Tehnička standardizacija rada za CNC strojeve. Što je proces standardizacije prilagodbenih radova na CNC strojevima. Vrijeme je za jedno punjenje kazete gorivom
2.2 Racionalizacija rada glavnog osoblja organizacije
Razmotrimo racionalizaciju rada glavnog osoblja na konkretnim primjerima.
1. Organizacija, regulacija i naknada za rad alatnih strojeva.
Usluga s više linija- ovo je vrsta usluge u kojoj jedan radnik opslužuje više strojeva. Usluga s više linija može biti individualna i timska. Podjela rada u višestaničnim brigadama je ili kvalificirana ili funkcionalna; u nekim slučajevima koristi se tzv. parna usluga, kada, na primjer, dva radnika iste struke i kvalifikacije opslužuju nekoliko strojeva. Usluga s više stanica najkorisnija je ako je vrijeme nepreklapajućeg stroja duže od vremena ručnih operacija, aktivnog promatranja i prijelaza. Međutim, često je usluga s više postaja ekonomski izvediva čak i kad je ta ravnoteža vremena narušena, osobito kada postoji nedostatak radna snaga kad postoji besplatna oprema.
Za utvrđivanje vremenskih normi za svaki element proizvodne operacije, bez obzira na oblik organizacije rada, analitički i računski rad provodi se zasebno. U tom slučaju vode se odredbom da vremenska norma za operaciju mora zadovoljiti sljedeće osnovne uvjete:
1) tehnološki proces predviđa racionalnu i potpunu uporabu tehničkih sredstava: opreme, učvršćenja, alata i mehanizama uključenih u rad;
2) Način obrade uspostavljen je na temelju najboljih praksi;
3) osigurava puno opterećenje radnog dana produktivnim radom.
Razmotrite redoslijed normalizacije glavnog i pomoćnog vremena.
Način obrade na stroju odabire tehnolog, ovisno o materijalu, alatu i opremi. Glavno vrijeme određeno je formulama ovisno o vrsti posla (tokarenje, glodanje) za svaki prijelaz zasebno.
Prilikom rada na strojevima za obradu metala, stopa potrošnje vremena glavnog stroja može se odrediti formulom (9):
to = li / n * S, (9)
gdje je standardno vrijeme, min; l je procijenjena duljina obrade, mm; i je broj prolaza; n je broj okretaja ili dvostrukih poteza dostupnih na stroju, u minuti; S je brzina pomaka rezni alat po okretu ili dvostrukom hodu, mm.
Omjeravanje pomoćnog vremena provodi se pomoću standarda koji se utvrđuju ovisno o vrsti proizvodnje: više razlika - u masovnoj proizvodnji, najveća - u jednoj. Istodobno se najprije utvrđuju kompleksi pomoćnih tehnika rada. Dakle, u masovnoj proizvodnji pomoćno vrijeme operacije normalizira se prema sljedećim skupovima tehnika:
1) Vrijeme za ugradnju i uklanjanje dijela. Vremenski standardi za ugradnju i uklanjanje dijela u općim standardima strojogradnje za pomoćno vrijeme dati su za tipične metode ugradnje i pričvršćivanja, uzimajući u obzir njihov položaj pri ručnoj ugradnji na udaljenosti od 0,5-1 m od stroja .
2) Vrijeme povezano s prijelazom sastoji se od vremena za približavanje alata izratku ili površini obratka, postavljanje alata na veličinu, uključivanje uvlačenja i rotiranje vretena kako bi se uzeo ispitni čip, mjerenje prilikom uzimanja ispitnog čipa , uključivanje rotacije i umetanja vretena, uvlačenje alata itd. itd.
3) Vrijeme povezano s promjenom načina rada stroja i promjenom alata sastoji se od vremena prijema za promjenu učestalosti okretanja vretena ili poteza stola, količine hrane, promjene alata, pokretnih dijelova stroja i pribor.
4) Vrijeme za kontrolne operacije uključuje vrijeme provedeno na kontrolnim mjerenjima koja se vrše nakon završetka površinske obrade.
Osobitosti plaća radnika s više alata određene su, prije svega, potrebom da se uzme u obzir stupanj zaposlenosti tijekom radne smjene i da se uspostave odgovarajuća dodatna plaćanja prema tarifnim stopama. Uspostavljaju se ovisno o omjeru između normativnog i projektnog zapošljavanja radnika. Maksimalna razina prireza u pravilu ne smije prelaziti 30% tarifne stope. Ova razina odgovara jednakosti projekta i normativnim razinama zaposlenosti, odnosno dodatnim plaćanjem povećava se povećanje zaposlenosti na projektu, ali samo dok radnik ima vremena za odmor tijekom smjene.
2. Organizacija, regulacija štancanja i ljevaonica.
Prilikom standardizacije kovačkih i štancarskih radova, koji uključuju vruće utiskivanje pod čekićima i prešama, prevrtanje na strojevima za horizontalno kovanje i slobodno kovanje, treba uzeti u obzir sljedeće značajke ove vrste obrade metala:
1) Prisutnost dva paralelna procesa - zagrijavanje obratka, deformacija metala i potreba za odvojenim određivanjem vremena za zagrijavanje obratka, štancanje (kovanje) i obrezivanje dijelova.
2) Brigadni karakter posla i potreba da se osigura ravnomjerno opterećenje svakog pripadnika brigade.
3) Beznačajna specifična težina vremena deformacije metala u standardu vremena po komadu.
4) Potreba za određivanjem pomoćnog vremena za pojedine operacije i tehnike.
5) Potreba za primjenom metode postavljanja diferencirane stope za izračunavanje ručnog i strojnog vremena.
6) Uspostavljanje vremenskog standarda za radove kovanja i štancanja u najvećem radnom vremenu svih članova tima, budući da se paralelno odvija proces zagrijavanja gredica s procesom deformacije metala, rad je organiziran na takav način da se vrijeme zagrijavanja gredica preklapa s vremenom kovanja i djelomično s vremenom servisa radnog mjesta, stoga vrijeme grijanja obično nije uključeno u standarde.
Jedinična brzina kovanja na čekićima i prešama, ovisno o opsegu proizvodnje slijepih komada, izračunava se formulom (10):
tsht = (∑ (do * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * KN, (10)
gdje je glavno vrijeme jednog udarca čekićem; Ky je broj udaraca potrebnih za deformiranje metala; Km je korekcijski faktor za kovanje različitih vrsta čelika; tnstv je pomoćno vrijeme za slobodno kovanje povezano s proizvodom; Kn je korekcijski faktor koji uzima u obzir promjenu brzine rada ovisno o veličini serije.
Vrijednosti korekcijskog faktora date su u tablici 28.
Tablica 28
Vrijednosti korekcijskog faktora Kn
U "Općim standardima strojogradnje za kovanje na čekićima i prešama" navedeno je pomoćno vrijeme uzimajući u obzir vrijeme odmora i osobnih potreba te vrijeme pauza povezanih s organizacijom tehnološkog procesa.
3. Organizacija, racionalizacija montažerskih i zavarivačkih radova.
Bravarski radovi na obradi obradaka su hladno rezanje metala, koje se izvodi ručno ili električnim alatom. Takva obrada ima za cilj dati dijelovima traženi oblik, dimenzije i hrapavost površine rezanjem motornom pilom, odsjecanjem, turpijanjem, struganjem, bušenjem, navojem i kosom, svrdlima
itd.
Tehnološke značajke navedenih procesa karakteriziraju alati i oprema koji se koriste za ovaj rad. U montažnim radovima operacije se mogu izvoditi izravno na mjestima za montažu bez stavljanja proizvoda u porok ili na radni stol.
Standardizacija montažnih i montažnih radova provodi se u sljedećem slijedu:
1) utvrđivanje predmeta, svrhe i načina racionalizacije;
2) analiza stvarnih operacija bravarije i montaže, utvrđivanje usklađenosti organizacije rada na radnom mjestu sa zahtjevima ITT -a, izbor racionalne opcije za njezin tehnološki sadržaj, koji osigurava najmanji utrošak radnog vremena poštujući tehničke zahtjeve za obradu;
3) izbor standarda za racionalizaciju u skladu s vrstom proizvodnje, prirodom posla;
4) osmišljavanje sadržaja rada prema metodama rada i utvrđivanje sukladnosti stvarnih uvjeta rada s normativnim;
5) proračun operativnog vremena operacije na temelju utvrđivanja trajanja pojedinih elemenata rada na temelju normativnih materijala. Radno vrijeme određeno je formulom (11):
Vrh = ∑topi * k, (11)
gdje je topi vrijeme rada i-tog računskog kompleksa radova, min; k je ukupni korekcijski faktor za promjenu uvjeta rada pri izvođenju i-tog računskog kompleksa.
U uvjetima male proizvodnje i jednokomponentne proizvodnje, radno vrijeme se ne dodjeljuje pri normiranju montažnih i montažnih radova, a proračun se vrši zbirno po komadu za svaki i-ti računski kompleks.
6) Izračun vremena za opsluživanje radnog mjesta, odmora i osobnih potreba.
Bravarski i montažni radovi uglavnom su ručni, pa je teško rasporediti pomoćno vrijeme. U zbirkama standarda za vodovodne i montažne radove postoje dvije vrste tablica (kada se standardiziraju prema radnom vremenu).
U prvoj vrsti stolova vremenski standard uključuje glavno i pomoćno vrijeme, uz pripremno i završno vrijeme, vrijeme za servisiranje radnog mjesta i vrijeme za odmor i osobne potrebe. Vremenska stopa je postavljena po mjernoj jedinici.
U drugoj vrsti tablica navedeno je radno vrijeme s uključivanjem pomoćnih vremena povezanih samo s alatom ili materijalom obratka, ali ne uključujući vrijeme povezano s cijelim dijelom ili sklopom.
Što se tiče racionalizacije zavarivanja, možemo reći da se električno zavarivanje, plinsko, kontaktno i elektronsko zavarivanje koristi u strojarstvu.
Ovdje je glavno vrijeme vrijeme tijekom kojeg se formacija odvija zavariti taljenjem baze i materijala za punjenje (elektroda, elektroda ili žica za punjenje).
Glavno vrijeme za zavarivanje 1 m šava određeno je formulom (12):
to1I = (60 * F * Þ) / (J * αn), (12)
gdje je F površina presjeka šava, mm2; Þ - specifična težina nanesenog metala, g / cm3; J - struja zavarivanja, a; αn - koeficijent taloženja, g / a * h.
Najčešći elementi pomoćnog vremena, ovisno o proizvodu i vrsti opreme za sve vrste elektrolučnog zavarivanja, uključuju vrijeme za ugradnju, rotaciju, uklanjanje proizvoda, pričvršćivanje i otkopčavanje dijelova te kretanje zavarivača. Za sve vrste elektrolučnog zavarivanja postavlja se prema standardima.
Kod automatskog i poluautomatskog zavarivanja (kaseta), vrijeme potrebno za punjenje jedne kasete posebno se dodjeljuje. Popis troškova prikazan je u tablici 29.
Tablica 29
Vrijeme je za jedno punjenje kazete gorivom
Način punjenja gorivom |
Karakteristike kasete |
Vrijeme za jednoga |
|
težina, kg |
|||
Zatvoreno |
|||
Mehanizirano |
Otvorena |
||
Zatvoreno |
|||
4. Značajke standardizacije automatiziranih proizvodnih operacija.
Automatizirano proizvodni proces pokazuje da u organizaciji rada na njegove oblike utječe prisutnost automatskim sustavima i uređaja.
Glavni način automatizacije procesa mehaničke obrade dijelova male i jednokratne proizvodnje je uporaba alatnih strojeva s numeričkim upravljanjem (CNC). CNC strojevi su poluautomatski ili automatski strojevi, čiji svi pokretni dijelovi automatski izvode radne i pomoćne pokrete prema unaprijed utvrđenom programu. Struktura takvog programa uključuje tehnološke naredbe i numeričke vrijednosti pomaka radnih tijela stroja. Promjena CNC stroja, uključujući promjenu programa, zahtijeva malo vremena, stoga su ti strojevi najprikladniji za automatizaciju male proizvodnje.
Značajka standardizacije operacija mehaničke obrade dijelova na CNC strojevima je da glavno vrijeme (stroj) i vrijeme povezano s prijelazom čine jednu vrijednost Ta - vrijeme automatskog rada stroja prema programu sastavio tehnolog-programer, a sastoji se od glavnog vremena automatskog rada stroja Toa i pomoćnog vremena stroja prema programu Tva, odnosno (13), (14), (15):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + zdravica, (15)
gdje je Li duljina puta koji je alat ili dio prešao u smjeru napajanja pri obradi i-tog tehnološkog presjeka (uzimajući u obzir prodor i prekoračenje); min-minutno napajanje u ovom području; i = 1, 2, ..., n- broj područja tehnološke obrade; Tvha -
vrijeme za izvođenje automatskih pomoćnih poteza (opskrba dijela ili alata od početnih točaka do zona obrade i uvlačenje, postavljanje alata na veličinu, promjena numeričke vrijednosti i smjera uvlačenja); Tost je vrijeme tehnoloških pauza-zaustavljanja dodavanja i okretanja vretena radi provjere dimenzija, pregleda ili promjene alata.
Fleksibilni automatizirani sustav(GPS) je sustav strojeva i mehanizama dizajniranih za obradu različitih strukturno i tehnološki sličnih dijelova u malim serijama, jedan po jedan, bez izravnog sudjelovanja ljudi. Sastavni dijelovi GPS su podsustavi: tehnološki, transportni, skladišni, instrumentalni servis i računalno podržano upravljanje.
Središnji element GPS -a je fleksibilan tehnološki sustav(GTS), koji je skup višenamjenskih CNC strojeva (kao što je obradni centar) koji izravno obrađuju predmete.
Ovisno o broju strojeva u FMS -u postoje: fleksibilni proizvodni modul (FMP); fleksibilno proizvodna linija(GPL); fleksibilno proizvodno područje (GPU); fleksibilna proizvodnja radionice (GPP) i pogona (GPP).
Fleksibilni proizvodni modul tehnološki je dio opreme (CNC stroj) opremljen manipulatorima ili robotima za utovar i istovar dijelova i spremnikom alata. Glavna značajka PMG-a je sposobnost rada bez sudjelovanja ljudi i sposobnost integracije u sustav s višim rangiranjem. Fleksibilna linija sastoji se od nekoliko modula opremljenih transportnim i instrumentalnim sustavima i kontroliranim mikroračunalima. Fleksibilni odjeljak - vrsta GPL -a; razlikuje se po sastavu i zamjenjivosti tehnološke opreme i načina prijevoza.
Podsustav transporta i akumulacije je skup automatiziranih skladišta za obratke i dijelove, akumulatore na alatnim strojevima s automatskim utovarom i istovarom i automatska vozila koja se koriste za premještanje obrađenih predmeta iz skladišta u strojeve i obrnuto (robotska kolica, transporteri, valjkasti stolovi itd.) ).
Podsustav instrumentalne usluge uključuje skladišta alata i uređaja, odjel za pripremu alata za rad (oštrenje, sastavljanje, sastavljanje trgovina itd.) I fleksibilan automatizirani sustav za ugradnju, uklanjanje i premještanje alata iz skladišta i obrnuto.
Podsustav automatizirano upravljanje je kompleks tehnoloških sredstava s računalima sposobnim primati informacije automatizirani sustavi poduzeća: ACS ( zakazivanje rasporeda), CAD (crtež dijela), ASTPP (tehnološki proces obrade i upravljanja dijelom), transformirati ga pomoću upravljačkih programa, izravno prenositi naredbe izvršna tijela oprema svih GPS podsustava.
Dakle, u FMS -u funkcioniraju dva izvora resursa: materijalni i informacijski. Tijek materijala osigurava izvršavanje svih glavnih i pomoćnih operacija obrade predmeta: opskrba slijepih materijala, alata i njihova ugradnja na strojeve; mehanička obrada dijelova; uklanjanje gotovih dijelova i njihovo premještanje u skladište; promjena i kretanje alata; kontrola obrade i stanja alata; čišćenje strugotina i opskrba tekućinom za rezanje. Tijek informacija osigurava: redoslijed, vrijeme i broj obrađenih predmeta, predviđenih planovima rada Državne granične službe; prijenos programa obrade izravno izvršnim tijelima alatnih strojeva, programi rada robota, mehanizmi za ugradnju i prijenos, programi za davanje praznina, alata, pomoćnog materijala, programi upravljanja za cijeli kompleks i obračun njegova rada, kao i grupna kontrola strojeva, transportni skladišni mehanizmi, sustav instrumentalnog servisa.
Glavne značajke fleksibilnih proizvodnih sustava su sljedeće:
1) Zaposlenici Državne granične službe nisu izravno uključeni u utjecaj na predmet rada. Njihov glavni zadatak je osigurati učinkovit rad opreme. Promjenom funkcija radnika mijenja se i struktura troškova njihovog radnog vremena. Većina se troši na podešavanje, preventivno održavanje i popravak opreme.
2) Broj jedinica tehnološke opreme FMS -a premašuje broj zaposlenika svake skupine: dorađivača, mehaničara, servisera, inženjera elektronike itd. Stoga je potrebno uspostaviti optimalne odnose između broja jedinica opreme i broj zaposlenih u svakoj skupini, kako bi se normaliziralo vrijeme provedeno u dva odjeljka: u odnosu na opremu i radnike.
3) Za povećanje razine pouzdanosti funkcioniranja GPS-a potrebno je stvoriti složene end-to-end brigade s naknadama za rad za konačni proizvod. Treba imati na umu da je zastoj opreme tijekom i za vrijeme čekanja na servis manji, što je profil svakog zaposlenika širi u odnosu na obavljane funkcije i područja usluga opreme.
Teorija i iskustvo rada operativnih FPS-a pokazuju da su trenutno norme trajanja operacija u odnosu na opremu (norme rada alatnih strojeva), norme intenziteta rada, norme broja i održavanja od najveće praktične važnosti.
Za praktične izračune normi trajanja potrebno je poći od podjele normalizirane potrošnje vremena na izravnu i neizravnu. Prvi se može prilično točno izračunati izravno za proizvodnu jedinicu određene vrste. Potonji se odnose na sve proizvode proizvedene na određenom radnom mjestu ili mjestu, pa su stoga uključeni u normalizirano trajanje operacije razmjerno vrijednosti izravnih troškova.
Postupak izračunavanja standarda rada u Državnoj graničnoj službi je sljedeći:
1) utvrđen je koeficijent iskorištenosti opreme do trenutka automatskog rada koji je neophodan za ispunjenje proizvodnog programa;
2) utvrđuju se standardi za stopu zaposlenosti zaposlenika svake skupine;
3) na temelju relevantnih standarda izračunava se preliminarna verzija intenziteta rada svake vrste rada i broj normi za svaku skupinu radnika;
4) utvrđuju se koeficijenti radnog opterećenja zaposlenika svake skupine koji odgovaraju usvojenoj verziji broja normi;
5) postavljen je koeficijent vremena automatskog rada koji odgovara usvojenoj varijanti normi broja;
6) faktori opterećenja zaposlenika svake grupe i vrijeme automatskog rada uspoređuju se s njihovim navedenim vrijednostima;
7) utvrđuje se visina troškova za zaposlenike svih skupina;
8) za varijantu normi broja, prepoznatu kao optimalnu, nalaze se vrijednosti normi trajanja izvođenja tehnoloških operacija za svaki detalj;
9) na temelju normi broja i trajanja utvrđuju se norme intenziteta rada (vremena) za svaki detalj, svaku skupinu radnika i za brigadu u cjelini.
U uvjetima automatizirana proizvodnja, uključujući fleksibilne proizvodne sustave, koji se, u pravilu, odnose samo na vrijeme provedeno u automatskom radu opreme. Preporučljivo je uključiti neizravne troškove vremena u sastav norme za vrijeme trajanja operacija, na temelju sljedeće formule (16):
Nd = ta * (Tpl / (Tpl - Tnp)), (16)
gdje je t vrijeme rada stroja u automatskom načinu rada tijekom proizvodnje proizvodne jedinice za datu operaciju; Tpl je planirani dnevni fond radnog vremena GPS -a; Tnp je trajanje normaliziranih stanki u radu tehnološka oprema povezana s održavanjem i čekanjem na servis radnika svih grupa tijekom Tpl.
Vrijednost Tnp treba uključivati samo one stvarne prekide u radu opreme, koji su objektivno neizbježni u uvjetima određenog GPS -a, na temelju optimalnog rasporeda održavanja opreme, utvrđenog rasporeda rada i odmora radnika. Sastav robe široke potrošnje određen je značajkama dizajna analiziranog sustava i radnim uvjetima. U pravilu vrijednost Tnp uključuje trajanje puštanja u rad, podešavanje, ispitivanje koje se ne može pokriti strojnim vremenom, vrijeme zastoja opreme povezano s reguliranim održavanjem mehaničkih, električnih, elektroničkih i drugih podsustava, vrijeme proizvodnju i kontrolu ispitnih dijelova itd. Prilikom utvrđivanja sastava tipa treba nastojati što više preklapati neke poslove s drugima, obavljati ih paralelno, kombinirati funkcije zaposlenika Državne granične službe, iskoristiti prednosti brigade organizacije rada, kolektivnog ugovaranja.
U svim GPS uređajima oprema nije isključena tijekom odmora radnika, što bi trebalo biti instalirano prema kliznom rasporedu. Stoga vrijeme za odmor i osobne potrebe nije uključeno u robu široke potrošnje. To se uzima u obzir pri izračunavanju optimalnih standarda usluge i broja koji su postavljeni na razini koja omogućuje provedbu standardnog vremena za odmor zbog međusobnih zamjena radnika.
Drugi se faktor može izraziti u smislu faktora iskorištenosti opreme u smislu vremena automatskog rada (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
gdje je Ta vrijeme automatskog rada opreme za planirano razdoblje njezina rada Tpl.
Prosječno normalizirano vrijeme proizvodnje (stopa trajanja) određeno je formulom (18):
Nd = ta / Cap, (18)
gdje je Cap planirani faktor iskorištenosti opreme do vremena automatskog rada.
Formula (18) je najprikladnija za praktičnu standardizaciju trajanja operacija, budući da uključuje dva parametra koji se koriste u svim osnovnim proračunima tehnološkog i organizacijskog planiranja FMS -a.
Za praktične izračune prikladna je sljedeća formula za složenost operacija (19):
Nt = (Nč / N * C * Ki) * Nd, (19)
gdje je N ukupan broj GPS modula; C je broj izmjena rada opreme; Ki je planirani faktor korištenja opreme.
Prilikom izračunavanja ukupnog zaposlenja radnika DGS -a, preporučljivo je odvojeno uzeti u obzir njihovo zapošljavanje s glavnim funkcijama - obavljanjem proizvodnih poslova i dodatnim - obavljanjem pomoćnih poslova (20):
Ks (X) = Kp (X) + Ko (X), (20)
gdje su Kp (X) i Co (X) stopa zaposlenosti radnika u ovoj skupini obavljanjem odgovarajuće proizvodnje i pratećim poslovima.
Optimalni broj državnih vatrogasnih službi utvrđuje se na temelju odnosa (21), (22):
Kz (H) ≤ Kzn, (21)
Ka (X) ≥ Kan, (22)
Koeficijent Ka (X) određuje se za svaku varijantu normi broja zaposlenih prema formuli (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
gdje je Tnp (Nč) trajanje normaliziranih prekida u radu opreme, ovisno o prihvaćenoj opciji za broj zaposlenih, obliku podjele i suradnje rada, propisima o održavanju opreme i načinu rada i odmora.
U uvjetima automatskih linija (uključujući rotacijske i rotacijske transportne linije) za racionalizaciju rada koriste se sljedeće: norme za broj osoblja; norme za trajanje proizvodnih operacija; norme vremena (radni intenzitet operacija) za odabrane grupe radnici i općenito za brigadu koja služi na liniji; stope proizvodnje; normalizirani zadaci.
Glavnu ulogu igraju norme broja osoblja (namještači, mehaničari, serviseri, električari, tehničari elektronike) koji liniju servisiraju u skladu s utvrđenim propisima i osiguravaju provedbu proizvodnog programa.
Temelj za izračunavanje brzine vremena i proizvodnje u uvjetima automatskih linija je tehnička (putovnička) produktivnost linije rm, koja određuje broj proizvodnih jedinica koje se mogu dobiti iz ove opreme na sat ili u drugoj jedinici vrijeme rada u automatskom načinu rada.
Stopa proizvodnje postavlja se na temelju tehničkih performansi jedinice i iskorištenosti linije prema vremenu automatskog rada (24):
Nv = rm * Kan, (24)
Nakon utvrđivanja stope proizvodnje, stopa intenziteta rada (vrijeme) za i-ta grupa(zanimanja) radnici (25):
Nti = Tpl * (Nči / Nv), (25)
Na temelju norme broja, vremena i proizvodnje uspostavlja se standardizirani zadatak. Ukazuje na opseg radova za regulirano održavanje linije u planiranom razdoblju, vrijeme izvođenja ovih radova, standardni broj radnika, planirani obujam linijske proizvodnje.
Ako se na automatskoj liniji proizvode proizvodi s više naziva, tada se za setove proizvoda mogu provesti izračuni normi vremena i proizvodnje. Uz to, za multidisciplinarne linije, možda bi bilo prikladnije izračunati norme trajanja Nd i intenziteta rada Nt prema metodi za GPS. U ovom slučaju proračuni se izvode prema formulama (26), (27):
Ndk = tak / Kan, (26)
Ntk = Nč * (Ndk / But), (27)
gdje tak je vrijeme automatskog rada opreme u proizvodnji dijelova k-tog tipa.
Predavanje 6. Omjera rada na alatnim strojevima s numeričkom kontrolom
Normiranje rada na numerički upravljanim strojevima
Korištenje alatnih strojeva s numeričkom kontrolom (CNC) jedan je od glavnih pravaca automatizacije rezanja metala, omogućuje vam oslobađanje velikog broja univerzalne opreme, kao i poboljšanje kvalitete proizvoda i radnih uvjeta za rukovatelje strojevima . Temeljna razlika između ovih strojeva i konvencionalnih strojeva je u specificiranju programa obrade u matematičkom obliku na posebnom nosaču programa.
Norma vremena za operacije izvedene na CNC strojevima pri radu na jednom stroju sastoji se od norme pripremnog i završnog vremena i norme vremena po komadu:
Pripremno i završno vrijeme određeno je formulom:
gdje je T pz - vrijeme za postavljanje i podešavanje stroja, min;
T pz1 - vrijeme za organizacijsku pripremu, min.
T pz2 - vrijeme za postavljanje stroja, uređaja, alata, softverskih uređaja, min;
T pr.obr - vrijeme za probnu obradu.
Brzina komada se izračunava po formuli:
T C.a. - vrijeme ciklusa automatskog rada stroja prema programu, min.
K t je korekcijski faktor za vrijeme izvođenja ručnih pomoćnih radova, ovisno o seriji izratka.
![]()
gdje je T o - glavno (tehnološko) vrijeme za obradu jednog dijela, min;
T mv - pomoćno vrijeme stroja prema programu (za približavanje dijela ili alata od početnih točaka do zona obrade i uvlačenje; postavljanje dijela na veličinu, mijenjanje alata, promjena vrijednosti i smjera uvlačenja, vrijeme tehnološke stanke itd.), min.
L i je duljina puta koji je alat ili dio prešao u smjeru uvlačenja pri obradi i-ro tehnološke sekcije (uzimajući u obzir vrijeme prodora i pregaženja), mm;
S mi - minutni pomak na zadanom tehnološkom presjeku, mm / min;
i = 1,2 ... n je broj odjeljaka za obradu.
Glavno (tehnološko) vrijeme izračunava se na temelju uvjeta rezanja, koji su utvrđeni prema Općim standardima strojogradnje za vrijeme i uvjete rezanja za standardizaciju rada na univerzalnim i višenamjenskim numerički upravljanim strojevima. Prema tim standardima, dizajn i materijal reznog dijela alata odabiru se ovisno o konfiguraciji obratka, stupnju obrade, prirodi dodatka koji se uklanja, materijalu koji se obrađuje itd. poželjno je koristiti alat opremljen pločama od tvrda legura(ako nema tehnoloških ili drugih ograničenja u njihovoj uporabi). Takva ograničenja uključuju, na primjer, prekidanu obradu čelika visoke temperature, obradu rupa malog promjera, nedovoljnu brzinu rotacije dijela itd.
Dubina reza za svaku fazu obrade odabire se na način da se osigura uklanjanje grešaka u obradi i površinskih nedostataka koji su se pojavili u prethodnim fazama obrade, kao i da se kompenziraju pogreške nastale u fazi obrade.
Ulaz za svaku fazu obrade dodjeljuje se uzimajući u obzir dimenzije obrađene površine, specificiranu točnost i hrapavost materijala za obradu te dubinu rezanja odabranu u prethodnoj fazi. Ulazni materijal odabran za faze grube obrade i poluzavršne obrade provjerava se u odnosu na čvrstoću mehanizma stroja. Ako ne zadovoljava ove uvjete, smanjuje se na vrijednost dopuštenu snagom strojnog mehanizma. Sirovine odabrane za završnu i završnu fazu obrade provjeravaju se u skladu s uvjetom dobivanja potrebne hrapavosti. Konačno je odabran manji od feedova.
Brzina i snaga rezanja odabiru se prema prethodno definiranim parametrima alata, dubini rezanja i pomaku.
Način rezanja u fazama grube i poluzavršne obrade provjerava se snagom i zakretnim momentom stroja, uzimajući u obzir njegove značajke dizajna. Odabrani način rezanja mora zadovoljiti uvjete:
gdje je N potrebna snaga za rezanje, kW;
N e - efektivna snaga stroja, kW;
2M - dvostruki moment rezanja, Nm;
2M st - dvostruki okretni moment na vretenu stroja, dopušten strojem za snagu mehanizma ili snagu elektromotora, Nm.
Dvostruki moment rezanja određen je formulom:
P z - glavna komponenta rezne sile, N;
D - promjer obrađene površine, mm.
Ako odabrani način rada ne zadovoljava navedene uvjete, potrebno je smanjiti postavljenu brzinu rezanja prema vrijednosti, dopuštenoj snazi ili okretnom momentu stroja.
Pomoćno vrijeme povezano s izvedbom operacije na CNC strojevima osigurava provedbu niza radova:
a) vezano uz ugradnju i uklanjanje dijela: "uzmi i instaliraj dio", "poravnaj i popravi"; "Uključivanje i isključivanje stroja"; "Otkopčajte, uklonite dio i stavite u spremnik"; "Očistite uređaj od strugotine", "obrišite osnovne površine ubrusom";
b) povezane s izvođenjem operacija koje nisu uključene tijekom ciklusa automatskog rada stroja prema programu: "uključivanje i isključivanje pogona trake"; "Postavite navedeni relativni položaj dijela i alata u koordinate X, Y, Z, po potrebi izvršite ponovno podešavanje"; "Provjerite dolazak alata ili dijela u određenu točku nakon obrade"; "Pomaknite perforiranu traku u njezin izvorni položaj."
V. opći pogled pomoćno vrijeme određeno je formulom:
gdje je T v.u - vrijeme za ugradnju i uklanjanje dijela ručno ili s dizalom, min.
T v.op - pomoćno vrijeme povezano s operacijom (nije uključeno u program upravljanja), min;
T v.meas - pomoćno vrijeme koje se ne preklapa za mjerenja, min.
Pomoćno vrijeme za kontrolna mjerenja uključeno je u standard vremena rada po komadu samo ako je predviđeno tehnološkim procesom, i samo ako se ne može pokriti vremenom ciklusa automatskog rada stroja.
Faktor korekcije (K t in) za vrijeme trajanja ručnog pomoćnog rada, ovisno o seriji obrađenih dijelova, određuje se iz tablice. 4.7.
Tablica 4.7
Faktori korekcije za pomoćno vrijeme ovisno o veličini serije obrađenih dijelova u serijskoj proizvodnji
Faktori korekcije za pomoćno vrijeme, ovisno o karti br
o veličini serije i obrađenih dijelova u serijskoj proizvodnji
| Predmet broj. | Radno vrijeme (Ttsa + TV), min., Do | Vrsta proizvodnje | |||||||||
| Mala serija | Srednja serija | ||||||||||
| Broj dijelova u seriji, kom. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 i više | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Indeks | a | b | v | G | d | e | f | s | i | ||
Održavanje radnog mjesta uključuje sljedeće radove:
· Promjena alata (ili bloka s alatom) zbog njegove tuposti;
Razmotrimo koji je proces vrednovanja. radovi na prilagodbi na CNC strojevima i čemu služi.
Provodeći razvoj složenih procesa za obradu obratka za CNC strojeve i programe koji ga upravljaju, glavni kriterij je vremenski standard za izradu dijelova. Bez toga, nemoguće je izračunati plaću za rukovatelje strojevima, izračunati takav pokazatelj kao što je produktivnost rada i stopa iskorištenosti opreme.
Početak procesa
Obično radnici moraju potrošiti dodatno vrijeme na postupak pristupa i povlačenja, promjene načina rada i promjene alata. Stoga se kao dio vremena provedenog na obradi dijelova uzima u obzir i trajanje razdoblja postavljanja. Racionalizacija rada počinje s određivanjem vremena u uvjetima rada stroja. Uz pomoć štoperice bilježi se utrošeno vrijeme kako bi se jedan dio instalirao na stroj, a zatim uklonio.
Minute se troše na održavanje mjesta, bitne potrebe operatora. Prilikom rada na stroju za tokarenje (jednokolonski) potrebno je 14 minuta, a na strojevima s dva stupca-16 minuta.
Što je uključeno u održavanje radnih mjesta
Postupak održavanja stroja uključuje:
- organizacijske mjere - pregled stroja, njegovo zagrijavanje, ispitivanje opreme: rad u hidrauličkom sustavu i CNC. Potrebno je neko vrijeme da biste dobili upute i alate od majstora sa zadatkom (odjeća, crtež, softverski medij); predstaviti prvi primljeni uzorak dijela odjelu za kontrolu kvalitete, podmazati i očistiti stroj tijekom razdoblja smjene, očistiti mjesto rada nakon njegova završetka. Stalni vremenski troškovi za provedbu složenog organizacijskog posla na opremi za okretanje i rotiranje, prema normama, postaju 12 minuta. Kad su potrebni dodatni napori u pružanju usluga, uvodi se odgovarajuća izmjena;
- tehničke mjere - zamjena alata koji je tup; podešavanje strojeva tijekom smjene i podešavanje. Ima i drugih obvezni rad: Tijekom radnog procesa strugotine se moraju stalno uklanjati s područja rezanja ili okretanja.

