Технічне нормування операцій для верстатів з ЧПУ. Що з себе являє процес нормування налагоджувальних робіт на верстатах з чпу. Час на одну заправку касети
2.2 Нормування праці основного персоналу організації
Розглянемо нормування праці основного персоналу на конкретних прикладах.
1. Організація, нормування та оплата праці верстатних робіт.
багатоверстатне обслуговування- це такий вид обслуговування, при якому одним робочим обслуговується кілька верстатів. Багатоверстатне обслуговування може бути індивідуальними і бригадним. Поділ праці в багатоверстатних бригадах буває кваліфікаційним або функціональним; в ряді випадків застосовується так зване парне обслуговування, коли, наприклад, двоє робітників однакової професії і кваліфікації обслуговують кілька машин. Найбільш вигідно багатоверстатне обслуговування, якщо не перекриваються машинний час більше часу ручних операцій, активного спостереження і переходів. Однак нерідко багатоверстатне обслуговування економічно доцільно і при порушенні цього балансу часу, зокрема при дефіциті робочої сили, Коли є вільний обладнання.
Для встановлення норм часу по кожному елементу виробничої операції, незалежно від форми організації праці, окремо проводиться аналітична та розрахункова робота. При цьому керуються положенням, що норма часу на операцію повинна відповідати таким основним вимогам:
1) технологічний процес передбачає раціональне і повне використання технічних засобів: обладнання, пристосувань, інструменту та механізмів, що беруть участь в роботі;
2) режим обробки встановлюється на основі передового досвіду;
3) передбачається повне завантаження робочого дня продуктивної роботою.
Розглянемо порядок нормування основного і допоміжного часу.
Режими обробки на верстаті вибираються технологом в залежності від матеріалу, інструменту та обладнання. Основний час визначається за формулами в залежності від виду робіт (токарні, фрезерні) на кожен перехід окремо.
При роботі на металообробних верстатах норма витрат основного машинного часу може бути визначена за формулою (9):
to = li / n * S, (9)
де to- норма основного часу, хв; l- розрахункова довжина обробки, мм; i- число проходів; n- число обертів або подвійних ходів, наявних на верстаті, за одну хвилину; S- величина подачі ріжучого інструменту за один оборот або подвійний хід , мм.
Нормування допоміжного часу проводиться за допомогою нормативів, які встановлюються в залежності від типу виробництва: більш диференціальні - в масовому виробництві, найбільш укрупнені - в одиничному. При цьому спочатку визначаються комплекси трудових допоміжних прийомів. Так, в серійному виробництві допоміжне час на операцію нормують за наступними комплексам прийомів:
1) Час на установку і зняття деталі. Нормативи часу на установку і зняття деталі в загальномашинобудівного нормативах допоміжного часу дані на типові способи установки і кріплення з урахуванням розташування їх при установці вручну на відстані 0,5-1 м від верстата.
2) Час, пов'язане з переходом, складається з часу на підведення інструменту до заготівлі або оброблюваної поверхні, установку інструменту на розмір, включення подачі і обертання шпинделя для взяття пробної стружки, вимір при взятті пробної стружки, включення обертання шпинделя і подачі, відведення інструменту і т. д.
3) Час, пов'язане зі зміною режиму роботи верстата і зміною інструменту, складається з часу прийомів на зміну частоти обертання шпинделя або ходів столу, величини подачі, зміни інструменту, переміщення частин верстата і пристосувань.
4) Час на контрольні операції включає витрати часу на контрольні вимірювання, які проводяться після закінчення обробки поверхні.
Особливості оплати праці многостаночника визначаються, перш за все, необхідністю врахування ступеня його зайнятості протягом робочої зміни і встановлення відповідних доплат до тарифних ставок. Вони встановлюються в залежності від співвідношення між нормативною та проектною зайнятістю робочого. Максимальний рівень доплат, як правило, не повинен перевищувати 30% тарифної ставки. Цей рівень відповідає рівності проектного та нормативного рівнів зайнятості, тобто доплати підвищуються в міру збільшення проектної зайнятості, але лише до тих пір, поки у робочого залишається час на відпочинок протягом зміни.
2. Організація, нормування штампувальних і ливарних робіт.
При нормуванні ковальсько-штампувальних робіт, до яких відносяться гаряче штампування під молотами і пресами, висадка на горизонтально-кувальних машинах і вільна кування, слід враховувати такі особливості даного виду обробки металу:
1) Наявність двох паралельно відбуваються - нагрівання заготовок, деформація металу і необхідність роздільного визначення часу на нагрів заготовок, штампування (ковку) і обрізку деталей.
2) Бригадний характер робіт і необхідність забезпечення рівномірного навантаження кожного члена бригади.
3) Незначну питому вагу часу деформації металу в нормі штучного часу.
4) Необхідність визначення допоміжного часу за окремими операціями і прийомам.
5) Необхідність застосування диференційованого методу нормування для розрахунку ручного і машинного часу.
6) Встановлення норми часу на ковальсько-штампувальні роботи по найбільшому оперативному часу з усіх членів бригади, так як при паралельному веденні процесу нагрівання заготовок з процесом деформації металу робота організовується таким чином, щоб час нагрівання заготовок перекривався часом кування і частково часом обслуговування робочого місця, тому час нагрівання до складу норм зазвичай не включається.
Норма штучного часу на ковку на молотах і пресах залежно від масштабу випуску заготовок розраховується за формулою (10):
tшт = (Σ (to * Ky + tв) * (1 + (αобс + αотл) / 100) * Км + tнштв) * До n, (10)
де to- основний час одного удару молота; Ky- число ударів, необхідних для деформації металу; Км- поправочний коефіцієнт на ковку різних марок сталей; tнштв- допоміжний час на вільну ковку, пов'язане з виробом; Кn- поправочний коефіцієнт, що враховує зміну темпу роботи в залежності від розміру партії.
Значення поправочного коефіцієнта дані в таблиці 28.
Таблиця 28
Значення поправочного коефіцієнта Кn
В «Устаткування й нормативи часу на ковку на молотах і пресах» допоміжне час дається з урахуванням часу перерв на відпочинок і особисті потреби і часу перерв, пов'язаних з організацією технологічного процесу.
3. Організація, нормування слюсарно-складальних і зварювальних робіт.
Слюсарні роботи по обробці заготовок є холодну обробку металів різанням, виконувану ручним або механізованим інструментом. Така обробка має на меті надати деталі необхідну форму, розміри і шорсткість поверхні шляхом обрізання ножівкою, обрубування, обпилювання, шабрування, свердління, нарізування різьби і зняття фасок, задирок
і т.п.
Технологічні особливості перерахованих процесів характеризуються застосовуваним для даної роботи інструментом і обладнанням. У складальних роботах операції можуть здійснюватися безпосередньо на складальних місцях без установки вироби в лещата або на верстак.
Нормування слюсарно-складальних робіт здійснюється в наступній послідовності:
1) встановлення об'єкта, мети і методу нормування;
2) аналіз фактичних операцій слюсарної обробки і збірки, виявлення відповідності організації праці на робочому місці вимогам НОТ, вибір оптимального варіанта її технологічного змісту, що забезпечує найменші витрати робочого часу при дотриманні пред'явлених до обробки технічних вимог;
3) вибір нормативів для нормування відповідно до типу виробництва, характером роботи;
4) проектування змісту роботи по прийомам роботи і виявлення відповідності фактичних умов праці нормативним;
5) розрахунок оперативного часу на операцію на основі визначення тривалості окремих елементів роботи по нормативним матеріалам. Оперативне час визначається за формулою (11):
Tоп = Σtопi * k, (11)
де tопi- оперативне час виконання i-го розрахункового комплексу робіт, хв; k- сумарний поправочний коефіцієнт на зміну умов роботи при виконанні i-го розрахункового комплексу.
В умовах мелосерійного і одиничного виробництва оперативне час не виділяється при нормуванні слюсарно-складальних робіт, і розрахунок здійснюється укрупнено по штучному часу для кожного i-го розрахункового комплексу.
6) Розрахунок часу на обслуговування робочого місця, відпочинок і особисті потреби.
Слюсарно-складальні роботи в основному є ручними, тому важко виділити допоміжний час. У збірниках нормативів для слюсарно-складальних робіт (при нормуванні по оперативному часу) є два види таблиць.
У першому виді таблиць в норму часу укрупненно включено основний і допоміжний час, крім підготовчо-заключного часу, часу на обслуговування робочого місця і часу на відпочинок і особисті потреби. Норма часу встановлюється на одиницю виміру.
У другому виді таблиць оперативне час дається з включенням допоміжного часу, що відноситься тільки до інструменту або оброблюваного матеріалу, але не включено час, пов'язане з усією деталлю або вузлом.
Що стосується нормування зварювальних робіт, то можна сказати, що в машинобудуванні застосовують електрозварювання, газову, контактну і електронно-променеву зварювання.
Тут основний час - це час, протягом якого відбувається утворення зварного швашляхом розплавлення основного і присадочного матеріалу (електрода, електродної або присадочной проводки).
Основний час на зварювання 1 м шва визначається за формулою (12):
to1I = (60 * F * Þ) / (J * αн), (12)
де F- площа поперечного перерізу шва, мм 2; Þ - питома вага наплавленого металу, г / см3; J- зварювальний струм, а; αн - коефіцієнт наплавлення, г / а * ч.
До найбільш поширених елементів допоміжного часу, що залежать від виробу і типу обладнання для всіх видів дугового зварювання відноситься час на установку, поворот, зняття вироби, закріплення і відкріплення деталей, переміщення зварника. Для всіх видів дугового зварювання його встановлюють за нормативами.
При автоматичного і напівавтоматичного (касетної) зварювання окремо виділяються витрати часу на заправки однієї касети. Перелік витрат наведено в таблиці 29.
Таблиця 29
Час на одну заправку касети
спосіб заправки |
характеристика касети |
Час на одну |
|
маса, кг |
|||
закритий |
|||
механізований |
відкритий |
||
закритий |
|||
4. Особливості нормування операцій автоматизованого виробництва.
автоматизований виробничий процеспоказує, що при організації праці на її форми впливають присутність автоматичних системі апаратів.
Основним шляхом автоматизації процесів механічної обробки деталей дрібносерійного і одиничного виробництв-ства є застосування верстатів з числовим програмним управлінням (ЧПУ). Верстати з ЧПУ є напів-автомати або автомати, всі рухомі органи яких со-вершать робочі і допоміжні руху автоматиче-скі за заздалегідь встановленою програмою. До складу такої програми входять технологічні команди і чисельні значення переміщень робочих органів верстата. Переналагодження верстата з ЧПУ, включаючи зміну програми, вимагає незначи-ного часу, тому ці верстати найбільш придатні для автоматизації дрібносерійного виробництва.
Особливістю нормування операцій механічної об-ництва деталей на верстатах з ЧПУ є те, що основний час (машинне) і час, пов'язане з переходом, склад-ляють єдину величину Та- час автоматичної роботи верстата за програмою, складеною технологом-программи-стом, яке складається з основного часу автоматичної роботи верстата Тоа і допоміжного часу роботи верстата по программеТва, тобто (13), (14), (15):
Та = Тоа + Тва, (13)
Тоа = Σ (Li / sмi), (14)
Тва = Твха + Тост, (15)
де Li- довжина шляху, що проходить інструментом або де-талью в напрямку подачі при обробці i-го технологи-чеського ділянки (з урахуванням врізання); sмi- мі-Нутной подача на даній ділянці; i = 1, 2, ..., n- число технологічних ділянок обробки; Твха -
час на виконання автоматичних допоміжних ходів (під-вод деталі або інструментів від вихідних точок в зони об-ництва і відведення, установка інструменту на розмір, изме-ня чисельного значення і напрямку подачі); Тост- час технологічних пауз-зупинок подачі і обертання шпинделя для перевірки розмірів, огляду або зміни інструменту.
Гнучка автоматизована система(ГПС)- це система верстатів і механізмів, призначених для обробки різних конструктивно і технологічно подібних деталей невеликими партіями поштучно без безпосередньої участі людини. складовими частинамиГПС є підсистеми: технологічна, транспортна, накопичувальна, інструментального обслуговування і автоматизованого управ-ління за допомогою ЕОМ.
Центральним елементом ГПС є гнучка технологічна система(ГТС), яка являє собою сукупність багатоопераційних верстатів з ЧПУ (типу обробного центру), безпосереднім-ного здійснюють обробку предметів.
Залежно від кількості верстатів в ГПС розрізняють: гнучкий виробничий модуль (ГПМ); гнучку виробничу лінію(ГПЛ); гнучкий виробничий ділянку (ГПУ); гнучке виробництво цеху (ГПЦ) і заводу (ГПЗ).
Гнучкий виробничий модуль - це технологічна одиниця устаткування (верстат з ЧПУ), оснащена маніпуляторами або роботами для завантаження - вивантаження деталей і магазином для інструменту. Головна особливість ГПМ - можливість роботи без участі челове-ка і здатність вбудовуватися в систему більш високого рангу. Гнучка лінія складається з декількох модулів, обладнаних транспортної та інструментальної системами і керованих мікроЕОМ. Гнучкий ділянку - різновид ГПЛ; він відрізняється складом і взаємозамінні-мостью технологічного обладнання та видом транспорту.
Транспортно-накопітепьная підсистемапредставляє со-бій сукупність автоматизованих складів заготовок і деталей, накопичувачів у верстатів з автоматичним завантаженням - вивантаженням і автоматичних транспортних засобів, службовців для переміщення обраба-розроблюваних предметів зі складу до верстатів і назад (роботи-візки, конвеєри, рольганги і т.д. ).
Підсистема інструментального обслуговування включає склади інструментів і пристосувань, відділення підготовки інструменту до роботи (заточування, збірки, комплектації магазинів і т.д.) і гнучку автоматизовану систему установки, зняття і переміщень-ня інструменту зі складів і назад.
підсистема автоматизованого управління- це кому-плекс технологічних засобів з ЕОМ, здатних сприймати інфор-мацію від автоматизованих системпідприємства: АСУП ( календарні плани-графіки), САПР (креслення деталі), АСТПП (технологічний процес обробки і контролю деталі), перетворювати її за допомогою керуючих програм, передавати команди безпосередньо виконавчим органамобладнання всіх підсистем ДПС.
Таким чином, в ГПС функціонують два потоки ресурсів: матеріальний та інформаційний. Матеріальний потік забезпечувала-ет виконання всіх основних і допоміжних операцій процесу обробки предметів: подачу заготовок, інструменту та установку їх на верстатах; механічну обробку деталей; зняття готових деталей і переміщення їх на склад; заміну інструменту і його переміщення; контроль обробки та стану інструменту; прибирання стружки і пода-чу мастильно-охолоджувальної рідини. Інформаційний потік забезпечує: черговість, терміни і кількість оброблюваних пред-метов, передбачені планами роботи ДПС; передачу програм про-ництва безпосередньо виконавчим органам верстатів, програм роботи роботів, настановних і перекладочним механізмів, програм забезпечення заготовками, інструментом, допоміжними ма-лами, програм управління всім комплексом і обліку його роботи, а також групове управління верстатами, транспортно-накопичувальними механізмами, системою інструментального обслуговування.
Основні особливості гнучких виробничих систем полягають у наступному:
1) Працівники ДПС безпосередньо не беруть участі в воздей-наслідком на предмет праці. Їх основне завдання полягає в тому, що-б забезпечити ефективну експлуатацію обладнання. З через трансформаційних змін функцій працівників змінюється структура витрат їх робочого часу. Основна його частина витрачається на наладку, профілактичне обслуговування і ремонт обладнання.
2) Кількість одиниць технологічного устаткування ГВС перевищує чисельність працівників кожної групи: наладчі-ков, слюсарів-ремонтників, електронників і т. Д. Тому необхідно встановити оптимальні співвідношення між кількістю одиниць обладнання та чисельністю працівників кожної групи, нормувати витрати часу в двох розрізах : по відношенню до обладнання та до працівників.
