Техническа стандартизация на операциите за машини с ЦПУ. Какъв е процесът на стандартизация на работата по настройка на машини с ЦПУ. Време за едно зареждане на касетата
2.2 Нормиране на работата на основния персонал на организацията
Нека разгледаме нормирането на работата на главния персонал, използвайки конкретни примери.
1. Организация, регулиране и възнаграждение за работа с металорежещи машини.
Многоредова услуга- това е вид услуга, при която един работник обслужва няколко машини. Многоредови услуги могат да бъдат индивидуални и екипни. Разпределението на труда в многостанционните бригади е или квалификационно, или функционално; в някои случаи се използва така наречената двойка услуга, когато например двама работници от една и съща професия и квалификация обслужват няколко машини. Поддръжката на няколко станции е най-полезна, ако времето на не припокриване на машината е по-дълго от времето на ръчни операции, активно наблюдение и преходи. Често обаче обслужването на няколко станции е икономически осъществимо, дори ако този баланс от време е нарушен, по-специално, когато има недостиг работна силакогато има безплатно оборудване.
За да се установят времеви норми за всеки елемент от производствена операция, независимо от формата на организация на труда, аналитичната и изчислителната работа се извършват отделно. В този случай те се ръководят от разпоредбата, че нормата за време за операция трябва да отговаря на следните основни условия:
1) технологичният процес предвижда рационално и пълно използване на техническите средства: оборудване, тела, инструменти и механизми, включени в работата;
2) Режимът на обработка се настройва въз основа на най -добрите практики;
3) осигурява пълното натоварване на работния ден с продуктивна работа.
Помислете за реда на нормализиране на основното и спомагателното време.
Режимите на обработка на машината се избират от технолога в зависимост от материала, инструмента и оборудването. Основното време се определя от формулите в зависимост от вида работа (струговане, фрезоване) за всеки преход поотделно.
При работа на металообработващи машини скоростта на потребление на основното машинно време може да се определи по формулата (9):
to = li / n * S, (9)
където to е нормалното време, min; l е прогнозната продължителност на обработката, mm; i е броят на преминаванията; n е броят на оборотите или двойните ходове, налични на машината, в минута; S е скоростта на подаване на режещ инструмент на оборот или двоен ход, мм.
Нормирането на спомагателното време се извършва, като се използват стандарти, които се установяват в зависимост от вида на производството: по -диференциално - в масовото производство, най -увеличеното - в единично. В същото време първо се определят комплекси от спомагателни техники за труд. Така че, при масово производство, спомагателното време за операцията се нормализира според следните набори от техники:
1) Време за инсталиране и отстраняване на частта. Стандартите за време за инсталиране и отстраняване на част в общите стандарти за машиностроене за спомагателно време са дадени за типични методи за монтаж и закрепване, като се вземе предвид тяхното местоположение при ръчно инсталиране на разстояние 0,5-1 m от машината .
2) Времето, свързано с прехода, се състои от времето за приближаване на инструмента до детайла или повърхността на детайла, настройване на инструмента по размер, включване на подаването и завъртане на шпиндела за вземане на тестовия чип, измерване при вземане на тестовия чип , включване на въртене и подаване на шпиндела, прибиране на инструмента и др.
3) Времето, свързано с промяна на режима на работа на машината и смяна на инструмента, се състои от времето на приемане за промяна на честотата на въртене на шпиндела или ходовете на масата, количеството подаване, смяната на инструмента, движещите се части на машината и аксесоари.
4) Времето за контролни операции включва времето, изразходвано за контролни измервания, които се извършват след края на повърхностната обработка.
Характеристиките на заплатите на многомашинен работник се определят преди всичко от необходимостта да се вземе предвид степента на неговата заетост по време на работна смяна и да се установят подходящи допълнителни плащания към тарифните ставки. Те се установяват в зависимост от съотношението между нормативната и проектната заетост на работника. Максималното ниво на надбавки, като правило, не трябва да надвишава 30% от тарифната ставка. Това ниво съответства на равенството на проекта и нормативните нива на заетост, тоест допълнителните плащания се увеличават с увеличаването на заетостта по проекта, но само докато работникът има време да си почине по време на смяната.
2. Организация, регламентиране на щамповане и леярски работи.
При стандартизиране на коване и щамповане, които включват горещо щамповане под чукове и преси, разстройство на хоризонтални ковачни машини и свободно коване, следва да се вземат предвид следните характеристики на този вид обработка на метал:
1) Наличието на два паралелни процеса - нагряване на детайли, метална деформация и необходимостта от отделно определяне на времето за нагряване на детайлите, щамповане (коване) и подрязване на части.
2) Бригадният характер на работата и необходимостта да се осигури равномерно натоварване на всеки член на бригадата.
3) Незначително специфично тегло на времето за деформация на метала в стандарта за време на парче.
4) Необходимостта от определяне на спомагателното време за отделни операции и техники.
5) Необходимостта от прилагане на метод за настройка на диференцирана ставка за изчисляване на ръчно и машинно време.
6) Установяване на нормата за време за коване и щамповане при най -голямото работно време на всички членове на екипа, тъй като когато процесът на нагряване на заготовки с процеса на метална деформация се извършва паралелно, работата се организира по такъв начин че времето за нагряване на заготовките се припокрива с времето за коване и отчасти с времето за обслужване на работното място, следователно времето за нагряване обикновено не е включено в стандартите.
Единичната норма на време за коване на чукове и преси, в зависимост от мащаба на производство на заготовки, се изчислява по формулата (10):
tsht = (∑ (до * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
където to е основното време на един удар с чук; Ky е броят на ударите, необходими за деформация на метала; Km е корекционният коефициент за коване на различни марки стомана; tnstv е спомагателното време за свободно коване, свързано с продукта; Кn е корекционен коефициент, който отчита промяната в скоростта на работа в зависимост от размера на партидата.
Стойностите на корекционния коефициент са дадени в таблица 28.
Таблица 28
Стойности на корекционния коефициент Kн
В „Общите машиностроителни стандарти за коване на чукове и преси“ се дава помощно време, като се отчита времето за почивки и личните нужди и времето на почивките, свързани с организацията на технологичния процес.
3. Организиране, нормиране на монтажни и монтажни работи.
Ключарска работа по обработката на детайли е студено рязане на метал, извършвано с ръчен или електроинструмент. Подобна обработка има за цел да придаде на частите необходимата форма, размери и грапавост на повърхността чрез рязане с ножовка, отрязване, изпиляване, изстъргване, пробиване, нарязване на конеци и скосяване, заровявания
и т.н.
Технологичните характеристики на изброените процеси се характеризират с инструментите и оборудването, използвани за тази работа. При монтажните работи операциите могат да се извършват директно на монтажни площадки, без да се поставя продуктът в менгеме или на работна маса.
Стандартизацията на монтажните и монтажните работи се извършва в следната последователност:
1) установяване на обекта, предназначението и начина на нормиране;
2) анализ на действителните операции на ключарството и монтажа, идентифициране на съответствието на организацията на труда на работното място с изискванията на ITU, избора на рационален вариант за неговото технологично съдържание, което гарантира най -малкото изразходване на работно време при спазване на техническите изисквания за обработка;
3) избора на стандарти за нормиране в съответствие с вида на производството, естеството на работата;
4) проектиране на съдържанието на работата според методите на работа и идентифициране на съответствието на действителните условия на труд с нормативните;
5) изчисляване на работното време за операция въз основа на определяне на продължителността на отделните елементи на работа въз основа на нормативни материали. Работното време се определя по формулата (11):
Отгоре = ∑topi * k, (11)
където topi е работното време на i-тия изчислителен комплекс от работи, min; k е общият коефициент на корекция за промяна на условията на работа при изпълнение на i-ти изчислителен комплекс.
В условията на дребномащабно и единично производство, работното време не се разпределя при стандартизиране на монтажните и монтажните работи, а изчислението се извършва съвкупно по парче време за всеки i-ти изчислителен комплекс.
6) Изчисляване на времето за обслужване на работното място, почивка и лични нужди.
Ключарските и монтажните работи са предимно ръчни, така че е трудно да се разпредели спомагателното време. В колекциите от стандарти за водопроводни и монтажни работи има два вида таблици (при стандартизиране по време на работа).
При първия тип маси стандартът за време включва основното и спомагателното време, в допълнение към подготвителното и крайното време, времето за обслужване на работното място и времето за почивка и лични нужди. Скоростта на времето е зададена на мерна единица.
Във втория вид таблици работното време е дадено с включване на спомагателни времена, свързани само с инструмента или материала на детайла, но не включва времето, свързано с цялата част или монтаж.
Що се отнася до нормирането на заваряването, можем да кажем, че електрическото заваряване, газовото, контактното и електронно-лъчевото заваряване се използват в машиностроенето.
Тук основното време е времето, през което се осъществява формирането заваркачрез топене на основата и пълнежния материал (електрод, електрод или пълнител).
Основното време за заваряване на 1 м шев се определя от формулата (12):
to1I = (60 * F * Þ) / (J * αн), (12)
където F е площта на напречното сечение на шева, mm2; Þ - специфично тегло на нанесения метал, g / cm3; J - заваръчен ток, a; αн - коефициент на отлагане, g / a * h.
Най -често срещаните елементи на спомагателното време, в зависимост от продукта и вида на оборудването за всички видове дъгова заварка, включват времето за монтаж, завъртане, отстраняване на продукта, закрепване и разкопчаване на части и движение на заварчика. За всички видове дъгова заварка се настройва според стандартите.
При автоматично и полуавтоматично (касетно) заваряване времето, необходимо за зареждане на една касета, се отделя отделно. Списъкът на разходите е показан в таблица 29.
Таблица 29
Време е за едно зареждане на касетата
Метод за зареждане с гориво |
Характеристики на касетата |
Време за едно |
|
тегло, кг |
|||
Затворен |
|||
Механизиран |
Отворено |
||
Затворен |
|||
4. Характеристики на стандартизация на автоматизираните производствени операции.
Автоматизиран производствен процеспоказва, че при организиране на труда формите му се влияят от присъствието автоматични системии устройства.
Основният начин за автоматизиране на процесите на механична обработка на части от дребномащабно и еднократно производство е използването на металорежещи машини с цифрово управление (CNC). Машините с ЦПУ са полуавтоматични машини или автоматични машини, всички движещи се части от които извършват работни и спомагателни движения автоматично по предварително установена програма. Структурата на такава програма включва технологични команди и числени стойности на преместванията на работните органи на машината. Смяната на машина с ЦПУ, включително смяна на програма, изисква малко време, така че тези машини са най-подходящи за автоматизиране на дребномащабно производство.
Характеристика на стандартизацията на операциите по механична обработка на части на машини с ЦПУ е, че основното време (машина) и времето, свързано с прехода, съставляват една стойност Ta - времето на автоматична работа на машината според програмата съставен от технолога-програмист, който се състои от основното време на автоматичната работа на машината Toa и спомагателното време на машината според програмата Tva, тоест (13), (14), (15):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Тва = Твха + тост, (15)
където Li е дължината на пътя, преминат от инструмента или частта в посока на подаване при обработка на i-та технологична секция (като се вземат предвид проникването и превишаването); мин-минутно подаване в тази област; i = 1, 2, ..., n- броят на технологичните зони за обработка; Твха -
време за изпълнение на автоматични спомагателни ходове (подаване на частта или инструментите от изходните точки до зоните за обработка и прибиране, настройка на инструмента по размер, промяна на числената стойност и посоката на подаване); Тостът е времето на технологични паузи-спиране на подаването и завъртането на шпиндела за проверка на размерите, проверка или смяна на инструмента.
Гъвкава автоматизирана система(GPS)е система от машини и механизми, предназначени за обработка на различни структурно и технологично сходни части на малки партиди, един по един, без пряко човешко участие. Компонентни части GPS са подсистеми: технологични, транспортни, складови, инструментални услуги и компютърно управление.
Централният елемент на GPS е гъвкав технологична система(GTS), който е набор от многофункционални машини с ЦПУ (като обработващ център), които директно обработват артикули.
В зависимост от броя машини в FMS има: гъвкав производствен модул (FMP); гъвкав производствена линия(GPL); гъвкава производствена зона (GPU); гъвкаво производство на цех (GPP) и завод (GPP).
Гъвкав производствен модул е технологично оборудване (машина с ЦПУ), оборудвано с манипулатори или роботи за товарене и разтоварване на части и магазин за инструменти. Основната характеристика на PMG е способността да работи без човешко участие и способността да се интегрира в система с по-висок ранг. Гъвкавата линия се състои от няколко модула, оборудвани с транспортни и инструментални системи и управлявани от микрокомпютри. Гъвкава секция - вид GPL; той се различава по състава и взаимозаменяемостта на технологичното оборудване и вида на транспорта.
Подсистема за транспорт и акумулиранее набор от автоматизирани складове за детайли и части, акумулатори за машини с автоматично зареждане и разтоварване и автоматични превозни средства, които се използват за преместване на обработените артикули от склада до машините и обратно (роботизирани колички, конвейери, ролкови маси и др. )).
Подсистемата за инструментално обслужване включва складове с инструменти и устройства, отдел за подготовка на инструменти за работа (заточване, сглобяване, сглобяване на магазини и др.) И гъвкава автоматизирана система за инсталиране, изваждане и преместване на инструменти от складове и обратно.
Подсистема автоматизиран контроле комплекс от технологични средства с компютри, способни да получават информация от автоматизирани системипредприятия: ACS ( планиране на графици), CAD (чертеж на част), ASTPP (технологичен процес на обработка и контрол на част), трансформира я с помощта на програми за управление, предава команди директно изпълнителни органиоборудване на всички GPS подсистеми.
По този начин в FMS функционират два потока ресурси: материален и информационен. Материалният поток осигурява изпълнението на всички основни и спомагателни операции по обработката на обекти: доставка на заготовки, инструменти и инсталирането им на машини; механична обработка на части; изваждане на готови части и преместването им в склада; смяна и движение на инструмента; контрол на обработката и състоянието на инструмента; почистване на стружки и подаване на режеща течност. Информационният поток осигурява: последователността, времето и броя на обработените елементи, предвидени в работните планове на Държавната гранична служба; прехвърляне на програми за обработка директно към изпълнителните органи на машинни инструменти, работни програми на роботи, инсталационни и прехвърлящи механизми, програми за предоставяне на заготовки, инструменти, помощни материали, програми за контрол за целия комплекс и отчитане на работата му, както и групов контрол машини, транспортни механизми за съхранение, система за инструментално обслужване.
Основните характеристики на гъвкавите производствени системи са, както следва:
1) Служителите на Държавната гранична служба не участват пряко във въздействието върху предмета на труда. Основната им задача е да осигурят ефективната работа на оборудването. С промяната във функциите на работниците се променя структурата на разходите за тяхното работно време. По -голямата част от него се изразходва за настройка, профилактика и ремонт на оборудване.
2) Броят на единиците технологично оборудване на FPS надвишава броя на служителите във всяка група: регулатори, механици, ремонтници, инженери по електроника и др. Следователно е необходимо да се установят оптимални връзки между броя на единиците оборудване и броя на служителите във всяка група, за да се нормализира времето, прекарано в два раздела: по отношение на оборудването и работниците.
3) За да се повиши нивото на надеждност на функционирането на GPS, е необходимо да се създадат сложни бригади от край до край с заплати за крайния продукт. Трябва да се има предвид, че времето на престой на оборудването по време и докато се чака обслужване е толкова по -малко, колкото по -широк е профилът на всеки служител във връзка с изпълняваните функции и зоните на обслужване на оборудването.
Теорията и опитът при експлоатацията на експлоатационните FPS показват, че понастоящем нормите за продължителност на операциите по отношение на оборудването (норми за интензивност на операциите на металорежещите машини), норми за интензивност на труда, норми за брой и поддръжка са най-практични значение.
За практически изчисления на нормите за продължителност е необходимо да се изхожда от разделянето на нормализираното потребление на време на директно и индиректно. Първите могат да бъдат сравнително точно изчислени директно за единица продукция от даден тип. Последните се отнасят до всички продукти, произведени на дадено работно място или обект, и следователно са включени в нормализираната продължителност на операцията пропорционално на стойността на преките разходи.
Процедурата за изчисляване на трудовите стандарти в Държавната гранична служба е следната:
1) е установен коефициентът на използване на оборудването към момента на автоматичната работа, който е необходим за изпълнение на производствената програма;
2) се определят стандартите за заетостта на служителите от всяка група;
3) въз основа на съответните стандарти се изчислява предварителна версия на трудоемкостта на всеки вид работа и броя на нормите за всяка група работници;
4) се определят коефициентите на натовареност на служителите от всяка група, съответстващи на приетата версия на броя на нормите;
5) е зададен коефициентът на време на автоматична работа, съответстващ на приетия вариант на нормите на броя;
6) коефициентите на натоварване на служителите от всяка група и времето на автоматичната работа се сравняват с посочените от тях стойности;
7) се определя размерът на разходите за служители от всички групи;
8) за варианта на нормите на броя, признат за оптимален, се намират стойностите на нормите за продължителността на изпълнение на технологичните операции за всеки детайл;
9) въз основа на нормите за брой и продължителност се установяват нормите на трудоемкост (време) за всеки детайл, всяка група работници и за бригадата като цяло.
При условия автоматизирано производство, включително гъвкави производствени системи, директно, като правило, се отнасят само до времето, прекарано в автоматичната работа на оборудването. Препоръчително е да се включат непреки разходи за време в състава на нормата за продължителността на операциите, въз основа на следната формула (16):
Нд = tа * (Тпл / (Тпл - Тнп)), (16)
където t е времето на работа на машината в автоматичен режим по време на производството на производствена единица за дадена операция; Tpl е планираният дневен фонд от време на работа на GPS; оборудване, свързано с поддръжка и чакане за обслужване от работници от всички групи по време на Tm.
Стойността на Тп трябва да включва само онези реални прекъсвания в работата на оборудването, които са обективно неизбежни в условията на конкретен GPS, въз основа на оптималния график за поддръжка на оборудването, установения работен график и почивката на работниците. Съставът на потребителските стоки се определя от конструктивните характеристики на анализираната система и условията на работа. По правило стойността на Тнп включва продължителността на пускане в експлоатация, настройка, изпитателни работи, които не могат да бъдат покрити от машинното време, времето на престой на оборудването, свързано с регулираната поддръжка на механични, електрически, електронни и други подсистеми, времето на производство и контрол на тестови части и пр. При установяване на състава на Типа, човек трябва да се стреми да припокрива възможно най -много една работа с други, да ги изпълнява успоредно, да комбинира функциите на служителите на Държавна гранична служба, да използват предимствата на бригадната организация на труда, колективно договаряне.
Във всяко GPS оборудване оборудването не се изключва по време на останалите работници, което трябва да се инсталира по плъзгащ се график. Следователно времето за почивка и личните нужди не е включено в потребителските стоки. Той се взема предвид при изчисляване на оптималните стандарти за обслужване и броя, които са зададени на ниво, което дава възможност за прилагане на стандартното време за почивка поради взаимното заместване на работниците.
Вторият фактор може да се изрази като коефициент на използване на оборудването по време на автоматичната работа (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
където Ta е времето на автоматична работа на оборудването за планирания период на неговата експлоатация Tpl.
Средното нормализирано време за производство (продължителност) се определя по формулата (18):
Нд = tа / Cap, (18)
където Cap е планираният коефициент на използване на оборудването към момента на автоматичната работа.
Формула (18) е най -удобната за практическо стандартизиране на продължителността на операциите, тъй като включва два параметъра, използвани при всички основни изчисления на технологичното и организационното планиране на FMS.
За практически изчисления е удобна следната формула за сложността на операциите (19):
Нт = (Нч / N * C * Ki) * Нд, (19)
където N е общият брой на GPS модулите; C е броят на смени на работа на оборудването; Ki е планираният коефициент на използване на оборудването.
При изчисляване на общата заетост на служители на SBS е препоръчително отделно да се вземе предвид тяхната заетост с основните функции - извършване на производствена работа и допълнителна - извършване на поддържаща работа (20):
Ks (X) = Kp (X) + Ko (X), (20)
където Кп (Х) и Кп (Х) е коефициентът на заетост на работниците от тази група при изпълнение на съответната производствена и поддържаща работа.
Оптималният брой служители на Държавната пожарна служба се установява въз основа на отношенията (21), (22):
Кз (Х) ≤ Кзн, (21)
Ka (X) ≥ Kahn, (22)
Коефициент Ka (X) се определя за всеки вариант на нормите за броя на служителите по формулата (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
където Тнп (Нч) е продължителността на стандартизирани прекъсвания в работата на оборудването, в зависимост от приетата опция за броя на служителите, формата на разделяне и сътрудничество на труда, правилата за поддръжка на оборудването и начина на работа и почивка.
В условията на автоматични линии (включително ротационни и ротационно-конвейерни линии) за нормиране на труда се използват: норми за броя на персонала; норми за продължителността на производствените операции; норми за време (трудоемкост на операциите) за отделни групиработници и въобще за бригадата, обслужваща линията; норми на производство; нормализирани задачи.
Основната роля се играе от нормите за броя на персонала (регулатори, механици, ремонтници, електротехници, техници по електроника), обслужващи линията в съответствие с установените разпоредби и осигуряване на изпълнението на производствената програма.
Основата за изчисляване на скоростта на времето и продукцията в условията на автоматични линии е техническата (паспортна) производителност на линията rm, която определя броя на производствените единици, които могат да бъдат получени от това оборудване на час или в друга единица от време при работа в автоматичен режим.
Нормата на производство се определя въз основа на техническите характеристики на устройството и степента на използване на линията към момента на автоматичната работа (24):
Нв = rm * Кан, (24)
След определяне на нормата на производство, трудоемкостта (времето) за i-та група(професии) работници (25):
Нтi = Тпл * (Нчi / Нв), (25)
Въз основа на нормата за брой, време и производство се установява стандартизирана задача. Той посочва обхвата на работа за регулираната поддръжка на линията в планирания период, времето за изпълнение на тези работи, стандартния брой работници, планирания обем на линейното производство.
Ако на автоматична линия се произвеждат продукти с няколко наименования, тогава изчисленията на нормите за време и производство могат да бъдат извършени за комплекти продукти. Наред с това, за мултидисциплинарни линии, може да е по -целесъобразно да се изчислят нормите за продължителност Нд и интензивност на труда Нт според метода за GPS. В този случай изчисленията се извършват съгласно формулите (26), (27):
Ndk = tak / Kan, (26)
Нтк = Нч * (Ндк / Но), (27)
където tak е времето на автоматична работа на оборудването при производството на части от k-ти тип.
Лекция 6. Нормиране на работата, извършена на металорежещи машини с цифрово управление
Нормиране на работата, извършена на машини с цифрово управление
Използването на металорежещи машини с цифрово управление (CNC) е едно от основните направления за автоматизация на рязане на метали, позволява ви да освободите голям брой универсално оборудване, както и да подобрите качеството на продуктите и условията на работа за операторите на машини . Основната разлика между тези машини и конвенционалните машини е в определянето на програма за обработка в математическа форма на специален програмен носител.
Нормата за време за операции, извършвани на машини с ЦПУ при работа на една машина, се състои от нормата на подготвителното и крайното време и нормата за парче време:
Подготвителното и крайното време се определя по формулата:
където T pz - време за настройка и настройка на машината, мин;
Т пз1 - време за организационна подготовка, мин.;
T pz2 - време за настройка на машината, устройството, инструмента, софтуерните устройства, мин;
T pr.obr - време за пробна обработка.
Времето за парче се изчислява по формулата:
Т Ц.а - време на цикъл на автоматична работа на машината според програмата, мин.;
K t е корекционен коефициент за времето на извършване на ръчна помощна работа, в зависимост от партидата заготовки.
![]()
където T about - основното (технологично) време за обработка на една част, мин;
T mv - помощно време на машината според програмата (за приближаване на част или инструмент от началните точки до зоните на обработка и прибиране; настройка на частта по размер, промяна на инструмента, промяна на стойността и посоката на подаване, време на технологични паузи и др.), мин.
L i е дължината на пътя, преминат от инструмента или частта в посока на подаване при обработка на технологичната секция i-ro (като се вземе предвид времето на проникване и превишаване), mm;
S mi - минутно подаване при даден технологичен участък, mm / min;
i = 1,2 ... n е броят на секциите за обработка.
Основното (технологично) време се изчислява въз основа на условията на рязане, които се определят съгласно Общите стандарти за машиностроене за времето и условията на рязане за стандартизиране на работата, извършена на универсални и многофункционални машини с цифрово управление. Съгласно тези стандарти, дизайнът и материалът на режещата част на инструмента се избират в зависимост от конфигурацията на детайла, етапа на обработка, естеството на квотата, която трябва да бъде премахната, материала, който ще се обработва и т.н. за предпочитане е да използвате инструмент, оборудван с плочи от твърда сплав(ако няма технологични или други ограничения за тяхното използване). Такива ограничения включват например прекъсната обработка на топлоустойчиви стомани, обработка на отвори с малък диаметър, недостатъчна скорост на въртене на детайла и др.
Дълбочината на рязане за всеки етап от обработката е избрана по такъв начин, че да гарантира елиминирането на грешките при обработката и повърхностните дефекти, които са се появили на предишните етапи на обработка, както и да компенсира грешките, които възникват на етапа на обработка.
Подаването за всеки етап на обработка се задава, като се вземат предвид размерите на обработваната повърхност, определената точност и грапавост на материала, който ще се обработва, и дълбочината на рязане, избрана на предишния етап. Изходът, избран за етапите на грубо обработване и полуфабрикат, се проверява спрямо здравината на механизма на машината. Ако не отговаря на тези условия, тя се намалява до допустима стойност от силата на механизма на машината. Избраният фураж за довършителните и довършителните етапи на обработка се проверява спрямо условието за получаване на необходимата грапавост. Най -накрая е избран по -малкият от емисиите.
Скоростта на рязане и мощността се избират според предварително дефинираните параметри на инструмента, дълбочината на рязане и подаването.
Режимът на рязане на груб и полу-довършителен етап се проверява от мощността и въртящия момент на машината, като се вземат предвид конструктивните й характеристики. Избраният режим на рязане трябва да отговаря на условията:
където N е необходимата мощност за рязане, kW;
N e - ефективната мощност на машината, kW;
2M - въртящ момент на рязане, Nm;
2M st - двоен въртящ момент върху шпиндела на машината, допустим от машината за здравината на механизма или мощността на електродвигателя, Нм.
Двойният момент на рязане се определя по формулата:
P z - основният компонент на силата на рязане, N;
D - диаметър на обработваната повърхност, мм.
Ако избраният режим не отговаря на посочените условия, е необходимо да се намали зададената скорост на рязане според стойността, допустимата мощност или въртящия момент на машината.
Помощното време, свързано с изпълнението на операцията на машини с ЦПУ, осигурява изпълнението на набор от работи:
а) свързани с инсталирането и премахването на частта: "вземете и инсталирайте частта", "подравнете и фиксирайте"; „Включване и изключване на машината“; „Разкопчайте, извадете частта и я поставете в контейнер“; „Почистете устройството от стърготини“, „избършете основните повърхности със салфетка“;
б) свързани с изпълнението на операции, които не са били включени по време на цикъла на автоматична работа на машината съгласно програмата: „включване и изключване на лентовото устройство“; "Задайте определеното относително положение на детайла и инструмента в координатите X, Y, Z, ако е необходимо, направете пренастройка"; "Проверете пристигането на инструмент или част в дадена точка след обработката"; „Поставете перфорираната лента в първоначалното й положение.“
V общ изгледспомагателното време се определя по формулата:
където Т в.у - време за монтаж и демонтаж на част ръчно или с асансьор, мин;
T v.op - спомагателно време, свързано с операцията (не е включено в програмата за управление), мин;
T v.meas - спомагателно време за припокриване за измервания, мин.
Допълнителното време за контролни измервания е включено в стандарта за време на парче само ако е предвидено от технологичния процес и само когато не може да бъде покрито от времето на цикъла на автоматичната работа на машината.
Корекционен фактор (K t in)за продължителността на ръчната помощна работа, в зависимост от партидата обработени части, се определя от таблицата. 4.7.
Таблица 4.7
Корекционни коефициенти за спомагателно време в зависимост от размера на партидата от преработени части в серийно производство
Корекционни коефициенти за спомагателно време в зависимост от Карта No1
върху размера на партидата и обработените части в серийно производство
| Артикул № | Работно време (Ttsa + TV), мин., До | Вид производство | |||||||||
| Малка партида | Средна партида | ||||||||||
| Брой части в партида, бр. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 и повече | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Индекс | а | б | v | G | д | д | е | с | и | ||
Поддръжката на работното място включва следните работи:
· Смяна на инструмент (или блок с инструмент) поради неговата тъпота;
Нека разгледаме какъв е процесът на оценяване. корекционни работина CNC машини и за какво е.
Извършвайки разработването на сложни процеси за обработка на детайли за машини с ЦПУ и програми, които го управляват, основният критерий е стандартът за време за производство на части. Без него е невъзможно да се изчисли заплатата на операторите на машини, да се изчисли такъв показател като производителността на труда и степента на използване на оборудването.
Началото на процеса
Обикновено работниците трябва да отделят допълнително време за процедурата за подход и оттегляне, за промени в режима и за инструменти. Следователно, като част от времето, прекарано в обработката на части, се взема предвид и продължителността на периода на настройка. Нормирането на труда започва с времето в условията на работещата машина. С помощта на хронометър се записва времето, за да се инсталира една част на машината, след което да се премахне.
Минутите се губят при поддръжка на обекта, основни нужди на оператора. При работа на стругообработваща машина (едноколонна) това отнема 14 минути, а на двуколонови машини-16 минути.
Какво е включено в поддръжката на работните места
Процесът на поддръжка на машината включва:
- организационни мерки - проверка на машината, нейното затопляне, тестване на оборудването: работа в хидравличната система и CNC. Отнема известно време, за да получите инструкции и инструменти от капитана със задача (облекло, рисунка, софтуерен носител); представете първата получена проба от детайла в отдела за контрол на качеството, смажете и почистете машината през периода на смяна, почистете мястото на работа след нейното приключване. Постоянните разходи за време за изпълнение на комплекс от организационни работи по оборудване за въртене и въртене, според нормите, стават 12 минути. Когато са необходими допълнителни усилия за обслужване, се въвежда подходящо изменение;
- технически мерки - подмяна на инструмент, който е тъп; регулиране на машините по време на смяната и настройка. Има и други задължителни трудове: По време на работния процес стружките трябва постоянно да се отстраняват от зоните на рязане или завъртане.