Vrijeme provedeno na postavljanju stroja
U dokumentima koji odražavaju standarde rada određuje se vrijeme postavljanja opreme, ovisno o njenom dizajnu. Ako se obrada vrši, kao osnova za izračun uzimaju se standardi za ugradnju i uklanjanje reznog alata.
Kad je potrebno izvršiti korekciju položaja alata za obradu ispitnih komada, razdoblje obrade dijela uključuje se u trajanje pripremne faze.
Standard za postavljanje i održavanje automatskih tokarilica važan je standard. Polažu se u ukupno vrijeme za proizvodnju jednog dijela i, prema tome, formiraju ekonomski pokazatelji radnika i proizvodnje u cjelini.

Zbirke normativnih dokumenata
Regulatori tvornica i tvornica u kojima se koriste strojevi s numeričkim i programiranim upravljanjem koriste standarde utvrđene u dokumentima u izračunu radnog vremena:
- Jedinstvena tarifa priručnik o kvalifikacijama djela;
- Sveruski klasifikator radničkih zanimanja;
- Jedinstvena referentna knjiga kvalifikacija za pozicije menadžera i stručnjaka;
- Zbirke standarda rada za rad koji se izvode radi prilagodbe programabilne opreme.
VAŽNO! Sva ova normativna literatura osnovna je za menadžere svih razina i kadrovske strukture.
Bez toga nemoguće je odrediti vrijeme za dovršetak određene količine posla, broj stručnjaka koje je potrebno uključiti i vremenske norme korištene u izradi karata za tehnološke procese.

Kartice za postavljanje
Ispod stroja određene vrste provodi se razvoj strogo standardiziranog trajanja operacija puštanja u rad i dodjeljuje mu se kartica za puštanje u rad. Prilikom razvoja uzimaju se u obzir mnogi čimbenici kako bi se dobila konačna slika.
Standard vremena dodijeljen operateru stroja predviđa:
- posebnosti postupka dijagnostike parka alatnih strojeva;
- prisutnost nekoliko opcija za način podešavanja;
- usklađenost sa zahtjevima usluge.

Kako bi se utvrdila stopa intenziteta rada (mjerna jedinica su sati-sati ili ljudske minute) bilo kojeg rada, uzima se u obzir vrijeme tijekom kojeg se jedan dio obrađuje na danom stroju. Normalizator također djeluje s konceptom rada po komadu, koji određuje ukupno vrijeme u skladu s vrstama posla.
Sukladno tome, ukupno vrijeme podijeljeno je na glavne i pomoćne segmente, aktivnosti održavanja ureda; prijelazi između strojeva tijekom višestaničnog servisa; praćenje tijeka rada; pauzira zbog rada opreme.
Institut za rad ima rezultate standardizacije za opremu glodalica i bušilica i bušilica, tokarilice i automatske linije opremljene su standardima.
VAŽNO! Poznavajući standarde, menadžeri određuju stupanj zaposlenosti radnika (izračunava mu se intenzitet rada), raspoređuju radne zone i određuju optimalni tempo rada.

Usluga s više stanica - pristupi mjerenju vremena
U tvornicama s visokim stupnjem automatizacije prakticira se višestanično održavanje CNC strojeva (oblici organizacije rada - u timovima, vezama i pojedinačno). U skladu s tim, područja usluga su fiksna.
Usluga s više stanica osigurava vrijeme provedeno na:
- predgrijavanje opreme u praznom hodu, ako je to predviđeno uputama za uporabu za okretanje opreme;
- rad prema programu upravljanja strojem uz održavanje radnog mjesta;
- ugradnja praznih dijelova, uklanjanje dijelova i kontrola njihove kvalitete;
- nadopunjavanje osobnih potreba operatora;
- gubitak planiranog plana;
- provedba pripremne i završne faze rada;
Razvrstavanje rada na više stanica provodi se prema radu; zone, vrste i sustavi; funkcije koje obavlja višenamjenski alat.

Sustavi i metode održavanja alatnih strojeva
Poduzeća primjenjuju ciklični sustav usluga - na radnim mjestima i proizvodnim linijama za alatne strojeve koji imaju jednako ili slično vrijeme tijekom kojeg se dio obrađuje. Karakterizira ga stalan niz zahtjeva. Neciklički znači da rukovatelj odmah odlazi servisirati stroj, gdje je završio automatski način rada. Karakteriziraju ga povremeni zahtjevi za uslugama.
Moguće su i druge metode:
- čuvar, - radnik nadzire cijeli park strojeva koji mu je dodijeljen, usput utvrđujući potrebu za održavanjem. U slučaju prioriteta, redoslijed servisiranja određuje operator, na temelju cijene obrađenih dijelova.
- rute, sastoji se u zaobilaženju skupine strojeva po unaprijed određenoj ruti.
Održavanje nekoliko strojeva s istim ili različitim trajanjem operacija obrade obratka ima svoje nijanse. Međutim, svi oni podliježu standardizaciji tijekom pažljivog osmišljavanja proizvodnog procesa.

Zaključak
Na CNC strojevima za standardizaciju rada podešavanja morate uzeti u obzir mnoge nijanse pri izračunavanju trajanja različitih operacija.
Određivanjem konačnog vremena obrade dijela na jednom stroju (govorimo o tokarilici ili), norme se izračunavaju za cijeli park strojeva.
Stranica 1