3) Щоб підвищити, рівень надійності функціонування ДПС, слід створювати комплексні наскрізні бригади з опла-ту праці по кінцевої продукції. При цьому треба враховувати, що простої обладнання під час і в очікуванні обслуговування тим менше, чим ширше профіль кожного працівника в відно-шении виконуваних функцій і зон обслуговування обладнання.
Теорія і досвід експлуатації діючих ДПС показують, що в даний час найбільше практичне значення име-ют норми тривалості операцій по відношенню до устаткува-нию (норми станкоемкості операцій), норми трудомісткості, норми чисельності та обслуговування.
Для практичних розрахунків норм тривалості необхідно виходити з поділу нормованих витрат часу на прямі і непрямі. Перші можуть бути досить точно розраховані безпосередньо на одиницю продукції даного виду. Другі відносяться до всієї продукції, що виготовляється на даному рабо-чим місці або ділянці, і тому включаються в нормовану тривалість операції пропорційно величині прямих за-трат.
Порядок розрахунку норм праці в ГПС наступний:
1) знаходиться коефіцієнт використання обладнання за часом автоматичної роботи, необхідний для виконання виробничої програми;
2) визначаються нормативи коефіцієнта зайнятості працівників кожної групи;
3) виходячи з відповідних нормативів, розраховується попередній варіант трудомісткості робіт кожного виду і норм чисельності для кожної групи працівників;
4) визначаються коефіцієнти завантаження працівників кожної групи, відповідні прийнятому варіанту норм чисельності;
5) встановлюється коефіцієнт часу автоматичної роботи, відповідної прийнятому варіанту норм чисельності;
6) коефіцієнти завантаження працівників кожної групи і часу автоматичної роботи порівнюються з їх заданими значеннями;
7) визначається сума витрат на працівників всіх груп;
8) для варіанту норм чисельності, визнаного оптимальним знаходяться величини норм тривалості виконання технологічних операцій по кожній деталі;
9) виходячи з норм чисельності та тривалості, встановлюються норми трудомісткості (часу) для кожної деталі, кожної групи працівників і в цілому для бригади.
В умовах автоматизованих виробництв, В тому числі гнучких виробничих систем, до прямих, як правило, від-носяться лише витрати часу автоматичної роботи оборудо-вання. Непрямі витрати часу доцільно включати до складу норми тривалості виконання операцій, виходячи з наступної формули (16):
Нд = tа * (Тпл / (Тпл - ТНС)), (16)
де tа- час роботи верстата в автоматичному режимі при виготовленні одиниці продукції на даній операції; Тпл- плановий добовий фонд часу роботи ДПС; Тнп- тривалість нормованих перерв в роботі технологічного обладнання, пов'язаних з обслуговуванням і очікуванням обслуговування робітниками всіх груп протягом Тпл.
Величина ТНП повинна включати тільки ті реальні перерви в роботі устаткування, які об'єктивно неминучі в умовах конкретної ДПС, виходячи з оптимального регламенту про-вання устаткування, встановленого режиму праці і від-нку працівників. Склад ТНП визначається конструктивними осо-бенностями аналізованої системи і умовами експлуатації. Як правило, величина ТНП включає неперекрива-емую машинним часом тривалість налагоджувальних, регулиро-вильно, перевірочних робіт, час простоїв обладнання, свя-чених з регламентованим обслуговуванням механічних, електричних, електронних і інших підсистем, час изготов-лення і контролю пробних деталей і т . д. При встановленні со-става Тип слід прагнути до того, щоб максимально можли-но перекрити одні роботи іншими, виконувати їх паралельно, поєднувати функції працівників ДПС, використовувати переважно-ства бригадної організації праці, колективного підряду.
У всіх ГПС обладнання не вимикається під час відпочинку робітників, яке повинно встановлюватися за змінним гра-фіку. Тому час на відпочинок і особисті потреби до складу ТНС не включається. Воно враховується при розрахунку оптимальних норм обслуговування і чисельності, які встановлювали-ються на рівні, що дозволяє реалізувати нормативний час на відпочинок за рахунок взаємних підмін робітників.
Другий співмножник можна висловити че-рез коефіцієнт використання обладнання за часом ав-томатически роботи (17):
Тпл / (Тпл - ТНС) = Тпл / Та = 1 / Ка, (17)
де Та- час автоматичної роботи устаткування за плановий період його експлуатації Тпл.
Середнє нормований час виготовлення продукції (норма тривалості) визначається формулою (18):
Нд = tа / Кап, (18)
де Кап- запланований коефіцієнт використання обладнання за часом автоматичної роботи.
Формула (18) найбільш зручна для практичного нормування тривалості операцій, так як включає два параметри, які використовуються в усіх основних технологічних і організаційно-планових розрахунках ДПС.
Для практичних розрахунків зручна наступна формула трудомісткості операцій (19):
Нт = (Нч / N * C * Кі) * Нд, (19)
де N- загальна кількість модулів ДПС; С - кількість змін роботи обладнання; Ки- плановий коефіцієнт використання обладнання.
При розрахунку сумарної зайнятості працівників ДПС доцільно окремо враховувати їх зайнятість основними функціями - виконання продукційних робіт і додатковими - виконання забезпечують робіт (20):
Кз (Х) = Кп (Х) + Ко (Х), (20)
де Кп (Х) і Ко (Х) - коефіцієнт зайнятості працівників даної групи виконанням відповідних продукційних і забезпечують робіт.
Оптимальна чисельність персоналу ДПС встановлюється на основі співвідношень (21), (22):
Кз (Х) ≤ КЗН, (21)
Ка (Х) ≥ Кан, (22)
Коефіцієнт Ка (Х) визначається для кожного варіанту норм чисельності працівників за формулою (23):
Ка (Нч) = Тпл - ТНС (Нч), (23)
де ТНП (Нч) - тривалість нормованих перерв в роботі обладнання в залежності від прийнятого варіанта чисельності працівників, форми поділу і кооперації праці, регламенту обслуговування обладнання, режиму праці та відпочинку.
В умовах автоматичних ліній (в тому числі роторних і роторно-конвеєрних) для нормування праці використовуються: норми чисельності персоналу; норми тривалості виконан-ня виробничих операцій; норми часу (трудоемкос-ти операцій) для окремих групробітників і в цілому по брига-де, яка обслуговує лінію; норми виробітку; нормовані завдання.
Основну роль відіграють норми чисельності персоналу (наладчиків, слюсарів-ремонтників, електромонтерів, електрон-щиків), обслуговуючого лінію відповідно до встановлено-ним регламентом і забезпечує виконання виробниц-жавної програми.
Основою розрахунку норми часу і виробітку в умовах автоматичних ліній є технічна (паспортна) продуктивність лінії rm, що визначає кількість одиниць продукції, яке може бути отримано з даного обладнання в годину або в іншу одиницю часу при роботі в автоматичні-ком режимі.
Норма вироблення встановлюється виходячи з технічної продуктивності агрегату і коефіцієнта використання лінії по часу автоматичної роботи (24):
Нв = rm * Kaн, (24)
Після визначення норми виробітку знаходиться норма трудомісткості (часу) для i-ї групи(Професії) робочих (25):
Нтi = Тпл * (Нчi / Нв), (25)
На основі норми чисельності, часу і виробітку устанав-ливают нормоване завдання. У ньому вказується склад робіт по регламентованому обслуговування лінії в плановому пе-періоді, час на виконання цих робіт, нормативна чисельні-ність робочих, плановий обсяг продукції лінії.
Якщо на автоматичної лінії виготовляються вироби декількох найменувань, то розрахунки норм часу і Вира-лення можуть проводитися по комплектах виробів. Поряд з цим для багатопредметних ліній може виявитися більш доцільність-різним розрахунок норм тривалості Нд і трудомісткості Нт за методикою для ГПС. У цьому випадку розрахунки виконуються за формулами (26), (27):
НДК = Tак / Кан, (26)
Нтk = Нч * (НДК / Але), (27)
де tак- час автоматичної роботи устаткування при виготовленні деталей k-го виду.
Лекція 6. Нормування робіт, які виконуються на верстатах з числовим програмним керуванням
Нормування робіт, які виконуються на верстатах з числовим програмним керуванням
Застосування верстатів з числовим програмним управлінням (ЧПУ) є одним з головних напрямків автоматизації обробки металів різанням, дозволяє вивільнити велику кількість універсального обладнання, а також поліпшити якість продукції і умови праці верстатників. Принципова відмінність цих верстатів від звичайних полягає в завданні програми обробки в математичній формі на спеціальному программоносітель.
Норма часу на операції, що виконуються на верстатах з ЧПУ при роботі на одному верстаті, складається з норми підготовчо-заключного часу і норми штучного часу:
Підготовчо-заключний час визначається за формулою:
де Т пз - час на наладку і настройку верстата, хв .;
Т пз1 - час на організаційну підготовку, хв .;
Т пз2 - час на наладку верстата, пристосування, інструмента, програмних пристроїв, хв .;
Т пр.обр - час на пробну обробку.
Норма штучного часу розраховується за формулою:
Т ц.а - час циклу автоматичної роботи верстата за програмою, хв .;
До t в поправочний коефіцієнт на час виконання ручної допоміжної роботи в залежності від партії оброблюваних деталей.
![]()
де Т о - основний (технологічний) час на обробку однієї деталі, хв .;
Т мв - машинно-допоміжний час за програмою (на підведення деталі або інструменту від вихідних точок в зони обробки і відведення; установка деталі на розмір, зміну інструменту, зміна розміру й напрями подачі, час технологічних пауз і т.п.), хв.
L i - довжина шляху, що проходить інструментом або деталлю в напрямку подачі при обробці i-ro технологічного ділянки (з урахуванням часу врізання), мм;
S mi - хвилинна подача на даному технологічному ділянці, мм / хв .;
i = 1,2 ... n - число технологічних ділянок обробки.
Основне (технологічне) час розраховується виходячи з режимів різання, які визначаються по загальномашинобудівного нормативам часу і режимів різання для нормування робіт, що виконуються на універсальних та багатоцільових верстатах з числовим програмним управлінням. Згідно з цими нормативами конструкцію і матеріал ріжучої частини інструменту вибирають в залежності від конфігурації оброблюваної деталі, стадії обробки, характеру знімається припуску, оброблюваного матеріалу і ін. Краще застосовувати інструменту, оснащеного пластинками з твердого сплаву(Якщо немає технологічних або інших обмежень щодо їх застосування). До таких обмежень належать, наприклад, переривчаста обробка жароміцних сталей, обробка отворів малих діаметрів, недостатня швидкість обертання деталі та ін.
Глибина різання для кожної стадії обробки вибирається таким чином, щоб забезпечити усунення похибок обробки і дефектів поверхні, що з'явилися на попередніх стадіях обробки, а також компенсувати похибки, що виникають на виконуваної стадії обробки.
Подача для кожної стадії обробки призначається з урахуванням розмірів оброблюваної поверхні, заданої точності і шорсткості оброблюваного матеріалу і обраної на попередньому етапі глибини різання. Обрана для чорнової і напівчистової стадії обробки подача перевіряється по міцності механізму верстата. Якщо вона не задовольняє цим умовам, її знижують до величини, допустимої міцністю механізму верстата. Подача, обрана для чистової і обробної стадій обробки, перевіряється за умовою отримання необхідної шорсткості. Остаточно вибирається менша з подач.
Швидкість і потужність різання вибираються відповідно до раніше визначеними параметрами інструменту, глибиною різання і подачею.
Режим різання на чорнових та получістових стадіях перевіряється по потужності і моменту верстата з урахуванням його конструктивних особливостей. Обраний режим різання повинен відповідати умовам:
де N - потужність, необхідна при різанні, кВт;
N е - ефективна потужність верстата, кВт;
2М - подвійний крутний момент при різанні, Нм;
2М ст - подвійний крутний момент на шпинделі верстата, допустимий верстатом по міцності механізму або потужності електродвигуна, Нм.
Подвійний крутний момент при різанні визначається за формулою:
P z - головна складова сили різання, Н;
D - діаметр оброблюваної поверхні, мм.
Якщо обраний режим не відповідає зазначеним умовам, необхідно встановлену швидкість різання знизити відповідно величині, допустимої потужності або обертовим моментом верстата.
Допоміжний час, пов'язане з виконанням операції на верстатах з ЧПУ, передбачає виконання комплексу робіт:
а) пов'язаних з установкою і зняттям деталі: «взяти і встановити деталь», «вивірити і закріпити»; «Включити і вимкнути верстат»; «Відкріпити, зняти деталь і укласти в тару»; «Очистити пристосування від стружки», «протерти базові поверхні серветкою»;
б) пов'язаних з виконанням операцій, що не увійшли під час циклу автоматичної роботи верстата за програмою: «включити і вимкнути механізм протягування стрічки»; «Встановити заданий взаємне положення деталі і інструменту за координатами X, Y, Z в разі необхідності провести підналадку»; «Перевірити прихід інструменту або деталі в задану після обробки точку»; «Просунути перфоленту в початкове положення».
В Загалом виглядідопоміжний час визначається за формулою:
де Т в.у - час на установку і зняття деталі вручну або підйомником, хв .;
Т в.оп - допоміжний час, пов'язане з операцією (яка не ввійшла в керуючу програму), хв .;
Т в.ізм - допоміжне неперекривающіхся час на вимірювання, хв.
Допоміжний час на контрольні вимірювання включається в норму штучного часу тільки в тому випадку, якщо це передбачено технологічним процесом, і тільки тоді, коли воно не може бути перекрито часом циклу автоматичної роботи верстата.
Поправочний коефіцієнт (До t в)на час виконання ручної допоміжної роботи в залежності від партії оброблюваних деталей визначається з табл. 4.7.
Таблиця 4.7
Поправочні коефіцієнти на допоміжне час в залежності від розміру партії оброблюваних деталей в серійному виробництві
Поправочні коефіцієнти на допоміжне час в залежності Карта №1
від розміру партіїї оброблюваних деталей в серійному виробництві
| № позиції | Оперативне час (ТЦА + Тв), хв., До | Тип виробництва | |||||||||
| дрібносерійне | среднесерійное | ||||||||||
| Кількість деталей в партії, шт. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 і більше | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| індекс | а | б | в | г | д | е | ж | з | і | ||
Технічне обслуговування робочого місця передбачає виконання таких робіт:
· Зміну інструменту (або блоку з інструментом) внаслідок його затуплення;
Розглянемо, що ж представляє із себе процес нормування налагоджувальних робітна верстатах з ЧПУ і для чого він потрібен.
Виконуючи розробку складних процесів обробки заготовок для верстатів з ЧПУ і програм, які ним керують, головним критерієм вважається норма часу для виготовлення деталей. Без неї неможливо розрахувати зарплату для операторів верстата, виконати розрахунок такого показника, як продуктивність праці і коефіцієнта завантаження техніки.
початок процесу
Зазвичай робочим потрібно додатково витрачати час на процедуру підведення і відведення, зміни режиму, зміну інструменту. Тому в складі тимчасових витрат на обробку деталей враховується і тривалість налагоджувального періоду. Нормування праці починається з хронометражу в умовах експлуатується верстата. За допомогою секундоміра фіксують тимчасові витрати, щоб встановити на верстаті одну деталь, потім її зняти.
Витрачаються хвилини на техобслуговування місця роботи, насущні потреби оператора. При роботі на верстаті токарно-карусельних (одностоєчне), витрачається на це 14 хв, а на двостоякових - 16 хв.
Що входить в обслуговування робочих місць
Процес обслуговування верстата включає в себе:
- організаційні заходи - огляд верстата, його розігрів, випробування обладнання: обкатка гідросистеми і ЧПУ. Якийсь час йде, щоб разом завданням (наряд, креслення, программоносітель), отримати від майстра інструктаж і інструменти; пред'явити перший отриманий зразок деталі в ОТК, змастити і очистити верстат в період зміни, прибрати місце роботи після її завершення. Постійні витрати часу на виконання комплексу оргроботи на токарно-карусельних обладнанні, відповідно до норм, становят 12 хв. Коли ж будуть потрібні зусилля з додаткового обслуговування, вводиться відповідна поправка;
- технічні заходи - заміна інструменту, який затупився; регулювання верстатів протягом зміни і налагодження. Є й інші обов'язкові праці: В ході робочого процесу з зон різання або точіння треба постійно видаляти стружку.