Време, отделено за настройка на машината
В документите, които отразяват трудовите стандарти, се определя времето за настройка на оборудването в зависимост от неговия дизайн. Ако обработката се извършва, стандартите за монтаж и демонтаж на режещия инструмент се вземат като основа за изчислението.
Когато е необходимо да се извърши корекцията на позициите на инструментите, обработващи тестови части, периодът на обработка на частта се включва в продължителността на подготвителния етап.
Стандартът за настройка и поддържане на автоматични стругове е важен стандарт. Те се полагат в общото време за производството на една част и съответно се образуват икономически показателиработник и производство като цяло.

Колекции от нормативни документи
Регулаторите на заводи и фабрики, където се използват машини с цифрово и програмирано управление, използват стандартите, заложени в документите при изчисляването на работното време:
- Единна тарифа наръчник за квалификациявърши работа;
- Общоруски класификатор на професиите на работниците;
- Единна квалификационна справочна книга за длъжности на мениджъри и специалисти;
- Колекции от трудови стандарти за работата, които се извършват за настройка на програмируемо оборудване.
ВАЖНО! Цялата тази нормативна литература е основна за мениджъри от всички нива и персонални структури.
Без него е невъзможно да се определи времето за завършване на определен обем работа, броя на специалистите, които трябва да бъдат включени, и нормите за време, използвани при разработването на карти за технологични процеси.

Карти за настройка
Под машината от определен типразработването на строго стандартизирана продължителност на производствените операции по въвеждане в експлоатация и към нея се присвоява карта за въвеждане в експлоатация. При разработването се вземат предвид много фактори, за да се получи окончателната картина.
Времето, разпределено на оператора на машината, осигурява:
- спецификата на процедурата за диагностика на машинно -инструменталния парк;
- наличието на няколко опции за режима на настройка;
- спазване на изискванията за обслужване.

За да се определи степента на интензивност на труда (мерната единица е човекочасове или човекоминути) на всяка работа, се взема предвид времето, през което една част се обработва на дадена машина. Стандартизаторът оперира и с концепцията за парче време, което определя общото време в съответствие с видовете работа.
Съответно общото време е разделено на основни и спомагателни сегменти, дейности по поддръжка на офиси; преходи между машини по време на многостанционно обслужване; наблюдение на работния процес; паузи поради работата на оборудването.
Институтът по труда има резултатите от стандартизацията за оборудването на фрезови и пробивни и сондажни групи, струговете и автоматичните линии са снабдени със стандарти.
ВАЖНО! Познавайки стандартите, мениджърите определят степента на заетост на работника (изчислява се трудоемкостта му), разпределят трудовите зони и определят оптималното темпо на работа.

Обслужване на няколко станции - подходи за определяне на времето
В заводи с висока степен на автоматизация се практикува многостанционна поддръжка на машини с ЦПУ (форми на организация на труда - в екипи, звена и поотделно). Съответно зоните на обслужване са фиксирани.
Услугата с много станции осигурява времето, прекарано в:
- предварително загряване на оборудването на празен ход, ако това е предвидено в инструкциите за експлоатация на обръщащото оборудване;
- работа по програма за управление на машината с поддръжката на работното място;
- монтаж на заготовки, отстраняване на части и контрол на тяхното качество;
- попълване на личните нужди на оператора;
- загуба на планирания план;
- изпълнение на подготвителния и последния етап от работата;
Класификацията на многостанционната работа се извършва чрез работа; зони, видове и системи; функции, изпълнявани от мулти инструмента.

Системи и методи за поддръжка на металорежещи машини
Предприятията практикуват система за циклично обслужване - на работни места и производствени линии за металорежещи машини, които имат еднакъв или подобен период от време, през който детайлът се обработва. Характеризира се с постоянен поток от искания. Нециклично означава, че операторът незабавно отива да обслужва машината, където автоматичният режим на работа е приключил. Характеризира се с периодични заявки за услуги.
Възможни са и други методи:
- пазач, - работникът следи целия машинен парк, който му е определен, по пътя, определяйки необходимостта от поддръжка. В случай на приоритет, последователността на обслужване се определя от оператора, въз основа на цената на обработените части.
- маршрут, той се състои в заобикаляне на група машини по предварително определен маршрут.
Поддръжката на няколко машини със същата или различна продължителност на операциите по обработка на детайла има свои собствени нюанси. Всички те обаче подлежат на стандартизация в хода на внимателното проектиране на производствения процес.

Заключение
На машини с ЦПУ за стандартизиране на работата по настройка трябва да вземете предвид много нюанси при изчисляване на продължителността на различни операции.
Определяйки крайното време за обработка на детайл на една машина (говорим за струг или), нормите се изчисляват за целия машинен парк.
Страница 1