stranica 2

p. 3

stranica 4

p. 5

stranica 6

stranica 7

stranica 8

stranica 9

stranica 10

stranica 11

p. 12

p. 13

p. 14

p. 15

stranica 16

p. 17

p. 18

p. 19

stranica 20

p. 21

stranica 22

stranica 23

stranica 24

p. 25

p. 26

stranica 27

stranica 28

stranica 29

stranica 30
CENTRALNI ZAVOD ZA STANDARDE RADA DRŽAVNOG ODBORA SSSR -a ZA RAD I SOCIJALNA PITANJA
OPĆI STANDARDI IZGRADNJE STROJEVA VREMENA I NAČINI REZANJA za standardizaciju rada na univerzalnim i višenamjenskim alatnim strojevima s numeričkom kontrolom
VREMENSKI STANDARDI
EKONOMIJA MOSKVE 1990
Standardi vremena i načina rezanja odobreni su dekretom Državni odbor SSSR -a za rad i društvena pitanja i Tajništvo Svesaveznog središnjeg vijeća sindikata od 3. veljače 1988. N9 54 / 3-72 i preporučuju se za uporabu u strojarskim poduzećima.
Razdoblje valjanosti standarda je do 1994. godine.
Uvođenjem ove zbirke ukidaju se Opći standardi strojogradnje za vrijeme i načine rezanja za radove na alatnim strojevima za rezanje metala s programiranom kontrolom (Moskovski državni istraživački institut za rad, 1980.).
Standarde vremena i načine rezanja (4.1 i L) razvio je Središnji zavod za standarde rada, Čeljabinski politehnički institut po imenu V.I. Lenjin Komsomol, Ryazan i Minsk podružnice Instituta "Orgstakkinprom" uz sudjelovanje regulatornih istraživačkih organizacija, strojarskih poduzeća.
Prvi dio sadrži standarde pomoćnog vremena za ugradnju i uklanjanje dijela povezanog s operacijom; za kontrolna mjerenja; servisirati radno mjesto; pauze za odmor i osobne potrebe; vremenski standardi za postavljanje opreme; za postavljanje alata izvan stroja; metodologija za izračunavanje tarifa usluga, vremenskih tarifa i proizvodnje u usluzi s više stanica.
Drugi dio sadrži standarde za uvjete rezanja i sve podatke o proračunu glavnog vremena i strojno-pomoćnog vremena, t.j. za izračunavanje vremena ciklusa automatskog rada stroja prema programu.
Standardi vremena i uvjeti rezanja razvijeni su za izračunavanje normi vremena za rad na najčešćim vrstama univerzalne i višenamjenske opreme s numeričkim upravljanjem (CNC), koje se koriste u strojarstvu u uvjetima srednjih i malih razmjera proizvodnja.
Standardi vremena i načina rezanja pokrivaju rad podešavača alatnih strojeva i manipulatora s programiranim upravljanjem, rukovatelja alatnih strojeva s programiranim upravljanjem, bravara-alata.
Publikacija je namijenjena onima koji postavljaju standarde i tehnolozima, kao i drugim inženjersko -tehničkim radnicima angažiranim na razvoju programa upravljanja i proračunu tehnički opravdanih standarda održavanja, vremena i izlazne snage za CNC strojeve.
Na kraju prikupljanja nalazi se obrazac za odustajanje koji ispunjavaju tvrtka, organizacija i šalju u CENT. 109028, Moskva, sv. Solyanka, 3, zgrada 3.
Pružanje međusektorskih regulatornih i nastavni materijali za rad se provodi na zahtjev poduzeća i organizacija putem lokalne mreže za prodaju knjiga. Podaci o tim izdanjima objavljeni su u Annotated tematski planovi objavljivanje literature izdavačke kuće Economics ”i biltena Knjigovodstvo.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Središnji ured za standarde rada Državnog komiteta SSSR -a za rad i socijalna pitanja (TsBNT), 1990.
Jedinično vrijeme za sastavljanje, podešavanje i rastavljanje kompleta Ipprumemm n.i d> * rad je određen formulom
^ "Un * = C ^ shlr1 T ^" | i pr 2 * ^ H1I | x) * (1 * 1 M
gdje T shlchzh - vrijeme po komadu za sastavljanje, podešavanje i rastavljanje skupa alata za detaljnu operaciju, min; n - broj podesivih intruma mu po dstalnoj operaciji, kom; T t ... T w> fa - vrijeme za sastavljanje, ugađanje i pa: * Cx> pku za različite vrste alata uključenih u komplet, min.
1.8. Tarifikaciju rada treba provoditi prema Jedinstvenoj tarifnoj i kvalifikacijskoj knjizi rada i zanimanja radnika (pitanje 2, odobreno dekretom Državnog komiteta SSSR-a za rad i socijalna pitanja i Svesaveznim središnjim trgovačkim vijećem Sindikati od 16. siječnja 1985. br. 17 / 2-541, uzimajući u obzir naknadne dopune i izmjene Nepodudarnost između kvalifikacija radnika i utvrđene kategorije rada ne može poslužiti kao temelj za bilo kakve promjene u vremenskim normama izračunato prema zbirci.
1.9. Poboljšanjem CNC strojeva i upravljačkih sustava, kao i u tim slučajevima, kosha u poduzećima već je dosegla višu razinu)! produktivnost rada uz visokokvalitetno obavljanje posla, smanjujući korekcijske faktore može se postaviti prema vremenskim standardima.
U slučajevima kada su lokalne vremenske norme koje su na snazi u poduzećima manje od izračunatih prema normama, trenutne norme treba ostati nepromijenjene.
1.10. Vremenski standardi stupaju na snagu na način propisan "Pravilnikom o organizaciji radnih standarda u nacionalnim | (0)", odobrenim dekretom Državnog komiteta SSSR-a za rad i socijalna pitanja i Prezidijem Sve- Sindikalno središnje vijeće sindikata od 19. lipnja 1986. broj 226 / II-6.
L11. Kako bismo pojasnili postupak korištenja vremenskih standarda, u nastavku slijede primjeri izračuna vremena pripreme i jediničnog vremena za postavljanje alata.
Primjeri izračuna normi vremena, uvjeta rezanja i vremena automatskog rada mlina prema programu dati su u II dijelu zbirke u odgovarajućim odjeljcima.
1.12. Primjeri izračuna normi pripremnog i završnog vremena te vremena po komadu za postavljanje alata
1.12.1. Primjeri izračuna normi pomoćnog - ^ završnog vremena
Početni podaci
1. Naziv operacije - okretanje i okretanje.
2. Stroj je CNC tokarilica za kupole.
3. Model stroja - 1P426DFZ (promjer obrađene šipke - 65 mm).
4. Model CNC uređaja - "Electronics NTs -ZG, programski medij - memorija.
5. Naziv dijela - klip pojačala.
6. Obrađeni materijal - čelik 45, težina - 0,5 kg.
7. Način ugradnje dijela je u steznu glavu.
8. Uvjeti rada: centralizirana dostava do radnom mjestu blanko, alati, uređaji, dokumentacija i njihova isporuka nakon obrade serije dijelova; primati brifing prije početka obrade dijela. Provodi se grupna obrada dijelova (stezna glava nije instalirana na vretenu stroja).
Program za obradu dijelova sastavio je softverski inženjer, a tokar-operater unio je u memoriju CNC sustava; program sadrži 17 obrađenih veličina.
9. Broj alata u postavljanju - 5:
1. Rezač 2120-4007 T15K6 (utor).
2. Rezač 2102-0009 (ravno kroz).
3. Posebni rezač (utor).
4. Rezač 2130-0153 T15K6 (odsječen).
5. Bušilica 2301-0028 (rupa 010).
|
||||||||||||||||||||||||||||||||||||
|
Probna obrada 6 Dio je točan (ima površine s tolerancijama za promjere veće od 11. kvalifikatora, utori) za »četiri alata i četiri izmjerena Karta 29, 8.8 po promjeru površina (dvije vanjske površine: poz. 27, 0 50,3 MO i O 203 MO; jedan utor b = 6; ind. G; primjer onel utor-podrezan 0 30 ch. 2, 3 |
||||||||||||||||||||||||||||||||||||
Kartica 29, 8,8 + t
napomena 1
Ukupno pripremno i završno vrijeme za seriju dijelova
1. Naziv operacije - okretanje i vrtuljak.
4. Model uređaja CNC-N55-2, programski medij-bušena traka.
5. Naziv dijela - prirubnica. "L.
6. Obrađeni materijal - ~ lijevano željezo SCH20, težina -1500 kg.
7. Način ugradnje dijela - u četiri brega s kutijama, svaka je pričvršćena sa šest vijaka na prednjoj ploči stroja.
8. Uvjeti organizacije rada: isporuku alata, uređaja, dokumentacije, praznih mjesta na radno mjesto i njihovu isporuku nakon završetka obrade serije dijelova vrši operater (podešavač).
Alat na alatu za podešavanje izvan stroja nije unaprijed postavljen.
9. Broj alata u postavci - 4 (uključujući jedan rezač utora, alati 1 i 2 - iz prethodnog postavljanja):
1. Rezač 2102-0031VK8 (ravno kroz).
2. Rezač 2141-0059 BK8 (bušenje).
3. Rezač 2140-0048 BK8 (bušenje).
4. Rezač NŽ212-5043 (utor).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Probna * obrada Precizan dio (ima površine s tolerancijama promjera većim od 11. kvalifikatora, utor) bušenje utora - jedan alat, jedan utor (08ON9H07OO) bušenje i brušenje vanjskih i unutarnjih površina - tri alata, tri različitog promjera površine - 0 1150h9,0 800H9, Karta 30, poz. 49, ind. a Karta 30, poz. 5, inl. u, sva karta 30, bilješka 1 25,5 0,85 - 21,7 263 |
||||||||
I t o g o t
Ukupno pripremno i završno vrijeme za seriju dijelova
T „-T u1 + T„ a + T yarb ^ 91.9
Početni podaci
1. Naziv operacije se mijenja.
Z Stroj - stezna glava tokarilice s CNC -om.
3. Model stroja - 1P756DFZ (najveći promjer proizvoda instaliranog iznad kreveta - 630 mm).
4. Model CNC uređaja - 2C85, nosač softvera - bušena traka, memorija.
5. Naziv dijela - prirubnica.
6. Obrađeni materijal - lijevano željezo SCh25, težina - 90 kg.
7. Način ugradnje dijelova - u steznu glavu s tri čeljusti.
8. Uvjeti organizacije rada: isporuku * / na radno mjesto alata, uređaja, dokumentacije, blanko i njihovu isporuku nakon obrade serije dijelova vrši operater (podešavač). Provodi se grupna obrada dijelova (vijčana stezna glava nije instalirana na vretenu stroja).
Program za obradu dijelova sastavio je softverski inženjer, a tokar-operater unio ga je u memoriju CNC sustava. Program sadrži 20 obrađenih veličina.
prilagodbe):
1. Rezač 2102-0005 (ravno kroz).
2. Rezač 2141-0604 (bušenje).
3. Rezač 2141-0611 (dosadno).
4. Rezač NŽ 2126-5043 (utor).
5 Broj alata u postavljanju - 4 (alati 1 i 2 - od prethodnog)
Karta, policija, poštanski broj
Vrijeme, misija
*1.0
1 Organizacijska priprema
Karta 21.na 1). 2,3,4, inl. NS
dostava i isporuka nakon obrade serije dijelova; informiranje prije početka obrade dijelova; montaža alata provodi se u posebnom prostoru za postavljanje alata CNC strojeva.
9. Broj alata u postavljanju - 25 (četiri alata: 1.12, 24.25 - iz prethodnog postavljanja):
1. Završni mlin 6221-106.005 (ravnina 800x800).
2. Rezač za poluzavršnu obradu (rupa 0 259,0).
3. Završni rezač (rupa 0259DN9).
4. Rezač za poluzavršnu obradu (rupa 0169.0).
5. Završni rezač (rupa 0169.5H9).
6. Grubi rezač (rupa 0 89).
7. Rezač za poluzavršnu obradu (rupa 0 89,5).
8. Završni rezač (rupa 0 90js6).
9. Grubi rezač (rupa 0 79).
10. Rezač za poluzavršnu obradu (rupa 0 79,5).
1L Završni rezač (rupa 0 80js6).
12. Rezač diska 2215-0001VK8 (podcjenjivanje 0 205).
13. Grubi rezač (rupa 0 99).
14. Rezač za poluzavršnu obradu (rupa 0 99,5).
15. Završni rezač (rupa 0100js6).
16. Rezač za poluzavršnu obradu (podrezan 0130).
17. Bušilica 23004) 200 (rupa 0 8.6).
18. Dodirnite 26804Yu03 (K1 / 8 "navoj).
19. Bušilica 2301-0046 (rupa 014).
20. Bušilica 2301-0050 (rupa 015).
21. Upuštanje 2320-2373 br. 1VK8 (rupa 015,5).
22. Razvrtač 2363-0050H9 (rupa 015.95H9).
23. Razvrtač 2363-00550H7 (rupa 016H7).
24. Bušilica 2317-0006 (centriranje).
25. Bušilica 2301-0061 (skošnje).
|
Vještica, položaj, indeks |
Vrijeme, min |
||
|
Organizacijska priprema Ukupno T P11 |
Karta 25, poz. 1,3,4, ind. b |
4,0 + 2,0 + 2,0 8,0 |
|
|
Postavljanje stroja * uređaji, alati, softverski uređaji: | |||
|
instalirajte učvršćenje i zablistajte |
Karta 25, poz. 13 | ||
|
pomaknite stol, naslon za glavu i područje prikladno za podešavanje |
Karta 25, poz. dvadeset | ||
|
postavite početne načine rada stroja (brzina vretena) |
Karta 25, poz. 21 | ||
|
instalirajte blokove alata u spremnik i uklonite 21 alat |
Karta 25, poz. 22 | ||
|
umetnite medij u čitač i uklonite ga |
Karta 25, FS 24 | ||
|
provjeriti operativnost čitača i bušene vrpce |
Kartica 25, FSU 25 | ||
|
postavite izvorne koordinate X i Y (podesite nulti položaj) duž cilindrične površine |
Karta 25, chs 29 | ||
|
postavite alat na duljinu obrade (duž osi Z za šest alata: 1,7,12,16,24 i 25) |
Karta 25, FSh 30 | ||
|
Ukupno T „2 | |||
|
I | " O l O L Z S II i s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
U probnom radu na moru Dio je točan (ima površine s tolerancijama za lmame * t * ry preko I-razreda, kanu) za četiri instrumenta i tri mjereno dipmshru K; ipta 2.4, 8.9 površine - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Ukupno T p lb Ka r "." 2K, b.V + 1 ŠŠŠ 'Č.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Ukupno vrijeme za skup dijelova
T "1 + T" 2 + T pr.obr
Primjer 5 Početni podaci
1. Naziv operacije je okomito glodanje.
2. Strojno - vertikalno glodanje s CNC -om.
3. Model stroja - 6R13RFZ (s duljinom stola -1600 mm).
4. Model CNC uređaja - NZZ -1M; nosač softvera - bušena traka.
5. Naziv dijela - traka.
6. Obrađeni materijal - čelik 45, težina -10 kg.
7. Način ugradnje dijela - u prilagodljivi univerzalni sklopni uređaj (USP).
8. Uvjeti organizacije rada: centralizirano dostavljanje praznih komada, alata, uređaja, dokumentacije na radno mjesto i njihova dostava nakon obrade serije dijelova; primati brifing prije početka obrade dijelova.
9. Broj alata u postavljanju - 6 (alati 1 i 5 - iz prethodnog postavljanja):
1. Bušilica 2317-003 (centriranje).
2. Bušite 22-2 (rupa 0
3. Posebni krajnji mlin (za utor b = 20).
4. Glodalica 2234-0007 (za utor b = 8H9).
5. Izbušite 6-1 (rupa 0 6).
6. Upuštanje 2350-0106 VK6 (podcjenjivanje 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Probna obrada Žljeb za glodanje b i utor AH9 i L * 634 Kartica 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ukupno T pro60 _
Ukupno pripremno i završno vrijeme za seriju dijelova
Toz 1 + T i # 2 + Tprobr
1.12.2. Primjer izračunavanja vremena postavljanja alata
Početni podaci
1. Naziv operacije-sastavljanje, podešavanje i rastavljanje skupa alata potrebnih za obradu dijelova na stroju za bušenje-glodanje.
2. Naziv uređaja - BV -2027, s digitalnom oznakom.
3. Karakteristike stroja - konus 7:24 Br. 50.
4. Uvjeti organizacije rada: isporuku alata i tehničke dokumentacije na radno mjesto alata izrađuju radnici uslužne proizvodnje, a demontažu rabljenog alata vrši izrađivač alata.
|
Vrijeme po komadu, misije | |||||
|
Primijenjeni alat |
Karta, položaj, indeks |
kya us-groyku i zbirka * ku |
za demontažu | ||
|
Bušilica 0 83, stezna glava, čahura |
vrsta veze - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 oznake M10, podesiva stezna glava za rezanje navoja, držač |
vrsta veze - 2 |
3,15 * 0,65 = 2,05 | |||
|
Bušilica s 3 olovke 0 32, trn, rukav |
vrsta veze - 1 | ||||
|
4 Nož za rezanje podesiv za karticu 38, koso pričvršćivanje, rezanje, tip priključka držača - 3, 0 rupa za bušenje - 80 mm | |||||
2. VIŠESTANSKA SLUŽBA
2.1. Za razvoj i poboljšanje učinkovitosti višestaničnog održavanja alatnih strojeva s numeričkom kontrolom (CNC), poduzeće mora stvoriti određene organizacijske i tehničke uvjete koji će značajno povećati produktivnost operatera i podešavača. Rad na održavanju CNC strojeva predviđa kombinaciju funkcija rukovatelja i podešavača.
2.2. Ekonomski najisplativiji oblik organizacije rada u područjima CNC strojeva je poveznica (grupa). U slučaju obrasca veze (grupe), određeno područje usluge dodjeljuje se poveznici ili skupini radnika uključenih u brigadu.
Iskustvo poduzeća svjedoči o prednosti povezujućeg oblika organizacije rada pri servisiranju CNC strojeva, koji osigurava najbolju upotrebu radnog vremena i opreme.
Najboljom podjelom rada u opsluživanju radnih mjesta CNC strojeva smatra se ona u kojoj operater s više alata i podešavač, zajedno s odvojenim, imaju neke od zajedničkih funkcija. Uobičajene funkcije uključuju obavljanje operativnih poslova, podešavanje alatnih strojeva; funkcije podešavanja opreme obavlja servisni tehničar. Ova podjela rada ima ekonomske i društvene koristi. Mogućnost obavljanja istih funkcija od strane dva radnika smanjuje zastoje opreme zbog podudarnosti potrebe za održavanjem nekoliko strojeva i poboljšava korištenje radnog vremena. Istodobno, ovladavanje funkcijama prilagodbe od strane radnika s više alata povećava sadržaj njihovog rada, stvara mogućnosti za rast kvalifikacija.
2.3. Za provedbu višestanične usluge i racionalno korištenje radnog vremena potrebno je stvoriti dovoljan opseg posla za svakog radnika. Oprema, organizacijska oprema trebaju biti prikladno locirani, ispunjavati zahtjeve brigadnog oblika organizacije rada. U tu svrhu, projektiranje organizacije radnih mjesta za radnike s više stanica provodi se u skladu sa shemama prikazanim u odjeljku 3.5. Prednost treba dati shemama za koje 2 osiguravaju puno radno opterećenje radnika aktivnim radom, najkraću duljinu prijelaza unutar radnog mjesta i dobru vidljivost svih strojeva.
Razlikovati ciklično i neciklično održavanje strojeva na radnom mjestu s više stanica. Cikličkim održavanjem radnik uzastopno izvodi pomoćne tehnike rada, prelazeći sa stroja na stroj. Necikličkim održavanjem radnik pristupa stroju na kojem je završio automatski rad, bez obzira na položaj strojeva na gradilištu.
2.4. Izračun cijena usluga
2.4.1. Cijene usluga određuju se uzimajući u obzir normalnu količinu zaposlenosti - K da. Prilikom rada na CNC strojevima, uzimajući u obzir heterogene tehnološke operacije s promjenjivom nomenklaturom proizvedenih dijelova, C l l - 0,75 ... 0,85. Pri radu na dvostrukim strojevima K A5 = 0,85. D95.
Z42. Izračun broja strojeva koje servisira jedan radnik nužan je za servisiranje CNC opreme dostupne na web mjestu, a broj veze izrađen je prema formulama:
a) pri radu na sigurnosnim strojevima
P s = (-bs- + 1) K L1; (21)
b) pri radu na strojevima koji proizvode heterogene proizvode,
"c = + 1) k, (2-2)
gdje je vrijeme ciklusa automatskog rada stroja (strojno programirano vrijeme za obradu dijela, rad manipulatora ili robota, ne preklapa se vremenom obrade dijela), min (prema formuli 13); 2j je zbroj vremena