Витрачений час на наладку верстата
У документах, де відображаються норми праці, визначено час на налагодження обладнання, яке залежить від його конструкції. Якщо обробка виконується на, за основу розрахунку беруть нормативи установки і зняття різального інструменту.
Коли треба виконати корекцію положень інструментів, що обробляють пробні деталі, період обробки деталі входить в тривалість підготовчого етапу.
Норми для налагодження і техобслуговування токарних автоматів - важливий типовий норматив. Їх закладають в сумарний час на виробництво однієї деталі і, відповідно, вони формують економічні показникипрацівника і виробництва в цілому.

Збірники нормативних документів
Нормувальники заводів і фабрик, де застосовуються верстати з числовим і програмним управлінням, використовують в розрахунку робочого часу нормативи, закладені в документах:
- єдиному тарифно кваліфікаційному довідникуробіт;
- Загальноросійському класифікаторі професій робітників;
- Єдиному кваліфікаційному довіднику посад керівників і фахівців;
- Збірниках норм праці по роботах, які виконуються для налагодження програмованого обладнання.
ВАЖЛИВО! Вся ця нормативна література - базова для керівників усіх ланок і кадрових структур.
Без неї неможливо визначення часу для виконання певних обсягів робіт, кількості фахівців, які потрібно задіяти, і норм часу, які використовуються при розробці карт для технологічних процесів.

карти налагодження
під верстат певного типувиконується розробка строго нормованої тривалості виробничих налагоджувальних операцій і за ним закріплюється карта налагодження. Займаючись розробкою, враховують багато чинників заради отримання заключної картини.
Норма часу, що виділяється верстатнику, передбачає:
- специфіку порядку діагностики верстатного парку;
- наявність декількох варіантів режиму налагодження;
- дотримання вимог до обслуговування.

З метою визначення норми трудомісткості (одиниця виміру - людино-години або людино-хвилини) будь-якої роботи, враховують час, протягом якого одна деталь обробляється на даному верстаті. Нормувальник також оперує поняттям штучної норми часу, що визначає сумарний час відповідно до видів робіт.
Відповідно до нього, загальний час розбивається на основні та допоміжні відрізки, заходи оргтехобслужіванія; переходи між верстатами при многостаночном обслуговуванні; спостереження за робочим процесом; паузи, обумовлені експлуатацією обладнання.
Інститут праці має результатами нормування для обладнання фрезерної й свердлильно-розточний груп, нормативами забезпечені токарні верстати і автоматичні лінії.
ВАЖЛИВО! Знаючи нормативи, керівники визначають ступінь зайнятості робітника (обчислюється його інтенсивність праці), розподіляють зони праці і встановлюють оптимальний робочий темп.

Багатоверстатне обслуговування - підходи до розрахунку часу
На заводах з високим ступенем автоматизації, практикується багатоверстатне обслуговування верстатів з ЧПУ (форми організації праці - в бригадах, ланках і індивідуально). Відповідно, закріплюються і зони обслуговування.
Багатоверстатногообслуговування передбачені витрати часу на:
- попередній нагрів обладнання при холостому ході, якщо це передбачено інструкцією по експлуатації токарной техніки;
- роботу за програмою управління верстата з обслуговуванням робочого місця;
- установку заготовок, зняття деталей і контроль їх якості;
- заповнення особистих потреб оператора;
- втрати запланованого плану;
- виконання підготовчо-заключного етапу роботи;
Класифікацію многостаночного праці здійснюють по роботах; зонам, видам і системам; функцій, виконуваних багатоверстатником.

Системи і методи обслуговування верстатів
На підприємствах практикується циклічна система обслуговування - на робочих місцях і поточних лініях для верстатів, які мають однакову або близьку за величиною протяжність часу, за який здійснюється обробка деталі. Їй характерний постійний потік вимог. Нециклічне полягає в тому, що оператор відразу йде обслуговувати верстат, де завершився автоматичний режим роботи. Йому характерні випадкові вимоги на обслуговування.
Можливі й інші методи:
- сторожовий, - робочий веде спостереження за всім верстатним парком, закріпленим за ним, попутно визначаючи потребу в обслуговуванні. При пріоритетному -очередность в обслуговуванні визначається оператором, виходячи з вартості оброблюваних деталей.
- маршрутний, він полягає в обході групи верстатів по заздалегідь визначеним маршрутом.
Обслуговування декількох верстатів, що мають однакову або різну тривалість операцій з обробки заготовок, має свої нюанси. Однак всі вони підлягають нормуванню в ході ретельної розробки виробничого процесу.

висновок
На верстатах з ЧПУ для нормування налагоджувальних робіт, потрібно врахувати багато нюансів при розрахунку тривалості виконання різних операцій.
Визначаючи заключний час обробки деталі на одному верстаті (мова йде про токарних або), норми розраховують і для всього верстатного парку.
стр. 1