страница 2

стр. 3

страница 4

стр. 5

страница 6

страница 7

страница 8

страница 9

страница 10

страница 11

стр. 12

стр. 13

страница 14

стр. 15

стр. 16

стр. 17

стр. 18

стр. 19

страница 20

стр. 21

стр. 22

стр. 23

страница 24

стр. 25

стр. 26

стр. 27

стр. 28

стр. 29

страница 30
ЦЕНТРАЛНО БЮРО НА СТАНДАРТИТЕ НА ТРУДА НА ДЪРЖАВНИЯ КОМИТЕТ НА СССР ПО ТРУД И СОЦИАЛНИ ВЪПРОСИ
ОБЩИ СТРАНИЦИ ЗА СТРОИТЕЛСТВО НА МАШИНИ НА РЕЖИМИТЕ НА ВРЕМЕ И РАЗРЕЖВАНЕ за стандартизиране на работата, извършвана върху универсални и многофункционални металорежещи машини с цифрово управление
СТАНДАРТИ НА ВРЕМЕТО
ИКОНОМИКА НА МОСКВА 1990 г.
Стандартите за време и режими на рязане са одобрени с постановлението Държавен комитетСССР за труд и социални въпросии Секретариата на Всесъюзния централен съвет на профсъюзите от 3 февруари 1988 г. N9 54 / 3-72 и се препоръчват за използване в машиностроителните предприятия.
Срокът на валидност на стандартите е до 1994 г.
С въвеждането на тази колекция в сила, Общите стандарти за машиностроене за времето и режимите на рязане за работа, извършвана върху металорежещи металорежещи машини с програмирано управление (Московски държавен изследователски институт по труда, 1980).
Нормите за време и режимите на съкращаване (4.1 и L) са разработени от Централното бюро по стандартите на труда, Челябинския политехнически институт на името на V.I. Ленин Комсомол, Рязан и Минск клонове на Института "Orgstakkinprom" с участието на регулаторни изследователски организации, машиностроителни предприятия.
Първата част съдържа стандартите за спомагателно време за инсталиране и премахване на частта, свързана с операцията; за контролни измервания; да обслужва работното място; почивки за почивка и лични нужди; времеви стандарти за настройка на оборудване; за настройка на инструмента извън машината; методология за изчисляване на тарифите за обслужване, времевите ставки и продукцията при многостанционно обслужване.
Втората част съдържа стандартите за условията на рязане и всички данни за изчисляването на основното време и машинно-спомагателното време, т.е. за изчисляване на цикъла на автоматичната работа на машината според програмата.
Стандартите за време и условията за рязане са разработени за изчисляване на нормите за време за работа, извършена върху най-често срещаните видове универсално и многофункционално оборудване с цифрово управление (CNC), използвано в машиностроенето в условия на средно и дребно производство .
Стандартите за време и режими на рязане обхващат работата на регулатори на металорежещи машини и манипулатори с програмирано управление, оператори на металорежещи машини с програмирано управление, ключари-инструменталисти.
Публикацията е предназначена за определящи тарифи и технолози, както и за други инженерно -технически работници, ангажирани с разработването на програми за управление и изчисляването на технически обосновани стандарти за поддръжка, време и производителност за машини с ЦПУ.
В края на събирането има формуляр за теглене, който се попълва от компанията, от организацията и се изпраща до CENT. 109028, Москва, ул. Солянка, 3, корпус 3.
Осигуряване на междусекторни регулаторни и учебни материализа труд се извършва по искане на предприятия и организации чрез местната книжарска мрежа. Информация за тези издания се публикува в Анотираните тематични плановеиздаване на литература на издателство „Икономика“ и бюлетини за книгопродажба.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Централно бюро по трудовите стандарти на Държавния комитет по труда и социалните въпроси на СССР (ЦБНТ), 1990 г.
Единично време за сглобяване, регулиране и разглобяване на комплекта ipprumemm n.i d> * операцията за работа се определя по формулата
^ "Un * = C ^ shlr1 T ^" | и pr 2 * ^ H1I | x) * (1 * 1 M
където T shlchzh - парче време за сглобяване, настройка и демонтаж на набор от инструменти за детайлна операция, мин; n - броят на настройваемите интруми mu за dstalso операция, бр; T t ... T w> fa - време за сглобяване, настройка и pa: * Cx> pku за различни видове инструменти, включени в комплекта, мин.
1.8. Фактурирането на работата трябва да се извършва съгласно Единната тарифна и квалификационна справочна книга за работа и професии на работници (брой 2, одобрен с постановлението на Държавния комитет по труда и социалните въпроси на СССР и Всесъюзния централен съвет на профсъюзите. от 16 януари 1985 г. № 17 / 2-541, като се вземат предвид последващите допълнения и промени в него Несъответствието между квалификацията на работника и установената категория труд не може да послужи като основа за каквито и да било промени в нормите за време, изчислени според сборника.
1.9. С усъвършенстването на машини с ЦПУ и системи за управление, както и в тези случаи, коша в предприятията вече е достигнал по -високо)! производителността на труда с висококачествено изпълнение на работата, намаляването на корекционните коефициенти може да бъде зададено според стандартите за време.
В случаите, когато действащите норми за местно време в предприятията са по -малки от изчислените съгласно нормите, настоящите норми трябва да се оставят непроменени.
1.10. Стандартите за време се въвеждат в действие по начина, предвиден в "Правилника за организацията на трудовите стандарти в националния | (0)", одобрен с постановлението на Държавния комитет по труда и социалните въпроси на СССР и Президиума на всички -Централен съвет на профсъюзите на Съюза от 19 юни 1986 г. No 226 / II-6.
L11. За да се изясни процедурата за използване на стандартите за време, по -долу са дадени примери за изчисляване на подготвителното време и единичното време за настройка на инструмента.
Примери за изчисляване на нормите за време, условията на рязане и времето за автоматична работа на мелницата според програмата са дадени във II част на колекцията в съответните раздели.
1.12. Примери за изчисляване на нормите на подготвителното и крайното време и парче време за настройка на инструмента
1.12.1. Примери за изчисляване на нормите на спомагателното - ^ крайно време
Първоначални данни
1. Името на операцията - завъртане и въртене.
2. Машината е струг с кула с ЦПУ.
3. Модел на машината - 1P426DFZ (диаметър на обработената щанга - 65 мм).
4. Модел на CNC устройството - „Electronics NTs -ZG, програмен носител - памет.
5. Име на част - бутало на усилвател.
6. Обработен материал - стомана 45, тегло - 0,5 кг.
7. Начинът на монтиране на детайла е в цангов патронник.
8. Условия на работа: централизирана доставка до работно мястозаготовки, инструменти, устройства, документация и тяхната доставка след обработка на партида части; получаване на инструктаж преди започване на обработката на частта. Извършва се групова обработка на части (цангов патронник не е монтиран на шпиндела на машината).
Програмата за обработка на части е съставена от софтуерен инженер, въведена в паметта на системата с ЦПУ от оператор на стругове; програмата съдържа 17 обработени размера.
9. Броят на инструментите в настройката - 5:
1. Фреза 2120-4007 T15K6 (жлеб).
2. Фреза 2102-0009 (направо).
3. Специална фреза (жлеб).
4. Фреза 2130-0153 T15K6 (отрязана).
5. Пробийте 2301-0028 (отвор 010).
|
||||||||||||||||||||||||||||||||||||
|
Пробна обработка 6 Частта е точна (има повърхности с допуски за диаметри над 11 -ия квалификатор, канали) за »четири инструмента и четири измерени Карта 29, 8.8 по диаметъра на повърхностите (две външни повърхности: поз. 27, 0 50,3 MO и O 203 MO; един жлеб b = 6; инд. G; пример onel жлеб-подрез 0 30 ch. 2, 3 |
||||||||||||||||||||||||||||||||||||
Карта 29, 8.8 + t
бележка 1
Общо подготвително и последно време за партида части
1. Името на операцията - завъртане и въртележка.
4. Модел на устройството CNC-N55-2, програмна среда-перфорирана лента.
5. Име на частта - фланец. „Л.
6. Обработен материал - ~ SCh20 чугун, тегло -1500 кг.
7. Начинът на монтиране на детайла - в четири гърбици с кутии, всяка е фиксирана с шест болта на лицевата страна на машината.
8. Условия за организация на труда: доставката на инструменти, устройства, документация, заготовки до работното място и тяхната доставка след края на обработката на партида части се извършва от оператора (регулатор).
Инструментът на инструмента за настройка извън машината не е предварително зададен.
9. Броят на инструментите в настройката - 4 (включително една фреза за жлебове, инструменти 1 и 2 - от предишната настройка):
1. Фреза 2102-0031BK8 (направо).
2. Фреза 2141-0059 BK8 (пробиване).
3. Фреза 2140-0048 BK8 (пробиване).
4. Фреза НЖ212-5043 (жлеб).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Пробна * обработка Прецизна част (има повърхности с допуски за диаметър над 11 -ия квалификатор, жлеб) пробиване на канали - един инструмент, един жлеб (08ООН9Х07ОО) пробиване и шлайфане на външни и вътрешни повърхности - три инструмента, три с различен диаметър на повърхността - 0 1150h9.0 800H9, Карта 30, поз. 49, инд. a Карта 30, поз. 5, вкл. в, всички Карта 30, бележка 1 25,5 0,85 - 21,7 263 |
||||||||
И t за g около t
Общо подготвително и последно време за партида части
T „-T u1 + T„ a + T yarb ^ 91.9
Първоначални данни
1. Името на операцията се обръща.
Z Machine - патронник за струг с CNC.
3. Модел на машината - 1P756DFZ (най -големият диаметър на продукта, монтиран над леглото - 630 мм).
4. Модел на CNC устройството - 2C85, софтуерен носител - перфолента, памет.
5. Име на частта - фланец.
6. Обработен материал - чугун SCh25, тегло - 90 кг.
7. Метод на инсталиране на части - в патронник с три челюсти.
8. Условия за организация на труда: доставка * / до работното място на инструменти, устройства, документация, заготовки и тяхната доставка след обработка на партида части се извършва от оператора (регулатор). Извършва се групова обработка на части (винтовият патронник не е монтиран на шпиндела на машината).
Програмата за обработка на части е съставена от софтуерен инженер и въведена в паметта на системата с ЦПУ от оператор на стругове. Програмата съдържа 20 обработени размера.
корекции):
1. Фреза 2102-0005 (направо).
2. Фреза 2141-0604 (пробивна).
3. Фреза 2141-0611 (пробивна).
4. Фреза НЖ 2126-5043 (жлеб).
5 Броят на инструментите в настройката - 4 (инструменти 1 и 2 - от предишните
Карта, полиция, пощенски код
Време, мисия
*1.0
1 Организационна подготовка
Карта 21. на 1). 2,3,4, вкл. NS
доставка и доставка след обработка на партида части; получаване на инструктаж преди започване на обработката на части; сглобяването на инструмента се извършва в специална зона за настройка на инструментите на CNC машини.
9. Броят на инструментите в настройката - 25 (четири инструмента: 1.12, 24.25 - от предишната настройка):
1. Крайна мелница 6221-106.005 (равнина 800x800).
2. Фреза за полуфабрикати (отвор 0 259.0).
3. Довършителна фреза (отвор 0259DN9).
4. Фреза за полуфабрикати (отвор 0169.0).
5. Довършителна фреза (отвор 0169.5H9).
6. Груба фреза (отвор 0 89).
7. Фреза за полуфабрикати (отвор 0 89,5).
8. Довършителна фреза (отвор 0 90js6).
9. Груба фреза (отвор 0 79).
10. Фреза за полуфабрикати (отвор 0 79,5).
1L Довършителна фреза (отвор 0 80js6).
12. Дискова фреза 2215-0001VK8 (подценяване на 0 205).
13. Груба фреза (отвор 0 99).
14. Фреза за полуфабрикати (отвор 0 99,5).
15. Довършителна фреза (отвор 0100js6).
16. Фреза за полуфабрикати (подрязване 0130).
17. Пробийте 23004) 200 (отвор 0 8.6).
18. Докоснете 26804Yu03 (нишка K1 / 8 ").
19. Свредло 2301-0046 (отвор 014).
20. Свредло 2301-0050 (отвор 015).
21. Зенков уред 2320-2373 No 1ВК8 (отвор 015,5).
22. Разгъвачка 2363-0050H9 (отвор 015.95H9).
23. Разгъвачка 2363-00550H7 (отвор 016H7).
24. Свредло 2317-0006 (центриране).
25. Свредло 2301-0061 (фаски).
|
Hag, позиция, индекс |
Време, мин |
||
|
Организационна подготовка Общо T P11 |
Карта 25, поз. 1,3,4, инд. б |
4,0 + 2,0 + 2,0 8,0 |
|
|
Настройка на машината * устройства, инструменти, софтуерни устройства: | |||
|
инсталирайте приспособление и заблестете |
Карта 25, поз. 13 | ||
|
преместете масата, таблата и зона, удобна за регулиране |
Карта 25, поз. двайсет | ||
|
задайте началните режими на машината (скорост на шпиндела) |
Карта 25, поз. 21 | ||
|
инсталирайте блокове с инструменти в списанието и премахнете 21 инструмента |
Карта 25, поз. 22 | ||
|
поставете носителя в четеца и го извадете |
Карта 25, FS 24 | ||
|
проверете работоспособността на четеца и перфокантната лента |
Карта 25, FSU 25 | ||
|
задайте оригиналните координати X и Y (коригирайте нулевото положение) по протежение на цилиндричната повърхност |
Карта 25, chs 29 | ||
|
задайте инструмента на дължината на обработката (по оста Z за шест инструмента: 1,7,12,16,24 и 25) |
Карта 25, ФШ 30 | ||
|
Общо T „2 | |||
|
И | " O l O L Z S II и s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
В пробен офшор Частта е точна (има повърхности с допустими отклонения за lmams * t * ry над I-клас, кану) за четири инструмента и три измерени чрез dipmshru K; ipta 2.4, 8.9 повърхности - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Общо T p lb Ka r "." 2K, b.V + 1 ШШШ 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Общо време за партида части
Т "1 + Т" 2 + Т пр.обр
Пример 5 Първоначални данни
1. Името на операцията е вертикално фрезоване.
2. Машинно - вертикално фрезоване с ЦПУ.
3. Модел на машината - 6R13RFZ (с дължина на масата -1600 мм).
4. Модел на CNC устройството - NZZ -1M; софтуерен носител - перфолента.
5. Име на част - лента.
6. Обработен материал - стомана 45, тегло -10 кг.
7. Начинът на монтиране на детайла - в регулируемо универсално монтажно устройство (USP).
8. Условия за организация на труда: централизирана доставка на заготовки, инструменти, устройства, документация до работното място и тяхната доставка след обработка на партида части; получаване на инструктаж преди започване на обработката на части.
9. Броят на инструментите в настройката - 6 (инструменти 1 и 5 - от предишната настройка):
1. Пробийте 2317-003 (центриране).
2. Пробийте 22-2 (отвор 0
3. Специална крайна мелница (за жлеб b = 20).
4. Фреза 2234-0007 (за жлеб b = 8H9).
5. Пробийте 6-1 (отвор 0 6).
6. Сензор 2350-0106 VK6 (подценяване 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Пробна обработка Фрезоващ канал b и AH9 и L жлеб * 634 Карта 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Общо T pro60 _
Общо подготвително и последно време за партида части
Toz 1 + T и # 2 + Tprobr
1.12.2. Пример за изчисляване на времето за настройка на инструмента
Първоначални данни
1. Име на операцията-сглобяване, настройка и разглобяване на набор от инструменти, необходими за обработка на детайли на пробивно-фрезова-пробивна машина.
2. Името на устройството - BV -2027, с цифрова индикация.
3. Характеристики на машината - конус 7:24 No 50.
4. Условия за организация на труда: доставката на инструменти и техническа документация до работното място на инструменталиста се извършва от работниците от обслужващото производство, разглобяването на използвания инструмент се извършва от инструменталиста.
|
Време за части, мисии | |||||
|
Приложен инструмент |
Карта, позиция, индекс |
kya us-groyku и колекция * ku |
за разглобяване | ||
|
Свредло 0 83, патронник, втулка |
тип връзка - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 марки М10, регулируем патронник за рязане на резба, държач |
тип връзка - 2 |
3,15 * 0,65 = 2,05 | |||
|
Свредло с 3 химикалки 0 32, дорник, втулка |
тип връзка - 1 | ||||
|
4 Режещ дорник за карта 38, косо закрепване, рязане, държач тип връзка - 3, 0 отвор - 80 мм | |||||
2. МНОГОСТАНЦИОННА УСЛУГА
2.1. За да се разработи и подобри ефективността на многостанционната поддръжка на металорежещи машини с цифрово управление (CNC), предприятието трябва да създаде определени организационни и технически условия, които значително да увеличат производителността на операторите и настройващите. Работата по поддръжката на машини с ЦПУ предвижда комбинация от функциите на оператора и регулатора.
2.2. Най -икономически осъществимата форма на организация на труда в областта на машините с ЦПУ е връзката (групата). В случай на формуляр за връзка (група), определена зона за обслужване се присвоява на връзка или група работници, включени в бригадата.
Опитът на предприятията свидетелства за предимството на свързващата форма на организация на труда при обслужване на машини с ЦПУ, което гарантира най -доброто използване на работното време и оборудване.
Най-доброто разделение на труда при обслужване на работните места на машини с ЦПУ се счита за такова, при което операторът с много инструменти и регулаторът, заедно с отделените, имат някои от общите функции. Общите функции включват извършване на оперативна работа, настройка на металорежещи машини; функциите за регулиране на оборудването се извършват от сервизния техник. Това разделение на труда има икономически и социални ползи. Възможността да изпълняват едни и същи функции от двама работници намалява престоя на оборудването поради съвпадението на необходимостта от поддръжка на няколко машини и подобрява използването на работното време. В същото време усвояването на функциите за настройка от работници с множество инструменти увеличава съдържанието на тяхната работа, създава възможности за растеж на квалификациите.
2.3. За прилагане на многостанционно обслужване и рационално използване на работното време е необходимо да се създаде достатъчен обем работа за всеки работник. Оборудването, организационното оборудване трябва да бъдат удобно разположени, да отговарят на изискванията на бригадната форма на организация на труда. За тази цел проектирането на организацията на работните места за многостанционни работници се извършва в съответствие със схемите, представени в раздел 3.5. Трябва да се даде предимство на схеми с 2, които осигуряват пълно натоварване на работника с активна работа, най -кратката продължителност на преходите на работното място и добра видимост на всички машини.
Разграничаване между циклична и нециклична поддръжка на машини на многостанционно работно място. При циклична поддръжка работникът последователно изпълнява спомагателни работни техники, преминавайки от машина на машина. При нециклична поддръжка работникът се приближава до машината, на която е приключила автоматичната работа, независимо от местоположението на машините на площадката.
2.4. Изчисляване на тарифите за услуги
2.4.1. Цените на услугите се определят, като се вземат предвид нормалните размери на заетостта - K да. При работа с машини с ЦПУ, като се вземат предвид разнородните технологични операции с променяща се номенклатура на произведените части, C l l - 0,75 ... 0,85. При работа на удвояващи машини K A5 = 0,85. D95.
Z42. Изчисляването на броя на машинните инструменти, обслужвани от един работник, е необходимо за обслужване на наличното на сайта CNC оборудване, а броят на връзката се прави по формулите:
а) при работа на резервни машини
P s = (-bs- + 1) K L1; (21)
б) при работа на машини, които произвеждат разнородни продукти,
"c = + 1) k, (2-2)
където е времето на цикъла на автоматичната работа на машината (машинно програмирано време за обработка на част, работата на манипулатор или робот, не се припокрива с времето за обработка на част), мин (съгласно формула 13); 2j е сумата от времето
работа на части (според програмата и работата на манипулатора или робота) на работното място за периода на един цикъл, мин; T, - времето на заетост на работника чрез извършване на ръчна, машинно -ръчна работа, активно наблюдение на хода на технологичния процес и др., Мин; Jj T a - сумата от времето, прекарано от работника на всички обслужвани машини за периода на един цикъл, мин; - нормалния размер на заетостта.
