë kjo literaturë normative është bazë për menaxherët e të gjitha niveleve dhe strukturave të personelit.
Pa të, është e pamundur të përcaktohet koha për të përfunduar një sasi të caktuar pune, numri i specialistëve që duhet të përfshihen dhe normat kohore të përdorura në zhvillimin e hartave për proceset teknologjike.

Kartat e konfigurimit
Nën makinë të një lloji të caktuar kryhet zhvillimi i një kohëzgjatjeje rreptësisht të standardizuar të operacioneve të komisionimit të prodhimit dhe i është caktuar një kartë komisionimi. Gjatë zhvillimit, merren parasysh shumë faktorë për të marrë pamjen përfundimtare.
Koha e caktuar për operatorin e makinës parashikon:
- specifikat e procedurës për diagnostikimin e parkut të veglave të makinerisë;
- prania e disa opsioneve për mënyrën e rregullimit;
- pajtueshmërinë me kërkesat e shërbimit.

Për të përcaktuar shkallën e intensitetit të punës (njësia e matjes është orë punë ose minuta njerëz) të çdo pune, merret parasysh koha gjatë së cilës një pjesë përpunohet në një makinë të caktuar. Standardizuesi funksionon edhe me konceptin e një shkalle kohe, e cila përcakton kohën totale në përputhje me llojet e punës.
Prandaj, koha totale ndahet në segmente kryesore dhe ndihmëse, aktivitetet e mirëmbajtjes së zyrës; kalimet ndërmjet makinerive gjatë shërbimit me shumë stacione; monitorimi i rrjedhës së punës; ndalon për shkak të funksionimit të pajisjes.
Instituti i Punës ka rezultatet e standardizimit për pajisjen e grupeve të frezimit dhe shpimit dhe shpimit, torno dhe linja automatike janë të pajisura me standarde.
E RËNDËSISHME! Duke ditur standardet, menaxherët përcaktojnë shkallën e punësimit të punëtorit (llogaritet intensiteti i tij i punës), shpërndajnë zonat e punës dhe vendosin ritmin optimal të punës.

Shërbimi me shumë stacione - qasje ndaj kohës
Në fabrikat me një shkallë të lartë automatizimi, praktikohet shërbimi me shumë stacione të makinave CNC (format e organizimit të punës - në ekipe, lidhje dhe individualisht). Prandaj, zonat e shërbimit janë të fiksuara.
Shërbimi me shumë stacione siguron kohën e kaluar në:
- parangrohja e pajisjeve pa ngarkesë, nëse parashikohet nga udhëzimet e funksionimit për pajisjet e tornimit;
- punë sipas programit të kontrollit të makinës me mirëmbajtjen e vendit të punës;
- instalimi i boshllëqeve, heqja e pjesëve dhe kontrolli i cilësisë së tyre;
- plotësimi i nevojave personale të operatorit;
- humbja e planit të planifikuar;
- ekzekutimi i fazës përgatitore dhe përfundimtare të punës;
Klasifikimi i punës me shumë stacione kryhet sipas punës; zonat, llojet dhe sistemet; funksionet e kryera nga multi-vegla.

Sistemet dhe metodat e mirëmbajtjes së veglave të makinerisë
Ndërmarrjet praktikojnë një sistem shërbimi ciklik - në vendet e punës dhe linjat e prodhimit për veglat e makinerive që kanë një kohëzgjatje të barabartë ose të ngjashme gjatë së cilës pjesa përpunohet. Karakterizohet nga një rrjedhë e vazhdueshme kërkesash. Jo-ciklike do të thotë që operatori shkon menjëherë në servisin e makinës, ku ka përfunduar mënyra automatike e funksionimit. Karakterizohet nga kërkesa të herëpashershme për shërbime.
Metoda të tjera janë gjithashtu të mundshme:
- rojtar, - punëtori monitoron të gjithë parkun e makinerive që i është caktuar, gjatë rrugës duke përcaktuar nevojën për mirëmbajtje. Në rast përparësie, sekuenca e servisimit përcaktohet nga operatori, bazuar në koston e pjesëve të përpunuara.
- rrugë, konsiston në anashkalimin e një grupi makinerish përgjatë një rruge të paracaktuar.
Mirëmbajtja e disa makinerive me kohëzgjatje të njëjtë ose të ndryshme të operacioneve të përpunimit të pjesës së punës ka nuancat e veta. Sidoqoftë, të gjitha ato i nënshtrohen standardizimit në rrjedhën e projektimit të kujdesshëm të procesit të prodhimit.

konkluzioni
Në makinat CNC për standardizimin e punës së rregullimit, duhet të merrni parasysh shumë nuanca kur llogaritni kohëzgjatjen e operacioneve të ndryshme.
Përcaktimi i kohës përfundimtare të përpunimit të një pjese në një makinë (po flasim për torno ose), llogariten normat për të gjithë parkun e makinerive.
faqe 1