стр. 2

стр. 3

стр. 4

стр. 5

стр. 6

стр. 7

стр. 8

стр. 9

стр. 10

стр. 11

стр. 12

стр. 13

стр. 14

стр. 15

стр. 16

стр. 17

стр. 18

стр. 19

стр. 20

стр. 21

стр. 22

стр. 23

стр. 24

стр. 25

стр. 26

стр. 27

стр. 28

стр. 29

стр. 30
ЦЕНТРАЛЬНЕ БЮРО нормативів ПО ПРАЦІ ДЕРЖАВНОГО КОМІТЕТУ СРСР ПО ПРАЦІ І СОЦІАЛЬНИХ ПИТАНЬ
Загальномашинобудівні нормативи ЧАСУ І режимів різання для нормування робіт, що виконуються на універсальних та багатоцільових верстатах з числовим програмним керуванням
НОРМАТИВИ ЧАСУ
МОСКВА ЕКОНОМІКА 1990
Нормативи часу і режимів різання затверджені постановою державного комітетуСРСР по праці і соціальних питаньі Секретаріату ВЦРПС від 3 лютого 1988 р N9 54 / 3-72 та рекомендовані для застосування на машинобудівних підприємствах.
Термін дії нормативів до 1994 р
З введенням в дію цього збірника скасовуються Устаткування й нормативи часу і режимів різання на роботи, що виконуються на металорізальних верстатах з програмним управлінням (МДПІ праці, 1980).
Нормативи часу я режимів різання (4.1 і Л) розроблені Центральним бюро нормативів з праці, Челябинским політехнічним інститутом ім. Ленінського комсомолу, Рязанським і мінським філіями інституту "Оргстаккінпром" за участю нормативно-дослідних організацій, підприємств машинобудування.
Перша частина містить нормативи допоміжного часу на встановлення та зняття деталі, пов'язаного з операцією; на контрольні вимірювання; на обслуговування робочого місця; перерв на відпочинок і особисті потреби; нормативи часу на налагодження обладнання; на настройку інструменту поза верстатом; методику розрахунку норм обслуговування, норм часу і виробітку при многостаночном обслуговуванні.
Друга частина містить нормативи режимів різання і всі дані з розрахунку основного часу і машинно-допоміжного часу, тобто для розрахунку часу циклу автоматичної роботи верстата за програмою.
Нормативи часу і режимів різання розроблені для розрахунку норм часу на роботи, що виконуються на найбільш поширені види універсального і багатоцільового обладнання з числовим програмним управлінням (ЧПУ), що застосовується в машинобудуванні в умовах среднесерійного і дрібносерійного виробництва.
Нормативи часу і режимів різання охоплюють працю наладчиків верстатів і маніпуляторів з програмним керуванням, операторів верстатів з програмним керуванням, слюсарів-інструментальщі-ков.
Видання розраховане на нормировщиков і технологів, а також інших інженерно-технічних працівників, зайнятих розробкою керуючих програм і розрахунком технічно обґрунтованих норм обслуговування, часу і виробітку для верстатів з ЧПУ.
В кінці збірника поміщений бланк відкликання, який заповнюється зробимо, організацією і направляється на адресу ЦЕНТ. 109028, Москва, вул. Солянка, д. 3, будова 3.
Забезпечення міжгалузевими нормативними і методичними матеріаламиз праці здійснюється за заявками підприємств і організацій через книготорговельну мережу на місцях. Інформація про ці видання публікується в Аннотірюванних тематичних планахвипуску літератури видавництва Економіка "і книготорговельних бюлетенях.
011 (01) -90 ISBN 5 - 282 - 00697 - 9
КБ - 32 - 76 - 89
© Центральне бюро нормативів з праці Державного комітету СРСР з праці і соціальних питань (ЦБНТ), 1990.
Штучний час на складання, настроювання і розбирання комплект іппрумепм n.i д> * талеоперацію визначається за формулою
^ «Un * = С ^ шлр1 Г ^" | тощо 2 * ^ Н1І | ж) * (1 * 1 М
де Т шлчж - штучний час на сборху, настройку і розбирання комплект інструмента на деталеоперацій, хв; п - кількість параметрів, інгтрумсн mu на дсталсо-Пераціму, шт .; Т t ... Т ш> фа - штучний час на складання, настроювання і ра: * Сх> рку різного виду інструменту, який перебуває в комплект, хв.
1.8. Тарифікація робіт повинна проводитися але Єдиному тарифно-кваліфікаційного довідника робіт і професій робітників (випуск 2, затверджений постановою Державного комітету СРСР з праці і соціальних питань і ВЦРПС від 16 січня 1985 р № 17 / 2-541 з урахуванням наступних доповнень і змін до нього . Невідповідність кваліфікації робітника встановленому розряду роботи не може служити підставою для будь-яких змін норм часу, розрахованих за збірником.
1.9. У міру вдосконалення верстатів з ЧПУ і систем управління, а також в тих випадках, коша на підприємствах вже досягнуто більш висока)! продуктивність праці при якісному виконанні робіт, до нормативів часу можуть бути встановлені понижуючі поправочні коефіцієнти.
У випадках коли діючі на підприємствах місцеві норми часу менше розрахованих за нормативами, що діють норми повинні бути залишені без зміни.
1.10. Нормативи часу вводяться в дію в порядку, передбаченому "Положенням про організацію нормування праці в народному | (0зяйстве", затвердженим постановою Державного комітету СРСР з праці і соціальних питань і Президії ВЦРПС від 19 червня 1986 р № 226 / II-6.
L11. Для пояснення порядку користування нормативами часу нижче наводяться приклади розрахунку подготойітельно-захлючітельного часу і штучного часу настройки інструменту.
Приклади розрахунку норм часу, режимів різання і часу автоматичної роботи станха за програмою наведені в II частині збірника у відповідних розділах.
1.12. Приклади розрахунку норм підготовчо-заключного часу і штучного часу настройки інструменту
1.12.1. Приклади розрахунку норм подгсповітельно- ^ аключітельного часу
Початкові дані
1. Найменування операції - токарно-револьверна.
2. Верстат - токарно-револьверний з ЧПУ.
3. Модель верстата - 1П426ДФЗ (діаметр оброблюваного прутка - 65 мм).
4. Модель пристрою ЧПУ - "Електроніка НЦ-ЗГ, программоносітель - пам'ять.
5. Найменування деталі - поршень підсилювача.
6. Оброблюваний матеріал - сталь 45, маса - 0,5 кг.
7. Спосіб установки деталі - в цангові патрони.
8. Умови організації праці: централізована доставка на робоче місцезаготовок, інструменту, пристосувань, документації і здача їх після обробки партії деталей; отримання інструктажу до початку обробки деталі. Здійснюється групова обробка деталей (цанговий патрон не встановлюється на шпиндель верстата).
Програма обробки деталі складена інженером-програмістом, вводиться в пам'ять системи ЧПУ токарем-оператором; програма містить 17 оброблюваних розмірів.
9. Кількість інструментів в налагодженні - 5:
1. Різець 2120-4007 Т15К6 (канавковий).
2. Різець 2102-0009 (прохідний завзятий).
3. Різець спеціальний (канавковий).
4. Різець 2130-0153 Т15К6 (відрізний).
5. Свердел 2301-0028 (отвір 010).
|
||||||||||||||||||||||||||||||||||||
|
пробна обробка 6 Деталь точна (має поверхні з допусками на діаметри понад 11-го квалігета, канавки) дл »чотирьох інструментів і чотирьох вимірюваних Карта 29, 8,8 по діаметру поверхонь (дві зовнішні поверхні: поз. 27, 0 50,3 МО і Про 203 МО; одна канавка b = 6; інд. г; приме- однл канавка-виточення 0 30 чания 2, 3 |
||||||||||||||||||||||||||||||||||||
Карта 29, 8,8 + t
примітка 1
Разом підготовчо-заключний час на партію деталей
1. Найменування операції - токарно-карусельна.
4. Модель пристрою ЧПУ-Н55-2, программоносітель - перфолента.
5. Найменування деталі-фланець. «Л.
6. Оброблюваний матеріал - ~ чавун СЧ20, маса -1500 кг.
7. Спосіб установки деталі - в чотири кулачка з коробками, кожен закріплюється шістьма болтами на планшайбе верстата.
8. Умови організації праці: доставку на робоче місце інструменту, пристосувань, документації, заготовок і здачу їх після закінчення обробки партії деталей здійснює оператор (наладчик).
Інструмент на приладі для настройки поза верстата попередньо не налаштовується.
9. Кількість інструментів в налагодженні - 4 (в тому числі один канавковий різець, інструменти 1 і 2 - від попередньої наладки):
1. Різець 2102-0031ВК8 (прохідний).
2. Різець 2141-0059 ВК8 (розточний).
3. Різець 2140-0048 ВК8 (розточний).
4. Різець НЖ212-5043 (канавковий).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Пробно * обробка Деталь точна (має поверхні з допусками на діаметри понад 11-го квалігета, канавку) растачивание канавок - один інструмент, одна канавка (08ООН9Х07ОО) растачивание і протачіваніе зовнішніх н внутрішніх поверхонь - три інструменти, три змінні по діаметру поверхні-0 1150h9,0 800Н9, Карта 30, поз »49, інд. а Карта 30, поз. 5, Інл. в, all Карта 30, примітка 1 25,5 0,85 - 21,7 263 |
||||||||
І т о г о Т
Разом подготовітельнскаключітельноевремя на партію деталей
Т "Т и1 + Т" а + Т ЯРВ ^ 91.9
Початкові дані
1. Найменування операції - токарна.
Z Верстат - токарний патронний з ЧПУ.
3. Модель верстата - 1П756ДФЗ (найбільший діаметр виробу, що встановлюється над станиною, - 630 мм).
4. Модель пристрою ЧПУ - 2С85, программоносітель - перфолента, пам'ять.
5. Найменування деталі - фланець.
6. Оброблюваний матеріал - чавун СЧ25, маса - 90 кг.
7. Спосіб установки деталі - в трьох кулачковому патроні.
8. Умови організації праці: діставши * / на робоче місце інструменту, пристосувань, документації, заготовок і здачу їх після обробки партії деталей здійснює оператор (наладчик). Здійснюється групова обробка деталей (грехкулачховий патрон на шпинделі верстата не встановлюється).
Програма обробки деталі складена інженером-програмістом, вводиться в пам'ять системи ЧПУ токарем-оператором. Програма містить 20 оброблюваних розмірів.
налагодження):
1. Різець 2102-0005 (прохідний завзятий).
2. Різець 2141-0604 (розточний).
3. Різець 2141-0611 (розточний).
4. Різець НЖ 2126-5043 (канавковий).
5 Кількість інструментів в налагодженні - 4 (інструменти 1 і 2 - від попередньої
Карта, поліція, індекс
Час, ми Академії
*1.0
1 Організаційна підготовка
Карта 21. по 1). 2,3,4, Інл. п
ції і здача їх після обробки партії деталей; отримання інструктажу до початку обробки деталей; збірка інструменту проводиться на спеціальній дільниці настройки інструментів верстатів з ЧПУ.
9. Кількість інструментів в налагодженні - 25 (чотири інструменти: 1,12, 24,25 - від попередньої наладки):
1. Фреза торцева 6221-106.005 (площині 800x800).
2. Різець напівчистової (отвір 0 259,0).
3. Різець чистовий (отвір 0259ДН9).
4. Різець напівчистової (отвір 0169,0).
5. Різець чистовий (отвір 0169,5Н9).
6. Різець чорновий (отвір 0 89).
7. Різець напівчистової (отвір 0 89,5).
8. Різець чистовий (отвір 0 90js6).
9. Різець чорновий (отвір 0 79).
10. Різець напівчистової (отвір 0 79,5).
1L Різець чистовий (отвір 0 80js6).
12. Фреза дискова 2215-0001ВК8 (заниження 0 205).
13. Різець чорновий (отвір 0 99).
14. Різець напівчистової (отвір 0 99,5).
15. Різець чистовий (отвір 0100js6).
16. Різець напівчистової (виточення 0130).
17. Свердло 23004) 200 (отвір 0 8,6).
18. Метчик 26804Ю03 (різьблення К1 / 8 ").
19. Свердло 2301-0046 (отвір 014).
20. Свердло 2301-0050 (отвір 015).
21. Зенкер 2320-2373 № 1ВК8 (отвір 015,5).
22. Розгортка 2363-0050Н9 (отвір 015,95Н9).
23. Розгортка 2363-00550Н7 (отвір 016Н7).
24. Свердло 2317-0006 (центровочне).
25. Свердло 2301-0061 (фаски).
|
Карга, позиція, індекс |
Час, хв |
||
|
Організаційна підготовка Разом Т П11 |
Карта 25, поз. 1,3,4, інд. б |
4,0 + 2,0 + 2,0 8,0 |
|
|
Налагодження верстата * пристосувань, інструменту, програмних пристроїв: | |||
|
встановити пристосування і сяяти |
Карта 25, поз. 13 | ||
|
перемістити стіл, бабку я зону, зручну для налагодження |
Карта 25, поз. 20 | ||
|
встановити вихідні режими роботи верстата (число оборотів шпинделя) |
Карта 25, поз. 21 | ||
|
встановити інструментальні блоки в магазині і зняти 21 інструмент |
Карта 25, поз. 22 | ||
|
встановити программоносітель в пристрій, що зчитує і зняти |
Карта 25, пох 24 | ||
|
перевірити працездатність пристрою, що зчитує і перфострічки |
Карта 25, пох 25 | ||
|
встановити вихідні координати X і Y (налаштувати нульове положення) по циліндричній поверхні |
Карта 25, пох 29 | ||
|
встановити інструмент на довжину обробки (по осі Z для шести інструментів: 1,7,12,16,24 і 25) |
Карта 25, пох 30 | ||
|
Разом Т "2 | |||
|
І | » Про л О Л Ж З II і з |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
У Пробна офшботка Деталь точна (має поверхні з допусками на лмамс * т * ри понад І-го квалітету, канаьку) для чотирьох інструментів і трьох вимірюваних по діпмш ру K; iрта 2.4, 8,9 поверхонь - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Разом Т п лб Ка р ».» 2К, b.V + 1 ЩШШ'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Разом гюдготовішьно ^ ключітельноевремя на партію деталей
Т «1 + Т" 2 + Т пр.обр
Приклад 5 Вихідні дані
1. Найменування операції - вертикально-фрезерна.
2. Верстат - вертикально-фрезерний з ЧПУ.
3. Модель верстата - 6Р13РФЗ (з довжиною стола -1600 мм).
4. Модель пристрою ЧПУ - НЗЗ-1М; программоносітель - перфолента.
5. Найменування деталі - планка.
6. Оброблюваний матеріал - сталь 45, маса -10 кг.
7. Спосіб установки деталі - в переналагоджувані універсальносборном пристосуванні (УСП).
8. Умови організації праці: централізована доставка на робоче місце заготовок, інструменту, пристосувань, документації і здача їх після обробки партії деталей; отримання інструктажу до початку обробки деталей.
9. Кількість інструменту в налагодженні - 6 (інструменти 1 і 5 - від попередньої наладки):
1. Свердел 2317-003 (центровочне).
2. Свердел 22-2 (отвір 0
3. Фреза кінцева спеціальна (для канавки b = 20).
4. Фреза 2234-0007 (для паза b = 8Н9).
5. Свердел 6-1 (отвір 0 6).
6. Зенковка 2350-0106 ВК6 (заниження 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
пробна обробка Фрезерування паза Ь ж АН9і L паза * 634 Карта 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Разом Т про60 _
Разом подготопітсльно-заклю "штельное час на партію деталей
Тоз 1 + Т і # 2 + Тпробр
1.12.2. Приклад розрахунку штучного часу настройки інструменту
Початкові дані
1. Найменування операції - складання, налагодження та розбирання комплекту інструментів, необхідного для обробки деталей на свердлильно-фрезерно-розточувальному верстаті.
2. Найменування приладу - БВ-2027, з цифровою індикацією.
3. Характеристика верстата - конус 7:24 № 50.
4. Умови організації праці: доставка інструменту і технічної документації на робоче місце слюсаря-інструментальника здійснюється робочими обслуговуючого виробництва, розбирання відпрацьованого інструменту - слюсарем-інс-трументалиціком.
|
Штучний час, ми Академії | |||||
|
застосовуваний інструмент |
Карта, позиція, індекс |
кя нас-гройку і збір ріку |
на розбирання | ||
|
Свердло 0 83, патрон свердлильний, втулка |