Броят на връзките се изчислява по формулата
S --b " -, (23)
където S е броят на връзките, необходими за обслужване на оборудването, налично на сайта, хора; Pu Ch - броят на машините с ЦПУ, инсталирани на сайта; n s - броят на машините, обслужвани от един работник.
T, - T, y + TYo, + T MM ( + T + T n + T ^, (2.4)
където T lu е времето за инсталиране и демонтиране на частта ръчно или с асансьор, мин; Tjo „- спомагателно време, свързано с операцията (не е включено в програмата за управление), мин; T th е времето на активно наблюдение на технологичния процес, мин; T p е времето на преходи на многоинструментална машина от една машина в друга (по време на един цикъл), мин (показано в таблица 2.4); T m - спомагателно време за контролни измервания, мин; - време за обслужване на работното място, мин.
2.43. Броят на машините в многостанционни работни станции се определя въз основа на сравнително изчисление на производителността на труда и разходите за обработка, особено при инсталиране на скъпо оборудване, като например многофункционални машини с ЦПУ.
Рентабилният брой машини, обслужвани от многостанционна машина, може да бъде определен чрез сравняване на разходите, свързани с експлоатацията на многостанционна машина и оборудване, при работа с машините и различни опции за обслужваното оборудване.
При изчисляване на броя обслужвани машини, отговарящи на най -ниските общи разходи за извършване на операции, се вземат предвид разходите за извършване на операции, разходите за материализиран труд, необходими за производството на същия обем продукти, които включват разходи за амортизация, разходи за текущи ремонти и поддръжка, електричество, след 0
съотношението и процента на заетост K /. 3
1. ОБЩА ЧАСТ
1.1. Стандартите за време и условия на рязане са предназначени за техническо регулиране на работата, извършвана върху универсални и многофункционални машини с. числено управление в условията на малки и средни производствени видове. Една от основните характеристики на типа производство е коефициентът на консолидация на операциите (K ^), изчислен по формулата
където O е броят на различните операции; P е броят на работните места, изпълняващи различни операции.
Коефициентът на обезопасяващи операции в съответствие с ГОСТ 3.1121-84 се приема равен на:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Стойността на фиксиращия фактор на транзакцията се взема за период на планиране, равен на един месец.
Колекцията се основава на средносерийния тип производство. За предприятия от дребномащабен производствен тип или за отделни участъци от средносерийно производство, работещи в условия на дребномащабно производство, за допълнителното време се прилагат корекционни коефициенти.
1.2. Когато се въвежда бригадна (връзка, група) форма на организация на труда, стандартите могат да се използват за изчисляване на стандартите за обслужване, сложните стандарти за време, производството и нормата на персонала.
13. Използването на металорежещи машини с цифрово управление е едно от основните направления за автоматизация на рязане на метал, дава значителен икономически ефект и ви позволява да освободите голям брой универсално оборудване, както и да подобрите качеството на продуктите и работата условия за операторите на машини. Най -големият икономически ефект от въвеждането на металорежещи машини чрез цифрово управление се постига при обработка на части от сложен профил, което е свързано с постоянно променящи се параметри на рязане (скорост, посока на подаване и др.).
Използването на металорежещи машини с цифрово управление вместо универсално оборудване позволява:
използват многостанционно обслужване и бригадна (връзка, група) форма на организация на труда;
да се увеличи производителността на труда чрез намаляване на спомагателното и машинно време за обработка на машината;
изключват операциите по маркиране и оперативния контрол; поради обилното охлаждане и благоприятните условия за образуване на чипове, увеличават скоростта на обработка и премахват необходимостта от визуално проследяване на маркировките;
автоматизирайте техниките на спомагателната работа (приближаване и прибиране на инструмент или част, настройка на инструмента по размер, смяна на инструмента), използване на оптималните пътища на инструмента;
Разходи *, свързани с една минута работа на основния работник-многофункционален оператор, въз основа на средния процент от изпълнените стандарти, като се вземат предвид заплатите, разходите за поддръжка на помощен и обслужващ персонал-
Освобождаване от работа
NS
2.4.4. Изчисляване на процента на заетост
t + t
ще - време на работа, мин.
|
Таблица 2.2 Разходите за работа с машини с ЦПУ в рамките на една минута |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
за намаляване на трудоемкостта на водопроводните работи поради постигане на висока точност и по -малка грапавост на извитите участъци на контурите и повърхностите на частите;
намаляване на трудоемкостта при сглобяването на продукта, което се дължи на стабилността на размерите на частите (повишена точност) и елиминирането на операции по монтаж; намаляване на разходите за проектиране и производство на инструменти.
L4. Колекцията е разработена в две части. Част I съдържа стандартите за подготвителното и последното време, времето за инсталиране и демонтиране на частта, спомагателното време, свързано с операцията, за обслужване на работното място, почивките за почивка и личните нужди, за контролни измервания, за настройка на инструмента извън машината; Част P съдържа стандарти за условията на рязане, които ви позволяват да изберете стандартния размер на инструмента, неговите геометрични параметри, марката на режещата част на инструмента, необходимата надбавка, броя на ходовете на подаване, скоростта на рязане, необходимата мощност за рязане.
Стандарти за време и условия на рязане са дадени както в таблична, така и в аналитична форма, като по този начин позволяват използването на компютър при съставяне на програма и изчисляване на норми за време, съответстващи на най -ниските разходи за работа и най -високата производителност на машината, като същевременно се гарантира повишена надеждност на инструмента. Работата с инструменти в режимите, препоръчани от стандартите, е възможна само при спазване на технологичната дисциплина на производство (оборудване, инструменти, заготовки, инструменти трябва да отговарят на необходимите стандарти).
Стандартите за време, дадени в колекцията, се изчисляват за нормиране на работата при обслужване на работник на една машина. Когато се стандартизира работата на много станции, за да се изчисли скоростта на времето, е необходимо да се използват указанията и стандартите за време за работа на няколко станции, дадени в карти 17, 18, 19.
15. При разработването на стандарти за време и условия на рязане като изходни данни бяха използвани следните материали:
първични материали от производствени наблюдения относно организацията на труда, технологиите, времето и режимите на рязане на машиностроителните предприятия;
секторни стандарти за време и условия на рязане, разработени от GSPKTB "Orgariminstrument" (Москва), Рязан, Минск и Новосибирск клонове на Института "Orgstankinprom", Центъра за научна организация на труда на Министерството на тежките машини (Краматорск) и др. ;
Определяне на стандарти за време за почивка и лични нужди. Междуиндустриални методически препоръки (Москва: Изследователски институт по труда, 1982);
Развитие на многостанционно обслужване и разширяване на зоните на обслужване в индустрията. Междусекторни насоки и научно обосновани нормативни материали (Москва: Изследователски институт по труда, 1983);
Общи стандарти за машиностроене за спомагателно време, за поддръжка на работното място и подготвително и последно време на металорежещи машини. Малко и еднократно производство (Москва: Изследователски институт по труда, 1982);
Общи стандарти за машиностроене за спомагателно време, за поддръжка на работното място и подготвително и последно време за работа, извършвана на металорежещи машини. Средно и мащабно производство (Москва: Изследователски институт по труда, 1984);
паспортни данни на CNC и многофункционални металорежещи машини; техническа литература.
1.6. Нормата на времето и неговите компоненти
1.6.1. Нормата за време за извършване на операции с машини с ЦПУ при работа на една машина (H ^ се състои от нормата на подготвителното и крайното време (G в J и нормата на парче време (T ^)
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
където T n е времето на цикъла на автоматичната работа на машината съгласно програмата "мин;
Т.-Т. + Т., (13)
където T s е основното (технологично) време за обработка на една част, мин;
T „= £ (1.4)
където C е дължината на пътя, преминат от инструмента или частта в посока на подаване при обработка на технологичния участък (като се вземат предвид проникването и превишаването), mm; S * - минутно подаване при даден технологичен участък, mm / min; T m - помощно време на машината според програмата (за приближаване на част или инструмент от началните точки до зоните за обработка и прибиране; настройка на инструмента по размер, промяна на инструмента, промяна на стойността и посоката на подаване, времето на технологични паузи (спирания) и др.), мин;
m. = T „ + + T„ „, (1.5)
ed T m - време за монтаж и демонтаж на частта ръчно или с асансьор, мин; T w - спомагателно време, свързано с операцията (не е включено в програмата за управление), мин; T mai - не припокриващо се допълнително време за измервания, мин; K TV - коефициент на корекция за времето на извършване на ръчна помощна работа, в зависимост от партидата обработени части; a ^, a ^и ex - време за техническа и организационна поддръжка на работното място, за почивка и лични нужди с обслужване на една линия,% от работното време.
1.6.1.1. При колективна форма на организация на труда се изчисляват сложни разходи за труд (H vrl, човек-h), които могат да бъдат получени чрез прилагане на корекционни коефициенти към сумата от експлоатационни норми, изчислени за условията на отделна форма на организация на труда. Възможно е да се използват корекционни коефициенти към сумата на отделните компоненти на комплексната норма, отразяващи общата стойност на времето, прекарано по категориите на тези разходи.
Сложна норма Определя се по формулата
n, p, = £ n. „- k *, (1.6)
където H (нормата на времето за производство на i-та част от бригадната група, man-h; i = 1,2,3, ..., l-броят на частите, включени в бригадната съвкупност;
N.R, = S n * (1.7)
h Bpj-времева норма за j-тата операция, man-h; j = 1, 2,3, ..., w е броят операции, необходими за производството на j-тата част; - коефициент
ефектът от работата в екип (K ^< 1).
Коефициентът на ефекта от бригадната работа (K ^) отчита средния ръст на производителността на труда, очакван при прехода от индивидуалната към бригадната форма на организация на труда, който трябва да бъде включен в комплексните норми.
В резултат на преразпределението на функциите между членовете на бригадата, осъществяването на взаимопомощ или взаимозаменяемост, необходимото време за завършване на обема работа, възложена на бригадата, се намалява, поради което съответната норма от време трябва да бъде намалена. Това се дължи на намаляването
За по -пълни и подробни данни вижте Насоки за разпределяне на нормите на работниците по отношение на колективните форми на нейната организация и стимули. Москва: Икономика, 1987.
стойностите на отделните компоненти на нормата за време: спомагателно време, време за обслужване на работното място, регламентирани почивки, подготвително „Крайно време, а също и поради припокриването на отделните компоненти на нормата за време по машинно време (в последният случай, стойността на всеки компонент от времевата норма може да остане непроменена).
В бригадите от край до край сложността на производството на бригаден комплект може да бъде намалена чрез премахване на отделни елементи от подготвителното и последното време и времето за обслужване на работното място при прехвърляне на смяна „в движение“.
Коефициентите на ефекта от работата в екип (K ^) се установяват: на ниво индустрия;
на ниво предприятие, ако няма секторни коефициенти или не отразяват изцяло спецификата на бригадната организация на труда в определено предприятие.
са въведени като стандарт за цялата индустрия за определен период (най -малко 1 година).
За да се разшири възможността за използване на коефициента на ефекта от работата в екип, в допълнение към общата стойност на коефициента се изчисляват стойностите на всеки негов компонент.
Ефектът от екипната работа може да бъде постигнат чрез следните компоненти:
разширяване на комбинацията от професии (K ^; разширяване на многостанционното обслужване (IQ; взаимопомощ и взаимозаменяемост на членовете на екипа (K,)); прехвърляне на смяна „в движение“ в междусекторни бригади (K 4); преразпределение на функции между членовете на екипа (K 3) и др.
Общата стойност се определя като произведение на нейните компоненти (за даден вид бригада), т.е.
K * -K, -K, -K, ... K, (1.8)
На ниво предприятие, като правило, се установяват общи стойности на K ^, взети през периода, за който са изчислени, но не по -малко от година, ако условията на производство не се променят.
Ако бригадата, в допълнение към работниците-изпълнители, включва работници на работно време в инженерно-техническите работници, тогава сложната норма на време (човек-h) cl "е от сумата от нормите за време на работници на парче, време работници и инженерни техници за производството на един бригаден комплект, коригиран за коефициента на ефекта от екипната работа.
L6.2 Норми на допълнително време за монтаж и демонтаж на част. Стандартите за време за монтаж и демонтаж на дадена част са дадени по видове устройства в зависимост от типовете машини и предвиждат най -често срещаните методи за монтаж, подравняване и закрепване на части в универсални и специални скоби и устройства. Като основни фактори, влияещи върху времето за монтаж и отстраняване на детайла, се вземат масата на детайла, начинът на монтаж и закрепване на детайла, естеството и точността на подравняването. В допълнение към тези фактори се вземат предвид xapaierei на монтажната повърхност, броят на едновременно монтираните части, броят на скобите и т.н.
Стандартното време за инсталиране и отстраняване на частта включва следната работа:
при ръчно инсталиране и премахване
вземете и инсталирайте частта, подравнете и фиксирайте; включете и изключете стоте; разкопчайте, извадете частта и я поставете в контейнер; почистете устройството от чипове, избършете основните повърхности със салфетка;
при монтаж и демонтаж на част с мостов кран
обадете се на крана; прикрепете частта; транспортирайте частта към машината; инсталирайте частта, премахнете частта, подравнете и фиксирайте; включете и изключете машината; отделете частта; обадете се на крана; прикрепете частта; извадете от машината, транспортирайте я до мястото за съхранение; отлепете частта, почистете приспособлението или повърхността на масата от чипове, избършете основните повърхности със салфетка.
Когато инсталирате и демонтирате част с подемник на машина (или група машини), изпълнете същата работа, както при инсталиране и демонтиране на част с мостов кран, с изключение на повикването на крана.
Когато се инсталира в специални устройства, спомагателното време се определя като сумата от времето: за инсталирането и отстраняването на една част; за инсталиране и премахване на всяка следваща част повече от една в устройства с много места; за фиксиране на частта, като се вземе предвид броят на скобите; за почистване на устройството от стърготини, за избърсване на основните повърхности със салфетка.
В предприятията, освен универсални и специални устройства на машини с ЦПУ, роботи, манипулатори и сателитни маси също се използват за инсталиране и отстраняване на части.
Поради голямото разнообразие от видове и технически характеристики на роботи и манипулатори, не е възможно да се разработят стандарти за време за инсталиране и премахване на части с тяхна помощ; във всяко предприятие е необходимо да се изготвят карти за използването на роботи. Като пример е дадено Приложение 15. За случаи на работа на многофункционални машини с използване на сателитни таблици е необходимо да се използва карта 20, която показва диаграма на зареждането на спътниците и времето за смяна на сателитите.
В някои случаи, когато програмата предвижда специална технологична пауза за повторно фиксиране на детайла, стандартното време трябва да бъде намалено със сума, покрита от автоматичната работа на машината. Стандартите предвиждат ръчно инсталиране и отстраняване на части с тегло до 20 кг и над 20 кг с помощта на повдигащи механизми.
Времето за ръчен монтаж на част с тегло над 20 кг е дадено в стандартите за използване в отделни случаи при обработка в райони, където няма повдигащи и транспортни превозни средства. Не се допуска ръчно инсталиране на части с тегло над 15 кг за мъже под 18 години и жени.
В този случай се взема предвид, че частите, монтирани ръчно, са на разстояние 2 m от машината, а тези, инсталирани от крана, са до 5 m.
1.6.3. Стандарти на спомагателната epeuienu, свързана с операцията. Помощното време, свързано с операцията, се подразделя на:
спомагателно време, свързано с операцията, което не е включено по време на автоматичния цикъл на машината съгласно програмата и предвижда следната работа:
включете и изключете лентовото устройство; задайте определеното относително положение на детайла и инструмента по координатите X, Y, 2 и, ако е необходимо, направете корекции; отворете и затворете капака на механизма за лентово задвижване, превъртете назад, заредете лентата в четеца; проверете пристигането на част или инструмент в даден момент след обработката; придвижете перфорираната лента до първоначалното й положение; инсталирайте предпазителя срещу пръски емулсия и го отстранете;
машинно-спомагателно време, свързано с прехода, включено в програмата и свързано с автоматичната помощна работа на машината, осигуряващо: приближаване на детайла или инструмента от началната точка до зоната на обработка и прибиране; настройка на инструмента до размера на лечението; автоматична смяна на инструмента; включване и изключване на емисията; ходове на празен ход по време на прехода от обработката на някои повърхности към други; предвидени технологични паузи
при внезапна промяна на посоката на подаване, проверка на размерите, проверка на инструмента и повторно инсталиране или повторно фиксиране на детайла.
Допълнителното време на машината, свързано с прехода, включено в програмата за изброените техники, се определя от паспортните данни на машините или други нормативни документи, се включва като съставни елементи по време на автоматичната работа на машината и не се взема отделно (виж приложения 27-30, част II).
1.6.4. Стандарти на спомагателното време за контролни измервания. Необходимите размери на части, обработени на машини с цифрово управление, се осигуряват от конструкцията на машината или режещия инструмент и точността на тяхното регулиране.
В тази връзка времето за контролни измервания (след края на работата по програмата) трябва да бъде включено в нормата за единица време само ако е предвидено от технологичния процес и като се вземе предвид необходимата честота на такива измервания в процес на работа и само ако не може да бъде отменен от времето на цикъла на работа на автоматичната машина според програмата.