faqe 2

f. 3

faqe 4

f. 5

faqe 6

faqe 7

faqe 8

faqe 9

f. 10

faqe 11

f. 12

f. 13

faqe 14

f. 15

faqe 16

f. 17

f. 18

f. 19

faqe 20

f. 21

faqe 22

f. 23

faqe 24

f. 25

f. 26

faqe 27

faqe 28

faqe 29

faqe 30
BIRO QENDRORE E STANDARDEVE TË PUNËS TË KOMITETIT SHTETËROR TË BRSS PËR PUNË DHE ÇËSHTJE SOCIALE
STANDARDET E PËRGJITHSHME TË KOHËS SË MAKINANDRIMIT DHE MODAT E PRERJES për standardizimin e punës së kryer në vegla makinerish universale dhe shumëfunksionale me kontroll numerik
STANDARDET KOHORE
EKONOMIA E MOSKËS 1990
Standardet e kohës dhe mënyrat e prerjes miratohen me dekret Komiteti Shtetëror BRSS për punë dhe çështje sociale dhe Sekretariati i Këshillit Qendror Gjithë-Sindikativ të Sindikatave të 3 shkurtit 1988 N9 54 / 3-72 dhe rekomandohen për përdorim në ndërmarrjet e ndërtimit të makinerive.
Periudha e vlefshmërisë së standardeve është deri në vitin 1994.
Me hyrjen në fuqi të këtij koleksioni, standardet e përgjithshme të ndërtimit të makinerive për kohën dhe mënyrat e prerjes për punën e kryer në veglat e makinave metalprerëse me kontroll të programuar janë anuluar (Instituti Shtetëror i Kërkimeve të Punës në Moskë, 1980).
Standardet e kohës dhe mënyrat e prerjes (4.1 dhe L) u zhvilluan nga Byroja Qendrore e Standardeve të Punës, Instituti Politeknik Chelyabinsk me emrin V.I. Degët Lenin Komsomol, Ryazan dhe Minsk të Institutit "Orgstakkinprom" me pjesëmarrjen e organizatave kërkimore rregullatore, ndërmarrjeve të inxhinierisë mekanike.
Pjesa e parë përmban standardet e kohës ndihmëse për instalimin dhe heqjen e pjesës që lidhet me funksionimin; për matjet e kontrollit; për të shërbyer në vendin e punës; pushimet për pushim dhe nevoja personale; standardet kohore për vendosjen e pajisjeve; për vendosjen e veglës jashtë makinës; një metodologji për llogaritjen e tarifave të shërbimit, tarifave kohore dhe prodhimit në shërbimin me shumë stacione.
Pjesa e dytë përmban standardet për kushtet e prerjes dhe të gjitha të dhënat për llogaritjen e kohës kryesore dhe kohës së makinës ndihmëse, d.m.th. për të llogaritur kohën e ciklit të funksionimit automatik të makinës sipas programit.
Standardet e kohës dhe kushteve të prerjes janë zhvilluar për llogaritjen e normave të kohës për punën e kryer në llojet më të zakonshme të pajisjeve universale dhe shumëfunksionale me kontroll numerik (CNC), të përdorura në inxhinierinë mekanike në kushtet e prodhimit në shkallë të mesme dhe të vogël. .
Standardet e kohës dhe mënyrat e prerjes mbulojnë punën e rregulluesve të veglave makinerike dhe manipuluesve me kontroll të programuar, operatorëve të veglave makinerike me kontroll të programuar, bravandreqës-veglabërësve.
Publikimi është i destinuar për vendosësit e tarifave dhe teknologët, si dhe punëtorë të tjerë inxhinierikë dhe teknikë të angazhuar në zhvillimin e programeve të kontrollit dhe llogaritjen e standardeve të mirëmbajtjes të justifikuara teknikisht, kohës dhe prodhimit për makinat CNC.
Në fund të grumbullimit ka një formular tërheqjeje, i cili plotësohet nga kompania, organizata dhe dërgohet në CENT. 109028, Moskë, rr. Solyanka, 3, ndërtesa 3.
Sigurimi i rregulloreve ndërsektoriale dhe materialet mësimore për punë kryhet me kërkesë të ndërmarrjeve dhe organizatave nëpërmjet rrjetit lokal të librashitës. Informacioni rreth këtyre botimeve është publikuar në Annotated planet tematike botimi i literaturës së shtëpisë botuese "Ekonomia" dhe buletinet e Librarisë.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Byroja Qendrore e Standardeve të Punës të Komitetit Shtetëror të BRSS për Punën dhe Çështjet Sociale (TsBNT), 1990
Koha e njësisë për montimin, rregullimin dhe çmontimin e kompletit Ipprumemm n.i d> * taleoperacioni përcaktohet nga formula
^ "Un * = C ^ shlr1 T ^" | dhe pr 2 * ^ H1I | x) * (1 * 1 M
ku T shlchzh - koha e pjesës për montimin, rregullimin dhe çmontimin e një grupi mjetesh për një funksionim të detajuar, min; n - numri i intrum-ve të sintonizueshme mu për dstalso-operacion, copë; T t ... T w> fa - Koha e pjesës për montim, akordim dhe pa: * Cx> pku për lloje të ndryshme veglash të përfshira në komplet, min.
1.8. Tarifimi i punës duhet të kryhet sipas Librit të Unifikuar të tarifave dhe kualifikimeve të punës dhe profesioneve të punëtorëve (çështja 2, miratuar me dekret të Komitetit Shtetëror të BRSS për Punën dhe Çështjet Sociale dhe Këshillin Qendror të Gjithë-Sindikatës së Tregtisë Sindikatat e 16 janarit 1985 Nr. 17 / 2-541, duke marrë parasysh shtesat dhe ndryshimet e mëvonshme në të Mospërputhja midis kualifikimeve të punonjësit dhe kategorisë së caktuar të punës nuk mund të shërbejë si bazë për ndonjë ndryshim në normat e kohës. llogaritet sipas mbledhjes.
1.9. Me përmirësimin e makinerive CNC dhe sistemeve të kontrollit, si dhe në ato raste, kosha në ndërmarrje tashmë ka arritur një më të lartë)! produktiviteti i punës me performancë me cilësi të lartë të punës, reduktimin e faktorëve korrigjues mund të vendoset në standardet kohore.
Në rastet kur normat e orës lokale në fuqi në ndërmarrje janë më të vogla se ato të llogaritura sipas normave, normat aktuale duhet të lihen të pandryshuara.
1.10. Standardet kohore futen në fuqi në mënyrën e përcaktuar nga "Rregulloret për organizimin e standardeve të punës në kombëtare | (0)", të miratuara me dekret të Komitetit Shtetëror të BRSS për Punën dhe Çështjet Sociale dhe Presidiumin e të Gjithëve -Këshilli Qendror i Sindikatave i 19 qershor 1986 Nr 226 / II-6.
L11. Për të sqaruar procedurën e përdorimit të standardeve të kohës, më poshtë jepen shembuj të llogaritjes së kohës përgatitore dhe kohës së njësisë për vendosjen e mjetit.
Shembuj të llogaritjes së normave të kohës, kushteve të prerjes dhe kohës së funksionimit automatik të mullirit sipas programit jepen në pjesën e dytë të grumbullimit në seksionet përkatëse.
1.12. Shembuj të llogaritjes së normave të kohës përgatitore dhe përfundimtare dhe kohës së pjesës për vendosjen e mjetit
1.12.1. Shembuj të llogaritjes së normave të ndihmës - ^ koha e fundit
Të dhënat fillestare
1. Emri i operacionit - rrotullim dhe rrotullues.
2. Makina është një torno me frëngji CNC.
3. Modeli i makinës - 1P426DFZ (diametri i shiritit të përpunuar - 65 mm).
4. Modeli i pajisjes CNC - "Elektronikë NTs-ZG, medium programi - memorie.
5. Emri i pjesës - pistoni i amplifikatorit.
6. Materiali i përpunuar - çelik 45, pesha - 0,5 kg.
7. Menyra e montimit te pjeses eshte ne nje çak koleti.
8. Kushtet e punës: dërgesa e centralizuar në vendin e punës boshllëqet, mjetet, pajisjet, dokumentacioni dhe dorëzimi i tyre pas përpunimit të një grupi pjesësh; marrjen e informimit përpara fillimit të përpunimit të pjesës. Kryhet përpunimi në grup i pjesëve (kaskë koleti nuk është instaluar në boshtin e makinës).
Programi i përpunimit të pjesëve është përpiluar nga një inxhinier softuerësh, i futur në memorien e sistemit CNC nga një operator-torner; programi përmban 17 madhësi të përpunuara.
9. Numri i mjeteve në konfigurim - 5:
1. Prerës 2120-4007 T15K6 (brazë).
2. Prerës 2102-0009 (drejtpërsëdrejti).
3. Prerës (brazdë) special.
4. Prerës 2130-0153 T15K6 (prerës).
5. Stërvitja 2301-0028 (vrima 010).
|
||||||||||||||||||||||||||||||||||||
|
Përpunimi provë 6 Pjesa është e saktë (ka sipërfaqe me toleranca për diametra që tejkalojnë kualifikuesin e 11-të, brazda) për »katër vegla dhe katër të matura Harta 29, 8.8 nga diametri i sipërfaqeve (dy sipërfaqe të jashtme: pos. 27, 0 50.3 MO dhe O 203 MO; një brazdë b = 6; ind. G; shembull brazdë me një pjesë të nënprerë 0 30 kapitulli 2, 3 |
||||||||||||||||||||||||||||||||||||
Karta 29, 8.8 + t
shënimi 1
Koha totale përgatitore dhe përfundimtare për një grup pjesësh
1. Emri i operacionit - rrotullim dhe karusel.
4. Modeli i pajisjes CNC-N55-2, medium programor - shirit me shpim.
5. Emri i pjesës - fllanxha. "L.
6. Materiali i përpunuar - gize ~ SCH20, pesha -1500 kg.
7. Mënyra e montimit të pjesës - në katër kamera me kuti, secila fiksohet me nga gjashtë bulona në pllakën e fytyrës së makinës.
8. Kushtet e organizimit të punës: dorëzimi i mjeteve, pajisjeve, dokumentacionit, boshllëqeve në vendin e punës dhe dërgimi i tyre pas përfundimit të përpunimit të një grupi pjesësh kryhet nga operatori (rregulluesi).
Mjeti në vegël për akordim jashtë makinës nuk është i paravendosur.
9. Numri i veglave në konfigurim - 4 (përfshirë një prerës me brazdë, veglat 1 dhe 2 - nga konfigurimi i mëparshëm):
1. Prerës 2102-0031BK8 (drejtpërsëdrejti).
2. Prerës 2141-0059 BK8 (i mërzitshëm).
3. Prerës 2140-0048 BK8 (i mërzitshëm).
4. Prerës НЖ212-5043 (brazë).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Prova * përpunim Pjesa precize (ka sipërfaqe me toleranca me diametër që tejkalojnë kualifikuesin e 11-të, brazdë) groove - një vegël, një brazdë (08ООН9Х07ОО) mërzitja dhe bluarja e sipërfaqeve të jashtme dhe të brendshme - tre vegla, tre të ndryshme në diametër të sipërfaqes - 0 1150h9.0 800H9, Harta 30, poz 49, ind. a Harta 30, pos. 5, inl. në, të gjitha Harta 30, shënimi 1 25,5 0,85 - 21,7 263 |
||||||||
Dhe t rreth g rreth t
Koha totale përgatitore dhe përfundimtare për një grup pjesësh
T „-T u1 + T“ a + T yarb ^ 91.9
Të dhënat fillestare
1. Emri i operacionit po kthehet.
Z Machine - torno me CNC.
3. Modeli i makinës - 1P756DFZ (diametri më i madh i produktit të instaluar mbi shtrat - 630 mm).
4. Modeli i pajisjes CNC - 2C85, bartës i softuerit - shirit me shpim, memorie.
5. Emri i pjesës - fllanxha.
6. Materiali i përpunuar - gize SCh25, pesha - 90 kg.
7. Metoda e instalimit të pjesëve - në gyp me tre nofulla.
8. Kushtet e organizimit të punës: dërgimi * / në vendin e punës të veglave, pajisjeve, dokumentacionit, boshllëqeve dhe dorëzimi i tyre pas përpunimit të një grupi pjesësh kryhet nga operatori (rregulluesi). Kryhet përpunimi në grup i pjesëve (kapa e përdredhur nuk është e instaluar në boshtin e makinës).
Programi i përpunimit të pjesëve u përpilua nga një inxhinier softuerësh dhe u fut në memorien e sistemit CNC nga një operator-turner. Programi përmban 20 madhësi të përpunuara.
rregullime):
1. Prerës 2102-0005 (drejtpërsëdrejti).
2. Prerës 2141-0604 (i mërzitshëm).
3. Prerës 2141-0611 (i mërzitshëm).
4. Prerës НЖ 2126-5043 (brazë).
5 Numri i mjeteve në konfigurim - 4 (mjetet 1 dhe 2 - nga e mëparshmja
Harta, policia, kodi postar
Koha, misioni
*1.0
1 Përgatitja organizative
Harta 21.në 1). 2,3,4, inl. NS
tion dhe dorëzim pas përpunimit të një grupi të pjesëve; marrja e informimit përpara fillimit të përpunimit të pjesëve; montimi i veglës kryhet në një zonë të veçantë për vendosjen e veglave të makinave CNC.
9. Numri i mjeteve në konfigurim - 25 (katër mjete: 1.12, 24.25 - nga konfigurimi i mëparshëm):
1. Mulliri fundor 6221-106.005 (avioni 800x800).
2. Prerës gjysëmfinimi (vrima 0 259.0).
3. Prerës mbarimi (vrima 0259DN9).
4. Prerës gjysëmfinimi (vrima 0169.0).
5. Prerës mbarimi (vrima 0169.5H9).
6. Prerës i ashpër (vrima 0 89).
7. Prerës gjysëmfinimi (vrima 0 89.5).
8. Prerës mbarimi (vrima 0 90js6).
9. Prerës i ashpër (vrima 0 79).
10. Prerës gjysëmfinimi (vrima 0 79.5).
1L Prerës mbarimi (vrima 0 80js6).
12. Prerës me disk 2215-0001VK8 (nënvlerësimi prej 0 205).
13. Prerës i ashpër (vrima 0 99).
14. Prerës gjysëmfinimi (vrima 0 99.5).
15. Prerës mbarimi (vrima 0100js6).
16. Prerës gjysëmfinimi (nënprerje 0130).
17. Stërvitja 23004) 200 (vrima 0 8.6).
18. Prekni 26804Yu03 (fije K1 / 8 ").
19. Stërvitja 2301-0046 (vrima 014).
20. Stërvitja 2301-0050 (vrima 015).
21. Banaku 2320-2373 Nr 1ВК8 (vrima 015.5).
22. Kërcim 2363-0050H9 (vrima 015.95H9).
23. Kërcim 2363-00550H7 (vrima 016H7).
24. Stërvitja 2317-0006 (qendër).
25. Stërvitja 2301-0061 (kampa).
|
Hag, pozicion, indeks |
Koha, min |
||
|
Përgatitja organizative Totali T P11 |
Harta 25, pos. 1,3,4, ind. b |
4,0 + 2,0 + 2,0 8,0 |
|
|
Konfigurimi i makinës * pajisje, vegla, pajisje softuerike: | |||
|
instaloni pajisje dhe shkëlqeni |
Harta 25, pos. 13 | ||
|
lëvizni tryezën, kokën dhe një zonë të përshtatshme për rregullim |
Harta 25, pos. njëzet | ||
|
caktoni mënyrat fillestare të makinës (shpejtësia e gishtit) |
Harta 25, pos. 21 | ||
|
instaloni blloqet e veglave në magazinë dhe hiqni 21 vegla |
Harta 25, pos. 22 | ||
|
futni median në lexues dhe hiqeni |
Karta 25, FS 24 | ||
|
kontrolloni funksionueshmërinë e lexuesit dhe shiritit të shtypur |
Karta 25, FSU 25 | ||
|
vendosni koordinatat origjinale X dhe Y (rregulloni pozicionin zero) përgjatë sipërfaqes cilindrike |
Harta 25, kapitulli 29 | ||
|
vendoseni mjetin në gjatësinë e përpunimit (përgjatë boshtit Z për gjashtë vegla: 1,7,12,16,24 dhe 25) |
Harta 25, FSh 30 | ||
|
Totali T „2 | |||
|
Dhe |" O l O L Z S II dhe s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Në gjyq në det të hapur Pjesa eshte e sakte (ka siperfaqe me toleranca per lmam*t*ry mbi grade I, kanoe) per kater instrumente dhe tre te matura me dipmshru K; ipta 2.4, 8.9 sipërfaqet - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Totali T p lb Ka r "." 2K, b.V + 1 ШШШ 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Koha totale për një grup pjesësh
T "1 + T" 2 + T pr.obr
Shembulli 5 Të dhënat fillestare
1. Emri i operacionit është bluarja vertikale.
2. Makina - frezim vertikal me CNC.
3. Modeli i makinës - 6R13RFZ (me gjatësi tavoline -1600 mm).
4. Modeli i pajisjes CNC - NZZ-1M; bartës i softuerit - shirit me grushta.
5. Emri i pjesës - shiriti.
6. Materiali i përpunuar - çelik 45, pesha -10 kg.
7. Mënyra e instalimit të pjesës - në një pajisje montimi universal të rirregullueshëm (USP).
8. Kushtet e organizimit të punës: dërgimi i centralizuar i boshllëqeve, mjeteve, pajisjeve, dokumentacionit në vendin e punës dhe dërgimi i tyre pas përpunimit të një grupi pjesësh; marrjen e informimit përpara fillimit të përpunimit të pjesëve.
9. Numri i mjeteve në konfigurim - 6 (mjetet 1 dhe 5 - nga konfigurimi i mëparshëm):
1. Stërvitja 2317-003 (qendër).
2. Stërvitja 22-2 (vrima 0
3. Mulliri fundor special (për brazdë b = 20).
4. Frezë 2234-0007 (për brazdë b = 8H9).
5. Stërvitja 6-1 (vrima 0 6).
6. Kundërlavamani 2350-0106 VK6 (nëndeklarata 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Përpunimi provë Brazda bluarëse b dhe brazda AH9 dhe L * 634 Karta 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Total T pro60 _
Koha totale përgatitore dhe përfundimtare për një grup pjesësh
Toz 1 + T dhe # 2 + Tprobr
1.12.2. Shembull i llogaritjes së kohës së vendosjes së veglës së pjesës
Të dhënat fillestare
1. Emri i operacionit - montimi, rregullimi dhe çmontimi i një grupi mjetesh të nevojshme për përpunimin e pjesëve në një makinë shpimi-frezimi-shpuese.
2. Emri i pajisjes - BV-2027, me tregues dixhital.
3. Karakteristikat e makinës - taper 7:24 Nr. 50.
4. Kushtet e organizimit të punës: dorëzimi i veglave dhe dokumentacionit teknik në vendin e punës të veglabërësit kryhet nga punëtorët e prodhimit të shërbimit, çmontimi i mjetit të përdorur kryhet nga veglabërësi.
|
Koha e pjesës, misionet | |||||
|
Mjet i aplikuar |
Harta, pozicioni, indeksi |
kya us-groyku dhe mbledhja * ku |
për çmontim | ||
|
Stërvitja 0 83, çanta shpuese, mëngë |
Lloji i lidhjes - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 Shenja М10, çakja e rregullueshme e prerjes së fijeve, mbajtëse |
Lloji i lidhjes - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Stërvitja e stilolapsit 0 32, mandrel, mëngë |
Lloji i lidhjes - 1 | ||||
|
4 mandrelë prerëse të rregullueshme për Kartën 38, fiksim i zhdrejtë, prerje, lloji i lidhjes së mbajtësit - 3, 0 vrima e shpimit - 80 mm | |||||