dijelovi rade (prema programu i radu manipulatora ili robota) na radnom mjestu u razdoblju od jednog ciklusa, min; T, - vrijeme zaposlenja radnika obavljanjem ručnog, strojno -ručnog rada, aktivnim praćenjem napretka tehnološkog procesa itd., Min; Jj T a - zbroj vremena koje je radnik proveo na svim servisiranim strojevima za razdoblje od jednog ciklusa, min; - normalni iznos zaposlenja.
Broj veza izračunava se po formuli
S --b " -, (23)
gdje je S broj veza potrebnih za servisiranje opreme dostupne na web mjestu, ljudi; Pu Ch - broj CNC strojeva instaliranih na web mjestu; n s - broj strojeva koje servisira jedan radnik.
T, - T, y + TYo, + T MM ( + T + T n + T ^, (2.4)
gdje je T lu vrijeme za ugradnju i uklanjanje dijela ručno ili s dizalom, min; Tjo „- pomoćno vrijeme povezano s operacijom (nije uključeno u program upravljanja), min; T th je vrijeme aktivnog praćenja tehnološkog procesa, min; T p je vrijeme prijelaza stroja s više alata s jednog stroja na drugi (tijekom jednog ciklusa), min (prikazano u tablici 2.4); T m - pomoćno vrijeme za kontrolna mjerenja, min; - vrijeme servisiranja radnog mjesta, min.
2.43. Broj strojeva na višestaničnim radnim mjestima određuje se na temelju usporednog izračuna produktivnosti rada i troškova obrade, osobito pri ugradnji skupe opreme, poput višenamjenskih CNC strojeva.
Isplativ broj strojeva koje opslužuje višestanični stroj može se odrediti usporedbom troškova povezanih s radom višestaničnog stroja i opreme, pri upravljanju strojevima i raznim opcijama za servisiranu opremu.
Prilikom izračunavanja broja servisiranih strojeva, koji odgovara najnižim ukupnim troškovima izvođenja operacija, uzimaju se u obzir troškovi izvođenja operacija, troškovi materijaliziranog rada potrebni za proizvodnju iste količine proizvoda, koji uključuju troškove amortizacije, troškove tekućih popravaka i održavanje, električna energija, nakon 0
omjer i stopa zaposlenosti K /. 3
1. OPĆI DIO
1.1. Standardi vremena i uvjeti rezanja namijenjeni su tehničkoj regulaciji radova koji se izvode na univerzalnim i višenamjenskim strojevima sa. numeričko upravljanje u uvjetima malih i srednjih vrsta proizvodnje. Jedna od glavnih karakteristika vrste proizvodnje je koeficijent operacija učvršćivanja (K ^), izračunat po formuli
gdje je O broj različitih operacija; P je broj poslova koji obavljaju različite operacije.
Koeficijent osiguranja u skladu s GOST 3.1121-84 uzima se jednakim:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Vrijednost faktora popravljanja transakcije uzima se za plansko razdoblje jednako jednom mjesecu.
Zbirka se temelji na tipu srednje serije proizvodnje. Za poduzeća male proizvodnje ili za pojedinačne sekcije u tipu srednje serije koji posluju u uvjetima male proizvodnje, korekcijski faktori primjenjuju se na pomoćno vrijeme.
1.2. Prilikom uvođenja brigadnog (povezničkog, grupnog) oblika organizacije rada, standardi se mogu koristiti za izračun standarda usluga, složenih vremenskih standarda, proizvodnje i stope zaposlenih.
13. Korištenje alatnih strojeva s numeričkom kontrolom jedan je od glavnih pravaca automatizacije rezanja metala, daje značajan ekonomski učinak i omogućuje oslobađanje velikog broja univerzalne opreme, kao i poboljšanje kvalitete proizvoda i rada uvjeti za rukovatelje strojevima. Najveći ekonomski učinak od uvođenja alatnih strojeva numeričkom kontrolom postiže se pri obradi dijelova složenog profila, što je povezano s konstantnom promjenom parametara rezanja (brzina, smjer pomaka itd.).
Korištenje alatnih strojeva s numeričkim upravljanjem umjesto univerzalne opreme omogućuje:
koristiti višestaničnu službu i brigadni (link, grupni) oblik organizacije rada;
povećati produktivnost rada smanjenjem vremena pomoćne i strojne obrade na stroju;
isključuju operacije označavanja i međuoperacijski nadzor; zbog obilnog hlađenja i povoljnih uvjeta za stvaranje čipsa, povećavaju brzinu obrade i uklanjaju potrebu za vizualnim praćenjem oznaka;
automatizirati tehnike pomoćnog rada (pristup i uvlačenje alata ili dijela, postavljanje alata na veličinu, mijenjanje alata), koristiti optimalne putanje alata;
Troškovi * koji se odnose na jednu minutu rada glavnog radnika s višestrukim alatom, na temelju prosječnog postotka ispunjenih normi, uzimajući u obzir platne spiskove, troškove održavanja pomoćnog i uslužnog osoblja-
Otpuštanje posla
NS
2.4.4. Izračun stope zaposlenosti
t + t
shche - vrijeme rada, min.
|
Tablica 2.2 Troškovi upravljanja CNC strojevima u roku od jedne minute |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
smanjiti intenzitet rada bravarskih prepravki zbog postizanja visoke točnosti i manje hrapavosti zakrivljenih presjeka kontura i površina dijelova;
smanjiti intenzitet rada pri sastavljanju proizvoda, što je posljedica stabilnosti dimenzija dijelova (povećana točnost) i uklanjanja operacija ugradnje; smanjiti troškove projektiranja i izrade alata.
L4. Zbirka se sastoji od dva dijela. Dio I sadrži standarde za pripremno i završno vrijeme, vrijeme za ugradnju i uklanjanje dijela, pomoćno vrijeme povezano s operacijom, za servisiranje radnog mjesta, pauze za odmor i osobne potrebe, za kontrolna mjerenja, za postavljanje alata izvan stroja; Dio P sadrži standarde za uvjete rezanja koji vam omogućuju odabir standardne veličine alata, njegove geometrijske parametre, marku reznog dijela alata, potreban dodatak, broj poteza uvlačenja, brzinu rezanja, potrebnu snagu za rezanje.
Standardi vremena i uvjeti rezanja dati su u tabličnom obliku i u analitičkom obliku, čime se dopušta upotreba računala pri sastavljanju programa i izračunavanju vremenskih normi koje odgovaraju najnižim troškovima rada i najvećoj produktivnosti stroja, dok se osigurava povećana pouzdanost alata. Rad alata u načinima preporučenim standardima moguć je samo ako se poštuje tehnološka disciplina proizvodnje (oprema, alati, praznine, alati moraju zadovoljavati tražene standarde).
Vremenski standardi navedeni u zbirci izračunavaju se za racionalizaciju rada prilikom servisiranja radnika jednog stroja. Prilikom standardizacije rada s više stanica, za izračun vremenske stope, potrebno je koristiti smjernice i vremenske standarde za rad s više stanica dane u kartama 17, 18, 19.
15. Prilikom izrade standarda za vrijeme i uvjete rezanja, kao početni podaci korišteni su sljedeći materijali:
primarni materijali proizvodnih zapažanja o organizaciji rada, tehnologiji, potrošnji vremena i načinima rezanja u strojarskim poduzećima;
sektorske standarde vremena i uvjete rezanja koje su razvili GSPKTB "Orgariminstrument" (Moskva), Ryazan, Minsk i Novosibirsk podružnice Instituta "Orgstankinprom", Centar za znanstvenu organizaciju rada Ministarstva teških strojeva (Kramatorsk) itd. ;
Određivanje standarda vremena za odmor i osobne potrebe. Međuindustrijske metodološke preporuke (Moskva: Istraživački institut za rad, 1982.);
Razvoj usluge s više stanica i proširenje područja usluge u industriji. Međusektorske smjernice i znanstveno utemeljeni normativni materijali (Moskva: Istraživački institut za rad, 1983.);
Opći standardi strojogradnje za pomoćno vrijeme, za održavanje radnog mjesta i pripremno i završno vrijeme na strojevima za rezanje metala. Mala serija i jednokratna proizvodnja (Moskva: Istraživački institut za rad, 1982.);
Opći standardi strojogradnje za pomoćno vrijeme, za održavanje radnog mjesta i pripremno i završno vrijeme za radove na strojevima za rezanje metala. Srednja i velika proizvodnja (Moskva: Istraživački institut za rad, 1984.);
podaci o putovnicama CNC i višenamjenskih strojeva za rezanje metala; tehničku literaturu.
1.6. Norma vremena i njegove komponente
1.6.1. Norma vremena za izvođenje operacija na CNC strojevima pri radu na jednom stroju (H ^ sastoji se od norme pripremnog i završnog vremena (G u J i norma vremena po komadu (T ^)
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
gdje je T n vrijeme ciklusa automatskog rada stroja prema programu "min;
T.-T. + T., (13)
gdje je T s glavno (tehnološko) vrijeme za obradu jednog dijela, min;
T „= £ (1.4)
pri čemu je C duljina puta koji je alat ili dio prešao u smjeru napajanja pri obradi yo tehnološkog presjeka (uzimajući u obzir prodor i prelijevanje), mm; S * - minutni pomak na zadanom tehnološkom presjeku, mm / min; T m - pomoćno vrijeme stroja prema programu (za približavanje dijela ili alata od početnih točaka do zona obrade i uvlačenje; postavljanje alata na veličinu, mijenjanje alata, promjena vrijednosti i smjera pomaka, vrijeme tehnološke stanke (zaustavljanja) itd.), min;
m. = T „ + + T„ „, (1.5)
ed T m - vrijeme za ugradnju i uklanjanje dijela ručno ili s dizalom, min; T w - pomoćno vrijeme povezano s radom (nije uključeno u program upravljanja), min; T mai - pomoćno vrijeme koje se ne preklapa za mjerenja, min; K TV - faktor korekcije za vrijeme obavljanja ručnih pomoćnih poslova, ovisno o seriji obrađenih dijelova; a ^, a ^i ex - vrijeme za tehničko i organizacijsko održavanje radnog mjesta, za odmor i osobne potrebe s uslugom u jednoj liniji,% radnog vremena.
1.6.1.1. Kod kolektivnog oblika organizacije rada izračunavaju se složeni troškovi rada (H vrl, čovjek-h), koji se mogu dobiti primjenom korekcijskih koeficijenata na zbroj radnih normi izračunatih za uvjete pojedinog oblika organizacije rada. Moguće je upotrijebiti korekcijske faktore za zbroj pojedinačnih sastavnica složene norme, odražavajući ukupnu vrijednost vremena provedenog po kategorijama ovih troškova.
Složena norma Određuje se formulom
n, p, = £ n. „- k *, (1.6)
gdje je H (vremenska norma za izradu i-tog dijela skupa brigade, man-h; i = 1,2,3, ..., l-broj dijelova uključenih u skup brigade;
N.R, = S n * (1,7)
h Bpj-vremenska norma za j-tu operaciju, čovjek-h; j = 1, 2,3, ..., w je broj operacija potrebnih za izradu j-tog dijela; - koeficijent
učinak timskog rada (K ^< 1).
Koeficijent učinka rada brigade (K ^) uzima u obzir prosječni rast produktivnosti rada koji se očekuje tijekom prijelaza s individualnog na brigadni oblik organizacije rada, koji bi trebao biti uključen u složene norme.
Kao rezultat preraspodjele funkcija između pripadnika brigade, provedbe uzajamne pomoći ili zamjenjivosti, smanjuje se potrebno vrijeme za dovršenje obima posla dodijeljenog brigadi, stoga bi se trebala smanjiti odgovarajuća norma vremena. To je zbog smanjenja
Za potpunije i detaljnije podatke pogledajte Smjernice za reguliranje rada radnika u smislu kolektivnih oblika njegove organizacije i poticaja. Moskva: Ekonomija, 1987.
vrijednosti pojedinih komponenti vremenske norme: pomoćno vrijeme, vrijeme rada na radnom mjestu, regulirane stanke, pripremno "Završno vrijeme, a također i zbog preklapanja pojedinih komponenti vremenske norme prema strojnome vremenu (u u posljednjem slučaju, vrijednost svake komponente vremenske norme može ostati nepromijenjena).
U brigadama end-to-end složenost izrade brigadnog kompleta može se smanjiti uklanjanjem pojedinih elemenata pripremnog i završnog vremena te vremena servisiranja radnog mjesta pri prijenosu smjene "u pokretu".
Koeficijenti učinka timskog rada (K ^) postavljaju se: na razini industrije;
na razini poduzeća, ako ne postoje sektorski koeficijenti ili ne odražavaju u potpunosti specifičnosti organizacije rada brigade u određenom poduzeću.
uvode se kao standard za cijelu industriju na određeno razdoblje (najmanje 1 godinu).
Kako bi se proširila mogućnost korištenja koeficijenta učinka timskog rada, osim ukupne vrijednosti koeficijenta, izračunavaju se i vrijednosti svake njegove komponente.
Učinak timskog rada može se postići kroz sljedeće komponente:
proširenje kombinacije zanimanja (K ^; proširenje usluge s više stanica (IQ; uzajamna pomoć i zamjenjivost članova tima (K,))); prijenos smjene "u pokretu" u međusektorske brigade (K 4); preraspodjela funkcije između članova tima (K 3) itd.
Ukupna vrijednost definirana je kao umnožak njezinih sastavnica (za datu vrstu brigade), tj.
K * -K, -K, -K, ... K, (1.8)
Na razini poduzeća u pravilu se utvrđuju opće vrijednosti K ^ uzete tijekom razdoblja za koje se računaju, ali ne manje od godinu dana, ako se uvjeti proizvodnje ne promijene.
Ako brigada, osim radnika-izvođača, uključuje i radnike s radnim vremenom u inženjerskim i tehničkim radnicima, tada je složena stopa vremena (čovjek-h) cl "zbroj vremenskih stopa radnika, radnika na određeno vrijeme i inženjerskih tehničara za izradu jednog kompleta brigade, korigiran za koeficijent učinka timskog rada.
L6.2 Pomoćne vremenske stope za ugradnju i uklanjanje dijelova. Vremenski standardi za ugradnju i uklanjanje dijela dati su prema vrstama uređaja ovisno o vrsti alatnih strojeva i predviđaju najčešće metode ugradnje, poravnavanja i pričvršćivanja dijelova u univerzalnim i posebnim stezaljkama i uređajima. Kao glavni čimbenici koji utječu na vrijeme ugradnje i uklanjanja dijela uzimaju se masa dijela, način ugradnje i pričvršćivanja dijela, priroda i točnost poravnanja. Osim ovih čimbenika, uzimaju se u obzir xapaierei montažne površine, broj istodobno ugrađenih dijelova, broj stezaljki itd.
Standardno vrijeme za ugradnju i uklanjanje dijela uključuje sljedeće radove:
pri ručnom instaliranju i uklanjanju
uzeti i instalirati dio, poravnati i popraviti; uključiti i isključiti stotku; otkopčati, ukloniti dio i staviti u posudu; očistite uređaj od čipsa, obrišite osnovne površine ubrusom;
pri postavljanju i skidanju dijela nadzemnom dizalicom
nazvati dizalicu; pričvrstite dio; transportirajte dio do stroja; instalirajte dio, uklonite dio, poravnajte i popravite; uključite i isključite stroj; odvojite dio; nazvati dizalicu; pričvrstite dio; izvaditi iz stroja, transportirati do skladišnog mjesta; odlijepite dio, očistite učvršćenje ili površinu stola od čipsa, obrišite osnovne površine ubrusom.
Prilikom ugradnje i uklanjanja dijela s dizalicom na stroju (ili skupini strojeva), izvršite isti posao kao i kod ugradnje i uklanjanja dijela nadzemnom dizalicom, s izuzetkom pozivanja dizalice.
Kada se ugrađuje u posebne uređaje, pomoćno vrijeme određuje se kao zbroj vremena: za ugradnju i uklanjanje jednog dijela; za ugradnju i uklanjanje svakog sljedećeg dijela više od jednog u uređajima s više mjesta; popraviti dio, uzimajući u obzir broj stezaljki; za čišćenje uređaja od strugotine, za brisanje osnovnih površina ubrusom.
U poduzećima se, osim univerzalnih i posebnih uređaja na CNC strojevima, za ugradnju i uklanjanje dijelova koriste i roboti, manipulatori i satelitski stolovi.
Zbog velike raznolikosti vrsta i tehničkih karakteristika robota i manipulatora, nije moguće razviti vremenske standarde za ugradnju i uklanjanje dijelova uz njihovu pomoć; u svakom poduzeću potrebno je izraditi karte o upotrebi robota. Kao primjer dat je Dodatak 15. Za slučajeve rada na višenamjenskim strojevima s upotrebom satelitskih tablica potrebno je koristiti kartu 20 koja prikazuje dijagram opterećenja satelita i vrijeme za promjenu satelita.
U nekim slučajevima, kada program predviđa posebnu tehnološku stanku za ponovno učvršćivanje dijela, standardno vrijeme treba smanjiti za iznos koji pokriva automatski rad stroja. Standardi predviđaju ručno postavljanje i uklanjanje dijelova težine do 20 kg i preko 20 kg pomoću mehanizama za podizanje.
Vrijeme za ručnu ugradnju dijela težine preko 20 kg navedeno je u standardima za uporabu u pojedinačnim slučajevima pri obradi u područjima gdje nema vozila za dizanje i transport. Nije dopušteno ručno postavljati dijelove težine veće od 15 kg za muškarce mlađe od 18 godina i žene.
U tom se slučaju uzima u obzir da se dijelovi koji se ručno ugrađuju nalaze na udaljenosti od 2 m od stroja, a oni ugrađeni kranom do 5 m.
1.6.3. Standardi pomoćne epeuienu povezane s operacijom. Pomoćno vrijeme povezano s operacijom dijeli se na:
pomoćno vrijeme povezano s radom, koje nije uključeno tijekom automatskog ciklusa stroja prema programu i predviđa sljedeće radove:
uključite i isključite pogon trake; postaviti zadani relativni položaj dijela i alata duž koordinata X, Y, 2 i po potrebi izvršiti prilagodbe; otvorite i zatvorite poklopac pogona trake, premotajte unatrag, umetnite vrpcu u čitač; provjeriti dolazak dijela ili alata na zadano mjesto nakon obrade; pomaknite probušenu traku u prvobitni položaj; instalirajte zaštitu od prskanja emulzije i uklonite je;
pomoćno vrijeme stroja povezano s prijelazom, uključeno u program i povezano s automatskim pomoćnim radom stroja, osiguravajući: približavanje dijela ili alata od početne točke do zone obrade i uvlačenje; postavljanje alata na veličinu tretmana; automatska zamjena alata; uključivanje i isključivanje hrane; hod u praznom hodu tijekom prijelaza s obrade jedne površine na drugu; predviđene tehnološke stanke
pri iznenadnoj promjeni smjera uvlačenja, provjeri dimenzija, pregledu alata i ponovnom postavljanju ili ponovnom pričvršćivanju dijela.
Pomoćno vrijeme stroja povezano s prijelazom, uključeno u program na navedene tehnike, određeno je podacima putovnice strojeva ili drugim regulatornim dokumentima, uključeno je kao sastavni dio tijekom automatskog rada stroja i ne uzima se zasebno uzeti u obzir (vidi Dodatke 27-30, dio II).
1.6.4. Standardi pomoćnog vremena za kontrolna mjerenja. Potrebne dimenzije dijelova obrađenih na strojevima s numeričkim upravljanjem osiguravaju dizajn stroja ili reznog alata i točnost njihovog podešavanja.