1.6.5. Стандарти за време за обслужване на работното място. Времето за обслужване на работното място се дава по видове и размери на оборудването, като се вземат предвид едно- и многостанционното обслужване като процент от работното време. Поддръжката на работното място включва следните работи:
смяна на инструмент (или блок с инструмент) поради неговата тъпота; регулиране и пренастройка на машината по време на работа (промяна на стойността на отместването на инструмента);
метене и периодично почистване на стружки по време на работа (с изключение на метене на стружки от основните повърхности на настройващите устройства, времето за което се взема предвид в спомагателното време за монтаж и демонтаж на частта).
Организационното поддържане на работното място включва работа по грижите за работното място (основно и спомагателно оборудване, технологично и организационно оборудване, опаковки), свързани с работната смяна като цяло: проверка и изпитване на оборудването по време на работа;
поставяне на инструмента в началото и почистване в края на смяната (с изключение на многофункционални машини);
смазване и почистване на машината по време на смяната;
получаване на инструкции от бригадира, бригадир по време на смяната;
почистване на машината и на работното място в края на смяната.
1.66. Времеви стандарти за релаксация и лични нужди. Времето за почивка и личните нужди за условията на обслужване на един работник от една машина не се разпределят отделно и се вземат предвид във времето за обслужване на работното място.
За случаи на многостанционно обслужване се предоставя карта на времето за почивки и личните нужди в зависимост от характеристиките на работата и с препоръки за съдържанието на почивката.
1.6.7. Стандарти за подготвителния и крайния час. Стандартите са предназначени за настройка на машини с ЦПУ за обработка на части съгласно вградени програми за управление и не включват допълнителни програмиращи действия директно на работното място (с изключение на машини, оборудвани с оперативни софтуерни системи за управление).
Времето за настройка на машината се представя като времето за приемане на подготвителни и финални работи за обработка на партида от еднакви части, независимо от партидата и се определя по формулата
T n, = T nz1 + T nz2 + T prlbr, (1.9.
където T pz е стандартното време за настройка и настройка на машината, мин; T pz (е норма за време за организационна подготовка, мин; T pe 2 е норма за време за настройка на sgaikg
устройства, инструменти, софтуерни устройства, мини; - скоростта на времето за пробна обработка.
Времето за приемане на подготвителна и заключителна работа се определя в зависимост от вида и размера на оборудването, както и като се вземат предвид характеристиките на системата за управление на програмата и се подразделя на времето за организационна подготовка; за настройка на машина, устройства, инструменти, софтуерни устройства; за пробно изпълнение чрез програмата или пробна обработка на част.
Съставът на работата по организационно обучение е общ за всички машини с ЦПУ, независимо от тяхната група и модел. Времето за организационна подготовка включва:
получаване на поръчка, чертеж, технологична документация, носител на софтуер, режещи, спомагателни и контролно -измервателни инструменти, устройства, заготовки преди началото и предаване след приключване на обработката на партида части на работното място или в магазина за инструменти;
запознаване с работата, чертеж, технологична документация, проверка на детайла;
инструктиране на капитана.
В случай на бригадна форма на организация на труда, когато се извършва междусменен пренос на обработени части, организационната подготовка взема предвид само времето за запознаване с работата, чертежа, технологичната документация, проверката на заготовките и инструктирането на бригадира .
Съставът на работата по настройка на машинен инструмент, инструменти и аксесоари включва методи за настройка, в зависимост от предназначението на машината и нейната характеристики на дизайна:
монтаж и демонтаж на закрепващото устройство;
монтаж и демонтаж на блок или отделни режещи инструменти;
задаване на началните режими на работа на машината;
инсталиране на софтуерния носител в четеца и премахването му; регулиране на нулева позиция и др.
Vreish за пробна обработка на детайли на стругове (до 630 мм) и въртящи се групи включва времето, изразходвано за обработка на детайла според програмата (време на цикъл) плюс допълнително време за извършване на допълнителни техники, свързани с измерване на детайла, изчисляване на корекцията, въвеждане на стойностите на корекциите в системата с ЦПУ и спомагателно време за приема на машинния инструмент и системата с ЦПУ.
Времето за пробна обработка на части на струговални машини (дължина 630 мм)% от въртележка, фрезоване, пробивни групи и машини със специално предназначение включва времето, прекарано в обработката на части по метода на изпитвателни стърготини с режещ инструмент, крайни фрези, плюс спомагателни време за изпълнение на допълнителни техники, свързани с измерване на частта, изчисляване на стойностите на корекциите, въвеждане на стойностите на корекциите в системата с ЦПУ и спомагателно време за приемане на машината и CNC система.
1.7. Норми на парче време за регулиране на размерите на режещия инструмент извън машината
1.7.1. Нормите за единично време са предназначени за стандартизиране на работата по регулиране на режещия инструмент за машини с ЦПУ, която се извършва от механиката на инструментите (за регулиране на инструмента) извън машината в специално оборудвано помещение с помощта на специални устройства.
Ставките за време на парче се задават в зависимост от:
вида на използваните устройства;
вида и размера на инструмента, който се настройва;
броя на персонализираните координати;
естеството на настройката (според действителния размер или спрямо дадена координата).
Следните устройства се използват за регулиране на инструмента в предприятията от машиностроенето и металообработващата промишленост:
за металорежещи инструменти от групата за пробиване-фрезоване-пробиване-оптични с цифров дисплей от типа BV-2027, без цифров дисплей от типа BV-2015 и устройства от контактния тип;
за стругови машини-оптични с цифров дисплей, тип BV-2026, без цифров дисплей, тип BV-2010, BV-2012M, и устройства от тип контакт.
Като се вземат предвид особеностите при извършване на процесите по настройка на инструмента, стандартите за време са разработени отделно / за машини от пробивно-фрезовата група и металорежещи инструменти от струговата група.
Като основа се вземат най-модерните устройства с цифрова индикация, но като се вземат предвид корекционните коефициенти за променените условия на работа, дадени в картите, тези стандарти се прилагат при стандартизиране на работата на устройства без цифрова индикация (като BV-2015, BV- 2010, BV-2012M и др.) И устройства от типа контакт.
Когато настройвате уред без инструменти (използвайки универсални измервателни уреди), времевите норми трябва да се изчисляват в съответствие със стандартите за инструменти от контактния тип.
Нормите за единично време за сглобяване и регулиране на режещия инструмент на внесени устройства с цифрова индикация трябва да бъдат изчислени според стандартите за време за устройства от местно производство като BV-2027 и BB-2026 с коефициент 0,85; за устройства без цифрова индикация-но за устройства BV-2015 и BV-2010 с коефициент 0,9.
Нормативните материали от този раздел обхващат най -типичните за индустриите на машиностроене и металообработване на стандартните / режещи и спомагателни инструментални връзки и са представени под формата на разширени стандарти за единица време.
Когато изчислявате нормите за време за сглобяване и регулиране на режещия инструмент на снежен профил, вземете умножаващ коефициент 1,2.
В допълнение към времето за основната работа, сглобяването и настройката на инструмента, единичното време включва допълнителни разходи за време за организационна и техническа поддръжка на работното място, подготвително и последно време и време за почивка и лични нужди в размер на 14% от работното време.
Целесъобразността да се включат допълнителни разходи в общата продължителност на времето се дължи на трудностите при отделянето им от общото време, свързано с подготовката на работното място за настройка, и времето на сглобяване и настройка на самия инструмент.
За да се определят нормите за единично време за разглобяване на използван инструмент в картите за сглобяване и настройка на инструмента, са дадени корекционни коефициенти, изчислени по различен начин за всеки вид работа.
Нормите за единично време за индивидуално сглобяване и настройки на инструменти, които не са включени в комплексите, са отразени в карти 50 и 51.
1.7.2. Скоростта на парче за сглобяване, регулиране и разглобяване на един инструмент се определя от формулата
T SHLR = T shk + t ^, 0,10)
храна Т - време за сглобяване, настройка и демонтаж на един инструмент, мин; T shi - време за сглобяване и настройка на един инструмент, мин; T shr - време за разглобяване на инструмента, мин.
V * "b * T" p = T - K '0-11)
където K е корекционният коефициент за времето на парче, в зависимост от използваното устройство.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Операции Naimsposiis-Serial-Frosrao-Rastochnaya.
Изчисляване на времеви норми при обработка на детайли на машини с ЦПУ Дисциплина: „Проектиране на технологични процеси за съвременни многофункционални металорежещи машини“ Изпълнено от ученик от група М 03 -721 -1 Пинегин С.Н.
 Нормите за време са предназначени за техническо регулиране на работата, извършвана върху универсални и многофункционални металорежещи машини с цифрово управление (CNC). Нормата на времето (норма на времето за изчисляване на парчета, Tsht-k) за извършване на операции на машини с ЦПУ при работа на една машина Hvr се състои от нормата на подготвителното и крайно време Tpz и нормата за парче време Tsht и се определя по формулата (1) :, (1) където n е броят на частите в стартовата партида.
Нормите за време са предназначени за техническо регулиране на работата, извършвана върху универсални и многофункционални металорежещи машини с цифрово управление (CNC). Нормата на времето (норма на времето за изчисляване на парчета, Tsht-k) за извършване на операции на машини с ЦПУ при работа на една машина Hvr се състои от нормата на подготвителното и крайно време Tpz и нормата за парче време Tsht и се определя по формулата (1) :, (1) където n е броят на частите в стартовата партида.
 Скоростта на единица време се определя по формулата (2) :, (2) където Tts е времето на цикъла на автоматичната работа на машината според програмата, мин; , (3) където To е основното (технологично) време за обработка на една част, мин;
Скоростта на единица време се определя по формулата (2) :, (2) където Tts е времето на цикъла на автоматичната работа на машината според програмата, мин; , (3) където To е основното (технологично) време за обработка на една част, мин;
 , (4) където Li е дължината на пътя, преминат от инструмента или частта в посока на подаване при обработка на i-та технологична секция (като се вземат предвид проникването и превишаването), mm; Smi - минутно подаване при даден технологичен участък, mm / min; i = 1, 2,…, n е броят на секциите за обработка; Тмв - помощно време на машината (за приближаване на инструменталната част от началните точки до обработващите зони и прибиране; настройка на инструмента по размер, промяна на инструмента, промяна на стойностите и посоката на подаване, времето на технологичното паузи и др.), мин;
, (4) където Li е дължината на пътя, преминат от инструмента или частта в посока на подаване при обработка на i-та технологична секция (като се вземат предвид проникването и превишаването), mm; Smi - минутно подаване при даден технологичен участък, mm / min; i = 1, 2,…, n е броят на секциите за обработка; Тмв - помощно време на машината (за приближаване на инструменталната част от началните точки до обработващите зони и прибиране; настройка на инструмента по размер, промяна на инструмента, промяна на стойностите и посоката на подаване, времето на технологичното паузи и др.), мин;
 , (5), (6) където L е дължината на пътя (или траекторията), преминат от инструмента или частта в посоката на подаване, mm; l 1, l 2, l 3 - дължината на подхода, потапянето и превишаването на инструмента, съответно, mm. Стойността L се определя въз основа на параметрите на траекторията на детайла. Така че, когато обработвате части от част с преместване на инструмента по две координати, дължината L се определя по формулата (7), (7)
, (5), (6) където L е дължината на пътя (или траекторията), преминат от инструмента или частта в посоката на подаване, mm; l 1, l 2, l 3 - дължината на подхода, потапянето и превишаването на инструмента, съответно, mm. Стойността L се определя въз основа на параметрите на траекторията на детайла. Така че, когато обработвате части от част с преместване на инструмента по две координати, дължината L се определя по формулата (7), (7)
 където Δх, Δу са стъпките на съответните координати в дадената зона за обработка. При преместване на инструмента по дъга на окръжност дължината L се определя по формулата (8) или (9), (9) където R е радиусът на кръговата дъга, mm; а - дължината на хордата на кръговата дъга, мм; φ е централният ъгъл въз основа на крайните точки на кръговата дъга, rad; Tmv. и - допълнително време на машината за автоматична смяна на инструмента, мин; Tmv. x - машинно -спомагателно време за изпълнение на автоматични спомагателни ходове и технологични паузи, мин.
където Δх, Δу са стъпките на съответните координати в дадената зона за обработка. При преместване на инструмента по дъга на окръжност дължината L се определя по формулата (8) или (9), (9) където R е радиусът на кръговата дъга, mm; а - дължината на хордата на кръговата дъга, мм; φ е централният ъгъл въз основа на крайните точки на кръговата дъга, rad; Tmv. и - допълнително време на машината за автоматична смяна на инструмента, мин; Tmv. x - машинно -спомагателно време за изпълнение на автоматични спомагателни ходове и технологични паузи, мин.
 За металорежещи машини с кули времето е Tmv. и може да се определи по формулата (10), (10) където Тип е времето на въртене на кулата с едно положение, мин; Кп - броят на позициите, с които е необходимо да завъртите кулата, за да инсталирате необходимия инструмент; Тиф - време на фиксиране на въртящата се глава, мин. За машини с контурни системи за управление времето е Tmv. x може да се определи по формулата (11), (11)
За металорежещи машини с кули времето е Tmv. и може да се определи по формулата (10), (10) където Тип е времето на въртене на кулата с едно положение, мин; Кп - броят на позициите, с които е необходимо да завъртите кулата, за да инсталирате необходимия инструмент; Тиф - време на фиксиране на въртящата се глава, мин. За машини с контурни системи за управление времето е Tmv. x може да се определи по формулата (11), (11)
 където Lxxj е дължината на пътя на j-тата секция на автоматичния спомагателен ход, mm; j = 1, 2,…, t е броят на секциите на автоматичните спомагателни проходи; Smu - минутно подаване на бързо движение. За металорежещи машини с позиционни и универсални (контурно-позиционни) системи за управление на металорежещи машини, при които програмирането на обработката се извършва чрез стандартни цикли, аналитично, време Tmv. Трудно е да се определи x поради факта, че конкретни машини, в зависимост от тяхната настройка, имат значително разсейване в стойностите на Sмхх и Lхх (свързани с настройките за позициониране). За по -точно определяне на времето Tmv. x на тези машини се препоръчва да се извърши предварително време, за да се определи действителното време Tmv. x при преместване на маса или инструмент измерено разстояние в посока на различни координати.
където Lxxj е дължината на пътя на j-тата секция на автоматичния спомагателен ход, mm; j = 1, 2,…, t е броят на секциите на автоматичните спомагателни проходи; Smu - минутно подаване на бързо движение. За металорежещи машини с позиционни и универсални (контурно-позиционни) системи за управление на металорежещи машини, при които програмирането на обработката се извършва чрез стандартни цикли, аналитично, време Tmv. Трудно е да се определи x поради факта, че конкретни машини, в зависимост от тяхната настройка, имат значително разсейване в стойностите на Sмхх и Lхх (свързани с настройките за позициониране). За по -точно определяне на времето Tmv. x на тези машини се препоръчва да се извърши предварително време, за да се определи действителното време Tmv. x при преместване на маса или инструмент измерено разстояние в посока на различни координати.
 В случай, че стандартизацията се извършва за вече проектиран технологичен процес и има програма за контрол, времето Tts. а се определя от директното време на цикъла на обработка на детайла. Помощното време за операцията се изчислява по формулата (12), (12)
В случай, че стандартизацията се извършва за вече проектиран технологичен процес и има програма за контрол, времето Tts. а се определя от директното време на цикъла на обработка на детайла. Помощното време за операцията се изчислява по формулата (12), (12)
 където телевизор. y е времето за инсталиране и демонтиране на частта ръчно или с асансьор, мин; Телевизор. op - спомагателно време, свързано с операцията (не е включено в програмата за управление), мин; Телевизор. ism - спомагателно не припокриващо се време за измервания, мин; Ktv е коефициент на корекция за времето на извършване на ръчна помощна работа, в зависимост от партидата обработени части; ateh, aorg, aotl - време за технологично и организационно поддържане на работното място, за почивка и лични нужди с еднопосочно обслужване, процент от оперативното време.
където телевизор. y е времето за инсталиране и демонтиране на частта ръчно или с асансьор, мин; Телевизор. op - спомагателно време, свързано с операцията (не е включено в програмата за управление), мин; Телевизор. ism - спомагателно не припокриващо се време за измервания, мин; Ktv е коефициент на корекция за времето на извършване на ръчна помощна работа, в зависимост от партидата обработени части; ateh, aorg, aotl - време за технологично и организационно поддържане на работното място, за почивка и лични нужди с еднопосочно обслужване, процент от оперативното време.
 Стандарти на допълнително време за монтаж и демонтаж на телевизионни части. y са дадени по вид на приспособлението, независимо от видовете металорежещи машини и предвиждат най -често срещаните методи за монтаж, подравняване и закрепване на части в универсални и специални затягащи тела. Като основни фактори, влияещи върху времето за монтаж и отстраняване на детайла, се вземат масата на детайла, методът на монтаж и закрепване на детайла, естеството и точността на подравняването.
Стандарти на допълнително време за монтаж и демонтаж на телевизионни части. y са дадени по вид на приспособлението, независимо от видовете металорежещи машини и предвиждат най -често срещаните методи за монтаж, подравняване и закрепване на части в универсални и специални затягащи тела. Като основни фактори, влияещи върху времето за монтаж и отстраняване на детайла, се вземат масата на детайла, методът на монтаж и закрепване на детайла, естеството и точността на подравняването.