2. SHËRBIM MULTI STACIONAL
2.1. Për të zhvilluar dhe përmirësuar efikasitetin e mirëmbajtjes me shumë stacione të veglave të makinerisë me kontroll numerik (CNC), ndërmarrja duhet të krijojë kushte të caktuara organizative dhe teknike që do të rrisin ndjeshëm produktivitetin e operatorëve dhe rregulluesve. Puna për mirëmbajtjen e makinave CNC parashikon kombinimin e funksioneve të operatorit dhe rregulluesit.
2.2. Forma më e mundshme ekonomikisht e organizimit të punës në fushat e makinave CNC është lidhja (grupi). Në rastin e formularit të lidhjes (grupit), një zonë e caktuar shërbimi i caktohet një lidhjeje ose grupi punëtorësh të përfshirë në brigadë.
Përvoja e ndërmarrjeve dëshmon për avantazhin e formës lidhëse të organizimit të punës gjatë servisimit të makinerive CNC, e cila siguron përdorimin më të mirë të kohës dhe pajisjeve të punës.
Ndarja më e mirë e punës në servisimin e vendeve të punës të makinerive CNC konsiderohet ajo në të cilën operatori me shumë vegla dhe rregulluesi kanë, së bashku me të ndara, një pjesë të funksioneve të përbashkëta. Funksionet e përgjithshme përfshijnë zbatimin e punës operative, rregullimin e veglave të makinerive; funksionet e rregullimit të pajisjeve kryhen nga tekniku i shërbimit. Kjo ndarje e punës ka përfitime ekonomike dhe sociale. Aftësia për të kryer të njëjtat funksione nga dy punëtorë ju lejon të zvogëloni kohën e ndërprerjes së pajisjeve për shkak të rastësisë së nevojës për mirëmbajtjen e disa makinave dhe të përmirësoni përdorimin e kohës së punës. Në të njëjtën kohë, zotërimi i funksioneve të rregullimit nga punëtorët me shumë mjete rrit përmbajtjen e punës së tyre, krijon mundësi për rritjen e kualifikimeve.
2.3. Për të zbatuar shërbimin me shumë stacione dhe përdorimin racional të kohës së punës, është e nevojshme të krijohet një fushë pune e mjaftueshme për çdo punëtor. Pajisjet, pajisjet organizative duhet të vendosen në mënyrë të përshtatshme, të plotësojnë kërkesat e formës së brigadës së organizimit të punës. Për këtë, hartimi i organizimit të vendeve të punës për punëtorët me shumë stacione kryhet në përputhje me skemat e paraqitura në seksionin 3.5. Preferenca duhet t'u jepet skemave, për të cilat 2 sigurojnë ngarkesën e plotë të punëtorit me punë aktive, gjatësinë më të shkurtër të kalimeve brenda vendit të punës dhe shikueshmërinë e mirë të të gjitha makinerive.
Dalloni midis mirëmbajtjes ciklike dhe jociklike të makinerive në një vend pune me shumë stacione. Me mirëmbajtjen ciklike, punëtori kryen në mënyrë sekuenciale teknika të punës ndihmëse, duke lëvizur nga makina në makinë. Me mirëmbajtje jo ciklike, punëtori i afrohet makinës në të cilën ka përfunduar puna automatike, pavarësisht nga vendndodhja e makinerive në vend.
2.4. Llogaritja e tarifave të shërbimit
2.4.1. Normat e shërbimit përcaktohen duke marrë parasysh sasinë normale të punësimit - K po. Kur punoni në makina CNC, duke marrë parasysh operacionet heterogjene teknologjike me një nomenklaturë të ndryshueshme të pjesëve të prodhuara, C l l - 0,75 ... 0,85. Kur punoni në makina dyfishuese K A5 = 0,85. D95.
Z42. Llogaritja e numrit të makinerive të servisuara nga një punëtor është e nevojshme për servisimin e pajisjeve CNC të disponueshme në sit, dhe numri i lidhjes bëhet sipas formulave:
a) kur punoni në makina rezervë
P s = (-bs- + 1) K L1; (21)
b) kur punoni në makina që prodhojnë produkte heterogjene,
"c = + 1) k, (2-2)
ku është koha e ciklit të funksionimit automatik të makinës (koha e programuar nga makina për përpunimin e një pjese, puna e një manipuluesi ose një roboti, e pa mbivendosur nga koha e përpunimit të një pjese), min (sipas formulës 13); 2j është shuma e kohës
puna e pjesëve (sipas programit dhe punës së manipuluesit ose robotit) në vendin e punës për një periudhë prej një cikli, min; T, - koha e punësimit të punëtorit duke kryer punë manuale, makineri-manuale, monitorim aktiv të ecurisë së procesit teknologjik etj., min; Jj T a - shuma e kohës së shpenzuar nga punëtori në të gjitha makinat e servisuara për periudhën e një cikli, min; - shuma normale e punësimit.
Numri i lidhjeve llogaritet me formulë
S - -b "-, (23)
ku S është numri i lidhjeve të kërkuara për të servisuar pajisjet e disponueshme në sit, njerëzit; Pu Ch - numri i makinave CNC të instaluara në vend; n s - numri i makinerive të servisuara nga një punëtor.
T, - T, y + TYo, + T MM (+ T + T n + T ^, (2.4)
ku T lu është koha për instalimin dhe heqjen e pjesës me dorë ose me ashensor, min; Tjo „- koha ndihmëse e lidhur me funksionimin (nuk përfshihet në programin e kontrollit), min; T është koha e monitorimit aktiv të procesit teknologjik, min; T p është koha e kalimit të një makinerie me shumë vegla nga një makinë në tjetrën (gjatë një cikli), min (e dhënë në tabelën 2.4); T m - koha ndihmëse për matjet e kontrollit, min; - koha për shërbimin e vendit të punës, min.
2.43. Numri i makinave në stacionet e punës me shumë stacione përcaktohet në bazë të një llogaritjeje krahasuese të produktivitetit të punës dhe kostos së përpunimit, veçanërisht kur instaloni pajisje të shtrenjta, siç janë makinat CNC me shumë qëllime.
Numri me kosto efektive i makinerive të servisuara nga një makinë me shumë stacione mund të përcaktohet duke krahasuar kostot që lidhen me funksionimin e një makinerie dhe pajisjesh me shumë stacione, kur përdorni makinat dhe opsionet e ndryshme për pajisjet e servisuara.
Kur llogaritni numrin e makinerive të servisuara, që korrespondojnë me kostot totale më të ulëta të kryerjes së operacioneve, merrni parasysh kostot e kryerjes së operacioneve, kostot e punës së materializuar të kërkuar për të prodhuar të njëjtin vëllim produktesh, të cilat përfshijnë kostot e amortizimit, kostot për riparimet aktuale. dhe mirëmbajtje, energji elektrike, pas 0
raporti dhe shkalla e punësimit K /. 3
1. PJESA E PËRGJITHSHME
1.1. Standardet e kohës dhe kushteve të prerjes janë të destinuara për rregullimin teknik të punës së kryer në makina universale dhe shumëfunksionale me. kontrolli numerik në kushtet e llojeve të prodhimit në shkallë të vogël dhe të mesme. Një nga karakteristikat kryesore të llojit të prodhimit është koeficienti i konsolidimit të operacioneve (K ^), i llogaritur me formulën
ku O është numri i operacioneve të ndryshme; P është numri i punëve që kryejnë operacione të ndryshme.
Koeficienti i operacioneve të sigurimit në përputhje me GOST 3.1121-84 merret i barabartë me:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Vlera e faktorit të fiksimit të transaksionit merret për një periudhë planifikimi të barabartë me një muaj.
Koleksioni bazohet në llojin e prodhimit me grup të mesëm. Për ndërmarrjet e një lloji prodhimi në shkallë të vogël ose për seksionet individuale në një lloj prodhimi me grup të mesëm që funksionojnë në kushte prodhimi në shkallë të vogël, faktorët korrigjues zbatohen për kohën ndihmëse.
1.2. Kur futni një formë brigade (lidhje, grupi) të organizimit të punës, standardet mund të përdoren për të llogaritur standardet e shërbimit, standardet komplekse të kohës, prodhimin dhe normat e numrit të punonjësve.
13. Përdorimi i makinerive me kontroll numerik është një nga drejtimet kryesore të automatizimit të prerjes së metaleve, jep një efekt të rëndësishëm ekonomik dhe ju lejon të lironi një numër të madh pajisjesh universale, si dhe të përmirësoni cilësinë e produkteve dhe punës. kushtet për operatorët e makinerive. Efekti më i madh ekonomik nga futja e makinerisë me kontroll numerik arrihet kur përpunohen pjesë të një profili kompleks, i cili shoqërohet me ndryshim të vazhdueshëm të parametrave të prerjes (shpejtësia, drejtimi i furnizimit, etj.).
Përdorimi i makinerisë me kontroll numerik në vend të pajisjeve universale lejon:
përdorni shërbimin me shumë stacione dhe formën brigade (lidhje, grupi) të organizimit të punës;
për të rritur produktivitetin e punës duke zvogëluar kohën e përpunimit ndihmës dhe makineri në makinë;
të përjashtojë operacionet e shënjimit dhe kontrollin ndëroperativ; për shkak të ftohjes së bollshme dhe kushteve të favorshme për formimin e çipave, rrisni shpejtësinë e përpunimit dhe eliminoni nevojën për gjurmim vizual të shenjave;
automatizoni teknikat e punës ndihmëse (qasja dhe tërheqja e një vegle ose pjesë, vendosja e mjetit në madhësi, ndryshimi i mjetit), përdorni shtigjet optimale të veglave;
Shpenzimet * që lidhen me një minutë punë të punonjësit kryesor-operator me shumë mjete, bazuar në përqindjen mesatare të normave të përmbushura, duke marrë parasysh listën e pagave, kostot për mirëmbajtjen e personelit ndihmës dhe shërbimit -
Lirimi nga puna
NS
2.4.4. Llogaritja e shkallës së punësimit
t + t
shche - koha e funksionimit, min.
|
Tabela 2.2 Kostoja e funksionimit të makinave CNC brenda një minute |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
për të zvogëluar intensitetin e punës së ripërpunimit të bravandreqës për shkak të marrjes së saktësisë së lartë dhe më pak vrazhdësi të seksioneve të lakuara të kontureve dhe sipërfaqeve të pjesëve;
për të zvogëluar intensitetin e punës së montimit të produktit, i cili është për shkak të qëndrueshmërisë së dimensioneve të pjesëve (rritje e saktësisë) dhe eliminimit të operacioneve të montimit; zvogëloni koston e projektimit dhe prodhimit të mjeteve.
L4. Koleksioni është zhvilluar në dy pjesë. Pjesa I përmban standardet për kohën përgatitore dhe përfundimtare, kohën e instalimit dhe heqjes së pjesës, kohën ndihmëse që lidhet me funksionimin, për servisimin e vendit të punës, pushimet e pushimit dhe nevojat personale, për matjet e kontrollit, për vendosjen e mjetit jashtë Makineria; Pjesa P përmban standarde për kushtet e prerjes që ju lejojnë të zgjidhni madhësinë standarde të mjetit, parametrat e tij gjeometrikë, markën e pjesës prerëse të mjetit, lejimin e kërkuar, numrin e goditjeve të ushqimit, shpejtësinë e prerjes, fuqinë e kërkuar për prerje.
Standardet e kohës dhe kushtet e prerjes jepen si në formë tabelare ashtu edhe në formë analitike, duke lejuar kështu përdorimin e një kompjuteri gjatë hartimit të një programi dhe llogaritjes së normave kohore që korrespondojnë me kostot më të ulëta të funksionimit dhe produktivitetin më të lartë të makinës duke siguruar besueshmëria e rritur e mjetit. Funksionimi i mjeteve në mënyrat e rekomanduara nga standardet është i mundur vetëm nëse respektohet disiplina teknologjike e prodhimit (pajisjet, veglat, boshllëqet, veglat duhet të plotësojnë standardet e kërkuara).
Standardet kohore të dhëna në koleksion llogariten për racionin e punës gjatë servisimit të një punonjësi të një makine. Gjatë standardizimit të punës me shumë stacione, për të llogaritur shpejtësinë e kohës, është e nevojshme të përdoren udhëzimet dhe standardet kohore për punën me shumë stacione të dhëna në hartat 17, 18, 19.
15. Gjatë zhvillimit të standardeve për kohën dhe kushtet e prerjes, materialet e mëposhtme janë përdorur si të dhëna fillestare:
materialet kryesore të prodhimit vëzhgime mbi organizimin e punës, teknologjisë, konsumit të kohës dhe mënyrave të prerjes së ndërmarrjeve të inxhinierisë mekanike;
standardet sektoriale të kohës dhe kushteve të prerjes të zhvilluara nga GSPKTB "Orgariminstrument" (Moskë), degët Ryazan, Minsk dhe Novosibirsk të Institutit "Orgstankinprom", Qendra për Organizimin Shkencor të Punës të Ministrisë së Makinerisë së Rënda (Kramatorsk), etj. ;
Përcaktimi i standardeve të kohës për pushim dhe nevoja personale. Rekomandime metodologjike ndërindustriale (Moskë: Instituti Kërkimor i Punës, 1982);
Zhvillimi i shërbimit me shumë stacione dhe zgjerimi i zonave të shërbimit në industri. Udhëzimet ndërsektoriale dhe materialet normative të bazuara shkencërisht (Moskë: Instituti Kërkimor i Punës, 1983);
Standardet e përgjithshme të makinerisë për kohën ndihmëse, për mirëmbajtjen e vendit të punës dhe kohën përgatitore dhe përfundimtare në makinat metalprerëse. Prodhim në shkallë të vogël dhe një herë (Moskë: Instituti Kërkimor i Punës, 1982);
Standardet e përgjithshme të makinerisë për kohën ndihmëse, për mirëmbajtjen e vendit të punës dhe kohën përgatitore dhe përfundimtare për punën e kryer në makinat metalprerëse. Prodhimi i mesëm dhe i madh (Moskë: Instituti Kërkimor i Punës, 1984);
të dhënat e pasaportës së CNC dhe makinerive metalprerëse me shumë qëllime; literaturë teknike.
1.6. Norma e kohës dhe përbërësit e saj
1.6.1. Norma e kohës për kryerjen e operacioneve në makinat CNC kur punoni në një makinë (H ^ përbëhet nga norma e kohës përgatitore dhe përfundimtare (G në J dhe norma e kohës së pjesës (T ^)
a tta ^ a org një ish \
T D1 = Cr u. + T.-Kj (i +
ku T n është koha e ciklit të funksionimit automatik të makinës sipas programit "min;
T.-T. + T., (13)
ku T s është koha kryesore (teknologjike) për përpunimin e një pjese, min;
T „= £ (1.4)
ku C është gjatësia e shtegut të përshkuar nga mjeti ose pjesa në drejtim të ushqimit gjatë përpunimit të seksionit teknologjik yo (duke marrë parasysh depërtimin dhe tejkalimin), mm; S * - ushqim në minutë në një seksion të caktuar teknologjik, mm / min; T m - koha ndihmëse e makinës sipas programit (për afrimin e një pjese ose një mjeti nga pikat e fillimit në zonat e përpunimit dhe tërheqja; vendosja e mjetit në madhësi, ndryshimi i mjetit, ndryshimi i vlerës dhe drejtimit të ushqimit, koha të pauzave (ndalesave) teknologjike etj.), min ;
m. = T „+ + T“ „, (1.5)
ed T m - koha për instalimin dhe heqjen e pjesës me dorë ose me ashensor, min; T w - koha ndihmëse e lidhur me funksionimin (nuk përfshihet në programin e kontrollit), min; T mai - koha ndihmëse jo e mbivendosur për matje, min; K TV - një faktor korrigjimi për kohën e kryerjes së punës ndihmëse manuale, në varësi të grupit të pjesëve të përpunuara; a ^, a ^, dhe ex - time për mirëmbajtje teknike dhe organizative të vendit të punës, për pushim dhe nevoja personale me shërbim me një linjë, % e kohës së funksionimit.
1.6.1.1. Me një formë kolektive të organizimit të punës, llogariten kostot komplekse të punës (H vrl, man-h), të cilat mund të merren duke aplikuar koeficientët korrigjues në shumën e normave të funksionimit të llogaritur për kushtet e një forme individuale të organizimit të punës. Është e mundur të përdoren faktorët korrigjues në shumën e përbërësve individualë të normës komplekse, duke pasqyruar vlerën totale të kohës së kaluar sipas kategorive të këtyre kostove.
Norma komplekse Përcaktohet me formulë
n, p, = £ n. „- k *, (1.6)
ku H (është norma kohore për prodhimin e pjesës së i-të të grupit të brigadës, njeri-h; i = 1,2,3, ..., l është numri i pjesëve të përfshira në grupin e brigadës;
N.R, = S n * (1.7)
h Bpj - norma kohore për veprimin j-të, njeri-h; j = 1, 2,3, ..., w është numri i operacioneve të nevojshme për prodhimin e pjesës j; - Koeficient
efekti i punës në grup (K ^< 1).
Koeficienti i efektit të punës së brigadës (K ^) merr parasysh rritjen mesatare të produktivitetit të punës që pritet gjatë kalimit nga forma individuale në atë brigade të organizimit të punës, e cila duhet të përfshihet në normat komplekse.
Si rezultat i rishpërndarjes së funksioneve midis anëtarëve të brigadës, zbatimit të ndihmës së ndërsjellë ose këmbyeshmërisë, koha e nevojshme për të përfunduar sasinë e punës që i është caktuar brigadës zvogëlohet, prandaj, norma kohore përkatëse duhet të reduktohet. Kjo është për shkak të uljes