вид з'єднання - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 Меток М10, патрон резьбонарезной регульований, державка |
вид з'єднання - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Свердел перове 0 32, оправлення, втулка |
вид з'єднання - 1 | ||||
|
4 Різець оправлення регульована для Карта 38, косого кріплення, різання, державка вид з'єднання - 3, 0 розточувального отвору - 80 мм | |||||
2. багатоверстатногообслуговування
2.1. Для розвитку і підвищення ефективності багатоверстатного обслуговування верстатів з числовим програмним управлінням (ЧПУ) на підприємстві повинні створюватися певні організаційно-технічні умови, що дозволяють значно підвищити продуктивність праці операторів і наладчиків. Робота з обслуговування верстатів з ЧПУ передбачає поєднання функцій оператора і наладчика.
2.2. Найбільш економічно доцільною формою організації праці на дільницях верстатів з ЧПУ є, ланкова (групова). При ланковий (груповий) формі певна зона обслуговування закріплюється за ланкою або групою робітників, що входять в бригаду.
Досвід роботи підприємств свідчить про перевагу ланковий форми організації праці при обслуговуванні верстатів з ЧПУ, при якому забезпечується краще використання робочого часу і устаткування.
Кращим поділом праці при обслуговуванні робочих місць верстатів з ЧПУ вважається таке, при якому багатоверстатник і наладчик мають поряд з розділеними частина загальних функцій. До загальних функцій відносяться здійснення оперативної роботи, підналагоджує верстатів; функції налагодження устаткування здійснює наладчик. Такий поділ праці має економічні та соціальні переваги. Можливість виконання одних і тих, же функцій двома робочими дозволяє зменшити простої устаткування внаслідок збігу в необхідності обслуговування декількох верстатів і поліпшити використання робочого часу. Разом з тим освоєння багатоверстатниками функцій підналагодження підвищує змістовність їх праці, створює можливості для зростання кваліфікації.
2.3. Для впровадження багатоверстатного обслуговування і раціонального використання робочого часу необхідно створити кожному робочому достатній фронт робіт. Устаткування, Оргоснастка повинні бути зручно розташовані, відповідати вимогам бригадної форми організації праці. Для цього проектування організації робочих місць багатоверстатників здійснюється відповідно до схем, представленими в розділі 3.5. Перевагу треба віддавати схемам, при 2 яких забезпечуються повне завантаження робочого активною роботою, найменша довжина переходів в межах робочого місця і хороша видимість всіх верстатів.
Розрізняють циклічне і нециклічне обслуговування верстатів на многостаночном робочому місці. При циклічному обслуговуванні робочий послідовно виконує прийоми допоміжної роботи, переходячи від верстата до верстата. При нециклічного обслуговуванні робочий підходить до того верстата, на якому закінчилася автоматична робота, незалежно від розташування верстатів на ділянці.
2.4. Розрахунок норм обслуговування
2.4.1. Норми обслуговування встановлюють з урахуванням нормальної величини зайнятості - До да. При роботі на верстатах з ЧПУ, з огляду на неоднорідні технологічні операції при змінній номенклатурі виготовлених деталей, К л л - 0,75 ... 0,85. При роботі на верстатах-дублерах До А5 = 0,85. Д95.
Z42. Розрахунок кількості верстатів, що обслуговуються одним робочим, необхідною для обслуговування наявного на ділянці обладнання з ЧПУ, і чисельності ланки виробляють за формулами:
а) при роботі на верстатах-дублерах
П з = (-bs- + 1) До Л1; (21)
б) при роботі на верстатах, що виготовляють неоднорідну продукцію,
"С = + 1) до, (2-2)
де - час циклу автоматичної роботи верстата (машинно-програмувати-ве час на обробку деталі, роботу маніпулятора або робота, що не перекриваються часом обробки деталі), хв (за формулою 13); 2j - сума часу обра
лення деталей (за програмою і роботи маніпулятора або робота) на робочому місці за період одного циклу, хв; Т, - час зайнятості робочого виконанням ручної, машинно-ручнойработи, активним спостереженням за ходом технологічного процесу і тл., Хв; Jj Т а - сума часу зайнятості робітника на всіх обслуговуваних верстатах за період одного циклу, хв; - нормальна величина зайнятості.
Чисельність ланки розраховують за формулою
S - -Ь »-, (23)
де S - чисельність ланки, необхідна для обслуговування наявного на ділянці обладнання, чол .; Пу Ч - число верстатів з ЧПУ, встановлених на ділянці; п з - число верстатів, що обслуговуються одним робітником.
Т, - Т, у + TYo, + Т ММ (+ Т. + Т п + Т ^, (2.4)
де Т лу - час на установку і зняття деталі вручну або підйомником, хв; Тьо "- допоміжний час, пов'язане з операцією (що не ввійшло в керуючу програму), хв; Т й - час активного спостереження за ходом технологічного процесу, хв; Т п - час переходів многостаночника від одного верстата до іншого (за час одного циклу), хв (наведено в табл. 2.4); Т м - допоміжний час на контрольні вимірювання, хв; - час на обслуговування робочого місця, хв.
2.43. Кількість верстатів на багатоверстатних робочих місцях визначають на основі порівняльного розрахунку продуктивності праці і собівартості обробки, особливо при установці дорогого устаткування, такого, як верстати багатоцільові з ЧПУ.
Економічно вигідне число верстатів, що обслуговуються багатоверстатником, може бути визначено шляхом порівняння витрат, пов'язаних з роботою многостаночника і обладнання, при експлуатації верстатів і різних варіантах, яке обслуговує.
При розрахунку кількості верстатів, які обслуговує, відповідного найменшим сумарним витратам на виконання операцій, враховують витрати на виконання операцій, витрати матеріалізованої праці, необхідного для випуску однакового обсягу продукції, до яких відносяться амортизаційні витрати, витрати на поточний ремонт і технічне обслуговування, електроенергію, через с 0
співвідношення-й коефіцієнт зайнятості К /. 3
1. ЗАГАЛЬНА ЧАСТИНА
1.1. Нормативи часу і режимів різання призначені для технічного нормування робіт, що виконуються на універсальних та багатоцільових верстатах с. числовим програмним управлінням в умовах дрібносерійного і среднесерійного типів виробництва. Однією з основних характеристик типу виробництва ні ляется коефіцієнт закріплення операцій (К ^), що розраховується за формулою
де О - число різних операцій; Р - число робочих місць, що виконують різні операції.
Коефіцієнт закріплення операцій відповідно до ГОСТ 3.1121-84 приймають рівним:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Значення коефіцієнта закріплення операції приймається для планового періоду, що дорівнює одному місяцю.
За основу в збірнику прийнятий середньосерійному тип виробництва. Для підприємств дрібносерійного типу виробництва або для окремих ділянок в среднесерийном типі виробництва, що працюють в умовах дрібносерійного виробництва, застосовуються поправочні коефіцієнти на допоміжне час.
1.2. При впровадженні бригадної (ланковий, груповий) форми організації праці нормативи можуть бути використані для розрахунку норм обслуговування, комплексних норм часу, норм виробітку і чисельності.
13. Застосування верстатів з числовим програмним управлінням є одним з головних напрямків автоматизації обробки металів різанням, дає значний економічний ефект і дозволяє вивільнити велику кількість універсального обладнання, а також поліпшити якість продукції і умови праці верстатників. Найбільший економічний ефект від впровадження верстатів числовим програмним управлінням досягається при обробці деталей складного профілю, яка пов'язана з постійно змінними параметрами різання (швидкості, напрямку подачі і ін.).
Застосування верстатів з числовим програмним управлінням замість універсального обладнання дозволяє:
використовувати багатоверстатне обслуговування і бригадну (ланкову, групову) форму організації праці;
підвищити продуктивність праці за рахунок скорочення допоміжного і машинного часу обробки на верстаті;
виключити розмічальні операції і міжопераційний контроль; завдяки рясному охолодженню і сприятливим умовам утворення стружки збільшити швидкість обробки і виключити необхідність візуального стеження за розміткою;
автоматизувати прийоми допоміжних робіт (підведення і відведення інструменту або деталі, установку інструменту на розмір, зміну інструменту), використовувати оптимальні траєкторії руху інструменту;
Витрати * пов'язані е однією хвилиною роботи основного робочого-многостаночника прн середньому відсотку виподнення норм з урахуванням нарахування на заробітну плату, витратами на утримання допоміжного н обслуговуючого персоналу -
розряд роботи
ш
2.4.4. Розрахунок коефіцієнта зайнятості
т + т
ще - оперативне час, хв.
|
Таблиця 2.2 Витрати на експлуатацію верстатів з ЧПУ протягом однієї хвилини |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
знизити трудомісткість слюсарної доопрацювання завдяки отриманню високої точності і меншою шорсткості криволінійних ділянок контурів і поверхонь деталей;
знизити трудомісткість складання виробу, що обумовлено стабільністю розмірів деталей (підвищенням точності) і ліквідацією підгінних операцій; скоротити витрати на проектування і виготовлення оснащення.
L4. Збірник розроблений в двох частинах. Частина I містить нормативи підготовчо-заключного часу, часу на установку і зняття деталі, допоміжного часу, пов'язаного з операцією, на обслуговування робочого місця, перерв на відпочинок і особисті потреби, на контрольні вимірювання, на настройку інструменту поза верстатом; частина П містить нормативи режимів різання, що дозволяють вибрати типорозмір інструменту, його геометричні параметри, марку ріжучої частини інструменту, необхідний припуск, кількість робочих ходів подачі, швидкості різання, потужність, потрібну на різання.
Нормативи часу і режимів різання наводяться як в табличному вигляді, так і в аналітичному, тим самим дозволяють використовувати ЕОМ при складанні програми і розрахунку норм часу, відповідних найменших витрат на операцію і максимальної продуктивності верстата при забезпеченні підвищеної надійності роботи інструменту. Експлуатація інструментів на режимах, рекомендованих нормативами, можлива лише при дотриманні технологічної дисципліни виробництва (устаткування, інструмент, заготовки, оснащення повинні задовольняти необхідним нормам).
Наведені в збірнику нормативи часу розраховані для нормування робіт при обслуговуванні робочим одного верстата. При нормуванні багатоверстатних робіт для розрахунку норми часу необхідно користуватися методичними вказівками і нормативами часу для багатоверстатних робіт, наведеними в картах 17,18,19.
15. При розробці нормативів часу і режимів різання в якості вихідних даних були використані наступні матеріали:
первинні матеріали виробничих спостережень з організації праці, технології, витрат часу і режимів різання підприємств машинобудування;
галузеві нормативи часу і режимів різання, розроблені ГСПКТБ "Оргарімінструмент" (м.Москва), Рязанським, Мінським і Новосибірським філіями інституту "Оргстанкінпром", Центром з наукової організації праці Мін-тяжмаша (м.Краматорськ) і ін .;
Визначення нормативів часу на відпочинок і особисті потреби. Міжгалузеві методичні рекомендації (М .: НДІ праці, 1982);
Розвиток багатоверстатногообслуговування і розширення зон обслуговування в промисловості. Міжгалузеві методичні рекомендації та науково обґрунтовані нормативні матеріали (М .: НДІ праці, 1983);
Устаткування й нормативи часу допоміжного, на обслуговування робочого місця і підготовчо-заключного на металорізальних верстатах. Дрібносерійне і одиничне виробництво (М .: НДІ праці, 1982);
Устаткування й нормативи часу допоміжного, на обслуговування робочого місця і підготовчо-заключного на роботи, що виконуються на металорізальних верстатах. Среднесерійное і багатосерійне виробництво (М .: НДІ праці, 1984);
паспортні дані металорізальних верстатів з ЧПУ і багатоцільових; технічна література.
1.6. Норма часу і її складові
1.6.1. Норма часу на виконання операцій на верстатах з ЧПУ при роботі на одному верстаті (Н ^ складається з норми підготовчо-заключного часу (Г в J і норми штучного часу (Т ^)
а тта ^ а орг а отл \
T D1 = Cr u. + T.-Kj (i +
де T n - час циклу автоматичної роботи верстата за програмою "хв;
Т.-Т. + Т., (13)
де Т з - основне (технологічне) час, на обробку однієї деталі, хв;
Т "= £ (1.4)
де Ц - довжина шляху, що проходить інструментом або деталлю в напрямку подачі при обробці йо технологічного ділянки (з урахуванням врізання), мм; S * - хвилинна подача на даному технологічному ділянці, мм / хв; Т м - машинно-допоміжний час за програмою (на підведення деталі або інструменту від вихідних точок в зони обробки і відведення; установку інструменту на розмір, зміну інструменту, зміна розміру й напрями подачі, час технологічних пауз (зупинок) і тл.), Хв ;
т. = Т "+ + Т" ", (1.5)
Еде Т м - час на установку і зняття деталі вручну або підйомником, хв; Т ш - допоміжний час, пов'язане з операцією (що не ввійшло в керуючу програму), хв; Т маї - допоміжне неперекривающіхся час на вимірювання, хв; До Тв - поправочний коефіцієнт на час виконання ручної допоміжної роботи в залежності від партії оброблюваних деталей; а ^, а ^, а отл - час на технічне і організаційне обслуговування робочого місця, на відпочинок і особисті потреби при одностаночного обслуговуванні,% від оперативного часу.
1.6.1.1. При колективній формі організації праці розраховують комплексні норми витрат праці (Н врл, люд.-год), які можуть бути отримані на основі застосування коригувальних коефіцієнтів до суми операційних норм, розрахованих для умов індивідуальної форми організації праці. Можливе використання коригувальних коефіцієнтів до суми окремих складових комплексної норми, що відображають сумарне значення витрат часу за категоріями цих витрат.
Комплексна норма Визначається за формулою
н, р, = £ н. "- до *, (1.6)
де Н (- норма часу на виготовлення i-й деталі брігадокомплекта, люд.-год; i = 1,2,3, ..., л - кількість деталей, що входять в брігадокомплекг;
Н.Р, = S н * (1.7)
ще H Bpj - норма часу на виконання j-й операції, люд.-год; j = 1, 2,3, ..., ш - кількість операцій, необхідних для виготовлення j-й деталі; - коефіцієнт
ефекту бригадної роботи (К ^< 1).
Коефіцієнт ефекту бригадної роботи (К ^) враховує середню величину зростання продуктивності праці, очікувану при переході від індивідуальної до бригадній формі організації праці, яка повинна входити в комплексні норми.