 Стандартите за време за инсталиране и премахване на части предвиждат следната работа: - при ръчно инсталиране и демонтиране: вземете и инсталирайте частта, подравнете и фиксирайте; включете и изключете машината; разкопчайте и извадете частта, поставете в контейнер; почистете устройството от чипове, избършете основните повърхности със салфетка; - при монтаж и демонтаж с мостов кран: обадете се на крана; прикрепете частта; транспортирайте частта към машината; инсталирайте детайла, подравнете и обезопасете; включете и изключете машината; отделете частта; обадете се на крана; прикрепете частта; извадете от машината, транспортирайте я до мястото за съхранение; отстранете частта; почистете осветителните тела или повърхността на масата от чипове, избършете основните повърхности със салфетка.
Стандартите за време за инсталиране и премахване на части предвиждат следната работа: - при ръчно инсталиране и демонтиране: вземете и инсталирайте частта, подравнете и фиксирайте; включете и изключете машината; разкопчайте и извадете частта, поставете в контейнер; почистете устройството от чипове, избършете основните повърхности със салфетка; - при монтаж и демонтаж с мостов кран: обадете се на крана; прикрепете частта; транспортирайте частта към машината; инсталирайте детайла, подравнете и обезопасете; включете и изключете машината; отделете частта; обадете се на крана; прикрепете частта; извадете от машината, транспортирайте я до мястото за съхранение; отстранете частта; почистете осветителните тела или повърхността на масата от чипове, избършете основните повърхности със салфетка.
 Когато инсталирате и демонтирате част с подемник на машина (или група машини), изпълнете същата работа, както при премахване на част с мостов кран, с изключение на повикването на крана. Когато се инсталира в специални устройства, спомагателното време се определя като сумата от времето: за инсталирането и отстраняването на една част; за инсталиране и премахване на всяка следваща част повече от една в устройства с много места; за фиксиране на частта, като се вземе предвид броят на скобите; за почистване на устройството от чипове и избърсване на основните повърхности със салфетка. В случай на използване на роботи, манипулатори и сателитни маси за инсталиране и отстраняване на част, спомагателното време се определя, като се вземат предвид техните конструктивни характеристики.
Когато инсталирате и демонтирате част с подемник на машина (или група машини), изпълнете същата работа, както при премахване на част с мостов кран, с изключение на повикването на крана. Когато се инсталира в специални устройства, спомагателното време се определя като сумата от времето: за инсталирането и отстраняването на една част; за инсталиране и премахване на всяка следваща част повече от една в устройства с много места; за фиксиране на частта, като се вземе предвид броят на скобите; за почистване на устройството от чипове и избърсване на основните повърхности със салфетка. В случай на използване на роботи, манипулатори и сателитни маси за инсталиране и отстраняване на част, спомагателното време се определя, като се вземат предвид техните конструктивни характеристики.
 Стандарти за допълнително време, свързани с работата на телевизора. оп. ... Помощното време, свързано с работата, което не е включено по време на цикъла на автоматична работа на машината съгласно програмата, осигурява следната работа: включване и изключване на лентовото устройство; задайте определеното относително положение на детайла и инструмента по координатите X, Y, Z и, ако е необходимо, направете корекции; отворете и затворете капака на механизма за лентово задвижване, превъртете назад и заредете лентата в четеца; придвижете перфорираната лента до първоначалното й положение; проверете пристигането на инструменталната част в дадена точка след обработката; инсталирайте предпазителя срещу пръски емулсия и го отстранете.
Стандарти за допълнително време, свързани с работата на телевизора. оп. ... Помощното време, свързано с работата, което не е включено по време на цикъла на автоматична работа на машината съгласно програмата, осигурява следната работа: включване и изключване на лентовото устройство; задайте определеното относително положение на детайла и инструмента по координатите X, Y, Z и, ако е необходимо, направете корекции; отворете и затворете капака на механизма за лентово задвижване, превъртете назад и заредете лентата в четеца; придвижете перфорираната лента до първоначалното й положение; проверете пристигането на инструменталната част в дадена точка след обработката; инсталирайте предпазителя срещу пръски емулсия и го отстранете.
 Помощното време на машината, свързано с прехода, включено в програмата и свързано с автоматичната помощна работа на машината, осигурява: приближаването на инструменталната част от началната точка до зоната на обработка и прибиране; настройка на инструмента спрямо размера на лечението; автоматична смяна на инструмента; включване на емисията; ходове на празен ход по време на прехода от обработката на някои повърхности към други; технологични паузи, предвидени за рязка промяна в посоката на подаване, за проверка на размерите, проверка на инструмента и преинсталиране или повторно закрепване на детайла. Помощното време на машината, свързано с прехода, се определя от паспортните данни на машините и се включва като съставни елементи по време на автоматичната работа на машината.
Помощното време на машината, свързано с прехода, включено в програмата и свързано с автоматичната помощна работа на машината, осигурява: приближаването на инструменталната част от началната точка до зоната на обработка и прибиране; настройка на инструмента спрямо размера на лечението; автоматична смяна на инструмента; включване на емисията; ходове на празен ход по време на прехода от обработката на някои повърхности към други; технологични паузи, предвидени за рязка промяна в посоката на подаване, за проверка на размерите, проверка на инструмента и преинсталиране или повторно закрепване на детайла. Помощното време на машината, свързано с прехода, се определя от паспортните данни на машините и се включва като съставни елементи по време на автоматичната работа на машината.
 Стандарти на спомагателното време за контролни измервания TV. рев. ... Необходимите размери на части, обработени на машини с цифрово управление, са предоставени в автоматичен цикъл на обработка. В тази връзка времето за контролни измервания (след края на работата по програмата) трябва да бъде включено в нормата за единица време само ако е предвидено от технологичния процес и като се вземе предвид необходимата честота на такива измервания в процес на работа и само в случаите, когато той не може да бъде отменен от времето на цикъла на работа на автоматичната машина според програмата.
Стандарти на спомагателното време за контролни измервания TV. рев. ... Необходимите размери на части, обработени на машини с цифрово управление, са предоставени в автоматичен цикъл на обработка. В тази връзка времето за контролни измервания (след края на работата по програмата) трябва да бъде включено в нормата за единица време само ако е предвидено от технологичния процес и като се вземе предвид необходимата честота на такива измервания в процес на работа и само в случаите, когато той не може да бъде отменен от времето на цикъла на работа на автоматичната машина според програмата.
 Стандарти за време за обслужване на работното място. Времето за обслужване на работно място се дава по видове и размери на оборудването, като се вземат предвид едно- и многостанционното обслужване като процент от работното време. Технологичната поддръжка на работното място предвижда следната работа: - смяна на инструмента (или блок с инструмента) поради неговата тъпота; - регулиране и пренастройка на машината по време на работа (промяна на стойността на отместването на инструмента); - метене и периодично почистване на стружки по време на работа (с изключение на метене на стружки от основните повърхности на настройващите устройства, времето за което се взема предвид в спомагателното време за монтаж и демонтаж на частта).
Стандарти за време за обслужване на работното място. Времето за обслужване на работно място се дава по видове и размери на оборудването, като се вземат предвид едно- и многостанционното обслужване като процент от работното време. Технологичната поддръжка на работното място предвижда следната работа: - смяна на инструмента (или блок с инструмента) поради неговата тъпота; - регулиране и пренастройка на машината по време на работа (промяна на стойността на отместването на инструмента); - метене и периодично почистване на стружки по време на работа (с изключение на метене на стружки от основните повърхности на настройващите устройства, времето за което се взема предвид в спомагателното време за монтаж и демонтаж на частта).
 Организационното поддържане на работното място включва работа по поддръжката на основното и спомагателното оборудване, технологичното и организационното оборудване, контейнерите, свързани с работната смяна като цяло: - проверка и изпитване на оборудване в процеса на работа; - поставяне на инструмента в началото и почистване в края на смяната; - смазване и почистване на машината по време на смяната; - почистване на машината и работното място в края на смяната.
Организационното поддържане на работното място включва работа по поддръжката на основното и спомагателното оборудване, технологичното и организационното оборудване, контейнерите, свързани с работната смяна като цяло: - проверка и изпитване на оборудване в процеса на работа; - поставяне на инструмента в началото и почистване в края на смяната; - смазване и почистване на машината по време на смяната; - почистване на машината и работното място в края на смяната.
 Стандарти за време за почивка и лични нужди. Времето за почивка и личните нужди за условията на обслужване на един работник от една машина не се разпределят отделно и се вземат предвид във времето за обслужване на работното място. За многостанционни услуги са предвидени почивки за почивка и лични нужди, в зависимост от характеристиките на работата.
Стандарти за време за почивка и лични нужди. Времето за почивка и личните нужди за условията на обслужване на един работник от една машина не се разпределят отделно и се вземат предвид във времето за обслужване на работното място. За многостанционни услуги са предвидени почивки за почивка и лични нужди, в зависимост от характеристиките на работата.
 Стандарти за подготвителния и крайния час. Нормата за време за настройка на машината се представя като времето за приемане на подготвителни и финални работи за обработка на партида от еднакви части независимо от партидата и се определя по формулата (13), (13) където Тпз е норма за време за настройка и настройка на машината, мин; Тпз 1 - нормата за време за организационно обучение, мин; Тпз 2 - нормата за време за настройка на машинен инструмент, устройство, инструмент, софтуерни устройства, мин; Tpr. arr - времева норма за пробна обработка.
Стандарти за подготвителния и крайния час. Нормата за време за настройка на машината се представя като времето за приемане на подготвителни и финални работи за обработка на партида от еднакви части независимо от партидата и се определя по формулата (13), (13) където Тпз е норма за време за настройка и настройка на машината, мин; Тпз 1 - нормата за време за организационно обучение, мин; Тпз 2 - нормата за време за настройка на машинен инструмент, устройство, инструмент, софтуерни устройства, мин; Tpr. arr - времева норма за пробна обработка.
 Времето за приемане на подготвителна и заключителна работа се определя в зависимост от вида и размера на оборудването, както и като се вземат предвид характеристиките на системата за управление на програмата. Обхватът на работата по организационна подготовка е общ за всички машини с ЦПУ, независимо от тяхната група и модел. Времето за организационна подготовка предвижда: - получаване на поръчка, чертеж, технологична документация, софтуерен носител, режещи, помощни и измервателни инструменти, устройства, заготовки преди началото и предаване след края на обработката на партида части в на работното място или в магазина за инструменти; - запознаване с работата, чертеж, технологична документация, проверка на детайла; - инструктиране на капитана.
Времето за приемане на подготвителна и заключителна работа се определя в зависимост от вида и размера на оборудването, както и като се вземат предвид характеристиките на системата за управление на програмата. Обхватът на работата по организационна подготовка е общ за всички машини с ЦПУ, независимо от тяхната група и модел. Времето за организационна подготовка предвижда: - получаване на поръчка, чертеж, технологична документация, софтуерен носител, режещи, помощни и измервателни инструменти, устройства, заготовки преди началото и предаване след края на обработката на партида части в на работното място или в магазина за инструменти; - запознаване с работата, чертеж, технологична документация, проверка на детайла; - инструктиране на капитана.
 В случай на бригадна форма на организация на труда, когато се извършва междусменен пренос на обработени части, организационната подготовка взема предвид само времето за запознаване с работата, чертежа, технологичната документация, проверката на заготовките и инструктирането на бригадира . Обхватът на работата по настройка на машинен инструмент, инструменти и устройства включва методи за настройка на работа, в зависимост от предназначението на машината и конструктивните характеристики: монтаж и демонтаж на закрепващото устройство; монтаж и демонтаж на блок или отделни режещи инструменти; задаване на началните режими на работа на машината; инсталиране на софтуерния носител в четеца и премахването му; регулиране на нулева позиция и др.
В случай на бригадна форма на организация на труда, когато се извършва междусменен пренос на обработени части, организационната подготовка взема предвид само времето за запознаване с работата, чертежа, технологичната документация, проверката на заготовките и инструктирането на бригадира . Обхватът на работата по настройка на машинен инструмент, инструменти и устройства включва методи за настройка на работа, в зависимост от предназначението на машината и конструктивните характеристики: монтаж и демонтаж на закрепващото устройство; монтаж и демонтаж на блок или отделни режещи инструменти; задаване на началните режими на работа на машината; инсталиране на софтуерния носител в четеца и премахването му; регулиране на нулева позиция и др.
 Времето за пробна обработка на детайли на стругове и куполни групи включва времето, прекарано в обработката на детайла според програмата и спомагателното време за извършване на допълнителни техники, свързани с измерване на детайла, изчисляване на отместването, въвеждане на стойностите на отместване в CNC система и допълнително време за управление на машината и системата с ЦПУ. Времето за пробна обработка на части на въртележка, фрезоване, пробивни групи, многофункционални машини включва времето, прекарано за обработка на части по метода на пробните стърготини и спомагателното време за извършване на допълнителни техники, свързани с измерване на детайла, изчисляване на корекционната стойност, въвеждане на корекционните стойности в системата с ЦПУ и допълнително време за приема на машинния инструмент и системата с ЦПУ.
Времето за пробна обработка на детайли на стругове и куполни групи включва времето, прекарано в обработката на детайла според програмата и спомагателното време за извършване на допълнителни техники, свързани с измерване на детайла, изчисляване на отместването, въвеждане на стойностите на отместване в CNC система и допълнително време за управление на машината и системата с ЦПУ. Времето за пробна обработка на части на въртележка, фрезоване, пробивни групи, многофункционални машини включва времето, прекарано за обработка на части по метода на пробните стърготини и спомагателното време за извършване на допълнителни техники, свързани с измерване на детайла, изчисляване на корекционната стойност, въвеждане на корекционните стойности в системата с ЦПУ и допълнително време за приема на машинния инструмент и системата с ЦПУ.
 За да се изчисли основното време, е необходимо да се определят условията на рязане за обработка на всяка повърхност на детайла. Те се определят съгласно общите стандарти за машиностроене:-Общи машиностроителни стандарти за време и условия на рязане за стандартизиране на работата, извършвана върху универсални и многофункционални металорежещи машини с цифрово управление. Част 2 - Стандарти за изрязване на данни. - М .: Икономика, 1990. - Режими на рязане на метали: справочник / Под ред. Ю. В. Барановски. - 3 -то изд. , преработен и добавете. - М .: Машиностроене, 1972.- 407 с. - Ръководство на машинен инженер. В 2 тома. Том 2 / Под. изд. А. Г. Косилова и др. - 5 -то изд. , рев. - М .: Машиностроение, 2003.- 944 с. , тиня.
За да се изчисли основното време, е необходимо да се определят условията на рязане за обработка на всяка повърхност на детайла. Те се определят съгласно общите стандарти за машиностроене:-Общи машиностроителни стандарти за време и условия на рязане за стандартизиране на работата, извършвана върху универсални и многофункционални металорежещи машини с цифрово управление. Част 2 - Стандарти за изрязване на данни. - М .: Икономика, 1990. - Режими на рязане на метали: справочник / Под ред. Ю. В. Барановски. - 3 -то изд. , преработен и добавете. - М .: Машиностроене, 1972.- 407 с. - Ръководство на машинен инженер. В 2 тома. Том 2 / Под. изд. А. Г. Косилова и др. - 5 -то изд. , рев. - М .: Машиностроение, 2003.- 944 с. , тиня.
 Пример за изчисляване на нормите за време За изчисляване на нормите за време, ние даваме първоначалните данни: чертеж на частта "Ролка", материал на детайла стомана 45 GOST 1050 -88, партида части 100 броя, детайл - кръгли пръти с диаметър 125 x54 . Изчислението ще се извърши в три случая: 1. 1) Обработка на две CNC машини - струговане (16 K 20 F 3) и фрезоване (6 P 13 RF 3). На струг с ЦПУ се обработват две шийки с диаметър 30 h 12 с подрязване на краищата. Операцията предвижда нулиране на детайла в самоцентриращ се патронник с пневматично затягане. На фрезова машина с ЦПУ се обработва жлеб от 4 x 10 и 4 отвора с диаметър 16 mm в самоцентрираща се призматична менгеме с пневматична скоба. 2) Обработка на 5-осен завъртащ се обработващ център. Обработката се извършва в самоцентриращ се патронник с пневматично затягане в една операция с повторно позициониране на детайла. Извършват се същите преходи като при конвенционалните CNC машини - струговане, фрезоване и пробиване.
Пример за изчисляване на нормите за време За изчисляване на нормите за време, ние даваме първоначалните данни: чертеж на частта "Ролка", материал на детайла стомана 45 GOST 1050 -88, партида части 100 броя, детайл - кръгли пръти с диаметър 125 x54 . Изчислението ще се извърши в три случая: 1. 1) Обработка на две CNC машини - струговане (16 K 20 F 3) и фрезоване (6 P 13 RF 3). На струг с ЦПУ се обработват две шийки с диаметър 30 h 12 с подрязване на краищата. Операцията предвижда нулиране на детайла в самоцентриращ се патронник с пневматично затягане. На фрезова машина с ЦПУ се обработва жлеб от 4 x 10 и 4 отвора с диаметър 16 mm в самоцентрираща се призматична менгеме с пневматична скоба. 2) Обработка на 5-осен завъртащ се обработващ център. Обработката се извършва в самоцентриращ се патронник с пневматично затягане в една операция с повторно позициониране на детайла. Извършват се същите преходи като при конвенционалните CNC машини - струговане, фрезоване и пробиване.