Për të dhëna më të plota dhe më të detajuara, shihni Udhëzimet për racionimin e punëtorëve për sa i përket formave kolektive të organizimit dhe stimujve të tij. Moskë: Ekonomi, 1987.
vlerat e përbërësve individualë të normës së kohës: koha ndihmëse, koha e shërbimit të vendit të punës, pushimet e rregulluara, "koha përfundimtare" përgatitore, dhe gjithashtu për shkak të mbivendosjes së përbërësve individualë të normës së kohës nga koha e makinës (në Në rastin e fundit, vlera e secilit komponent të normës së kohës mund të mbetet e pandryshuar).
Në brigadat nga fundi në fund, kompleksiteti i prodhimit të një grupi brigade mund të reduktohet duke eliminuar elementët individualë të kohës përgatitore dhe përfundimtare dhe kohën e shërbimit të vendit të punës kur transferoni një turn "në lëvizje".
Koeficientët e efektit të punës ekipore (K ^) vendosen: në nivel industrie;
në nivel ndërmarrje, nëse nuk ka koeficientë sektorialë ose nuk pasqyrojnë plotësisht specifikat e organizimit të brigadës së punës në një ndërmarrje të caktuar.
janë futur si Standard për të gjithë industrinë për një periudhë të caktuar (të paktën 1 vit).
Për të zgjeruar mundësinë e përdorimit të koeficientit të efektit të punës në ekip, përveç vlerës totale të koeficientit, llogariten edhe vlerat e secilit prej përbërësve të tij.
Efekti i punës në grup mund të arrihet përmes komponentëve të mëposhtëm:
zgjerimi i kombinimit të profesioneve (K ^; zgjerimi i shërbimit me shumë stacione (IQ; ndihma e ndërsjellë dhe këmbyeshmëria e anëtarëve të ekipit (K,)); transferimi i një ndërrimi "në lëvizje" në brigadat ndërsektoriale (K 4); rishpërndarja e funksionet ndërmjet anëtarëve të ekipit (K 3), etj.
Vlera totale përcaktohet si produkt i përbërësve të saj (për një lloj të caktuar brigade), d.m.th.
K * -K, -K, -K, ... K, (1.8)
Në nivelin e ndërmarrjes, si rregull, vendosen vlerat e përgjithshme të K ^, të marra gjatë periudhës për të cilën llogariten, por jo më pak se një vit, nëse kushtet e prodhimit nuk ndryshojnë.
Nëse brigada, përveç punëtorëve-kontraktorë, përfshin punëtorë në kohë në punëtorët inxhinierikë dhe teknikë, atëherë shkalla komplekse e kohës (njeriu-h) cl "është nga shuma e normave kohore të punëtorëve të punës, punëtorët e kohës dhe punëtorët inxhinierikë e teknikë për prodhimin e një komplete brigade, të korrigjuar për koeficientin e efektit të punës në grup.
L6.2 Normat e kohës ndihmëse për instalimin dhe heqjen e një pjese. Standardet kohore për instalimin dhe heqjen e pjesës jepen sipas llojeve të pajisjeve në varësi të llojeve të veglave të makinerive dhe parashikojnë metodat më të zakonshme të instalimit, shtrirjes dhe fiksimit të pjesëve në kapëse dhe pajisje universale dhe speciale. Si faktorë kryesorë që ndikojnë në kohën e instalimit dhe heqjes së pjesës, merren masa e pjesës, mënyra e instalimit dhe fiksimit të pjesës, natyra dhe saktësia e shtrirjes. Krahas këtyre faktorëve merren parasysh edhe xapaierei i sipërfaqes së montimit, numri i pjesëve të instaluara njëkohësisht, numri i kapëseve etj.
Koha standarde për instalimin dhe heqjen e pjesës përfshin punën e mëposhtme:
kur instaloni dhe hiqni manualisht
merrni dhe instaloni pjesën, rreshtoni dhe sigurojeni; ndizni dhe fikni njëqind; zgjidheni, hiqni pjesën dhe vendoseni në një enë; pastroni pajisjen nga patate të skuqura, fshini sipërfaqet e bazës me një pecetë;
kur instaloni dhe hiqni një pjesë me një vinç të sipërm
thirrni vinçin; bashkëngjitni pjesën; transportoni pjesën në makinë; instaloni pjesën, hiqni pjesën, rreshtoni dhe rregulloni; ndizni dhe fikni makinën; shkëputni pjesën; thirrni vinçin; bashkëngjitni pjesën; hiqeni nga makina, transportojeni në vendin e ruajtjes; hiqni pjesën, pastroni pajisjen ose sipërfaqen e tavolinës nga patate të skuqura, fshijini sipërfaqet e bazës me një pecetë.
Kur instaloni dhe hiqni një pjesë me një ngritës në një makinë (ose një grup makinerish), kryeni të njëjtën punë si kur instaloni dhe hiqni një pjesë me një vinç të sipërm, me përjashtim të thirrjes së vinçit.
Kur instalohet në pajisje speciale, koha ndihmëse përcaktohet si shuma e kohës: për instalimin dhe heqjen e një pjese; për instalimin dhe heqjen e secilës pjesë pasuese më shumë se një në pajisje me shumë vende; për të rregulluar pjesën, duke marrë parasysh numrin e kapëseve; për pastrimin e pajisjes nga rropat, për fshirjen e sipërfaqeve të bazës me një pecetë.
Në ndërmarrje, përveç pajisjeve universale dhe speciale në makinat CNC, robotët, manipuluesit dhe tabelat satelitore përdoren gjithashtu për instalimin dhe heqjen e pjesëve.
Për shkak të shumëllojshmërisë së gjerë të llojeve dhe karakteristikave teknike të robotëve dhe manipuluesve, nuk është e mundur të zhvillohen standarde kohore për instalimin dhe heqjen e pjesëve me ndihmën e tyre; në çdo ndërmarrje është e nevojshme të hartohen harta për përdorimin e robotëve. Si shembull jepet shtojca 15. Për rastet e punës në makineri shumëfunksionale me përdorimin e tabelave satelitore është e nevojshme të përdoret harta 20, e cila tregon diagramin e ngarkimit të satelitëve dhe kohën e ndërrimit të satelitëve.
Në disa raste, kur programi parashikon një pauzë të veçantë teknologjike për rifiksimin e pjesës, koha standarde duhet të reduktohet me një shumë të mbuluar nga funksionimi automatik i makinës. Standardet parashikojnë instalimin manual dhe heqjen e pjesëve që peshojnë deri në 20 kg dhe mbi 20 kg duke përdorur mekanizma ngritës.
Koha e instalimit manual të një pjese me peshë mbi 20 kg është dhënë në standardet për përdorim në raste individuale gjatë përpunimit në zona ku nuk ka mjete ngritëse dhe transportuese. Nuk lejohet instalimi manual i pjesëve që peshojnë më shumë se 15 kg për burrat nën 18 vjeç dhe gratë.
Në këtë rast, merret parasysh që pjesët e instaluara me dorë janë në një distancë prej 2 m nga makina, dhe ato të instaluara nga vinçi janë deri në 5 m.
1.6.3. Standardet e epeuienu ndihmëse të lidhura me operacionin. Koha ndihmëse e lidhur me operacionin ndahet në:
koha ndihmëse e lidhur me funksionimin, e pa përfshirë gjatë ciklit të funksionimit automatik të makinës sipas programit dhe parashikon punën e mëposhtme:
ndizni dhe fikni ngasjen e shiritit; vendosni pozicionin relativ të specifikuar të pjesës dhe mjetit përgjatë koordinatave X, Y, 2 dhe, nëse është e nevojshme, bëni rregullime; hapni dhe mbyllni kapakun e mekanizmit të drejtimit të shiritit, kthejeni prapa, ngarkoni shiritin në lexues; kontrolloni mbërritjen e një pjese ose mjeti në një pikë të caktuar pas përpunimit; çoni shiritin e shpuar në pozicionin e tij origjinal; instaloni mbrojtësin e spërkatjes së emulsionit dhe hiqni;
makineri-koha ndihmese e lidhur me kalimin, e perfshire ne program dhe e lidhur me punen ndihmese automatike te makines, duke siguruar: afrimin e nje pjese ose mjeti nga pika e nisjes ne zonen e perpunimit dhe terheqjen; vendosja e mjetit në madhësinë e trajtimit; ndryshimi automatik i veglave; ndezja dhe fikja e furnizimit; goditje boshe gjatë kalimit nga përpunimi i disa sipërfaqeve në të tjera; pauzat teknologjike të parashikuara
kur ndryshoni drejtimin e furnizimit papritmas, kontrolloni dimensionet, kontrolloni mjetin dhe riinstaloni ose rifiksoni pjesën.
Koha e makinës ndihmëse e lidhur me kalimin, e përfshirë në programin për teknikat e listuara, përcaktohet nga të dhënat e pasaportës së makinerive ose dokumenteve të tjera rregullatore, përfshihet si elementë përbërës gjatë funksionimit automatik të makinës dhe nuk merret veçmas. marrë parasysh (shih Shtojcat 27-30, Pjesa II).
1.6.4. Standardet e kohës ndihmëse për matjet e kontrollit. Dimensionet e kërkuara të pjesëve të përpunuara në makinat e kontrolluara numerikisht sigurohen nga dizajni i makinës ose mjetit prerës dhe saktësia e rregullimit të tyre.
Në këtë drejtim, koha për matjet e kontrollit (pas përfundimit të punës sipas programit) duhet të përfshihet në normën e njësisë së kohës vetëm nëse parashikohet nga procesi teknologjik dhe duke marrë parasysh shpeshtësinë e nevojshme të matjeve të tilla në procesi i punës, dhe vetëm nëse është nuk mund të anashkalohet nga koha e ciklit të funksionimit automatik të makinës sipas programit.
1.6.5. Standardet kohore për shërbimin e vendit të punës. Koha për servisimin e vendit të punës jepet sipas llojeve dhe madhësive të pajisjeve, duke marrë parasysh shërbimin me një stacion dhe me shumë stacione si përqindje e kohës së funksionimit. Mirëmbajtja e vendit të punës përfshin punët e mëposhtme:
ndryshimi i një mjeti (ose një blloku me një mjet) për shkak të mprehtësisë së tij; rregullimi dhe rirregullimi i makinës gjatë funksionimit (ndryshimi i vlerës së kompensimit të mjetit);
pastrimi dhe pastrimi periodik i patate të skuqura gjatë funksionimit (me përjashtim të fshirjes së çipave nga sipërfaqet bazë të pajisjeve të vendosjes, koha për të cilën merret parasysh në kohën ndihmëse për instalimin dhe heqjen e pjesës).
Mirëmbajtja organizative e vendit të punës përfshin punën për kujdesin e vendit të punës (pajisjet kryesore dhe ndihmëse, pajisjet teknologjike dhe organizative, paketimi) që lidhen me ndërrimin e punës në tërësi: inspektimin dhe testimin e pajisjeve gjatë punës;
shtrimi i mjetit në fillim dhe pastrimi i tij në fund të turnit (përveç makinerive me shumë qëllime);
lubrifikimi dhe pastrimi i makinës gjatë ndërrimit;
marrja e udhëzimeve nga kryepunëtor, kryepunëtor gjatë turnit;
pastrimi i makinës dhe vendit të punës në fund të turnit.
1.66. Standardet e kohës për relaksim dhe nevoja personale. Koha për pushim dhe nevojat personale për kushtet e servisimit të një punonjësi të një makine nuk ndahet veçmas dhe merret parasysh në kohën e servisimit të vendit të punës.
Për rastet e shërbimit me shumë stacione, ofrohet një hartë e kohës së pushimeve dhe nevojave personale, në varësi të karakteristikave të punës dhe me rekomandime për përmbajtjen e pushimit.
1.6.7. Standardet për kohën përgatitore dhe finale. Standardet janë krijuar për vendosjen e makinerive CNC për përpunimin e pjesëve sipas programeve të kontrollit të integruar dhe nuk përfshijnë veprime programimi shtesë drejtpërdrejt në vendin e punës (përveç makinerive të pajisura me sisteme kontrolli softuerësh operativë).
Koha për vendosjen e makinës përfaqësohet si koha për pritjet e punës përgatitore dhe përfundimtare për përpunimin e një grupi të pjesëve identike, pavarësisht nga grupi dhe përcaktohet nga formula
T n, = T nz1 + T nz2 + T prlbr, (1.9.
ku T pz është koha standarde për vendosjen dhe akordimin e makinës, min; T pz (është norma e kohës për përgatitjen organizative, min; T pe 2 është norma e kohës për ngritjen e sgaikg
pajisje, vegla, pajisje softuerike, miniera; - norma e kohës për përpunimin e provës.
Koha e pritjes së punës përgatitore dhe përfundimtare përcaktohet në varësi të llojit dhe madhësisë së grupit të pajisjeve, si dhe duke marrë parasysh veçoritë e sistemit të kontrollit të programit dhe ndahet në kohën e përgatitjes organizative; për vendosjen e një vegle makine, pajisje, vegla, pajisje softuerike; për një provë të kryer përmes programit ose përpunimi provues të një pjese.
Përbërja e punës në trajnimin organizativ është e zakonshme për të gjitha makinat CNC, pavarësisht nga grupi dhe modeli i tyre. Koha për përgatitjen organizative përfshin:
marrja e porosisë, vizatimi, dokumentacioni teknologjik, bartësi i softuerit, mjetet prerëse, ndihmëse dhe kontrolluese dhe matëse, pajisjet, boshllëqet para fillimit dhe dorëzimi i tyre pas përfundimit të përpunimit të një grupi pjesësh në vendin e punës ose në dyqanin e mjeteve;
njohja me punën, vizatimi, dokumentacioni teknologjik, inspektimi i pjesës së punës;
duke udhëzuar mjeshtrin.
Në rastin e një forme brigade të organizimit të punës, kur kryhet një transferim ndër turne i pjesëve të përpunuara, përgatitja organizative merr parasysh vetëm kohën e njohjes me punën, vizatimin, dokumentacionin teknologjik, inspektimin e boshllëqeve dhe udhëzimin e përgjegjësit. .
Përbërja e punës për vendosjen e një vegle makine, veglat dhe aksesorët përfshin metodat e punës së konfigurimit, në varësi të qëllimit të makinës dhe të saj. karakteristikat e projektimit:
instalimi dhe heqja e pajisjes së fiksimit;
instalimi dhe heqja e një blloku ose veglash individuale prerëse;
vendosja e mënyrave fillestare të funksionimit të makinës;
instalimi i bartësit të softuerit në lexues dhe heqja e tij; rregullimi i pozicionit zero, etj.
Vreish për përpunimin provë të pjesëve në torno (deri në 630 mm) dhe grupe rrotulluese përfshin kohën e shpenzuar për përpunimin e pjesës sipas programit (koha e ciklit) plus kohë shtesë për kryerjen e teknikave shtesë në lidhje me matjen e pjesës, llogaritjen e korrigjimit, futja e vlerave të korrigjimeve në sistemin CNC, dhe koha ndihmëse për marrjen e kontrollit të veglës së makinës dhe sistemit CNC.
Koha për përpunimin provues të pjesëve në makineritë tornuese (gjatësia 630 mm)% e karuselit, mullirit, grupeve të mërzitshme dhe makinave për qëllime të veçanta përfshin kohën e shpenzuar për përpunimin e pjesëve me metodën e rrojeve testuese me një mjet prerës, mullinj fundorë, plus pajisje ndihmëse. koha për kryerjen e teknikave shtesë në lidhje me matjen e pjesës, llogaritjen e vlerave të korrigjimeve, futjen e vlerave të korrigjimeve në sistemin CNC dhe kohën ndihmëse për marrjen e makinës dhe CNC. sistemi.
1.7. Normat e njësisë së kohës për rregullimin e dimensioneve të mjetit prerës jashtë makinës
1.7.1. Normat e kohës së njësisë janë të destinuara për standardizimin e punës për rregullimin e veglës prerëse për makinat CNC, e cila kryhet nga mekanika e veglave (për rregullimin e veglës) jashtë makinës në një dhomë të pajisur posaçërisht me ndihmën e pajisjeve speciale.
Tarifat e kohës së pjesës caktohen në varësi të:
lloji i pajisjeve të përdorura;
lloji dhe madhësia e mjetit që akordohet;
numri i koordinatave të personalizueshme;
natyra e vendosjes (sipas madhësisë aktuale ose sipas një koordinate të caktuar).
Pajisjet e mëposhtme përdoren për rregullimin e mjetit në ndërmarrjet e inxhinierisë mekanike dhe industrisë së përpunimit të metaleve:
për veglat e makinerive të grupit shpim-frezim-goditje - optike me ekran dixhital të tipit BV-2027, pa ekran dixhital të tipit BV-2015 dhe pajisje të llojit të kontaktit;
për makina torno - optike me ekran dixhital, tip BV-2026, pa ekran dixhital, tip BV-2010, BV-2012M, dhe pajisje të tipit kontaktues.
Duke marrë parasysh veçoritë e kryerjes së proceseve të vendosjes së mjetit, standardet kohore janë zhvilluar veçmas / për makinat e grupit të shpimit-frezimit dhe veglat e makinerive të grupit të tornimit.
Si bazë merren pajisjet më të avancuara me tregues dixhital, por duke marrë parasysh faktorët e korrigjimit për kushtet e ndryshuara të funksionimit të dhëna në karta, këto standarde zbatohen gjatë standardizimit të punës në pajisje pa tregues dixhital (si BV-2015, BV- 2010, BV-2012M, etj.) dhe pajisje të llojit të kontaktit.
Kur vendosni një mjet pa pajisje (duke përdorur mjete matëse universale), normat kohore duhet të llogariten sipas standardeve për pajisjet e llojit të kontaktit.
Normat e kohës së njësisë për montimin dhe rregullimin e mjetit prerës në pajisjet e importuara me tregues dixhital duhet të llogariten sipas standardeve kohore për pajisjet e prodhimit vendas si BV-2027 dhe BB-2026 me koeficient 0,85; për pajisjet pa tregues dixhital - por për pajisjet BV-2015 dhe BV-2010 me një koeficient prej 0.9.