S tim u vezi, vrijeme za kontrolna mjerenja (nakon završetka rada po programu) treba uključiti u normu jediničnog vremena samo ako je to predviđeno tehnološkim procesom i uzimajući u obzir potrebnu učestalost takvih mjerenja u proces rada, i samo ako nije moguće nadjačati vrijeme ciklusa automatskog rada stroja prema programu.
1.6.5. Vremenski standardi za servisiranje radnog mjesta. Vrijeme za servisiranje radnog mjesta određeno je vrstama i veličinom opreme, uzimajući u obzir servisiranje na jednoj stanici i više stanica kao postotak radnog vremena. Održavanje radnog mjesta uključuje sljedeće radove:
mijenjanje alata (ili bloka s alatom) zbog njegove tuposti; podešavanje i ponovno podešavanje stroja tijekom rada (mijenjanje vrijednosti pomaka alata);
brisanje i periodično čišćenje sječke tijekom rada (osim brisanja strugotine s osnovnih površina uređaja za postavljanje, pri čemu se vrijeme uzima u obzir u pomoćnom vremenu za ugradnju i uklanjanje dijela).
Organizacijsko održavanje radnog mjesta uključuje rad na njezi radnog mjesta (glavna i pomoćna oprema, tehnološka i organizacijska oprema, ambalaža) koji se odnosi na radnu smjenu u cjelini: pregled i ispitivanje opreme tijekom rada;
polaganje alata na početku i čišćenje na kraju smjene (osim za višenamjenske strojeve);
podmazivanje i čišćenje stroja tijekom smjene;
primanje uputa od predradnika, predradnika tijekom smjene;
čišćenje stroja i radnog mjesta na kraju smjene.
1,66. Vremenski standardi za opuštanje i osobne potrebe. Vrijeme za odmor i osobne potrebe za uvjete servisiranja jednog radnika na jednom stroju nije odvojeno i uzima se u obzir za vrijeme servisiranja radnog mjesta.
Za slučajeve višestanične usluge osigurana je karta vremena odmora i osobnih potreba, ovisno o karakteristikama posla i s preporukama za sadržaj odmora.
1.6.7. Standardi za pripremno i završno vrijeme. Standardi su osmišljeni za postavljanje CNC strojeva za obradu dijelova prema ugrađenim upravljačkim programima i ne uključuju dodatne radnje programiranja izravno na radnom mjestu (osim strojeva opremljenih operativnim softverskim upravljačkim sustavima).
Vremenska postavka za postavljanje stroja predstavljena je kao vrijeme za prijeme pripremnih i završnih radova za obradu serije jednakih dijelova, neovisno o seriji, i određena je formulom
T n, = T nz1 + T nz2 + T prlbr, (1.9.
gdje je T pz standardno vrijeme za postavljanje i podešavanje stroja, min; T pz (je norma vremena za organizacijsku pripremu, min; T pe 2 je norma vremena za postavljanje sgaikg
uređaji, alati, softverski uređaji, rudnici; - norma vremena za probnu obradu.
Vrijeme za prijeme pripremnih i završnih radova određuje se ovisno o vrsti i veličini skupine opreme, kao i uzimajući u obzir značajke sustava upravljanja programom te se dijeli na vrijeme za organizacijsku pripremu; za postavljanje stroja, uređaja, alata, softverskih uređaja; za probno vođenje kroz program ili probnu obradu dijela.
Sastav rada na organizacijskom osposobljavanju zajednički je za sve CNC strojeve, bez obzira na njihovu skupinu i model. Vrijeme za organizacijsku pripremu uključuje:
primitak narudžbe, crteža, tehnološke dokumentacije, nosača softvera, reznih, pomoćnih i kontrolnih i mjernih alata, uređaja, praznina prije početka i predaje nakon završetka obrade serije dijelova na radnom mjestu ili u trgovini alatima;
upoznavanje s radom, crtež, tehnološka dokumentacija, pregled obratka;
upute majstoru.
U slučaju brigadnog oblika organizacije rada, kada se provodi međusmjenski prijenos obrađenih dijelova, organizacijska priprema uzima u obzir samo vrijeme za upoznavanje s radom, crtanje, tehnološku dokumentaciju, pregled praznina i upućivanje predradnika .
Sastav rada na postavljanju alatnog stroja, alata i pribora uključuje metode postavljanja, ovisno o namjeni stroja i njegovoj značajke dizajna:
ugradnja i uklanjanje uređaja za pričvršćivanje;
ugradnja i uklanjanje bloka ili pojedinačnih alata za rezanje;
postavljanje početnih načina rada stroja;
instaliranje nosača softvera u čitač i njegovo uklanjanje; podešavanje nultog položaja itd.
Vreish za probnu obradu dijelova na tokarilicama (do 630 mm) i okretnim skupinama uključuje vrijeme provedeno na obradi dijela prema programu (vrijeme ciklusa) plus dodatno vrijeme za izvođenje dodatnih tehnika u vezi s mjerenjem dijela, izračunavanjem ispravka, unošenje vrijednosti ispravki u CNC sustav, te pomoćno vrijeme za prijeme upravljanja alatnim strojem i CNC sustavom.
Vrijeme za probnu obradu dijelova na tokarskim strojevima (duljina 630 mm)% vrtuljka, glodalica, bušilica i strojeva posebne namjene uključuje vrijeme provedeno na obradi dijelova metodom probnog strugotine reznim alatom, krajnjim glodalicama i pomoćnim vrijeme za izvođenje dodatnih tehnika koje se odnose na mjerenje dijela, izračun vrijednosti korekcija, uvođenje vrijednosti korekcija u CNC sustav i pomoćno vrijeme za prijeme stroja i CNC -a sustav.
1.7. Norme jediničnih vremena za dimenzionalno podešavanje reznog alata izvan stroja
1.7.1. Norme jediničnog vremena namijenjene su za standardizaciju rada na namještanju reznog alata za CNC strojeve, koji izrađivači alata (za namještanje alata) izvode izvan stroja u posebno opremljenoj prostoriji uz pomoć posebnih uređaja.
Cijene po komadu postavljaju se ovisno o:
vrsta uređaja koji se koriste;
vrstu i veličinu alata koji se podešava;
broj prilagodljivih koordinata;
priroda postavke (prema stvarnoj veličini ili prema zadanoj koordinati).
Za namještanje alata u poduzećima strojarske i metaloprerađivačke industrije koriste se sljedeći uređaji:
za alatne strojeve grupe za bušenje-glodanje i bušenje-optički s digitalnim prikazom, tip BV-2027, bez digitalnog prikaza, tip BV-2015, i uređaji kontaktnog tipa;
za tokarske strojeve-optički s digitalnim zaslonom, tip BV-2026, bez digitalnog prikaza, tip BV-2010, BV-2012M i uređaji kontaktnog tipa.
Uzimajući u obzir osobitosti izvođenja procesa postavljanja alata, vremenski standardi razvijeni su zasebno / za alatne strojeve grupe za bušenje-glodanje i alatne strojeve za tokarsku skupinu.
Kao osnova uzimaju se najnapredniji uređaji s digitalnom indikacijom, ali uzimajući u obzir korekcijske faktore za promijenjene uvjete rada navedene u karticama, ti se standardi primjenjuju pri normiranju rada na uređajima bez digitalne indikacije (poput BV-2015, BV- 2010, BV-2012M itd.) I uređaje tipa kontakta.
Prilikom postavljanja instrumenta bez instrumenata (pomoću univerzalnih mjernih instrumenata), vremenske stope moraju se izračunati prema standardima za instrumente kontaktnog tipa.
Norme jediničnog vremena za sastavljanje i podešavanje reznog alata na uvezenim uređajima s digitalnom indikacijom moraju se izračunati prema vremenskim standardima za uređaje domaće proizvodnje, poput BV-2027 i BB-2026, s koeficijentom 0,85; za uređaje bez digitalne indikacije-ali za uređaje BV-2015 i BV-2010 s koeficijentom 0,9.
Normativni materijali ovog odjeljka pokrivaju najtipičnije za industrije strojarstva i obrade metala standardne / rezne i pomoćne spojeve alata i predstavljeni su u obliku proširenih jediničnih vremenskih standarda.
Prilikom izračunavanja normi vremena za sastavljanje i podešavanje reznog alata snježnog profila uzmite faktor množenja 1,2.
Osim vremena za glavni posao, montažu i podešavanje alata, jedinično vrijeme uključuje dodatne vremenske izdatke aa za organizacijsko i tehničko održavanje radnog mjesta, pripremno i završno vrijeme i vrijeme za odmor i osobne potrebe u iznosu od 14 % operativnog vremena.
Ekspeditivnost uključivanja dodatnih troškova u opću stopu vremena posljedica je poteškoća u njihovom odvajanju od ukupnog vremena povezanog s pripremom radnog mjesta za ugađanje, te vremena montaže i ugađanja samog alata.
Kako bi se utvrdile norme jediničnog vremena za rastavljanje rabljenog alata na karticama za sastavljanje i postavljanje alata, navode se korekcijski faktori, različito izračunati za svaku vrstu posla.
Norme jediničnog vremena za pojedinačne montaže i postavke alata koje nisu uključene u komplekse odražene su na karticama 50 i 51.
1.7.2. Brzina komada za sastavljanje, podešavanje i rastavljanje jednog alata određena je formulom
T SHLR = T shk + t ^, 0,10)
hrana T - komad vremena za sastavljanje, podešavanje i rastavljanje jednog alata, min; T shi - komad vrijeme za montažu i podešavanje jednog alata, min; T shr - vrijeme po komadu za rastavljanje alata, min.
V * "b * T" p = T - K '0-11)
gdje je K faktor korekcije za vrijeme komada, ovisno o korištenom uređaju.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Operacije Naimsposiis-Serial-Frosrao-Rastochnaya.
Izračun vremenskih normi pri obradi dijelova na CNC strojevima Disciplina: "Projektiranje tehnoloških procesa za suvremene višenamjenske alatne strojeve" Završio student skupine M 03 -721 -1 Pinegin S.N.
 Vremenski standardi namijenjeni su tehničkoj regulaciji radova na univerzalnim i višenamjenskim alatnim strojevima s numeričkim upravljanjem (CNC). Norma vremena (norma vremena izračunavanja komada, Tsht-k) za izvođenje operacija na CNC strojevima pri radu na jednom stroju Hvr sastoji se od norme pripremno-završnog vremena Tpz i norme vremena komada Tsht i određuje se formulom (1) :, (1) gdje je n broj dijelova u lansirnoj seriji.
Vremenski standardi namijenjeni su tehničkoj regulaciji radova na univerzalnim i višenamjenskim alatnim strojevima s numeričkim upravljanjem (CNC). Norma vremena (norma vremena izračunavanja komada, Tsht-k) za izvođenje operacija na CNC strojevima pri radu na jednom stroju Hvr sastoji se od norme pripremno-završnog vremena Tpz i norme vremena komada Tsht i određuje se formulom (1) :, (1) gdje je n broj dijelova u lansirnoj seriji.
 Brzina jediničnog vremena određena je formulom (2) :, (2) gdje je Tts vrijeme ciklusa automatskog rada stroja prema programu, min; , (3) gdje je To glavno (tehnološko) vrijeme za obradu jednog dijela, min;
Brzina jediničnog vremena određena je formulom (2) :, (2) gdje je Tts vrijeme ciklusa automatskog rada stroja prema programu, min; , (3) gdje je To glavno (tehnološko) vrijeme za obradu jednog dijela, min;
 , (4) pri čemu je Li duljina puta koji je alat ili dio prešao u smjeru napajanja pri obradi i-tog tehnološkog presjeka (uzimajući u obzir prodor i prelijevanje), mm; Smi -minutno napajanje na zadanom tehnološkom presjeku, mm / min; i = 1, 2,…, n je broj odjeljaka za obradu; TMV - pomoćno vrijeme stroja (za približavanje dijela alata od početnih točaka do zona obrade i uvlačenje; postavljanje alata na veličinu, mijenjanje alata, mijenjanje vrijednosti i smjera uvlačenja, vrijeme tehnoloških pauza itd.), min;
, (4) pri čemu je Li duljina puta koji je alat ili dio prešao u smjeru napajanja pri obradi i-tog tehnološkog presjeka (uzimajući u obzir prodor i prelijevanje), mm; Smi -minutno napajanje na zadanom tehnološkom presjeku, mm / min; i = 1, 2,…, n je broj odjeljaka za obradu; TMV - pomoćno vrijeme stroja (za približavanje dijela alata od početnih točaka do zona obrade i uvlačenje; postavljanje alata na veličinu, mijenjanje alata, mijenjanje vrijednosti i smjera uvlačenja, vrijeme tehnoloških pauza itd.), min;
 , (5), (6) gdje je L duljina putanje (ili putanje) koju alat ili dio pređe u smjeru uvlačenja, mm; l 1, l 2, l 3 - duljina prilaza, poniranja i prekoračenja alata, mm. Vrijednost L određuje se na temelju parametara putanje dijela. Dakle, pri obradi dijelova dijela s pomicanjem alata po dvije koordinate, duljina L određena je formulom (7), (7)
, (5), (6) gdje je L duljina putanje (ili putanje) koju alat ili dio pređe u smjeru uvlačenja, mm; l 1, l 2, l 3 - duljina prilaza, poniranja i prekoračenja alata, mm. Vrijednost L određuje se na temelju parametara putanje dijela. Dakle, pri obradi dijelova dijela s pomicanjem alata po dvije koordinate, duljina L određena je formulom (7), (7)
 gdje su Δh, Δu prirasti odgovarajućih koordinata u zadanom području obrade. Prilikom pomicanja alata duž luka kružnice, duljina L određena je formulom (8) ili (9), (9) gdje je R polumjer kružnog luka, mm; a - duljina tetive kružnog luka, mm; φ je središnji kut na temelju krajnjih točaka kružnog luka, rad; Tmv. i - pomoćno vrijeme stroja za automatsku zamjenu alata, min; Tmv. x - strojno -pomoćno vrijeme za izvođenje automatskih pomoćnih poteza i tehnoloških pauza, min.
gdje su Δh, Δu prirasti odgovarajućih koordinata u zadanom području obrade. Prilikom pomicanja alata duž luka kružnice, duljina L određena je formulom (8) ili (9), (9) gdje je R polumjer kružnog luka, mm; a - duljina tetive kružnog luka, mm; φ je središnji kut na temelju krajnjih točaka kružnog luka, rad; Tmv. i - pomoćno vrijeme stroja za automatsku zamjenu alata, min; Tmv. x - strojno -pomoćno vrijeme za izvođenje automatskih pomoćnih poteza i tehnoloških pauza, min.
 Za alatne strojeve s kupolama vrijeme je Tmv. i može se odrediti formulom (10), (10) gdje je Type vrijeme rotacije kupole za jedan položaj, min; Kp - broj položaja pomoću kojih je potrebno okrenuti kupolu za ugradnju potrebnog alata; Tifus - vrijeme fiksiranja okretne glave, min. Za strojeve sa sustavima za upravljanje konturama vrijeme je Tmv. x se može odrediti formulom (11), (11)
Za alatne strojeve s kupolama vrijeme je Tmv. i može se odrediti formulom (10), (10) gdje je Type vrijeme rotacije kupole za jedan položaj, min; Kp - broj položaja pomoću kojih je potrebno okrenuti kupolu za ugradnju potrebnog alata; Tifus - vrijeme fiksiranja okretne glave, min. Za strojeve sa sustavima za upravljanje konturama vrijeme je Tmv. x se može odrediti formulom (11), (11)
 gdje je Lxxj duljina puta j-tog presjeka automatskog pomoćnog hoda, mm; j = 1, 2,…, t je broj odjeljaka automatskih pomoćnih prolaza; Smu - minutni unos brzog hoda. Za alatne strojeve s pozicijskim i univerzalnim (konturno-pozicijskim) sustavima upravljanja alatnim strojevima, u kojima se programiranje obrade provodi standardnim ciklusima, analitički vrijeme Tmv. Teško je odrediti x zbog činjenice da određeni strojevi, ovisno o njihovom postavljanju, imaju značajno rasipanje u vrijednostima Smmh i Lhh (povezani s postavkama pozicioniranja). Za točnije određivanje vremena Tmv. x na ovim strojevima preporučuje se prethodno mjerenje vremena kako bi se utvrdilo stvarno vrijeme Tmv. x pri pomicanju stola ili alata izmjerena udaljenost u smjeru različitih koordinata.
gdje je Lxxj duljina puta j-tog presjeka automatskog pomoćnog hoda, mm; j = 1, 2,…, t je broj odjeljaka automatskih pomoćnih prolaza; Smu - minutni unos brzog hoda. Za alatne strojeve s pozicijskim i univerzalnim (konturno-pozicijskim) sustavima upravljanja alatnim strojevima, u kojima se programiranje obrade provodi standardnim ciklusima, analitički vrijeme Tmv. Teško je odrediti x zbog činjenice da određeni strojevi, ovisno o njihovom postavljanju, imaju značajno rasipanje u vrijednostima Smmh i Lhh (povezani s postavkama pozicioniranja). Za točnije određivanje vremena Tmv. x na ovim strojevima preporučuje se prethodno mjerenje vremena kako bi se utvrdilo stvarno vrijeme Tmv. x pri pomicanju stola ili alata izmjerena udaljenost u smjeru različitih koordinata.
 U slučaju kada se standardizacija provodi za već osmišljen tehnološki proces i postoji program upravljanja, vrijeme Tts. a određuje se izravnim vremenom ciklusa obrade dijelova. Pomoćno vrijeme operacije izračunava se formulom (12), (12)
U slučaju kada se standardizacija provodi za već osmišljen tehnološki proces i postoji program upravljanja, vrijeme Tts. a određuje se izravnim vremenom ciklusa obrade dijelova. Pomoćno vrijeme operacije izračunava se formulom (12), (12)
 gdje tv. y je vrijeme za ugradnju i uklanjanje dijela ručno ili s dizalom, min; TELEVIZOR. op - pomoćno vrijeme povezano s radom (nije uključeno u program upravljanja), min; TELEVIZOR. ism - pomoćno vrijeme koje se ne preklapa za mjerenja, min; Ktv je faktor korekcije za vrijeme obavljanja ručnih pomoćnih poslova, ovisno o seriji obrađenih dijelova; ateh, aorg, aotl - vrijeme za tehnološko i organizacijsko održavanje radnog mjesta, za odmor i osobne potrebe s jednosmjernom uslugom, postotak operativnog vremena.
gdje tv. y je vrijeme za ugradnju i uklanjanje dijela ručno ili s dizalom, min; TELEVIZOR. op - pomoćno vrijeme povezano s radom (nije uključeno u program upravljanja), min; TELEVIZOR. ism - pomoćno vrijeme koje se ne preklapa za mjerenja, min; Ktv je faktor korekcije za vrijeme obavljanja ručnih pomoćnih poslova, ovisno o seriji obrađenih dijelova; ateh, aorg, aotl - vrijeme za tehnološko i organizacijsko održavanje radnog mjesta, za odmor i osobne potrebe s jednosmjernom uslugom, postotak operativnog vremena.
 Standardi pomoćnog vremena za ugradnju i uklanjanje TV dijelova. y su dati prema vrsti učvršćenja, neovisno o vrsti stroja i pružaju najčešće metode ugradnje, poravnavanja i pričvršćivanja dijelova u univerzalnim i posebnim steznim tijelima. Kao glavni čimbenici koji utječu na vrijeme ugradnje i uklanjanja dijela uzimaju se masa dijela, način ugradnje i pričvršćivanja obratka, priroda i točnost poravnanja.
Standardi pomoćnog vremena za ugradnju i uklanjanje TV dijelova. y su dati prema vrsti učvršćenja, neovisno o vrsti stroja i pružaju najčešće metode ugradnje, poravnavanja i pričvršćivanja dijelova u univerzalnim i posebnim steznim tijelima. Kao glavni čimbenici koji utječu na vrijeme ugradnje i uklanjanja dijela uzimaju se masa dijela, način ugradnje i pričvršćivanja obratka, priroda i točnost poravnanja.