В результаті перерозподілу функцій між членами бригади, здійснення взаємодопомоги або взаємозамінності скорочується необхідний час на виконання закріпленого за бригадою обсягу робіт, отже, повинна знижуватися відповідна норма часу. Це відбувається за рахунок зменшення
Більш повні і докладні дані див. Методичні рекомендації по нормуванню праці робітників в умовах колективних форм його організації та стимулювання. М .: Економіка, 1987.
величини окремих складових норми часу: допоміжного часу, часу обслуговування робочого місця, регламентованих перерв, подгото-доволі "Заключного часу, а тахже за рахунок перекриття окремих складових норми часу машинним часом (в останньому випадку величина кожної складової норми часу може залишитися і незмінною).
У наскрізних бригадах трудомісткість виготовлення брігадокомплекта може скорочуватися за рахунок виключення окремих елементів підготовчо-заключного часу і часу обслуговування робочого місця при передачі зміни "на ходу".
Коефіцієнти ефекту бригадної роботи (К ^) встановлюються: на рівні галузі;
на рівні підприємства, якщо відсутні галузеві коефіцієнти або в них недостатньо повно відбивається специфіка бригадної організації праці на конкретному підприємстві.
вводяться в якості Нормативу для всієї галузі на певний термін (не менше 1 року).
З метою розширення можливості використання коефіцієнта ефекту бригадної роботи крім загальної величини коефіцієнта розраховують значення кожної його складової.
Ефект бригадної роботи може бути отриманий за рахунок наступних складових:
розширення суміщення професій (К ^; розширення багатоверстатногообслуговування (IQ; взаємодопомоги і взаємозамінності членів бригади (К,); передачі зміни "на ходу" в наскрізних бригадах (К 4); перерозподілу функцій між членами бригади (К 3) і тд.
Загальна величина визначається як добуток його складових (для даного виду бригади), тобто
К * -К, -К, -К, ... К, (1.8)
На рівні підприємства встановлюють, як правило, загальні значення К ^, що приймаються протягом терміну, на який вони розраховані, але не менше року, якщо не змінюються умови виробництва.
Якщо в бригаду крім робочих-сделиціков входять робітники-повременщики в інженерно-технічні працівники, то комплексна норма часу (люд.-год) cl "то-ит з суми норм часу робітників-сдельщікоп, почасових та інженерно технічних працівників на виготовлення одного брігадокомплекта, скоригованої на коефіцієнт ефекту бригадної роботи.
L6.2 Нормативи допоміжного часу на встановлення та зняття деталі. Нор мативам часу на установку і зняття деталі дані за видами пристосувань вис залежності від типів верстатів і передбачають найбільш поширені спо соби установки, вивірки і кріплення деталей в універсальних і спеціальних за жімах і пристосування. В якості головних факторів, що впливають на час ус тановки і зняття деталі, прийняті маса деталі, спосіб установки і кріплення де талі, характер і точність вивірки. Крім зазначених факторів враховані xapaierei настановної поверхні, число одночасно встановлюваних деталей, коли чество затискачів і ін.
Нормативний час на установку і зняття деталі передбачає виконання наступної роботи:
при установці і знятті вручну
взяти і встановити деталь, вивірити і закріпити; вмикати і вимикати ста нок; відкріпити, зняти деталь і укласти в тару; очистити пристосування від струж ки, протерти базові поверхні серветкою;
при установці і знятті деталі мостовим краном
викликати кран; Застропіть деталь; транспортувати деталь до верстата; встановити деталь, отстропіть деталь, вивірити і закріпити; вмикати і вимикати верстат; відкріпити деталь; викликати кран; Застропіть деталь; зняти з верстата, транспортувати її на місце зберігання; отстропіть деталь, очистити пристосування або поверхню столу від стружки, протерти базові поверхні серветкою.
При установці і знятті деталі підйомником при верстаті (або групі верстатів) виконують ту ж роботу, що і при установці і знятті деталі мостовим краном, за винятком виклику крана.
При установці в спеціальних пристроях допоміжне час визначають як суму часу: на установку і зняття однієї деталі; на установку і зняття кожної наступної деталі понад однієї в багатомісних пристосуваннях; на закріплення деталі з урахуванням кількості затискачів; на очистку пристосування від стружки, на протирання базових поверхонь серветкою.
На підприємствах крім універсальних і спеціальних пристосувань на верстатах з ЧПУ для установки і зняття деталі застосовують також роботи, маніпулятори і столи-супутники.
У зв'язку з великою різноманітністю видів і технічних характеристик роботів і маніпуляторів розробити нормативи часу на установку і зняття деталі з їх допомогою не представляється можливим; на кожному підприємстві необхідно складати карти із застосування роботів. Як приклад дано додаток 15. Для випадків роботи на багатоцільових верстатах з застосуванням столів-супутників необхідно користуватися картою 20, де наведена схема завантаження супутників і час зміни супутників.
В окремих випадках, коли програмою передбачена спеціальна технологічна пауза на перезакріплення деталі, нормативний час має зменшуватися на величину, яка перекривається автоматичної роботою верстата. Нормативами передбачається установка і зняття деталі масою до 20 кг вручну і понад 20 кг за допомогою підйомних механізмів.
Час на установку в ручну детал їй масою понад 20 кг приведено в нормативах для використання в окремих випадках при обробці на ділянках, де відсутні підйомно-транспортні засоби. Не допускається встановлення вручну деталей масою понад 15 кг чоловікам, які не досягли 18 років, і жінкам.
При цьому враховується, що деталі, що встановлюються вручну, знаходяться на відстані 2 м від верстата, а встановлюються краном - до 5 м.
1.6.3. Нормативи допоміжного epeuienu, пов'язаного з операцією. Допоміжний час, пов'язане з операцією, підрозділяється на:
допоміжний час, пов'язане з операцією, що не ввійшло під час циклу автоматичної роботи верстата за програмою і передбачає виконання наступної роботи:
вмикати і вимикати механізм протягування стрічки; встановити заданий взаємне положення деталі і інструменту за координатами X, Y, 2 і в разі необхідності провести поднастройкі; відкрити і закрити кришку механізму протягування стрічки, перемотати, заправити стрічку в пристрій, що зчитує; перевірити прихід деталі або інструменту в задану точку після обробки; просунути перфоленту в початкове положення; встановити щиток від забризкування емульсією і зняти;
машинно-допоміжний час, пов'язане з переходом, включене в програму і відноситься до автоматичної допоміжної роботі верстата, що передбачає: підведення деталі або інструменту від вихідної точки в зону обробки і відведення; установку інструменту на розмір обробки; автоматичну зміну інструменту; вмикання і вимикання подачі; холості ходи при переході від обробки одних поверхонь до інших; технологічні паузи, передбачені
при різкій зміні напряму подачі, перевірці розмірів, для огляду інструменту і переустановлення або перезакріплення деталі.
Машинно-допоміжний час, пов'язане з переходом, включене в програму на перераховані прийоми, визначається за паспортними даними верстатів або іншим регламентуючих документів, входить в якості складових елементів під час автоматичної роботи верстата і окремо не враховується (див. Додатки 27-30, частина II ).
1.6.4. Нормативи допоміжного часу на контрольні вимірювання. Необхідні розміри деталей, оброблюваних на верстатах з числовим програмним управлінням, забезпечуються конструкцією верстата або ріжучого інструменту і точністю їх налаштування.
У зв'язку з цим час на контрольні вимірювання (після закінчення роботи за програмою) має включатися в норму штучного часу тільки в тому випадку, якщо це передбачено технологічним процесом і з урахуванням необхідної періодичності таких вимірювань в процесі робота, і тільки в тих випадках, якщо воно не може бути перекрито часом циклу автоматичної роботи верстата за програмою.
1.6.5. Нормативи часу на обслуговування робочого місця. Час на обслуговування робочого місця дано за типами та розмірами обладнання з урахуванням одностаночного і багатоверстатногообслуговування у відсотках від оперативного часу. Технічне обслуговування робочого місця передбачає виконання таких робіт:
зміну інструменту (або блоку з інструментом) внаслідок його затуплення; регулювання і підналагодження верстата в процесі роботи (зміна величини корекції інструменту);
змітання і періодичну прибирання стружки в процесі роботи (крім змітання стружки з базових поверхонь настановних пристосувань, час на яке враховано у допоміжному часу на установку і зняття деталі).
Організаційне обслуговування робочого місця включає роботу по догляду за робочим місцем (основним і допоміжним обладнанням, технологічної та організаційної оснащенням, тарою), що відноситься до робочої зміні в цілому: огляд і випробування обладнання в процесі роботи;
розкладку інструменту на початку і прибирання його в кінці зміни (крім багатоцільових верстатів);
мастило і чистку верстата протягом зміни;
отримання інструктажу майстра, бригадира протягом зміни;
прибирання верстата і робочого місця в кінці зміни.
1.66. Нормативи часу на сптдих і особисті потреби. Час на відпочинок і особисті потреби для умов обслуговування одним робочим одного верстата окремо не виділяється і враховано в часі на обслуговування робочого місця.
Для випадків багатоверстатногообслуговування передбачена карта часу перерв на відпочинок і особисті потреби в залежності від характеристики робіт і з рекомендаціями за змістом відпочинку.
1.6.7. Нормативи підготовчо-заключного часу. Нормативи розраховані на наладку верстатів з ЧПУ для обробки деталей за впровадженими керуючим програмами і не включають дій по додатковому програмування безпосередньо на робочому місці (крім верстатів, оснащених оперативними системами програмного управління).
Норма часу на наладку верстата представляється як час на прийоми підготовчо-заключної роботи на обробку партії однакових деталей не залежно від партії і визначається за формулою
Т п, = Т пз1 + Т пз2 + Т прлбр, (1.9.
де Т пз - норма часу на наладку і настройку верстата, хв; Т пз (- норма време ні на організаційну підготовку, хв; Т пе 2 - норма часу на наладку сгаікг
пристосування, інструмента, програмних пристроїв, хв; - норма часу на пробну обробку.
Час на прийоми підготовчо-заключної роботи встановлюється в залежності від виду і розмірної групи обладнання, а також з урахуванням особливостей системи програмного управління і підрозділяється на час на організаційну підготовку; на наладку верстата, пристосувань, інструменту, програмних пристроїв; на пробний прохід по програмі або пробну обробку деталі.
Склад роботи на організаційну підготовку є загальним для всіх верстатів з ЧПУ незалежно від їх групи і моделі. Час на організаційну підготовку передбачає:
отримання наряду, креслення, технологічної документації, программоносителя, ріжучого, допоміжного та контрольно-вимірювального інструменту, пристосувань, заготовок до початку і здачу їх після закінчення обробки партії деталей на робочому місці або в інструментальній коморі;
ознайомлення з роботою, кресленням, технологічною документацією, огляд заготовки;
інструктаж майстра.
При бригадній формі організації праці, коли проводиться міжзмінного передача оброблюваних деталей, організаційна підготовка враховує тільки час на ознайомлення з роботою, кресленням, технологічною документацією, огляд заготовок і інструктаж майстра.
До складу роботи на наладку верстата, інструменту та пристосувань включаються прийоми роботи налагоджувального характеру, які залежать від призначення верстата і його конструктивних особливостей:
установка і зняття кріплення пристосування;
установка і зняття блоку або окремих ріжучих інструментів;
установка первісний режим роботи верстата;
установка программоносителя в пристрій, що зчитує і зняття його; настройка нульового положення та ін.
Вреіш на пробну обробку деталей на верстатах токарної (до 630 мм) і револьверної груп включає витрати часу на обробку деталі за програмою (час циклу) плюс допоміжний час на виконання додаткових прийомів, пов'язаних з вимірюванням деталі, обчисленням корекції, введенням величин корекцій в систему ЧПУ , і допоміжний час на прийоми управління верстатом і системою ЧПУ.
Час на пробну обробку деталей на верстатах токарної (св'аіе 630 мм)% карусельної, фрезерної, розточний груп, ішогоцелевьсс верстатах включає витрати часу на обробку деталей методом пробних стружок різцьовим інструментом, кінцевими фрезами плюс допоміжний час на виконання додаткових прийомів, пов'язаних з вимірюванням деталі, обчисленням величин корекцій, введенням величин корекцій в систему ЧПУ, і допоміжний час на прийоми управління верстатом і системою ЧПУ.
1.7. Норми штучного часу па розмірну настройку різального інструменту поза верстатом
1.7.1. Норми штучного часу призначені для нормування робіт з налаштування ріжучого інструменту для верстатів з ЧПУ, яка виробляється слюсаря-ми-інструменталицікамі (по налаштуванню інструменту) поза верстата в спеціально обладнаному приміщенні за допомогою спеціальних приладів.
Норми штучного часу встановлюються в залежності від:
типу застосовуваних приладів;
типу і розміру настроюється інструменту;
кількості настроюються координат;
характеру настройки (по фактичному розміру або на задану координату).
Для настройки інструменту на підприємствах галузей машинобудування і металообробки застосовують такі прилади:
для верстатів сверліл'но-фрезерно-розточний групи - оптичні з цифровою індикацією типу БВ-2027, без цифрової індикації типу БВ-2015 і прилади контактного типу;
для верстатів токарної групи - оптичні з цифровою індикацією типу БВ-2026, без цифрової індикації типу БВ-2010, БВ-2012М і прилади контактного типу.
З урахуванням особливостей функціонування процесу настройки інструменту нормативи часу розроблені окремо / щя верстатів свердлильно-фрезернорасточной групи і верстатів токарної групи.
За основу прийняті найпрогресивніші прилади з цифровою індикацією, але з урахуванням наведених в картах поправочних коефіцієнтів на змінені умови роботи дані нормативи застосовують при нормуванні робіт на приладах без цифрової індикації (типу БВ-2015 року, БВ-2010, БВ-2012М і тд.) і приладах контактного типу.
Під час налаштування інструменту без приладів (за допомогою універсально-вимірювальних засобів) норми часу необхідно розраховувати за нормативами для приладів контактного типу.