Materialet normative të këtij seksioni mbulojnë më tipiket për industritë e inxhinierisë mekanike dhe përpunimit të metaleve të lidhjeve standarde/prerëse dhe mjeteve ndihmëse dhe paraqiten në formën e standardeve të zmadhuara të njësisë së kohës.
Kur llogaritni normat e kohës për montimin dhe rregullimin e mjetit prerës të një profili bore, merrni një faktor shumëzues prej 1.2.
Përveç kohës për punën kryesore, montimin dhe vendosjen e veglës, koha e njësisë përfshin kosto shtesë të kohës aa mirëmbajtjen organizative dhe teknike të vendit të punës, kohën dhe kohën përgatitore dhe përfundimtare për pushim dhe nevoja personale në masën prej 14% të kohës së funksionimit.
Përshtatshmëria e përfshirjes së kostove shtesë në normën e përgjithshme të kohës është për shkak të vështirësisë së ndarjes së tyre nga koha totale e lidhur me përgatitjen e vendit të punës për akordim, dhe koha e montimit dhe akordimit të vetë mjetit.
Për të përcaktuar normat e njësisë së kohës për çmontimin e një mjeti të përdorur në kartat për montimin dhe vendosjen e mjetit, jepen faktorët e korrigjimit, të llogaritur në mënyrë diferenciale për çdo lloj pune.
Normat e kohës së njësisë për montimin individual dhe cilësimet e veglave që nuk janë përfshirë në komplekse pasqyrohen në kartat 50 dhe 51.
1.7.2. Shkalla e kohës së pjesës për montimin, rregullimin dhe çmontimin e një mjeti përcaktohet nga formula
T SHLR = T shk + t ^, 0.10)
ushqim T - koha e pjesës për montimin, rregullimin dhe çmontimin e një vegle, min; T shi - Koha e pjesës për montimin dhe rregullimin e një vegle, min; T shr - Koha e copës për çmontimin e veglës, min.
V * "b * T" p = T - K '0-11)
ku K është faktori korrigjues për kohën e pjesës, në varësi të pajisjes së përdorur.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Operacionet Naimsposiis - Serial-Frosrao-Rastochnaya.
Llogaritja e normave kohore gjatë përpunimit të pjesëve në makinat CNC Disiplina: "Projektimi i proceseve teknologjike për makineritë moderne me shumë qëllime" Realizuar nga një student i grupit M 03 -721 -1 Pinegin S.N.
 Standardet kohore janë të destinuara për rregullimin teknik të punës së kryer në makineritë universale dhe shumëfunksionale me kontroll numerik (CNC). Norma e kohës (norma e kohës së llogaritjes së copës, Tsht-k) për kryerjen e operacioneve në makinat CNC kur punohet në një makinë Hvr përbëhet nga norma e kohës përgatitore-finale Tpz dhe norma e kohës së copës Tsht dhe përcaktohet. me formulën (1):, (1 ) ku n është numri i pjesëve në grupin e nisjes.
Standardet kohore janë të destinuara për rregullimin teknik të punës së kryer në makineritë universale dhe shumëfunksionale me kontroll numerik (CNC). Norma e kohës (norma e kohës së llogaritjes së copës, Tsht-k) për kryerjen e operacioneve në makinat CNC kur punohet në një makinë Hvr përbëhet nga norma e kohës përgatitore-finale Tpz dhe norma e kohës së copës Tsht dhe përcaktohet. me formulën (1):, (1 ) ku n është numri i pjesëve në grupin e nisjes.
 Shpejtësia e kohës për njësi përcaktohet nga formula (2):, (2) ku Tts - koha e ciklit të funksionimit automatik të makinës sipas programit, min; , (3) ku To është koha kryesore (teknologjike) për përpunimin e një pjese, min;
Shpejtësia e kohës për njësi përcaktohet nga formula (2):, (2) ku Tts - koha e ciklit të funksionimit automatik të makinës sipas programit, min; , (3) ku To është koha kryesore (teknologjike) për përpunimin e një pjese, min;
 , (4) ku Li është gjatësia e shtegut të përshkuar nga mjeti ose pjesa në drejtim të ushqimit gjatë përpunimit të seksionit të i-të teknologjik (duke marrë parasysh depërtimin dhe tejkalimin), mm; Ushqimi smi - minutë në një seksion të caktuar teknologjik, mm / min; i = 1, 2,…, n është numri i seksioneve të përpunimit; Тмв - koha ndihmëse e makinës (për afrimin e pjesës së mjetit nga pikat e fillimit në zonat e përpunimit dhe tërheqja; vendosja e mjetit në madhësi, ndryshimi i mjetit, ndryshimi i vlerave dhe drejtimit të ushqimit, koha e pauzave teknologjike etj.), min;
, (4) ku Li është gjatësia e shtegut të përshkuar nga mjeti ose pjesa në drejtim të ushqimit gjatë përpunimit të seksionit të i-të teknologjik (duke marrë parasysh depërtimin dhe tejkalimin), mm; Ushqimi smi - minutë në një seksion të caktuar teknologjik, mm / min; i = 1, 2,…, n është numri i seksioneve të përpunimit; Тмв - koha ndihmëse e makinës (për afrimin e pjesës së mjetit nga pikat e fillimit në zonat e përpunimit dhe tërheqja; vendosja e mjetit në madhësi, ndryshimi i mjetit, ndryshimi i vlerave dhe drejtimit të ushqimit, koha e pauzave teknologjike etj.), min;
 , (5), (6) ku L është gjatësia e shtegut (ose trajektores) që përshkon mjeti ose pjesa në drejtimin e furnizimit, mm; l 1, l 2, l 3 - gjatësia e afrimit, zhytja dhe tejkalimi i mjetit, përkatësisht, mm. Vlera L përcaktohet në bazë të parametrave të trajektores së pjesës. Pra, kur përpunohen pjesë të një pjese me lëvizjen e mjetit përgjatë dy koordinatave, gjatësia L përcaktohet nga formula (7), (7)
, (5), (6) ku L është gjatësia e shtegut (ose trajektores) që përshkon mjeti ose pjesa në drejtimin e furnizimit, mm; l 1, l 2, l 3 - gjatësia e afrimit, zhytja dhe tejkalimi i mjetit, përkatësisht, mm. Vlera L përcaktohet në bazë të parametrave të trajektores së pjesës. Pra, kur përpunohen pjesë të një pjese me lëvizjen e mjetit përgjatë dy koordinatave, gjatësia L përcaktohet nga formula (7), (7)
 ku Δх, Δu janë rritjet e koordinatave përkatëse në zonën e caktuar të përpunimit. Kur lëvizni mjetin përgjatë një harku rrethi, gjatësia L përcaktohet nga formula (8) ose (9), (9) ku R është rrezja e harkut rrethor, mm; a - gjatësia e kordës së harkut rrethor, mm; φ është këndi qendror i bazuar në pikat fundore të harkut rrethor, rad; Tmv. dhe - koha ndihmëse e makinës për ndërrimin automatik të veglave, min; Tmv. x - koha e makinës ndihmëse për ekzekutimin e lëvizjeve automatike ndihmëse dhe pauzave teknologjike, min.
ku Δх, Δu janë rritjet e koordinatave përkatëse në zonën e caktuar të përpunimit. Kur lëvizni mjetin përgjatë një harku rrethi, gjatësia L përcaktohet nga formula (8) ose (9), (9) ku R është rrezja e harkut rrethor, mm; a - gjatësia e kordës së harkut rrethor, mm; φ është këndi qendror i bazuar në pikat fundore të harkut rrethor, rad; Tmv. dhe - koha ndihmëse e makinës për ndërrimin automatik të veglave, min; Tmv. x - koha e makinës ndihmëse për ekzekutimin e lëvizjeve automatike ndihmëse dhe pauzave teknologjike, min.
 Për makineritë me frëngji, koha është Tmv. dhe mund të përcaktohet me formulën (10), (10) ku Lloji është koha e rrotullimit të frëngjisë me një pozicion, min; Кп - numri i pozicioneve me të cilat është e nevojshme të rrotullohet frëngji për të instaluar mjetin e kërkuar; Tifoja - koha e fiksimit të kokës rrotulluese, min. Për makinat me sisteme të kontrollit të konturit, koha është Tmv. x mund të përcaktohet me formulën (11), (11)
Për makineritë me frëngji, koha është Tmv. dhe mund të përcaktohet me formulën (10), (10) ku Lloji është koha e rrotullimit të frëngjisë me një pozicion, min; Кп - numri i pozicioneve me të cilat është e nevojshme të rrotullohet frëngji për të instaluar mjetin e kërkuar; Tifoja - koha e fiksimit të kokës rrotulluese, min. Për makinat me sisteme të kontrollit të konturit, koha është Tmv. x mund të përcaktohet me formulën (11), (11)
 ku Lxxj është gjatësia e shtegut të seksionit j të goditjes automatike ndihmëse, mm; j = 1, 2,…, t është numri i seksioneve të kalimeve automatike ndihmëse; Furnizimi smu - minutë i kalimit të shpejtë. Për makineritë me sisteme të kontrollit pozicional dhe universal (kontur-pozicional), në të cilat programimi i përpunimit kryhet me cikle standarde, në mënyrë analitike Tmv. Është e vështirë të përcaktohet x për shkak të faktit se makinat specifike, në varësi të konfigurimit të tyre, kanë një shpërndarje të konsiderueshme në vlerat e Smhh dhe Lhh (të lidhura me cilësimet e pozicionimit). Për një përcaktim më të saktë të kohës Tmv. x në këto makina rekomandohet kryerja e kohës paraprake për të përcaktuar kohën aktuale Tmv. x kur lëviz tabelën ose mjetin një distancë të matur në drejtim të koordinatave të ndryshme.
ku Lxxj është gjatësia e shtegut të seksionit j të goditjes automatike ndihmëse, mm; j = 1, 2,…, t është numri i seksioneve të kalimeve automatike ndihmëse; Furnizimi smu - minutë i kalimit të shpejtë. Për makineritë me sisteme të kontrollit pozicional dhe universal (kontur-pozicional), në të cilat programimi i përpunimit kryhet me cikle standarde, në mënyrë analitike Tmv. Është e vështirë të përcaktohet x për shkak të faktit se makinat specifike, në varësi të konfigurimit të tyre, kanë një shpërndarje të konsiderueshme në vlerat e Smhh dhe Lhh (të lidhura me cilësimet e pozicionimit). Për një përcaktim më të saktë të kohës Tmv. x në këto makina rekomandohet kryerja e kohës paraprake për të përcaktuar kohën aktuale Tmv. x kur lëviz tabelën ose mjetin një distancë të matur në drejtim të koordinatave të ndryshme.
 Në rastin kur standardizimi kryhet për një proces teknologjik tashmë të projektuar dhe ekziston një program kontrolli, koha Tts. a përcaktohet nga koha e drejtpërdrejtë e ciklit të përpunimit të pjesëve. Koha ndihmëse për operacionin llogaritet me formulën (12), (12)
Në rastin kur standardizimi kryhet për një proces teknologjik tashmë të projektuar dhe ekziston një program kontrolli, koha Tts. a përcaktohet nga koha e drejtpërdrejtë e ciklit të përpunimit të pjesëve. Koha ndihmëse për operacionin llogaritet me formulën (12), (12)
 ku tv. y është koha për instalimin dhe heqjen e pjesës me dorë ose me ashensor, min; TV. op - koha ndihmëse e lidhur me funksionimin (nuk përfshihet në programin e kontrollit), min; TV. ism - koha ndihmëse e mos mbivendosjes për matje, min; Ktv është një faktor korrigjues për kohën e kryerjes së punëve ndihmëse manuale, në varësi të grupit të pjesëve të përpunuara; ateh, aorg, aotl - kohë për mirëmbajtje teknologjike dhe organizative të vendit të punës, për pushim dhe nevoja personale me shërbim në një drejtim, përqindje e kohës së funksionimit.
ku tv. y është koha për instalimin dhe heqjen e pjesës me dorë ose me ashensor, min; TV. op - koha ndihmëse e lidhur me funksionimin (nuk përfshihet në programin e kontrollit), min; TV. ism - koha ndihmëse e mos mbivendosjes për matje, min; Ktv është një faktor korrigjues për kohën e kryerjes së punëve ndihmëse manuale, në varësi të grupit të pjesëve të përpunuara; ateh, aorg, aotl - kohë për mirëmbajtje teknologjike dhe organizative të vendit të punës, për pushim dhe nevoja personale me shërbim në një drejtim, përqindje e kohës së funksionimit.
 Standardet e kohës ndihmëse për instalimin dhe heqjen e pjesëve të televizorit. y janë dhënë sipas llojit të pajisjes, pavarësisht nga lloji i makinës dhe ofrojnë metodat më të zakonshme të instalimit, shtrirjes dhe fiksimit të pjesëve në pajisje shtrënguese universale dhe speciale. Si faktorë kryesorë që ndikojnë në kohën e instalimit dhe heqjes së pjesës, merren masa e pjesës, mënyra e instalimit dhe fiksimit të pjesës së punës, natyra dhe saktësia e shtrirjes.
Standardet e kohës ndihmëse për instalimin dhe heqjen e pjesëve të televizorit. y janë dhënë sipas llojit të pajisjes, pavarësisht nga lloji i makinës dhe ofrojnë metodat më të zakonshme të instalimit, shtrirjes dhe fiksimit të pjesëve në pajisje shtrënguese universale dhe speciale. Si faktorë kryesorë që ndikojnë në kohën e instalimit dhe heqjes së pjesës, merren masa e pjesës, mënyra e instalimit dhe fiksimit të pjesës së punës, natyra dhe saktësia e shtrirjes.
 Standardet kohore për instalimin dhe heqjen e pjesëve parashikojnë punën e mëposhtme: - gjatë instalimit dhe heqjes me dorë: merrni dhe instaloni pjesën, rreshtoni dhe rregulloni; ndizni dhe fikni makinën; fiksoni dhe hiqni pjesën, vendoseni në një enë; pastroni pajisjen nga patate të skuqura, fshini sipërfaqet e bazës me një pecetë; - kur instaloni dhe hiqni me një vinç të sipërm: thirrni vinçin; bashkëngjitni pjesën; transportoni pjesën në makinë; instaloni pjesën, rreshtoni dhe sigurojeni; ndizni dhe fikni makinën; shkëputni pjesën; thirrni vinçin; bashkëngjitni pjesën; hiqeni nga makina, transportojeni në vendin e ruajtjes; hiqni pjesën; pastroni pajisjet ose sipërfaqen e tavolinës nga patate të skuqura, fshini sipërfaqet e bazës me një pecetë.
Standardet kohore për instalimin dhe heqjen e pjesëve parashikojnë punën e mëposhtme: - gjatë instalimit dhe heqjes me dorë: merrni dhe instaloni pjesën, rreshtoni dhe rregulloni; ndizni dhe fikni makinën; fiksoni dhe hiqni pjesën, vendoseni në një enë; pastroni pajisjen nga patate të skuqura, fshini sipërfaqet e bazës me një pecetë; - kur instaloni dhe hiqni me një vinç të sipërm: thirrni vinçin; bashkëngjitni pjesën; transportoni pjesën në makinë; instaloni pjesën, rreshtoni dhe sigurojeni; ndizni dhe fikni makinën; shkëputni pjesën; thirrni vinçin; bashkëngjitni pjesën; hiqeni nga makina, transportojeni në vendin e ruajtjes; hiqni pjesën; pastroni pajisjet ose sipërfaqen e tavolinës nga patate të skuqura, fshini sipërfaqet e bazës me një pecetë.
 Kur instaloni dhe hiqni një pjesë me një ngritës në një makinë (ose një grup makinerish), kryeni të njëjtën punë si kur hiqni një pjesë me një vinç të sipërm, me përjashtim të thirrjes së vinçit. Kur instalohet në pajisje speciale, koha ndihmëse përcaktohet si shuma e kohës: për instalimin dhe heqjen e një pjese; për instalimin dhe heqjen e secilës pjesë pasuese më shumë se një në pajisje me shumë vende; për të rregulluar pjesën, duke marrë parasysh numrin e kapëseve; për pastrimin e pajisjes nga patate të skuqura dhe fshirjen e sipërfaqeve bazë me një pecetë. Në rastin e përdorimit të robotëve, manipulatorëve dhe tabelave satelitore për instalimin dhe heqjen e një pjese, koha ndihmëse përcaktohet duke marrë parasysh veçoritë e tyre të projektimit.
Kur instaloni dhe hiqni një pjesë me një ngritës në një makinë (ose një grup makinerish), kryeni të njëjtën punë si kur hiqni një pjesë me një vinç të sipërm, me përjashtim të thirrjes së vinçit. Kur instalohet në pajisje speciale, koha ndihmëse përcaktohet si shuma e kohës: për instalimin dhe heqjen e një pjese; për instalimin dhe heqjen e secilës pjesë pasuese më shumë se një në pajisje me shumë vende; për të rregulluar pjesën, duke marrë parasysh numrin e kapëseve; për pastrimin e pajisjes nga patate të skuqura dhe fshirjen e sipërfaqeve bazë me një pecetë. Në rastin e përdorimit të robotëve, manipulatorëve dhe tabelave satelitore për instalimin dhe heqjen e një pjese, koha ndihmëse përcaktohet duke marrë parasysh veçoritë e tyre të projektimit.
 Standardet e kohës ndihmëse që lidhen me funksionimin e TV. op. ... Koha ndihmëse e lidhur me funksionimin, e pa përfshirë gjatë ciklit të funksionimit automatik të makinës sipas programit, parashikon punën e mëposhtme: ndezni dhe fikni ngasjen e shiritit; vendosni pozicionin e specifikuar relativ të pjesës dhe mjetit përgjatë koordinatave X, Y, Z dhe, nëse është e nevojshme, bëni rregullime; hapni dhe mbyllni kapakun e mekanizmit të ngasjes së shiritit, kthejeni prapa dhe ngarkoni shiritin në lexues; çoni shiritin e shpuar në pozicionin e tij origjinal; kontrolloni mbërritjen e pjesës së veglës në një pikë të caktuar pas përpunimit; instaloni mbrojtësin e spërkatjes së emulsionit dhe hiqeni atë.