 Vremenski standardi za ugradnju i uklanjanje dijelova predviđaju sljedeće radove: - pri ručnom instaliranju i uklanjanju: uzeti i instalirati dio, poravnati i popraviti; uključite i isključite stroj; otkopčajte i uklonite dio, stavite u spremnik; očistite uređaj od čipsa, obrišite osnovne površine ubrusom; - pri postavljanju i demontaži nadzemnom dizalicom: nazovite dizalicu; pričvrstite dio; transportirajte dio do stroja; instalirajte dio, poravnajte i učvrstite; uključite i isključite stroj; odvojite dio; nazvati dizalicu; pričvrstite dio; izvaditi iz stroja, transportirati do skladišnog mjesta; uklonite dio; očistite učvršćenja ili površinu stola od čipsa, obrišite osnovne površine ubrusom.
Vremenski standardi za ugradnju i uklanjanje dijelova predviđaju sljedeće radove: - pri ručnom instaliranju i uklanjanju: uzeti i instalirati dio, poravnati i popraviti; uključite i isključite stroj; otkopčajte i uklonite dio, stavite u spremnik; očistite uređaj od čipsa, obrišite osnovne površine ubrusom; - pri postavljanju i demontaži nadzemnom dizalicom: nazovite dizalicu; pričvrstite dio; transportirajte dio do stroja; instalirajte dio, poravnajte i učvrstite; uključite i isključite stroj; odvojite dio; nazvati dizalicu; pričvrstite dio; izvaditi iz stroja, transportirati do skladišnog mjesta; uklonite dio; očistite učvršćenja ili površinu stola od čipsa, obrišite osnovne površine ubrusom.
 Prilikom ugradnje i uklanjanja dijela s dizalicom na stroju (ili skupini strojeva) obavite isti posao kao i kod uklanjanja dijela dizalicom iznad glave, s izuzetkom pozivanja dizalice. Kada se ugrađuje u posebne uređaje, pomoćno vrijeme određuje se kao zbroj vremena: za ugradnju i uklanjanje jednog dijela; za ugradnju i uklanjanje svakog sljedećeg dijela više od jednog u uređajima s više mjesta; popraviti dio, uzimajući u obzir broj stezaljki; za čišćenje uređaja od čipsa i brisanje osnovnih površina ubrusom. U slučaju korištenja robota, manipulatora i satelitskih stolova za ugradnju i uklanjanje dijela, pomoćno se vrijeme određuje uzimajući u obzir njihove značajke dizajna.
Prilikom ugradnje i uklanjanja dijela s dizalicom na stroju (ili skupini strojeva) obavite isti posao kao i kod uklanjanja dijela dizalicom iznad glave, s izuzetkom pozivanja dizalice. Kada se ugrađuje u posebne uređaje, pomoćno vrijeme određuje se kao zbroj vremena: za ugradnju i uklanjanje jednog dijela; za ugradnju i uklanjanje svakog sljedećeg dijela više od jednog u uređajima s više mjesta; popraviti dio, uzimajući u obzir broj stezaljki; za čišćenje uređaja od čipsa i brisanje osnovnih površina ubrusom. U slučaju korištenja robota, manipulatora i satelitskih stolova za ugradnju i uklanjanje dijela, pomoćno se vrijeme određuje uzimajući u obzir njihove značajke dizajna.
 Standardi pomoćnog vremena povezani s radom televizora. op. ... Pomoćno vrijeme povezano s radom, koje nije uključeno tijekom ciklusa automatskog rada stroja prema programu, osigurava sljedeće radove: uključivanje i isključivanje pogona trake; postavite navedeni relativni položaj dijela i alata u koordinate X, Y, Z i po potrebi izvršite prilagodbe; otvorite i zatvorite poklopac mehanizma pogona trake, premotajte unatrag i umetnite vrpcu u čitač; pomaknite probušenu traku u prvobitni položaj; provjerite dolazak dijela alata u određenu točku nakon obrade; postavite emulzijsku zaštitu od prskanja i uklonite je.
Standardi pomoćnog vremena povezani s radom televizora. op. ... Pomoćno vrijeme povezano s radom, koje nije uključeno tijekom ciklusa automatskog rada stroja prema programu, osigurava sljedeće radove: uključivanje i isključivanje pogona trake; postavite navedeni relativni položaj dijela i alata u koordinate X, Y, Z i po potrebi izvršite prilagodbe; otvorite i zatvorite poklopac mehanizma pogona trake, premotajte unatrag i umetnite vrpcu u čitač; pomaknite probušenu traku u prvobitni položaj; provjerite dolazak dijela alata u određenu točku nakon obrade; postavite emulzijsku zaštitu od prskanja i uklonite je.
 Pomoćno vrijeme stroja povezano s prijelazom, uključeno u program i povezano s automatskim pomoćnim radom stroja, osigurava: pristup dijela alata od početne točke do zone obrade i uvlačenje; postavljanje alata na veličinu tretmana; automatska zamjena alata; uključivanje hrane; hod u praznom hodu tijekom prijelaza s obrade jedne površine na drugu; tehnološke stanke, predviđene za oštru promjenu smjera uvlačenja, radi provjere dimenzija, pregleda alata i ponovnog postavljanja ili ponovnog pričvršćivanja dijela. Pomoćno vrijeme stroja povezano s prijelazom određeno je podacima putovnice strojeva i uključeno je kao sastavni elementi tijekom automatskog rada stroja.
Pomoćno vrijeme stroja povezano s prijelazom, uključeno u program i povezano s automatskim pomoćnim radom stroja, osigurava: pristup dijela alata od početne točke do zone obrade i uvlačenje; postavljanje alata na veličinu tretmana; automatska zamjena alata; uključivanje hrane; hod u praznom hodu tijekom prijelaza s obrade jedne površine na drugu; tehnološke stanke, predviđene za oštru promjenu smjera uvlačenja, radi provjere dimenzija, pregleda alata i ponovnog postavljanja ili ponovnog pričvršćivanja dijela. Pomoćno vrijeme stroja povezano s prijelazom određeno je podacima putovnice strojeva i uključeno je kao sastavni elementi tijekom automatskog rada stroja.
 Standardi pomoćnog vremena za kontrolna mjerenja TV. rev. ... Potrebne dimenzije dijelova obrađenih na strojevima s numeričkim upravljanjem navedene su u ciklusu automatske obrade. S tim u vezi, vrijeme za kontrolna mjerenja (nakon završetka rada po programu) treba uključiti u normu jediničnog vremena samo ako je to predviđeno tehnološkim procesom i uzimajući u obzir potrebnu učestalost takvih mjerenja u proces rada, i to samo u onim slučajevima kada ga ne može nadjačati vrijeme ciklusa automatskog rada stroja prema programu.
Standardi pomoćnog vremena za kontrolna mjerenja TV. rev. ... Potrebne dimenzije dijelova obrađenih na strojevima s numeričkim upravljanjem navedene su u ciklusu automatske obrade. S tim u vezi, vrijeme za kontrolna mjerenja (nakon završetka rada po programu) treba uključiti u normu jediničnog vremena samo ako je to predviđeno tehnološkim procesom i uzimajući u obzir potrebnu učestalost takvih mjerenja u proces rada, i to samo u onim slučajevima kada ga ne može nadjačati vrijeme ciklusa automatskog rada stroja prema programu.
 Vremenski standardi za servisiranje radnog mjesta. Vrijeme za servisiranje radnog mjesta određeno je vrstama i veličinom opreme, uzimajući u obzir servisiranje na jednoj stanici i više stanica kao postotak radnog vremena. Tehnološko održavanje radnog mjesta predviđa sljedeće radove: - zamjenu alata (ili bloka s alatom) zbog njegove tuposti; - podešavanje i ponovno podešavanje stroja tijekom rada (promjena vrijednosti pomaka alata); - brisanje i periodično čišćenje sječke tijekom rada (osim brisanja strugotine s osnovnih površina uređaja za postavljanje, pri čemu se vrijeme uzima u obzir u pomoćnom vremenu za ugradnju i uklanjanje dijela).
Vremenski standardi za servisiranje radnog mjesta. Vrijeme za servisiranje radnog mjesta određeno je vrstama i veličinom opreme, uzimajući u obzir servisiranje na jednoj stanici i više stanica kao postotak radnog vremena. Tehnološko održavanje radnog mjesta predviđa sljedeće radove: - zamjenu alata (ili bloka s alatom) zbog njegove tuposti; - podešavanje i ponovno podešavanje stroja tijekom rada (promjena vrijednosti pomaka alata); - brisanje i periodično čišćenje sječke tijekom rada (osim brisanja strugotine s osnovnih površina uređaja za postavljanje, pri čemu se vrijeme uzima u obzir u pomoćnom vremenu za ugradnju i uklanjanje dijela).
 Organizacijsko održavanje radnog mjesta uključuje rad na održavanju glavne i pomoćne opreme, tehnološke i organizacijske opreme, kontejnera vezanih za radnu smjenu u cjelini: - pregled i ispitivanje opreme u procesu rada; - polaganje alata na početku i čišćenje na kraju smjene; - podmazivanje i čišćenje stroja tijekom smjene; - čišćenje stroja i radnog mjesta na kraju smjene.
Organizacijsko održavanje radnog mjesta uključuje rad na održavanju glavne i pomoćne opreme, tehnološke i organizacijske opreme, kontejnera vezanih za radnu smjenu u cjelini: - pregled i ispitivanje opreme u procesu rada; - polaganje alata na početku i čišćenje na kraju smjene; - podmazivanje i čišćenje stroja tijekom smjene; - čišćenje stroja i radnog mjesta na kraju smjene.
 Standardi odmora i osobne potrebe. Vrijeme za odmor i osobne potrebe za uvjete servisiranja jednog radnika jednog stroja nije odvojeno i uzima se u obzir za vrijeme servisiranja radnog mjesta. Za usluge s više stanica predviđeno je vrijeme odmora i osobne potrebe, ovisno o karakteristikama posla.
Standardi odmora i osobne potrebe. Vrijeme za odmor i osobne potrebe za uvjete servisiranja jednog radnika jednog stroja nije odvojeno i uzima se u obzir za vrijeme servisiranja radnog mjesta. Za usluge s više stanica predviđeno je vrijeme odmora i osobne potrebe, ovisno o karakteristikama posla.
 Standardi za pripremno i završno vrijeme. Norma vremena za postavljanje stroja predstavljena je kao vrijeme prijema pripremnih i završnih radova za obradu serije jednakih dijelova, neovisno o seriji, a određena je formulom (13), (13) gdje je Tpz je vremenska norma za postavljanje i postavljanje stroja, min; Tpz 1 - norma vremena za organizacijsku obuku, min; Tpz 2 - norma vremena za postavljanje alatnog stroja, uređaja, alata, softverskih uređaja, min; Tpr. arr - vremenska norma za probnu obradu.
Standardi za pripremno i završno vrijeme. Norma vremena za postavljanje stroja predstavljena je kao vrijeme prijema pripremnih i završnih radova za obradu serije jednakih dijelova, neovisno o seriji, a određena je formulom (13), (13) gdje je Tpz je vremenska norma za postavljanje i postavljanje stroja, min; Tpz 1 - norma vremena za organizacijsku obuku, min; Tpz 2 - norma vremena za postavljanje alatnog stroja, uređaja, alata, softverskih uređaja, min; Tpr. arr - vremenska norma za probnu obradu.
 Vrijeme za prijeme pripremnih i završnih radova postavlja se ovisno o vrsti i veličini skupine opreme, kao i uzimajući u obzir značajke programskog sustava upravljanja. Opseg rada na organizacijskoj pripremi zajednički je za sve CNC strojeve, bez obzira na njihovu skupinu i model. Vrijeme za organizacijsku pripremu predviđa: - primanje narudžbe, crteža, tehnološke dokumentacije, nosača softvera, reznih, pomoćnih i mjernih alata, uređaja, praznina prije početka i predaju nakon završetka obrade serije dijelova na radnom mjestu ili u trgovini alatima; - upoznavanje rada, crteža, tehnološke dokumentacije, pregled obratka; - podučavanje majstora.
Vrijeme za prijeme pripremnih i završnih radova postavlja se ovisno o vrsti i veličini skupine opreme, kao i uzimajući u obzir značajke programskog sustava upravljanja. Opseg rada na organizacijskoj pripremi zajednički je za sve CNC strojeve, bez obzira na njihovu skupinu i model. Vrijeme za organizacijsku pripremu predviđa: - primanje narudžbe, crteža, tehnološke dokumentacije, nosača softvera, reznih, pomoćnih i mjernih alata, uređaja, praznina prije početka i predaju nakon završetka obrade serije dijelova na radnom mjestu ili u trgovini alatima; - upoznavanje rada, crteža, tehnološke dokumentacije, pregled obratka; - podučavanje majstora.
 U slučaju brigadnog oblika organizacije rada, kada se provodi međusmjenski prijenos obrađenih dijelova, organizacijska priprema uzima u obzir samo vrijeme za upoznavanje s radom, crtanje, tehnološku dokumentaciju, pregled praznina i upućivanje predradnika . Opseg rada na postavljanju alatnog stroja, alata i uređaja uključuje metode postavljanja, ovisno o namjeni stroja i značajkama dizajna: ugradnja i uklanjanje pričvrsnog uređaja; ugradnja i uklanjanje bloka ili pojedinačnih alata za rezanje; postavljanje početnih načina rada stroja; instaliranje nosača softvera u čitač i njegovo uklanjanje; podešavanje nultog položaja itd.
U slučaju brigadnog oblika organizacije rada, kada se provodi međusmjenski prijenos obrađenih dijelova, organizacijska priprema uzima u obzir samo vrijeme za upoznavanje s radom, crtanje, tehnološku dokumentaciju, pregled praznina i upućivanje predradnika . Opseg rada na postavljanju alatnog stroja, alata i uređaja uključuje metode postavljanja, ovisno o namjeni stroja i značajkama dizajna: ugradnja i uklanjanje pričvrsnog uređaja; ugradnja i uklanjanje bloka ili pojedinačnih alata za rezanje; postavljanje početnih načina rada stroja; instaliranje nosača softvera u čitač i njegovo uklanjanje; podešavanje nultog položaja itd.
 Vrijeme za probnu obradu dijelova na strojevima tokarilica i kupola uključuje vrijeme provedeno na obradi dijela prema programu i pomoćno vrijeme za izvođenje dodatnih tehnika u vezi s mjerenjem dijela, izračunavanjem pomaka, unosom ispravnih vrijednosti u CNC sustav, i pomoćno vrijeme za upravljanje strojem i CNC sustavom. Vrijeme za probnu obradu dijelova na strojevima s vrtuljcima, glodalicama, grupama za bušenje, višenamjenskim strojevima uključuje vrijeme provedeno na obradi dijelova metodom probnih čipova i pomoćno vrijeme za izvođenje dodatnih tehnika vezanih za mjerenje dijela, izračunavanje korekcijske vrijednosti, uvođenje korekcijskih vrijednosti u CNC sustav, te pomoćno vrijeme za prijeme upravljanja alatnim strojem i CNC sustavom.
Vrijeme za probnu obradu dijelova na strojevima tokarilica i kupola uključuje vrijeme provedeno na obradi dijela prema programu i pomoćno vrijeme za izvođenje dodatnih tehnika u vezi s mjerenjem dijela, izračunavanjem pomaka, unosom ispravnih vrijednosti u CNC sustav, i pomoćno vrijeme za upravljanje strojem i CNC sustavom. Vrijeme za probnu obradu dijelova na strojevima s vrtuljcima, glodalicama, grupama za bušenje, višenamjenskim strojevima uključuje vrijeme provedeno na obradi dijelova metodom probnih čipova i pomoćno vrijeme za izvođenje dodatnih tehnika vezanih za mjerenje dijela, izračunavanje korekcijske vrijednosti, uvođenje korekcijskih vrijednosti u CNC sustav, te pomoćno vrijeme za prijeme upravljanja alatnim strojem i CNC sustavom.
 Za izračunavanje glavnog vremena potrebno je odrediti uvjete rezanja za obradu svake površine dijela. Određuju se prema općim standardima za strojogradnju:-Općim vremenskim standardima za strojogradnju i uvjetima rezanja za standardiziranje radova na univerzalnim i višenamjenskim alatnim strojevima s numeričkim upravljanjem. Dio 2 - Standardi za rezanje podataka. - M .: Ekonomija, 1990. - Načini rezanja metala: priručnik / Ur. Yu. V. Baranovsky. - 3. izd. , revidirano i dodati. - M .: Strojarstvo, 1972.- 407 str. - Priručnik inženjera strojarstva. U 2 sveska.Vol.2 / Under. izd. A.G. Kosilova i sur. - 5. izd. , rev. - M .: Mašinostroenie, 2003..- 944 str. , mulj.
Za izračunavanje glavnog vremena potrebno je odrediti uvjete rezanja za obradu svake površine dijela. Određuju se prema općim standardima za strojogradnju:-Općim vremenskim standardima za strojogradnju i uvjetima rezanja za standardiziranje radova na univerzalnim i višenamjenskim alatnim strojevima s numeričkim upravljanjem. Dio 2 - Standardi za rezanje podataka. - M .: Ekonomija, 1990. - Načini rezanja metala: priručnik / Ur. Yu. V. Baranovsky. - 3. izd. , revidirano i dodati. - M .: Strojarstvo, 1972.- 407 str. - Priručnik inženjera strojarstva. U 2 sveska.Vol.2 / Under. izd. A.G. Kosilova i sur. - 5. izd. , rev. - M .: Mašinostroenie, 2003..- 944 str. , mulj.
 Primjer izračunavanja vremenskih normi Za izračun vremenskih normi dajemo početne podatke: crtež dijela "Valjka", materijal obratka čelik 45 GOST 1050 -88, šarža dijelova 100 komada, obradak - okrugle šipke promjera 125 x54 . Izračun će se provesti u tri slučaja: 1. 1) Obrada na dva CNC stroja - tokarenje (16 K 20 F 3) i glodanje (6 P 13 RF 3). Na CNC tokarilici obrađuju se dva vrata promjera 30 h 12 s obrezivanjem krajeva. Operacija omogućuje resetiranje obratka u samocentrirajućoj steznoj glavi s pneumatskim stezanjem. Na CNC glodalici obrađuje se utor od 4 x 10 i 4 rupe promjera 16 mm u samocentrirajućoj prizmatičnoj stezi s pneumatskom stezaljkom. 2) Obrada na 5-osnom obrtnom obradnom centru. Obrada se odvija u samocentrirajućoj steznoj glavi s pneumatskim stezanjem u jednoj operaciji s ponovnim pozicioniranjem obratka. Izvode se isti prijelazi kao i na konvencionalnim CNC strojevima - tokarenje, glodanje i bušenje.
Primjer izračunavanja vremenskih normi Za izračun vremenskih normi dajemo početne podatke: crtež dijela "Valjka", materijal obratka čelik 45 GOST 1050 -88, šarža dijelova 100 komada, obradak - okrugle šipke promjera 125 x54 . Izračun će se provesti u tri slučaja: 1. 1) Obrada na dva CNC stroja - tokarenje (16 K 20 F 3) i glodanje (6 P 13 RF 3). Na CNC tokarilici obrađuju se dva vrata promjera 30 h 12 s obrezivanjem krajeva. Operacija omogućuje resetiranje obratka u samocentrirajućoj steznoj glavi s pneumatskim stezanjem. Na CNC glodalici obrađuje se utor od 4 x 10 i 4 rupe promjera 16 mm u samocentrirajućoj prizmatičnoj stezi s pneumatskom stezaljkom. 2) Obrada na 5-osnom obrtnom obradnom centru. Obrada se odvija u samocentrirajućoj steznoj glavi s pneumatskim stezanjem u jednoj operaciji s ponovnim pozicioniranjem obratka. Izvode se isti prijelazi kao i na konvencionalnim CNC strojevima - tokarenje, glodanje i bušenje.