 3) Обработка на обработващ център с противошпиндел. Обработката се извършва в самоцентриращ се патронник с пневматично затягане в една операция с повторно позициониране на детайла. Тези OT имат два патронника с пневматично затягане и две глави на инструмента. Ролята на втория патронник се изпълнява от противошпиндела, който нулира детайла и в който се извършва по -нататъшна обработка на детайла. Цикълът на обработка на детайла е следният: детайлът е инсталиран и фиксиран в патронника; завъртане на шията с диаметър 30 h 12 с подрязване на приклада; автоматичната смяна на инструмента се извършва чрез завъртане на кулата; пробиване на 4 отвора с диаметър 16 мм; първата кула се придвижва обратно към изходната точка; контрашпинделът се включва и автоматично се довежда до патронника, който продължава да се върти с дадена честота; противошпинделът се ускорява до скоростта на въртене на патронника и автоматично захваща детайла; патронникът автоматично отваря челюстите и контрашпинделът с детайла се придвижва обратно до определената му начална точка; втората кула се вкарва и завърта шията с диаметър 30 h 12 с подрязване на края; автоматична смяна на инструмента и фрезоване 4 x 10 слота; изтегляне на кулата до изходната точка и изключване на противошпиндела.
3) Обработка на обработващ център с противошпиндел. Обработката се извършва в самоцентриращ се патронник с пневматично затягане в една операция с повторно позициониране на детайла. Тези OT имат два патронника с пневматично затягане и две глави на инструмента. Ролята на втория патронник се изпълнява от противошпиндела, който нулира детайла и в който се извършва по -нататъшна обработка на детайла. Цикълът на обработка на детайла е следният: детайлът е инсталиран и фиксиран в патронника; завъртане на шията с диаметър 30 h 12 с подрязване на приклада; автоматичната смяна на инструмента се извършва чрез завъртане на кулата; пробиване на 4 отвора с диаметър 16 мм; първата кула се придвижва обратно към изходната точка; контрашпинделът се включва и автоматично се довежда до патронника, който продължава да се върти с дадена честота; противошпинделът се ускорява до скоростта на въртене на патронника и автоматично захваща детайла; патронникът автоматично отваря челюстите и контрашпинделът с детайла се придвижва обратно до определената му начална точка; втората кула се вкарва и завърта шията с диаметър 30 h 12 с подрязване на края; автоматична смяна на инструмента и фрезоване 4 x 10 слота; изтегляне на кулата до изходната точка и изключване на противошпиндела.
 Основно време До Основното време и за трите случая се изчислява съгласно общите стандарти за машиностроене и се приема като постоянна стойност, т.е. To = const. При операции на струговане, фрезоване и пробиване основното време може да се намери от таблици и емпирични зависимости. Основното време се определя по формулата В резултат получаваме: мин; мин.
Основно време До Основното време и за трите случая се изчислява съгласно общите стандарти за машиностроене и се приема като постоянна стойност, т.е. To = const. При операции на струговане, фрезоване и пробиване основното време може да се намери от таблици и емпирични зависимости. Основното време се определя по формулата В резултат получаваме: мин; мин.
 Тмв - помощно време на машината (за приближаване на инструменталната част от началните точки до зоните на обработка и прибиране; смяна на инструмента), мин. Определете според паспортните данни на машините и технологията на обработка. мин; мин. Ttsa - време на цикъл на автоматична работа на машината според програмата, мин. Определете по формулата min;
Тмв - помощно време на машината (за приближаване на инструменталната част от началните точки до зоните на обработка и прибиране; смяна на инструмента), мин. Определете според паспортните данни на машините и технологията на обработка. мин; мин. Ttsa - време на цикъл на автоматична работа на машината според програмата, мин. Определете по формулата min;
 ateh, aorg, aotl - време за технологично и организационно поддържане на работното място, за почивка и лични нужди с еднопосочно обслужване, процент от оперативното време. За машини с CNC и OTs тази стойност е 14% от работното време.
ateh, aorg, aotl - време за технологично и организационно поддържане на работното място, за почивка и лични нужди с еднопосочно обслужване, процент от оперативното време. За машини с CNC и OTs тази стойност е 14% от работното време.
 Помощно време TV Допълнителното време за операцията се изчислява по формулата Стандарти на спомагателното време за монтаж и демонтаж на телевизионната част. в. За първия случай, допълнителното време за монтаж и демонтаж се определя за две операции, в зависимост от вида на приспособлението, начина на монтаж и закрепване на детайла и масата на детайла. По време на операцията на завъртане детайлът се монтира в самоцентриращ се патронник с пневматично затягане и при фрезоване в самоцентрираща се призматична менгеме с пневматично затягане. По време на операцията на завъртане детайлът се нулира. мин; мин. При обработка на център за завъртане детайлът се монтира в патронник с пневматично затягане с едно нулиране на детайла. мин.
Помощно време TV Допълнителното време за операцията се изчислява по формулата Стандарти на спомагателното време за монтаж и демонтаж на телевизионната част. в. За първия случай, допълнителното време за монтаж и демонтаж се определя за две операции, в зависимост от вида на приспособлението, начина на монтаж и закрепване на детайла и масата на детайла. По време на операцията на завъртане детайлът се монтира в самоцентриращ се патронник с пневматично затягане и при фрезоване в самоцентрираща се призматична менгеме с пневматично затягане. По време на операцията на завъртане детайлът се нулира. мин; мин. При обработка на център за завъртане детайлът се монтира в патронник с пневматично затягане с едно нулиране на детайла. мин.
 При обработка на OC с противошпиндел, детайлът се монтира в патронник с пневматично затягане с едно нулиране на детайла чрез автоматично монтиране на детайла в противошпиндела. мин. Стандарти за допълнително време, свързани с работата на телевизора. оп. ... мин; мин. Стандарти на спомагателното време за контролни измервания TV. рев. ... И в трите случая тя е равна на 0. Времето за контролни измервания (след края на работата по програмата) трябва да бъде включено в нормата за единица време само ако е предвидено от технологичния процес и като се вземе предвид необходимата честота на такива измервания в процеса на работа и само в онези случаи, когато не може да се припокрива с времето на цикъла на работа на автоматичната машина според програмата.
При обработка на OC с противошпиндел, детайлът се монтира в патронник с пневматично затягане с едно нулиране на детайла чрез автоматично монтиране на детайла в противошпиндела. мин. Стандарти за допълнително време, свързани с работата на телевизора. оп. ... мин; мин. Стандарти на спомагателното време за контролни измервания TV. рев. ... И в трите случая тя е равна на 0. Времето за контролни измервания (след края на работата по програмата) трябва да бъде включено в нормата за единица време само ако е предвидено от технологичния процес и като се вземе предвид необходимата честота на такива измервания в процеса на работа и само в онези случаи, когато не може да се припокрива с времето на цикъла на работа на автоматичната машина според програмата.