Standardet e kohës ndihmëse që lidhen me funksionimin e TV. op. ... Koha ndihmëse e lidhur me funksionimin, e pa përfshirë gjatë ciklit të funksionimit automatik të makinës sipas programit, parashikon punën e mëposhtme: ndezni dhe fikni ngasjen e shiritit; vendosni pozicionin e specifikuar relativ të pjesës dhe mjetit përgjatë koordinatave X, Y, Z dhe, nëse është e nevojshme, bëni rregullime; hapni dhe mbyllni kapakun e mekanizmit të ngasjes së shiritit, kthejeni prapa dhe ngarkoni shiritin në lexues; çoni shiritin e shpuar në pozicionin e tij origjinal; kontrolloni mbërritjen e pjesës së veglës në një pikë të caktuar pas përpunimit; instaloni mbrojtësin e spërkatjes së emulsionit dhe hiqeni atë.
 Koha makinë-ndihmëse e lidhur me kalimin, e përfshirë në program dhe e lidhur me punën automatike ndihmëse të makinës, parashikon: afrimin e pjesës së veglës nga pika e nisjes në zonën e përpunimit dhe tërheqjen; vendosja e mjetit në madhësinë e trajtimit; ndryshimi automatik i veglave; ndezja e furnizimit; goditje boshe gjatë kalimit nga përpunimi i disa sipërfaqeve në të tjera; pauza teknologjike, të parashikuara për një ndryshim të mprehtë në drejtimin e furnizimit, për të kontrolluar dimensionet, për të inspektuar mjetin dhe për të riinstaluar ose rifiksuar pjesën. Koha e makinës ndihmëse e lidhur me kalimin përcaktohet nga të dhënat e pasaportës së makinerive dhe përfshihet si elemente përbërëse gjatë funksionimit automatik të makinës.
Koha makinë-ndihmëse e lidhur me kalimin, e përfshirë në program dhe e lidhur me punën automatike ndihmëse të makinës, parashikon: afrimin e pjesës së veglës nga pika e nisjes në zonën e përpunimit dhe tërheqjen; vendosja e mjetit në madhësinë e trajtimit; ndryshimi automatik i veglave; ndezja e furnizimit; goditje boshe gjatë kalimit nga përpunimi i disa sipërfaqeve në të tjera; pauza teknologjike, të parashikuara për një ndryshim të mprehtë në drejtimin e furnizimit, për të kontrolluar dimensionet, për të inspektuar mjetin dhe për të riinstaluar ose rifiksuar pjesën. Koha e makinës ndihmëse e lidhur me kalimin përcaktohet nga të dhënat e pasaportës së makinerive dhe përfshihet si elemente përbërëse gjatë funksionimit automatik të makinës.
 Standardet e kohës ndihmëse për matjet e kontrollit TV. rev. ... Dimensionet e kërkuara të pjesëve të përpunuara në makina me kontroll numerik jepen në një cikël përpunimi automatik. Në këtë drejtim, koha për matjet e kontrollit (pas përfundimit të punës sipas programit) duhet të përfshihet në normën e njësisë së kohës vetëm nëse parashikohet nga procesi teknologjik dhe duke marrë parasysh shpeshtësinë e nevojshme të matjeve të tilla në procesi i punës, dhe vetëm në ato raste kur nuk mund të kapërcehet nga koha e ciklit të funksionimit automatik të makinës sipas programit.
Standardet e kohës ndihmëse për matjet e kontrollit TV. rev. ... Dimensionet e kërkuara të pjesëve të përpunuara në makina me kontroll numerik jepen në një cikël përpunimi automatik. Në këtë drejtim, koha për matjet e kontrollit (pas përfundimit të punës sipas programit) duhet të përfshihet në normën e njësisë së kohës vetëm nëse parashikohet nga procesi teknologjik dhe duke marrë parasysh shpeshtësinë e nevojshme të matjeve të tilla në procesi i punës, dhe vetëm në ato raste kur nuk mund të kapërcehet nga koha e ciklit të funksionimit automatik të makinës sipas programit.
 Standardet kohore për shërbimin e vendit të punës. Koha për servisimin e një vendi pune jepet sipas llojeve dhe madhësive të pajisjeve, duke marrë parasysh shërbimin me një stacion dhe me shumë stacione si përqindje e kohës së funksionimit. Mirëmbajtja teknologjike e vendit të punës parashikon punën e mëposhtme: - ndryshimin e veglës (ose bllokimin me vegël) për shkak të mprehtësisë së tij; - rregullimi dhe rirregullimi i makinës gjatë funksionimit (ndryshimi i vlerës së kompensimit të mjetit); - pastrimi dhe pastrimi periodik i patate të skuqura gjatë funksionimit (me përjashtim të fshirjes së çipave nga sipërfaqet bazë të pajisjeve të vendosjes, koha për të cilën merret parasysh në kohën ndihmëse për instalimin dhe heqjen e pjesës).
Standardet kohore për shërbimin e vendit të punës. Koha për servisimin e një vendi pune jepet sipas llojeve dhe madhësive të pajisjeve, duke marrë parasysh shërbimin me një stacion dhe me shumë stacione si përqindje e kohës së funksionimit. Mirëmbajtja teknologjike e vendit të punës parashikon punën e mëposhtme: - ndryshimin e veglës (ose bllokimin me vegël) për shkak të mprehtësisë së tij; - rregullimi dhe rirregullimi i makinës gjatë funksionimit (ndryshimi i vlerës së kompensimit të mjetit); - pastrimi dhe pastrimi periodik i patate të skuqura gjatë funksionimit (me përjashtim të fshirjes së çipave nga sipërfaqet bazë të pajisjeve të vendosjes, koha për të cilën merret parasysh në kohën ndihmëse për instalimin dhe heqjen e pjesës).
 Mirëmbajtja organizative e vendit të punës përfshin punën në mirëmbajtjen e pajisjeve kryesore dhe ndihmëse, pajisjeve teknologjike dhe organizative, paketimit që lidhet me ndërrimin e punës në tërësi: - inspektimin dhe testimin e pajisjeve në proces pune; - shtrimi i mjetit në fillim dhe pastrimi i tij në fund të turnit; - lubrifikimi dhe pastrimi i makinës gjatë ndërrimit; - pastrimi i makinës dhe vendit të punës në fund të turnit.
Mirëmbajtja organizative e vendit të punës përfshin punën në mirëmbajtjen e pajisjeve kryesore dhe ndihmëse, pajisjeve teknologjike dhe organizative, paketimit që lidhet me ndërrimin e punës në tërësi: - inspektimin dhe testimin e pajisjeve në proces pune; - shtrimi i mjetit në fillim dhe pastrimi i tij në fund të turnit; - lubrifikimi dhe pastrimi i makinës gjatë ndërrimit; - pastrimi i makinës dhe vendit të punës në fund të turnit.
 Standardet e kohës së pushimit dhe nevojat personale. Koha për pushim dhe nevojat personale për kushtet e servisimit të një punonjësi të një makine nuk ndahet veçmas dhe merret parasysh në kohën e servisimit të vendit të punës. Për shërbimet me shumë stacione, ofrohen kohë pushimi dhe nevoja personale, në varësi të karakteristikave të punës.
Standardet e kohës së pushimit dhe nevojat personale. Koha për pushim dhe nevojat personale për kushtet e servisimit të një punonjësi të një makine nuk ndahet veçmas dhe merret parasysh në kohën e servisimit të vendit të punës. Për shërbimet me shumë stacione, ofrohen kohë pushimi dhe nevoja personale, në varësi të karakteristikave të punës.
 Standardet për kohën përgatitore dhe finale. Norma e kohës për vendosjen e makinës përfaqësohet si koha për pritjet e punës përgatitore dhe përfundimtare për përpunimin e një grupi të pjesëve identike, pavarësisht nga grupi, dhe përcaktohet nga formula (13), (13) ku Tpz është norma kohore për vendosjen dhe vendosjen e makinës, min; Тпз 1 - norma e kohës për trajnimin organizativ, min; Тпз 2 - norma e kohës për vendosjen e një makine, një pajisjeje, një mjeti, pajisje softuerike, min; Tpr. arr - norma e kohës për përpunimin e provës.
Standardet për kohën përgatitore dhe finale. Norma e kohës për vendosjen e makinës përfaqësohet si koha për pritjet e punës përgatitore dhe përfundimtare për përpunimin e një grupi të pjesëve identike, pavarësisht nga grupi, dhe përcaktohet nga formula (13), (13) ku Tpz është norma kohore për vendosjen dhe vendosjen e makinës, min; Тпз 1 - norma e kohës për trajnimin organizativ, min; Тпз 2 - norma e kohës për vendosjen e një makine, një pajisjeje, një mjeti, pajisje softuerike, min; Tpr. arr - norma e kohës për përpunimin e provës.
 Koha e pritjes së punës përgatitore dhe përfundimtare përcaktohet në varësi të llojit dhe madhësisë së grupit të pajisjeve, si dhe duke marrë parasysh veçoritë e sistemit të kontrollit të programit. Fusha e punës në përgatitjen organizative është e përbashkët për të gjitha makinat CNC, pavarësisht nga grupi dhe modeli i tyre. Koha për përgatitjen organizative parashikon: - marrjen e një porosie, një vizatimi, dokumentacioni teknologjik, një bartës softuerësh, mjete prerëse, ndihmëse dhe kontrolli dhe matëse, pajisje, boshllëqe para fillimit dhe dorëzimin e tyre pas përfundimit të përpunimit të një grupi pjesë në vendin e punës ose në dyqanin e mjeteve; - njohja me punën, vizatimin, dokumentacionin teknologjik, inspektimin e pjesës së punës; - duke udhëzuar mjeshtrin.
Koha e pritjes së punës përgatitore dhe përfundimtare përcaktohet në varësi të llojit dhe madhësisë së grupit të pajisjeve, si dhe duke marrë parasysh veçoritë e sistemit të kontrollit të programit. Fusha e punës në përgatitjen organizative është e përbashkët për të gjitha makinat CNC, pavarësisht nga grupi dhe modeli i tyre. Koha për përgatitjen organizative parashikon: - marrjen e një porosie, një vizatimi, dokumentacioni teknologjik, një bartës softuerësh, mjete prerëse, ndihmëse dhe kontrolli dhe matëse, pajisje, boshllëqe para fillimit dhe dorëzimin e tyre pas përfundimit të përpunimit të një grupi pjesë në vendin e punës ose në dyqanin e mjeteve; - njohja me punën, vizatimin, dokumentacionin teknologjik, inspektimin e pjesës së punës; - duke udhëzuar mjeshtrin.
 Në rastin e një forme brigade të organizimit të punës, kur kryhet një transferim ndër turne i pjesëve të përpunuara, përgatitja organizative merr parasysh vetëm kohën e njohjes me punën, vizatimin, dokumentacionin teknologjik, inspektimin e boshllëqeve dhe udhëzimin e përgjegjësit. . Fusha e punës për vendosjen e një vegle makinerie, veglash dhe pajisjesh përfshin metodat e punës së konfigurimit, në varësi të qëllimit të makinës dhe karakteristikave të projektimit: instalimi dhe heqja e pajisjes së fiksimit; instalimi dhe heqja e një blloku ose veglash individuale prerëse; vendosja e mënyrave fillestare të funksionimit të makinës; instalimi i bartësit të softuerit në lexues dhe heqja e tij; rregullimi i pozicionit zero, etj.
Në rastin e një forme brigade të organizimit të punës, kur kryhet një transferim ndër turne i pjesëve të përpunuara, përgatitja organizative merr parasysh vetëm kohën e njohjes me punën, vizatimin, dokumentacionin teknologjik, inspektimin e boshllëqeve dhe udhëzimin e përgjegjësit. . Fusha e punës për vendosjen e një vegle makinerie, veglash dhe pajisjesh përfshin metodat e punës së konfigurimit, në varësi të qëllimit të makinës dhe karakteristikave të projektimit: instalimi dhe heqja e pajisjes së fiksimit; instalimi dhe heqja e një blloku ose veglash individuale prerëse; vendosja e mënyrave fillestare të funksionimit të makinës; instalimi i bartësit të softuerit në lexues dhe heqja e tij; rregullimi i pozicionit zero, etj.
 Koha e përpunimit provë të pjesëve në torno dhe grupe frëngji përfshin kohën e shpenzuar për përpunimin e pjesës sipas programit dhe kohën ndihmëse për kryerjen e teknikave shtesë në lidhje me matjen e pjesës, llogaritjen e kompensimit, futjen e vlerave të kompensimit në CNC. sistemi, dhe koha ndihmëse për kontrollin e makinës dhe sistemit CNC. Koha për përpunimin provë të pjesëve në karusel, bluarje, grupe të mërzitshme, makina me shumë qëllime përfshin kohën e kaluar në përpunimin e pjesëve me metodën e çipave të provës dhe kohën ndihmëse për kryerjen e teknikave shtesë që lidhen me matjen e pjesës, llogaritjen e vlerës së korrigjimit, futja e vlerave të korrigjimit në sistemin CNC, dhe koha ndihmëse për pritjet e veglës së makinës dhe sistemit CNC.
Koha e përpunimit provë të pjesëve në torno dhe grupe frëngji përfshin kohën e shpenzuar për përpunimin e pjesës sipas programit dhe kohën ndihmëse për kryerjen e teknikave shtesë në lidhje me matjen e pjesës, llogaritjen e kompensimit, futjen e vlerave të kompensimit në CNC. sistemi, dhe koha ndihmëse për kontrollin e makinës dhe sistemit CNC. Koha për përpunimin provë të pjesëve në karusel, bluarje, grupe të mërzitshme, makina me shumë qëllime përfshin kohën e kaluar në përpunimin e pjesëve me metodën e çipave të provës dhe kohën ndihmëse për kryerjen e teknikave shtesë që lidhen me matjen e pjesës, llogaritjen e vlerës së korrigjimit, futja e vlerave të korrigjimit në sistemin CNC, dhe koha ndihmëse për pritjet e veglës së makinës dhe sistemit CNC.
 Për të llogaritur kohën kryesore, është e nevojshme të përcaktohen kushtet e prerjes për përpunimin e secilës sipërfaqe të pjesës. Ato përcaktohen sipas standardeve të përgjithshme të makinerisë: - Standardet e përgjithshme të makinerive të kohës dhe kushteve të prerjes për standardizimin e punës së kryer në makineritë universale dhe shumëfunksionale me kontroll numerik. Pjesa 2 - Standardet për prerjen e të dhënave. - M.: Ekonomi, 1990. - Mënyrat e prerjes së metaleve: një libër referimi / Ed. Yu. V. Baranovsky. - botimi i 3-të. , i rishikuar dhe shtoni. - M.: Inxhinieri Mekanike, 1972 .-- 407 f. - Manual i një inxhinieri mekanik. Në 2 vëllime.Vëllimi 2 / Nën. ed. A.G. Kosilova et al. - botimi i 5-të. , rev. - M.: Mashinostroenie, 2003 .-- 944 f. , llum.
Për të llogaritur kohën kryesore, është e nevojshme të përcaktohen kushtet e prerjes për përpunimin e secilës sipërfaqe të pjesës. Ato përcaktohen sipas standardeve të përgjithshme të makinerisë: - Standardet e përgjithshme të makinerive të kohës dhe kushteve të prerjes për standardizimin e punës së kryer në makineritë universale dhe shumëfunksionale me kontroll numerik. Pjesa 2 - Standardet për prerjen e të dhënave. - M.: Ekonomi, 1990. - Mënyrat e prerjes së metaleve: një libër referimi / Ed. Yu. V. Baranovsky. - botimi i 3-të. , i rishikuar dhe shtoni. - M.: Inxhinieri Mekanike, 1972 .-- 407 f. - Manual i një inxhinieri mekanik. Në 2 vëllime.Vëllimi 2 / Nën. ed. A.G. Kosilova et al. - botimi i 5-të. , rev. - M.: Mashinostroenie, 2003 .-- 944 f. , llum.
 Një shembull i llogaritjes së normave kohore Për të llogaritur normat e kohës, japim të dhënat fillestare: vizatimi i pjesës "Rulor", materiali i pjesës së punës çeliku 45 GOST 1050 -88, grupi i pjesëve 100 copë, pjesa e punës - shufra të rrumbullakëta me diametër 125 x 54 . Llogaritja do të kryhet në tre raste: 1. 1) Përpunimi në dy makina CNC - tornimi (16 K 20 F 3) dhe bluarja (6 P 13 RF 3). Në një torno CNC, dy qafa me diametër 30 h 12 përpunohen me prerjen e skajeve. Operacioni parashikon rivendosjen e pjesës së punës në një çantë vetëqendruese me një shtrëngim pneumatik. Në një makinë bluarje CNC, një brazdë prej 4 x 10 dhe 4 vrima me diametër 16 mm përpunohet në një vizë prizmatike vetëqendruese me një kapëse pneumatike. 2) Përpunimi në një qendër të përpunimit rrotullues me 5 boshte. Përpunimi kryhet në një çakmak të vetëqendruar me shtrëngim pneumatik në një operacion me ripozicionimin e pjesës së punës. Të njëjtat tranzicione kryhen si në makinat konvencionale CNC - tornimi, bluarja dhe shpimi.
Një shembull i llogaritjes së normave kohore Për të llogaritur normat e kohës, japim të dhënat fillestare: vizatimi i pjesës "Rulor", materiali i pjesës së punës çeliku 45 GOST 1050 -88, grupi i pjesëve 100 copë, pjesa e punës - shufra të rrumbullakëta me diametër 125 x 54 . Llogaritja do të kryhet në tre raste: 1. 1) Përpunimi në dy makina CNC - tornimi (16 K 20 F 3) dhe bluarja (6 P 13 RF 3). Në një torno CNC, dy qafa me diametër 30 h 12 përpunohen me prerjen e skajeve. Operacioni parashikon rivendosjen e pjesës së punës në një çantë vetëqendruese me një shtrëngim pneumatik. Në një makinë bluarje CNC, një brazdë prej 4 x 10 dhe 4 vrima me diametër 16 mm përpunohet në një vizë prizmatike vetëqendruese me një kapëse pneumatike. 2) Përpunimi në një qendër të përpunimit rrotullues me 5 boshte. Përpunimi kryhet në një çakmak të vetëqendruar me shtrëngim pneumatik në një operacion me ripozicionimin e pjesës së punës. Të njëjtat tranzicione kryhen si në makinat konvencionale CNC - tornimi, bluarja dhe shpimi.