Норми штучного часу на складання і настройку різального інструменту па приладах імпортного виробництва з цифровою індикацією необхідно розраховувати але нормативам часу для приладів вітчизняного виробництва типу БВ-2027 н ББ-2026 з коефіцієнтом 0,85; для приладів без цифрової індикації - але приладів гопа БВ-2015 і БВ-2010 з коефіцієнтом гом 0,9.
Нормативні матеріали даного розділу охоплюють найбільш характерною для галузей машинобудування і металообробки з'єднання типовий / ріжучого і допоміжного інструменту і представлені d вигляді укрупнених нормативів штучного часу.
При розрахунку норм часу на складання і настройку різального інструменту снігового профілю приймати підвищувальний коефіцієнт 1,2.
Крім часу на основну роботу, складання і настройку інструменту в нгрми штучного часу включені додаткові витрати часу аа організаційно-технічне обслуговування робочого місця, підготовчо-заключний час і час на відпочинок і особисті потреби в розмірі 14% оперативного часу.
Доцільність включення в загальну норму часу додаткових витрат обумовлена труднощами їх виділення із загального часу, пов'язаного з підготовкою робочого місця для настройки, і часу самої збірки і настройки інструменту.
Для визначення норм штучного часу на розбирання відпрацьованого інструменту в картах на збірку і настройку інструменту наведені поправочні коефіцієнти, розраховані диференційовано для кожного виду робіт.
Норми штучного часу на окремі прийоми збірки і настройки інструменту, що не увійшли в комплекси, відображені в картах 50 н 51.
1.7.2. Норма штучного часу на складання, настроювання і розбирання одного інструменту визначається за формулою
Т ШЛР = Т шк + т ^, 0.10)
їжі Т - штучний час на складання, настроювання і розбирання одного інструмента, хв; Т ши - штучний час на складання і настройку одного інструмента, хв; Т шр - штучний час на розбирання інструменту, хв.
V * «Ь * Т« р = Т - К '0-11)
де К - поправочний коефіцієнт на штучний час в залежності від застосовуваного приладу.
Т ШЛР = Т ш. + = Т шн + т шн К = Т ши (3 + К).
Наімспошііс операції - сиерлільно-фросрао-ресточная.
Розрахунок норм часу при обробці деталей на верстатах з ЧПУ Дисципліна: «Проектування технологічних процесів для сучасних багатоцільових верстатів» Виконав студент групи М 03 -721 -1 Пинегин С. Н.
 Нормативи часу призначені для технічного нормування робіт, що виконуються на універсальних та багатоцільових верстатах з числовим програмним управлінням (ЧПУ). Норма часу (норма штучно-калькуляційного часу, Тшт-к) для виконання операцій на верстатах з ЧПУ при роботі на одному верстаті Нвр складається з норми підготовчо-заключного часу ТПЗ і норми штучного часу Тшт і визначається за формулою (1):, (1 ) де n - кількість деталей в партії запуску.
Нормативи часу призначені для технічного нормування робіт, що виконуються на універсальних та багатоцільових верстатах з числовим програмним управлінням (ЧПУ). Норма часу (норма штучно-калькуляційного часу, Тшт-к) для виконання операцій на верстатах з ЧПУ при роботі на одному верстаті Нвр складається з норми підготовчо-заключного часу ТПЗ і норми штучного часу Тшт і визначається за формулою (1):, (1 ) де n - кількість деталей в партії запуску.
 Норма штучного часу визначається за формулою (2):, (2) де ТЦА - час циклу автоматичної роботи верстата за програмою, хв; , (3) де То - основний (технологічний) час на обробку однієї деталі, хв;
Норма штучного часу визначається за формулою (2):, (2) де ТЦА - час циклу автоматичної роботи верстата за програмою, хв; , (3) де То - основний (технологічний) час на обробку однієї деталі, хв;
 , (4) де Li - довжина шляху, що проходить інструментом або деталлю в напрямок подачі при обробці i - го технологічного ділянки (з урахуванням врізання), мм; Sмi - хвилинна подача на даному технологічному ділянці, мм / хв; i = 1, 2, ..., n - число технологічних ділянок обробки; ТМВ - машінновспомогательное час (на підведення деталі інструменту від вихідних точок в зони обробки і відведення; установку інструменту на розмір, зміну інструменту, зміна величин і напрямку подачі, час технологічних пауз і т. П.), Хв;
, (4) де Li - довжина шляху, що проходить інструментом або деталлю в напрямок подачі при обробці i - го технологічного ділянки (з урахуванням врізання), мм; Sмi - хвилинна подача на даному технологічному ділянці, мм / хв; i = 1, 2, ..., n - число технологічних ділянок обробки; ТМВ - машінновспомогательное час (на підведення деталі інструменту від вихідних точок в зони обробки і відведення; установку інструменту на розмір, зміну інструменту, зміна величин і напрямку подачі, час технологічних пауз і т. П.), Хв;
 , (5), (6) де L - довжина шляху (або траєкторії), прохідного інструментом або деталлю в напрямку подачі, мм; l 1, l 2, l 3 - довжина підвода, врізання інструмента відповідно, мм. Величина L визначається виходячи з параметрів траєкторії деталі. Так, при обробці ділянок деталі з переміщенням інструменту по двох координатах довжину L визначають за формулою (7), (7)
, (5), (6) де L - довжина шляху (або траєкторії), прохідного інструментом або деталлю в напрямку подачі, мм; l 1, l 2, l 3 - довжина підвода, врізання інструмента відповідно, мм. Величина L визначається виходячи з параметрів траєкторії деталі. Так, при обробці ділянок деталі з переміщенням інструменту по двох координатах довжину L визначають за формулою (7), (7)
 де Δх, Δу - збільшення відповідних координат на даній ділянці обробки. При переміщенні інструменту по дузі окружності довжину L визначають за формулою (8) або (9), (9) де R - радіус дуги окружності, мм; а - довжина хорди дуги окружності, мм; φ - центральний кут, який спирається на кінцеві точки дуги кола, радий; ТМВ. і - машінновспомогательное час на автоматичну зміну інструменту, хв; ТМВ. х - машинно-допоміжний час на виконання автоматичних допоміжних ходів і технологічні паузи, хв.
де Δх, Δу - збільшення відповідних координат на даній ділянці обробки. При переміщенні інструменту по дузі окружності довжину L визначають за формулою (8) або (9), (9) де R - радіус дуги окружності, мм; а - довжина хорди дуги окружності, мм; φ - центральний кут, який спирається на кінцеві точки дуги кола, радий; ТМВ. і - машінновспомогательное час на автоматичну зміну інструменту, хв; ТМВ. х - машинно-допоміжний час на виконання автоматичних допоміжних ходів і технологічні паузи, хв.
 Для верстатів з револьверними головками час ТМВ. і можна визначити за формулою (10), (10) де Тип - час повороту револьверної головки на одну позицію, хв; Кп - кількість позицій, на яке необхідно повернути револьверну головку для установки необхідного інструменту; Тиф - час фіксації револьверної головки, хв. Для верстатів з контурними системами управління час ТМВ. х можна визначити за формулою (11), (11)
Для верстатів з револьверними головками час ТМВ. і можна визначити за формулою (10), (10) де Тип - час повороту револьверної головки на одну позицію, хв; Кп - кількість позицій, на яке необхідно повернути револьверну головку для установки необхідного інструменту; Тиф - час фіксації револьверної головки, хв. Для верстатів з контурними системами управління час ТМВ. х можна визначити за формулою (11), (11)
 де Lxxj - довжина шляху j - го ділянки автоматичного допоміжного ходу, мм; j = 1, 2, ..., т - число ділянок автоматичних допоміжних ходів; Sму - хвилинна подача прискореного ходу. Для верстатів з позиційними і універсальними (контурно-позиційними) системами управління верстатами, в яких програмування обробки ведеться стандартними циклами, аналітичним шляхом час ТМВ. х визначити важко в зв'язку з тим, що конкретні верстати в залежності від їх налагодження мають значні розкид значень Sмхх і Lхх (пов'язані з установками позиціонування). Для більш точного визначення часу ТМВ. х на цих верстатах рекомендується проводити попередній хронометраж з метою визначення фактичного часу ТМВ. х при переміщенні столу або інструменту на мірне відстань в напрямку різних координат.
де Lxxj - довжина шляху j - го ділянки автоматичного допоміжного ходу, мм; j = 1, 2, ..., т - число ділянок автоматичних допоміжних ходів; Sму - хвилинна подача прискореного ходу. Для верстатів з позиційними і універсальними (контурно-позиційними) системами управління верстатами, в яких програмування обробки ведеться стандартними циклами, аналітичним шляхом час ТМВ. х визначити важко в зв'язку з тим, що конкретні верстати в залежності від їх налагодження мають значні розкид значень Sмхх і Lхх (пов'язані з установками позиціонування). Для більш точного визначення часу ТМВ. х на цих верстатах рекомендується проводити попередній хронометраж з метою визначення фактичного часу ТМВ. х при переміщенні столу або інструменту на мірне відстань в напрямку різних координат.
 У тому випадку, коли нормування ведеться для вже спроектованого технологічного процесу і є керуюча програма, час Тц. а визначають прямим хронометруванням циклу обробки деталі. Допоміжний час на операцію розраховується за формулою (12), (12)
У тому випадку, коли нормування ведеться для вже спроектованого технологічного процесу і є керуюча програма, час Тц. а визначають прямим хронометруванням циклу обробки деталі. Допоміжний час на операцію розраховується за формулою (12), (12)
 де Тв. у - час на установку і зняття деталі вручну або підйомником, хв; Тв. оп - допоміжний час, пов'язане з операцією (що не ввійшло в керуючу програму), хв; Тв. вим - допоміжне неперекривающіхся час на вимірювання, хв; Ктб - поправочний коефіцієнт на час виконання ручної допоміжної роботи в залежності від партії оброблюваних деталей; Атех, аорг, аотл - час на технологічне і організаційне обслуговування робочого місця, на відпочинок і особисті потреби при одностаночного обслуговуванні, відсоток від оперативного часу.
де Тв. у - час на установку і зняття деталі вручну або підйомником, хв; Тв. оп - допоміжний час, пов'язане з операцією (що не ввійшло в керуючу програму), хв; Тв. вим - допоміжне неперекривающіхся час на вимірювання, хв; Ктб - поправочний коефіцієнт на час виконання ручної допоміжної роботи в залежності від партії оброблюваних деталей; Атех, аорг, аотл - час на технологічне і організаційне обслуговування робочого місця, на відпочинок і особисті потреби при одностаночного обслуговуванні, відсоток від оперативного часу.
 Нормативи допоміжного часу на встановлення та зняття деталі Тв. у даються за видами пристосування незалежно від типів верстатів і передбачають найбільш поширені способи установки, вивірки і кріплення деталей в універсальних і спеціальних затискних пристроях. В якості головних факторів, що впливають на час установки і зняття деталі, приймаються маси деталі, спосіб установки і кріплення заготовки, характер і точність вивірки.
Нормативи допоміжного часу на встановлення та зняття деталі Тв. у даються за видами пристосування незалежно від типів верстатів і передбачають найбільш поширені способи установки, вивірки і кріплення деталей в універсальних і спеціальних затискних пристроях. В якості головних факторів, що впливають на час установки і зняття деталі, приймаються маси деталі, спосіб установки і кріплення заготовки, характер і точність вивірки.
 Нормативи часу на установку і зняття деталей передбачають виконання наступної роботи: - при установці і знятті вручну: взяти і встановити деталь, вивірити і закріпити; вмикати і вимикати верстат; відкріпити і зняти деталь, укласти в тару; очистити пристосування від стружки, протерти базові поверхні серветкою; - при установці і знятті мостовим краном: викликати кран; Застропіть деталь; транспортувати деталь до верстата; встановити деталь, вивірити і закріпити; вмикати і вимикати верстат; відкріпити деталь; викликати кран; Застропіть деталь; зняти з верстата, транспортувати її на місце зберігання; отстропіть деталь; очистити пристосування або поверхню столу від стружки, протерти базові поверхні серветкою.
Нормативи часу на установку і зняття деталей передбачають виконання наступної роботи: - при установці і знятті вручну: взяти і встановити деталь, вивірити і закріпити; вмикати і вимикати верстат; відкріпити і зняти деталь, укласти в тару; очистити пристосування від стружки, протерти базові поверхні серветкою; - при установці і знятті мостовим краном: викликати кран; Застропіть деталь; транспортувати деталь до верстата; встановити деталь, вивірити і закріпити; вмикати і вимикати верстат; відкріпити деталь; викликати кран; Застропіть деталь; зняти з верстата, транспортувати її на місце зберігання; отстропіть деталь; очистити пристосування або поверхню столу від стружки, протерти базові поверхні серветкою.
 При установці і знятті деталі підйомником при верстаті (або групі верстатів) виконують ту ж роботу, що і при знятті деталі мостовим краном, за винятком виклику крана. При установці в спеціальних пристроях допоміжне час визначають як суму часу: на установку і зняття однієї деталі; на установку і зняття кожної наступної деталі понад однієї в багатомісних пристосуваннях; на закріплення деталі з урахуванням кількості затискачів; на очистку пристосування від стружки і протирання базових поверхонь серветкою. У разі застосування для установки і зняття деталі роботів, маніпуляторів і столів-супутників допоміжний час визначається з урахуванням їх конструктивних особливостей.
При установці і знятті деталі підйомником при верстаті (або групі верстатів) виконують ту ж роботу, що і при знятті деталі мостовим краном, за винятком виклику крана. При установці в спеціальних пристроях допоміжне час визначають як суму часу: на установку і зняття однієї деталі; на установку і зняття кожної наступної деталі понад однієї в багатомісних пристосуваннях; на закріплення деталі з урахуванням кількості затискачів; на очистку пристосування від стружки і протирання базових поверхонь серветкою. У разі застосування для установки і зняття деталі роботів, маніпуляторів і столів-супутників допоміжний час визначається з урахуванням їх конструктивних особливостей.