 Помощно време Tv мин; мин. Ktv е коефициент на корекция за времето на извършване на ръчна помощна работа, в зависимост от партидата обработени части.
Помощно време Tv мин; мин. Ktv е коефициент на корекция за времето на извършване на ръчна помощна работа, в зависимост от партидата обработени части.
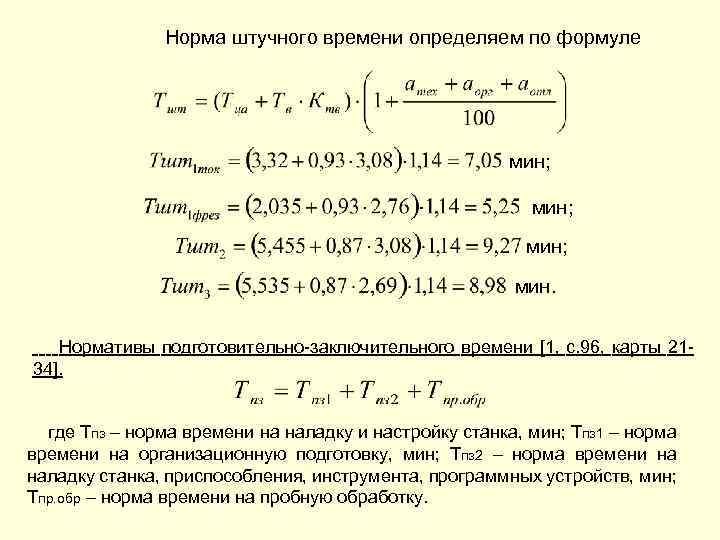 Скоростта на единица време се определя от формулата min; мин. Стандарти за подготвителния и крайния час. където Тпз е времевата норма за настройка и настройка на машината, мин; Тпз 1 - нормата за време за организационно обучение, мин; Тпз 2 - нормата за време за настройка на машинен инструмент, устройство, инструмент, софтуерни устройства, мин; Tpr. arr - времева норма за пробна обработка.
Скоростта на единица време се определя от формулата min; мин. Стандарти за подготвителния и крайния час. където Тпз е времевата норма за настройка и настройка на машината, мин; Тпз 1 - нормата за време за организационно обучение, мин; Тпз 2 - нормата за време за настройка на машинен инструмент, устройство, инструмент, софтуерни устройства, мин; Tpr. arr - времева норма за пробна обработка.
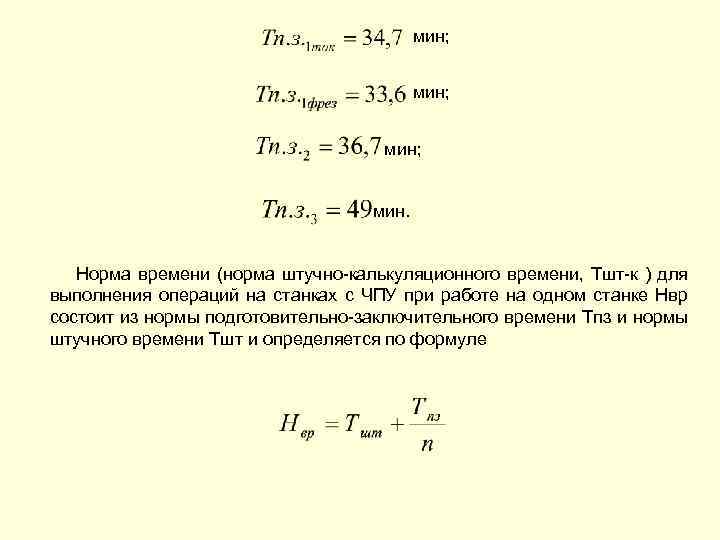 мин; мин. Нормата на времето (норма на времето за изчисляване на парчета, Tsht-k) за извършване на операции на машини с ЦПУ при работа на една машина Нвр се състои от нормата на подготвителното и крайно време Tpz и нормата за парче време Tsht и се определя по формулата
мин; мин. Нормата на времето (норма на времето за изчисляване на парчета, Tsht-k) за извършване на операции на машини с ЦПУ при работа на една машина Нвр се състои от нормата на подготвителното и крайно време Tpz и нормата за парче време Tsht и се определя по формулата