 3) Përpunimi në një qendër përpunimi me një gisht kundër. Përpunimi kryhet në një çakmak të vetëqendruar me shtrëngim pneumatik në një operacion me ripozicionimin e pjesës së punës. Këto OT kanë dy kapëse me një kapëse pneumatike dhe dy koka veglash. Roli i çakut të dytë luhet nga boshti kundër, i cili rivendos pjesën e punës dhe në të cilën bëhet përpunimi i mëtejshëm i pjesës së punës. Cikli i përpunimit të pjesës së punës është si më poshtë: pjesa e punës është instaluar dhe fiksuar në çak; kthimi i qafës me diametër 30 h 12 me prerje të skajit të prapanicës; ndryshimi automatik i veglave bëhet duke e kthyer frëngjinë; shpimi i 4 vrimave me diametër 16 mm; frëngjia e parë kthehet në pikën e fillimit; boshti i numëruesit ndizet dhe sillet automatikisht në çak, i cili vazhdon të rrotullohet në një frekuencë të caktuar; boshti i kundërsulmit përshpejtohet në shpejtësinë e rrotullimit të çakut dhe mbyll automatikisht pjesën e punës; çakja hap automatikisht nofullat dhe boshti i kundërt me pjesën e punës kthehet në pikën fillestare të specifikuar; futet frëngjia e dytë dhe kthen qafën me diametër 30 h 12 me prerje të skajit të prapanicës; ndërrim automatik i veglave dhe frezim me slot 4 x 10; tërheqja e frëngjisë në pikën e fillimit dhe fikja e boshtit të banakut.
3) Përpunimi në një qendër përpunimi me një gisht kundër. Përpunimi kryhet në një çakmak të vetëqendruar me shtrëngim pneumatik në një operacion me ripozicionimin e pjesës së punës. Këto OT kanë dy kapëse me një kapëse pneumatike dhe dy koka veglash. Roli i çakut të dytë luhet nga boshti kundër, i cili rivendos pjesën e punës dhe në të cilën bëhet përpunimi i mëtejshëm i pjesës së punës. Cikli i përpunimit të pjesës së punës është si më poshtë: pjesa e punës është instaluar dhe fiksuar në çak; kthimi i qafës me diametër 30 h 12 me prerje të skajit të prapanicës; ndryshimi automatik i veglave bëhet duke e kthyer frëngjinë; shpimi i 4 vrimave me diametër 16 mm; frëngjia e parë kthehet në pikën e fillimit; boshti i numëruesit ndizet dhe sillet automatikisht në çak, i cili vazhdon të rrotullohet në një frekuencë të caktuar; boshti i kundërsulmit përshpejtohet në shpejtësinë e rrotullimit të çakut dhe mbyll automatikisht pjesën e punës; çakja hap automatikisht nofullat dhe boshti i kundërt me pjesën e punës kthehet në pikën fillestare të specifikuar; futet frëngjia e dytë dhe kthen qafën me diametër 30 h 12 me prerje të skajit të prapanicës; ndërrim automatik i veglave dhe frezim me slot 4 x 10; tërheqja e frëngjisë në pikën e fillimit dhe fikja e boshtit të banakut.
 Koha kryesore To Koha kryesore për të tre rastet llogaritet sipas standardeve të përgjithshme të ndërtimit të makinerive dhe merret si vlerë konstante, dmth. To = konst. Në operacionet e tornimit, bluarjes dhe shpimit, koha kryesore mund të gjendet nga tabelat dhe varësitë empirike. Koha kryesore përcaktohet nga formula Si rezultat, marrim: min; min.
Koha kryesore To Koha kryesore për të tre rastet llogaritet sipas standardeve të përgjithshme të ndërtimit të makinerive dhe merret si vlerë konstante, dmth. To = konst. Në operacionet e tornimit, bluarjes dhe shpimit, koha kryesore mund të gjendet nga tabelat dhe varësitë empirike. Koha kryesore përcaktohet nga formula Si rezultat, marrim: min; min.
 Тмв - koha ndihmëse e makinës (për afrimin e pjesës së veglës nga pikat e fillimit në zonat e përpunimit dhe tërheqjen; ndryshimi i veglës), min. Përcaktoni sipas të dhënave të pasaportës së makinerive dhe teknologjisë së përpunimit. min; min. Ttsa - koha e ciklit të funksionimit automatik të makinës sipas programit, min. Përcaktoni me formulën min;
Тмв - koha ndihmëse e makinës (për afrimin e pjesës së veglës nga pikat e fillimit në zonat e përpunimit dhe tërheqjen; ndryshimi i veglës), min. Përcaktoni sipas të dhënave të pasaportës së makinerive dhe teknologjisë së përpunimit. min; min. Ttsa - koha e ciklit të funksionimit automatik të makinës sipas programit, min. Përcaktoni me formulën min;
 ateh, aorg, aotl - kohë për mirëmbajtje teknologjike dhe organizative të vendit të punës, për pushim dhe nevoja personale me shërbim në një drejtim, përqindje e kohës së funksionimit. Për makinat me CNC dhe OT, kjo vlerë është 14% e kohës së funksionimit.
ateh, aorg, aotl - kohë për mirëmbajtje teknologjike dhe organizative të vendit të punës, për pushim dhe nevoja personale me shërbim në një drejtim, përqindje e kohës së funksionimit. Për makinat me CNC dhe OT, kjo vlerë është 14% e kohës së funksionimit.
 Koha ndihmëse TV Koha ndihmëse për funksionimin llogaritet sipas formulës Standardet e kohës ndihmëse për instalimin dhe heqjen e pjesës së televizorit. në. Për rastin e parë, koha ndihmëse për instalim dhe heqje përcaktohet për dy operacione, në varësi të llojit të fiksimit, mënyrës së instalimit dhe fiksimit të pjesës dhe masës së pjesës. Gjatë funksionimit të tornimit, pjesa e punës montohet në një çok vetëqendrues me një shtrëngim pneumatik, dhe në një operacion bluarje në një vizë prizmatike vetëqendruese me një shtrëngim pneumatik. Gjatë funksionimit të rrotullimit, pjesa e punës rivendoset. min; min. Kur përpunoni në një qendër kthese, pjesa e punës është instaluar në një kapëse me një shtrëngim pneumatik me një rivendosje të pjesës së punës. min.
Koha ndihmëse TV Koha ndihmëse për funksionimin llogaritet sipas formulës Standardet e kohës ndihmëse për instalimin dhe heqjen e pjesës së televizorit. në. Për rastin e parë, koha ndihmëse për instalim dhe heqje përcaktohet për dy operacione, në varësi të llojit të fiksimit, mënyrës së instalimit dhe fiksimit të pjesës dhe masës së pjesës. Gjatë funksionimit të tornimit, pjesa e punës montohet në një çok vetëqendrues me një shtrëngim pneumatik, dhe në një operacion bluarje në një vizë prizmatike vetëqendruese me një shtrëngim pneumatik. Gjatë funksionimit të rrotullimit, pjesa e punës rivendoset. min; min. Kur përpunoni në një qendër kthese, pjesa e punës është instaluar në një kapëse me një shtrëngim pneumatik me një rivendosje të pjesës së punës. min.
 Kur përpunoni në një OC me një bosht kundër, pjesa e punës instalohet në një kapëse me një shtrëngim pneumatik me një rivendosje të pjesës së punës duke përdorur instalimin automatik të pjesës së punës në boshtin e banakut. min. Standardet e kohës ndihmëse që lidhen me funksionimin e TV. op. ... min; min. Standardet e kohës ndihmëse për matjet e kontrollit TV. rev. ... Në të 3 rastet është e barabartë me 0. Koha për matjet e kontrollit (pas përfundimit të punës sipas programit) duhet të përfshihet në normën kohore të njësisë vetëm nëse sigurohet nga procesi teknologjik dhe duke marrë parasysh frekuencën e nevojshme. të matjeve të tilla në procesin e punës dhe vetëm në ato raste kur nuk mund të mbivendoset nga koha e ciklit të funksionimit automatik të makinës sipas programit.
Kur përpunoni në një OC me një bosht kundër, pjesa e punës instalohet në një kapëse me një shtrëngim pneumatik me një rivendosje të pjesës së punës duke përdorur instalimin automatik të pjesës së punës në boshtin e banakut. min. Standardet e kohës ndihmëse që lidhen me funksionimin e TV. op. ... min; min. Standardet e kohës ndihmëse për matjet e kontrollit TV. rev. ... Në të 3 rastet është e barabartë me 0. Koha për matjet e kontrollit (pas përfundimit të punës sipas programit) duhet të përfshihet në normën kohore të njësisë vetëm nëse sigurohet nga procesi teknologjik dhe duke marrë parasysh frekuencën e nevojshme. të matjeve të tilla në procesin e punës dhe vetëm në ato raste kur nuk mund të mbivendoset nga koha e ciklit të funksionimit automatik të makinës sipas programit.