 3) Obrada na obradnom centru s protu vretenom. Obrada se odvija u samocentrirajućoj steznoj glavi s pneumatskim stezanjem u jednoj operaciji s ponovnim pozicioniranjem obratka. Ovi OT -i imaju dvije stezne glave s pneumatskim stezanjem i dvije glave alata. Ulogu druge stezne glave ima protuosovina, koja resetira obradak i u kojoj se vrši daljnja obrada obratka. Ciklus obrade obratka je sljedeći: obradak se ugrađuje i učvršćuje u steznu glavu; okretanje vrata promjera 30 h 12 s obrezivanjem kundaka; automatska izmjena alata vrši se okretanjem kupole; bušenje 4 rupe promjera 16 mm; prva kupola se vraća na početnu točku; protuokretno vratilo je uključeno i automatski se dovodi do stezne glave koja se nastavlja okretati na zadanoj frekvenciji; protuokretno vreteno ubrzava do frekvencije rotacije stezne glave i automatski steže obradak; stezna glava automatski otvara čeljusti, a protuosovinsko vreteno s obratkom se pomiče natrag na zadano početno mjesto; unosi se druga kupola i okreće vrat promjera 30 h 12 s obrezivanjem kundaka; automatska zamjena alata i glodanje 4 x 10 utora; povlačenje kupole na početnu točku i isključivanje protu vretena.
3) Obrada na obradnom centru s protu vretenom. Obrada se odvija u samocentrirajućoj steznoj glavi s pneumatskim stezanjem u jednoj operaciji s ponovnim pozicioniranjem obratka. Ovi OT -i imaju dvije stezne glave s pneumatskim stezanjem i dvije glave alata. Ulogu druge stezne glave ima protuosovina, koja resetira obradak i u kojoj se vrši daljnja obrada obratka. Ciklus obrade obratka je sljedeći: obradak se ugrađuje i učvršćuje u steznu glavu; okretanje vrata promjera 30 h 12 s obrezivanjem kundaka; automatska izmjena alata vrši se okretanjem kupole; bušenje 4 rupe promjera 16 mm; prva kupola se vraća na početnu točku; protuokretno vratilo je uključeno i automatski se dovodi do stezne glave koja se nastavlja okretati na zadanoj frekvenciji; protuokretno vreteno ubrzava do frekvencije rotacije stezne glave i automatski steže obradak; stezna glava automatski otvara čeljusti, a protuosovinsko vreteno s obratkom se pomiče natrag na zadano početno mjesto; unosi se druga kupola i okreće vrat promjera 30 h 12 s obrezivanjem kundaka; automatska zamjena alata i glodanje 4 x 10 utora; povlačenje kupole na početnu točku i isključivanje protu vretena.
 Glavno vrijeme do Glavno vrijeme za sva tri slučaja izračunava se prema općim standardima strojogradnje i uzima se kao konstantna vrijednost, odnosno To = const. Za operacije tokarenja, glodanja i bušenja, glavno vrijeme može se pronaći iz tablica i empirijskih ovisnosti. Glavno vrijeme određeno je formulom Kao rezultat toga dobivamo: min; min.
Glavno vrijeme do Glavno vrijeme za sva tri slučaja izračunava se prema općim standardima strojogradnje i uzima se kao konstantna vrijednost, odnosno To = const. Za operacije tokarenja, glodanja i bušenja, glavno vrijeme može se pronaći iz tablica i empirijskih ovisnosti. Glavno vrijeme određeno je formulom Kao rezultat toga dobivamo: min; min.
 TMV - pomoćno vrijeme stroja (za približavanje dijela alata od polazišta do zona obrade i uvlačenje; promjena alata), min. Odredite prema podacima putovnice strojeva i tehnologiji obrade. min; min. Ttsa - vrijeme ciklusa automatskog rada stroja prema programu, min. Odredi formulom min;
TMV - pomoćno vrijeme stroja (za približavanje dijela alata od polazišta do zona obrade i uvlačenje; promjena alata), min. Odredite prema podacima putovnice strojeva i tehnologiji obrade. min; min. Ttsa - vrijeme ciklusa automatskog rada stroja prema programu, min. Odredi formulom min;
 ateh, aorg, aotl - vrijeme za tehnološko i organizacijsko održavanje radnog mjesta, za odmor i osobne potrebe s jednosmjernom uslugom, postotak operativnog vremena. Za strojeve s CNC i OT -ovima ta vrijednost iznosi 14% radnog vremena.
ateh, aorg, aotl - vrijeme za tehnološko i organizacijsko održavanje radnog mjesta, za odmor i osobne potrebe s jednosmjernom uslugom, postotak operativnog vremena. Za strojeve s CNC i OT -ovima ta vrijednost iznosi 14% radnog vremena.
 Pomoćno vrijeme TV Pomoćno vrijeme za rad izračunava se prema formuli Standardi pomoćnog vremena za ugradnju i uklanjanje TV dijela. na. U prvom slučaju, pomoćno vrijeme za postavljanje i uklanjanje određuje se za dvije operacije, ovisno o vrsti uređaja, načinu ugradnje i pričvršćivanja dijela i masi dijela. Tijekom operacije tokarenja, radni komad se montira u samocentrirajuću steznu glavu s pneumatskim stezanjem, a u postupku glodanja u samocentrirajuće prizmatične stege s pneumatskim stezanjem. Tijekom okretanja, radni komad se resetira. min; min. Prilikom obrade na tokarskom središtu izradak se ugrađuje u steznu glavu s pneumatskim stezanjem s jednim resetiranjem obratka. min.
Pomoćno vrijeme TV Pomoćno vrijeme za rad izračunava se prema formuli Standardi pomoćnog vremena za ugradnju i uklanjanje TV dijela. na. U prvom slučaju, pomoćno vrijeme za postavljanje i uklanjanje određuje se za dvije operacije, ovisno o vrsti uređaja, načinu ugradnje i pričvršćivanja dijela i masi dijela. Tijekom operacije tokarenja, radni komad se montira u samocentrirajuću steznu glavu s pneumatskim stezanjem, a u postupku glodanja u samocentrirajuće prizmatične stege s pneumatskim stezanjem. Tijekom okretanja, radni komad se resetira. min; min. Prilikom obrade na tokarskom središtu izradak se ugrađuje u steznu glavu s pneumatskim stezanjem s jednim resetiranjem obratka. min.
 Prilikom obrade na OC -u s protuosovinom, radni komad se ugrađuje u steznu glavu s pneumatskim stezanjem uz jedno resetiranje obratka pomoću automatske ugradnje obratka u protu vreteno. min. Standardi pomoćnog vremena povezani s radom televizora. op. ... min; min. Standardi pomoćnog vremena za kontrolna mjerenja TV. rev. ... U sva 3 slučaja jednako je 0. Vrijeme za kontrolna mjerenja (nakon završetka rada po programu) treba uključiti u normu jediničnog vremena samo ako je to predviđeno tehnološkim procesom i uzimajući u obzir potrebnu frekvenciju takvih mjerenja u procesu rada, i samo u onim slučajevima kada se ne može preklapati s vremenom ciklusa automatskog rada stroja prema programu.
Prilikom obrade na OC -u s protuosovinom, radni komad se ugrađuje u steznu glavu s pneumatskim stezanjem uz jedno resetiranje obratka pomoću automatske ugradnje obratka u protu vreteno. min. Standardi pomoćnog vremena povezani s radom televizora. op. ... min; min. Standardi pomoćnog vremena za kontrolna mjerenja TV. rev. ... U sva 3 slučaja jednako je 0. Vrijeme za kontrolna mjerenja (nakon završetka rada po programu) treba uključiti u normu jediničnog vremena samo ako je to predviđeno tehnološkim procesom i uzimajući u obzir potrebnu frekvenciju takvih mjerenja u procesu rada, i samo u onim slučajevima kada se ne može preklapati s vremenom ciklusa automatskog rada stroja prema programu.