 Koha ndihmëse Tv min; min. Ktv është një faktor korrigjues për kohën e kryerjes së punëve ndihmëse manuale, në varësi të grupit të pjesëve të përpunuara.
Koha ndihmëse Tv min; min. Ktv është një faktor korrigjues për kohën e kryerjes së punëve ndihmëse manuale, në varësi të grupit të pjesëve të përpunuara.
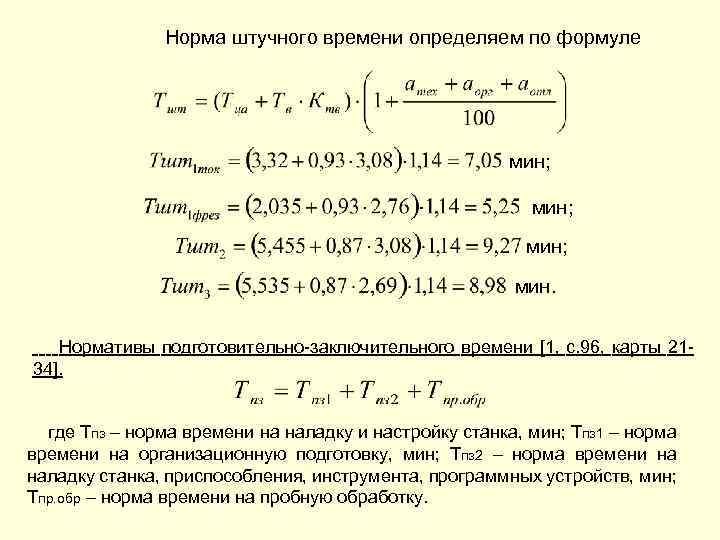 Shpejtësia e kohës për njësi përcaktohet me formulën min; min. Standardet për kohën përgatitore dhe finale. ku Tpz është koha standarde për vendosjen dhe akordimin e makinës, min; Тпз 1 - norma e kohës për trajnimin organizativ, min; Тпз 2 - norma e kohës për vendosjen e një makine, një pajisjeje, një mjeti, pajisje softuerike, min; Tpr. arr - norma e kohës për përpunimin e provës.
Shpejtësia e kohës për njësi përcaktohet me formulën min; min. Standardet për kohën përgatitore dhe finale. ku Tpz është koha standarde për vendosjen dhe akordimin e makinës, min; Тпз 1 - norma e kohës për trajnimin organizativ, min; Тпз 2 - norma e kohës për vendosjen e një makine, një pajisjeje, një mjeti, pajisje softuerike, min; Tpr. arr - norma e kohës për përpunimin e provës.
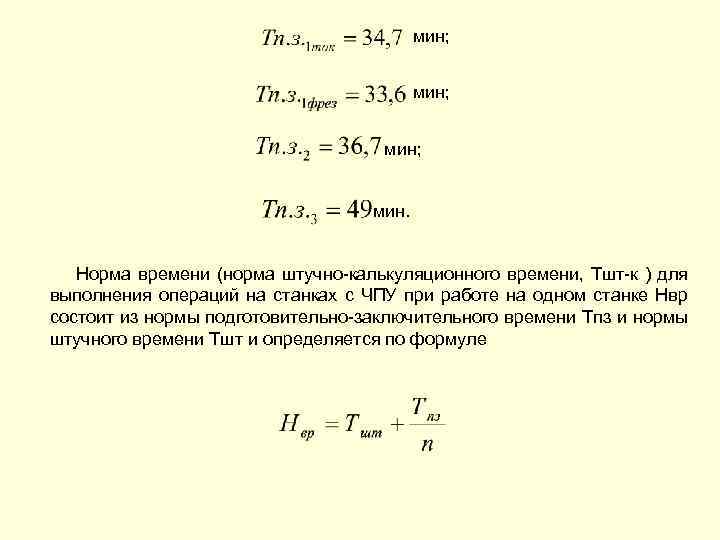 min; min. Norma e kohës (norma e kohës së llogaritjes së copës, Tsht-k) për kryerjen e operacioneve në makinat CNC kur punohet në një makinë Нвр përbëhet nga norma e kohës përgatitore dhe përfundimtare Tpz dhe norma e kohës së copës Tsht dhe përcaktohet. sipas formulës
min; min. Norma e kohës (norma e kohës së llogaritjes së copës, Tsht-k) për kryerjen e operacioneve në makinat CNC kur punohet në një makinë Нвр përbëhet nga norma e kohës përgatitore dhe përfundimtare Tpz dhe norma e kohës së copës Tsht dhe përcaktohet. sipas formulës