 Pomoćno vrijeme Tv min; min. Ktv je faktor korekcije za vrijeme obavljanja ručnih pomoćnih poslova, ovisno o seriji obrađenih dijelova.
Pomoćno vrijeme Tv min; min. Ktv je faktor korekcije za vrijeme obavljanja ručnih pomoćnih poslova, ovisno o seriji obrađenih dijelova.
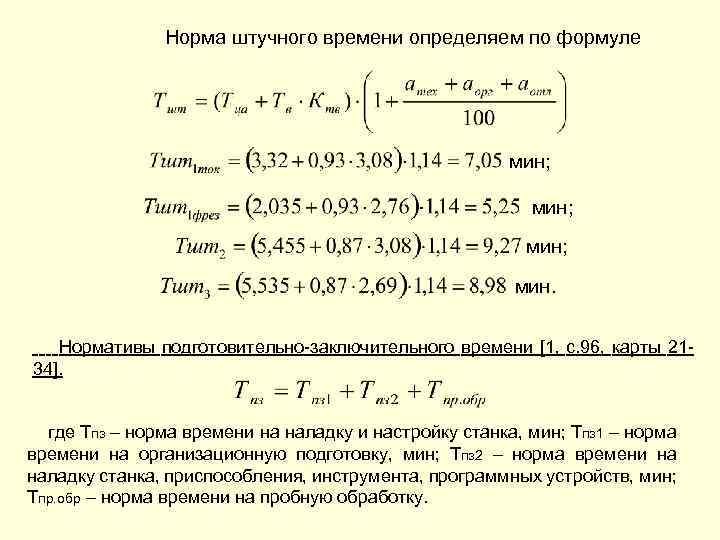 Jedinična brzina vremena određena je formulom min; min. Standardi za pripremno i završno vrijeme. gdje je Tpz vremenska norma za postavljanje i podešavanje stroja, min; Tpz 1 - norma vremena za organizacijsku obuku, min; Tpz 2 - norma vremena za postavljanje alatnog stroja, uređaja, alata, softverskih uređaja, min; Tpr. arr - vremenska norma za probnu obradu.
Jedinična brzina vremena određena je formulom min; min. Standardi za pripremno i završno vrijeme. gdje je Tpz vremenska norma za postavljanje i podešavanje stroja, min; Tpz 1 - norma vremena za organizacijsku obuku, min; Tpz 2 - norma vremena za postavljanje alatnog stroja, uređaja, alata, softverskih uređaja, min; Tpr. arr - vremenska norma za probnu obradu.
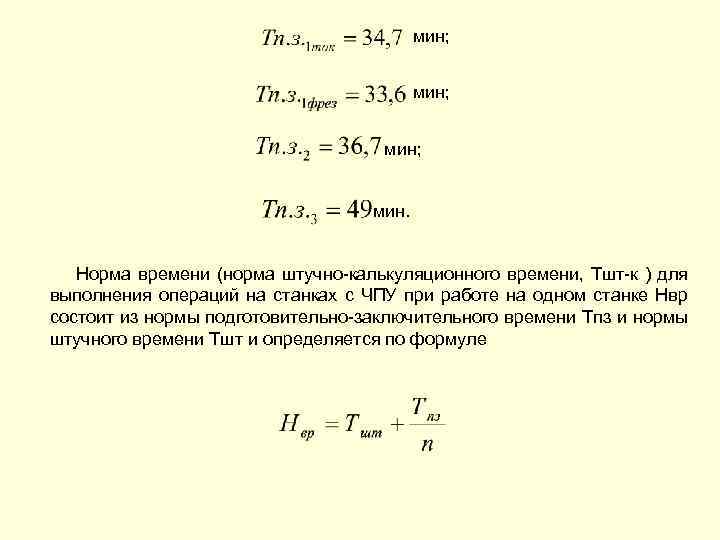 min; min. Norma vremena (norma vremena izračunavanja komada, Tsht-k) za izvođenje operacija na CNC strojevima pri radu na jednom stroju Nvr sastoji se od norme pripremnog i završnog vremena Tpz i norme vremena komada Tsht i određuje se po formuli
min; min. Norma vremena (norma vremena izračunavanja komada, Tsht-k) za izvođenje operacija na CNC strojevima pri radu na jednom stroju Nvr sastoji se od norme pripremnog i završnog vremena Tpz i norme vremena komada Tsht i određuje se po formuli