 Нормативи допоміжного часу, пов'язаного з операцією Тв. оп. . Допоміжний час, пов'язане з операцією, що не ввійшло під час циклу автоматичної роботи верстата за програмою передбачає виконання наступної роботи: включити і вимкнути механізму протягування стрічки; встановити заданий взаємне положення деталі і інструменту за координатами Х, Y, Z і в разі необхідності провести поднастройкі; відкрити і закрити кришку механізму протягування стрічки, перемотати і заправити стрічку в пристрій, що зчитує; просунути перфоленту в початкове положення; перевірити прихід деталі інструменту в задану точку після обробки; встановити щиток від розбризкування емульсією і зняти його.
Нормативи допоміжного часу, пов'язаного з операцією Тв. оп. . Допоміжний час, пов'язане з операцією, що не ввійшло під час циклу автоматичної роботи верстата за програмою передбачає виконання наступної роботи: включити і вимкнути механізму протягування стрічки; встановити заданий взаємне положення деталі і інструменту за координатами Х, Y, Z і в разі необхідності провести поднастройкі; відкрити і закрити кришку механізму протягування стрічки, перемотати і заправити стрічку в пристрій, що зчитує; просунути перфоленту в початкове положення; перевірити прихід деталі інструменту в задану точку після обробки; встановити щиток від розбризкування емульсією і зняти його.
 Машинно-допоміжний час, пов'язане з переходом, включене в програму і відноситься до автоматичної допоміжної роботі верстата, передбачає: підведення деталі інструменту від вихідної точки в зону обробки і відведення; установку інструменту на розмір обробки; автоматичну зміну інструменту; включення подачі; холості ходи при переході від обробки одних поверхонь до інших; технологічні паузи, передбачені при різкій зміні напряму подачі, для перевірки розмірів, огляду інструменту і переустановлення або перезакріплення деталі. Машинно-допоміжний час, пов'язане з переходом, визначається за паспортними даними верстатів і входить в якості складових елементів під час автоматичної роботи верстата.
Машинно-допоміжний час, пов'язане з переходом, включене в програму і відноситься до автоматичної допоміжної роботі верстата, передбачає: підведення деталі інструменту від вихідної точки в зону обробки і відведення; установку інструменту на розмір обробки; автоматичну зміну інструменту; включення подачі; холості ходи при переході від обробки одних поверхонь до інших; технологічні паузи, передбачені при різкій зміні напряму подачі, для перевірки розмірів, огляду інструменту і переустановлення або перезакріплення деталі. Машинно-допоміжний час, пов'язане з переходом, визначається за паспортними даними верстатів і входить в якості складових елементів під час автоматичної роботи верстата.
 Нормативи допоміжного часу на контрольні вимірювання Тв. вим. . Необхідні розміри деталей, оброблюваних на верстатах з числовим програмним управлінням, забезпечуються в автоматичному циклі обробки. У зв'язку з цим час на контрольні вимірювання (після закінчення роботи за програмою) має включатися в норму штучного часу тільки в тому випадку, якщо це передбачено технологічним процесом і з урахуванням необхідної періодичності таких вимірювань в процесі роботи, і тільки в тих випадках, коли воно не може бути перекрито часом циклу автоматичної роботи верстата за програмою.
Нормативи допоміжного часу на контрольні вимірювання Тв. вим. . Необхідні розміри деталей, оброблюваних на верстатах з числовим програмним управлінням, забезпечуються в автоматичному циклі обробки. У зв'язку з цим час на контрольні вимірювання (після закінчення роботи за програмою) має включатися в норму штучного часу тільки в тому випадку, якщо це передбачено технологічним процесом і з урахуванням необхідної періодичності таких вимірювань в процесі роботи, і тільки в тих випадках, коли воно не може бути перекрито часом циклу автоматичної роботи верстата за програмою.
 Нормативи часу на обслуговування робочого місця. Час на обслуговування робочого місця дається за типами та розмірами обладнання з урахуванням одностаночного і багатоверстатногообслуговування у відсотках від оперативного часу. Технологічне обслуговування робочого місця передбачає виконання таких робіт: - зміну інструменту (або блоку з інструментом) внаслідок його затуплення; - регулювання і підналагодження верстата в процесі роботи (зміна величини корекції інструменту); - змітання і періодичну прибирання стружки в процесі роботи (крім змітання стружки з базових поверхонь настановних пристосувань, час, на яке враховано у допоміжному часу на установку і зняття деталі).
Нормативи часу на обслуговування робочого місця. Час на обслуговування робочого місця дається за типами та розмірами обладнання з урахуванням одностаночного і багатоверстатногообслуговування у відсотках від оперативного часу. Технологічне обслуговування робочого місця передбачає виконання таких робіт: - зміну інструменту (або блоку з інструментом) внаслідок його затуплення; - регулювання і підналагодження верстата в процесі роботи (зміна величини корекції інструменту); - змітання і періодичну прибирання стружки в процесі роботи (крім змітання стружки з базових поверхонь настановних пристосувань, час, на яке враховано у допоміжному часу на установку і зняття деталі).
 Організаційне обслуговування робочого місця включає роботу по догляду за основним та допоміжним обладнанням, технологічної та організаційної оснащенням, тарою, що належать до робочої зміні в цілому: - огляд та випробування обладнання в процесі роботи; - розкладку інструменту на початку і прибирання його в кінці зміни; - мастило і чистку верстата протягом зміни; - прибирання верстата і робочого місця в кінці зміни.
Організаційне обслуговування робочого місця включає роботу по догляду за основним та допоміжним обладнанням, технологічної та організаційної оснащенням, тарою, що належать до робочої зміні в цілому: - огляд та випробування обладнання в процесі роботи; - розкладку інструменту на початку і прибирання його в кінці зміни; - мастило і чистку верстата протягом зміни; - прибирання верстата і робочого місця в кінці зміни.
 Нормативи часу на відпочинок і особисті потреби. Час на відпочинок і особисті потреби для умов обслуговування одним робочим одного верстата окремо не виділяється і враховано в часі на обслуговування робочого місця. Для багатоверстатногообслуговування передбачається час перерв на відпочинок і особисті потреби в залежності від характеристики робіт.
Нормативи часу на відпочинок і особисті потреби. Час на відпочинок і особисті потреби для умов обслуговування одним робочим одного верстата окремо не виділяється і враховано в часі на обслуговування робочого місця. Для багатоверстатногообслуговування передбачається час перерв на відпочинок і особисті потреби в залежності від характеристики робіт.
 Нормативи підготовчо-заключного часу. Норма часу на наладку верстата представляється як час на прийоми підготовчо-заключної роботи на обробку партії однакових деталей незалежно від партії і визначається за формулою (13), (13) де ТПЗ - норма часу на наладку і настройку верстата, хв; ТПЗ 1 - норма часу на організаційну підготовку, хв; ТПЗ 2 - норма часу на наладку верстата, пристосування, інструмента, програмних пристроїв, хв; Тпр. обр - норма часу на пробну обробку.
Нормативи підготовчо-заключного часу. Норма часу на наладку верстата представляється як час на прийоми підготовчо-заключної роботи на обробку партії однакових деталей незалежно від партії і визначається за формулою (13), (13) де ТПЗ - норма часу на наладку і настройку верстата, хв; ТПЗ 1 - норма часу на організаційну підготовку, хв; ТПЗ 2 - норма часу на наладку верстата, пристосування, інструмента, програмних пристроїв, хв; Тпр. обр - норма часу на пробну обробку.
 Час на прийоми підготовчо-заключної роботи встановлюється в залежності від виду і розмірної групи обладнання, а також з урахуванням особливостей системи програмного управління. Склад робіт по організаційній підготовці є загальним для всіх верстатів з ЧПУ незалежно від їх групи і моделі. Час на організаційну підготовку передбачає: - отримання наряду, креслення, технологічної документації, программоносителя, ріжучого, допоміжного та контрольно-вимірювального інструменту, пристосувань, заготовок до початку і здачу їх після закінчення обробки партії деталей на робочому місці або в інструментальній коморі; - ознайомлення з роботою, кресленням, технологічною документацією, огляд заготовки; - інструктаж майстра.
Час на прийоми підготовчо-заключної роботи встановлюється в залежності від виду і розмірної групи обладнання, а також з урахуванням особливостей системи програмного управління. Склад робіт по організаційній підготовці є загальним для всіх верстатів з ЧПУ незалежно від їх групи і моделі. Час на організаційну підготовку передбачає: - отримання наряду, креслення, технологічної документації, программоносителя, ріжучого, допоміжного та контрольно-вимірювального інструменту, пристосувань, заготовок до початку і здачу їх після закінчення обробки партії деталей на робочому місці або в інструментальній коморі; - ознайомлення з роботою, кресленням, технологічною документацією, огляд заготовки; - інструктаж майстра.
 При бригадній формі організації праці, коли проводиться міжзмінного передача оброблюваних деталей, організаційна підготовка враховує тільки час на ознайомлення з роботою, кресленням, технологічною документацією, огляд заготовок і інструктаж майстра. До складу робіт з налагодження верстата, інструменту та пристосувань включаються прийоми роботи налагоджувального характеру, залежне від призначення верстата і конструктивних особливостей: установка і зняття кріплення пристосування; установка і зняття блоку або окремих ріжучих інструментів; установка первісний режим роботи верстата; установка программоносителя в пристрій, що зчитує і зняття його; настройка нульового положення та ін.
При бригадній формі організації праці, коли проводиться міжзмінного передача оброблюваних деталей, організаційна підготовка враховує тільки час на ознайомлення з роботою, кресленням, технологічною документацією, огляд заготовок і інструктаж майстра. До складу робіт з налагодження верстата, інструменту та пристосувань включаються прийоми роботи налагоджувального характеру, залежне від призначення верстата і конструктивних особливостей: установка і зняття кріплення пристосування; установка і зняття блоку або окремих ріжучих інструментів; установка первісний режим роботи верстата; установка программоносителя в пристрій, що зчитує і зняття його; настройка нульового положення та ін.
 Час на пробну обробку деталей на верстатах токарної і револьверної груп включає витрати часу на обробку деталі за програмою і допоміжний час на виконання додаткових прийомів, пов'язаних з вимірюванням деталі, обчисленням корекції, введенням величин корекції в систему ЧПУ, і допоміжний час на прийоми управління верстатом і системою ЧПУ. Час на пробну обробку деталей на верстатах карусельної, фрезерної, розточний груп, багатоцільових верстатах включає витрати часу на обробку деталей методом пробних стружок і допоміжний час на виконання додаткових прийомів, пов'язаних з вимірюванням деталі, обчисленням величини корекції, введенням величин корекцій в систему ЧПУ, і допоміжний час на прийоми управління верстатом і системою ЧПУ.
Час на пробну обробку деталей на верстатах токарної і револьверної груп включає витрати часу на обробку деталі за програмою і допоміжний час на виконання додаткових прийомів, пов'язаних з вимірюванням деталі, обчисленням корекції, введенням величин корекції в систему ЧПУ, і допоміжний час на прийоми управління верстатом і системою ЧПУ. Час на пробну обробку деталей на верстатах карусельної, фрезерної, розточний груп, багатоцільових верстатах включає витрати часу на обробку деталей методом пробних стружок і допоміжний час на виконання додаткових прийомів, пов'язаних з вимірюванням деталі, обчисленням величини корекції, введенням величин корекцій в систему ЧПУ, і допоміжний час на прийоми управління верстатом і системою ЧПУ.
 Для розрахунку основного часу необхідно визначити режими різання для обробки кожної поверхні деталі. Вони визначаються по загальномашинобудівного нормативам: - Устаткування й нормативи часу і режимів різання для нормування робіт, що виконуються на універсальних та багатоцільових верстатах з числовим програмним управлінням. Частина 2 - Нормативи режимів різання. - М.: Економіка, 1990. - Режими різання металів: довідник / За ред. Ю. В. Барановського. - 3-е вид. , Перераб. і доп. - М.: Машинобудування, 1972. - 407 с. - Довідник технолога-машинобудівника. У 2-х т. Т. 2 / Під. ред. А. Г. Косилової і ін. - 5 - е изд. , Испр. - М.: Машинобудування, 2003. - 944 с. , Мул.
Для розрахунку основного часу необхідно визначити режими різання для обробки кожної поверхні деталі. Вони визначаються по загальномашинобудівного нормативам: - Устаткування й нормативи часу і режимів різання для нормування робіт, що виконуються на універсальних та багатоцільових верстатах з числовим програмним управлінням. Частина 2 - Нормативи режимів різання. - М.: Економіка, 1990. - Режими різання металів: довідник / За ред. Ю. В. Барановського. - 3-е вид. , Перераб. і доп. - М.: Машинобудування, 1972. - 407 с. - Довідник технолога-машинобудівника. У 2-х т. Т. 2 / Під. ред. А. Г. Косилової і ін. - 5 - е изд. , Испр. - М.: Машинобудування, 2003. - 944 с. , Мул.
 Приклад розрахунку норм часу Для розрахунку норм часу наведемо вихідні дані: креслення деталі «Ролик», матеріал заготовки сталь 45 ГОСТ 1050 -88, партія деталей 100 шт, заготівля - круглий прокат діаметром 125 х54. Розрахунок будемо вести за трьома випадками: 1. 1) Обробка на двох верстатах з ЧПУ - токарному (16 К 20 Ф 3) і фрезерному (6 Р 13 РФ 3). На токарному верстаті з ЧПУ обробляються дві шийки діаметром 30 h 12 з підрізуванням торців. В операції передбачений переустанов заготовки в трикулачні патроні з пневматичним затискачем. На фрезерному верстаті з ЧПУ здійснюється обробка паза 4 х10 і 4 отворів діаметром 16 мм в трикулачні призматичних лещатах з пневматичним затискачем. 2) Обробка на 5 -осьові токарному обробному центрі. Обробка відбувається в трикулачні патроні з пневматичним затискачем за одну операцію з перевстановлення заготовки. Виконуються ті ж самі переходи, що і на звичайних верстатах з ЧПУ - точіння, фрезерування і свердління.
Приклад розрахунку норм часу Для розрахунку норм часу наведемо вихідні дані: креслення деталі «Ролик», матеріал заготовки сталь 45 ГОСТ 1050 -88, партія деталей 100 шт, заготівля - круглий прокат діаметром 125 х54. Розрахунок будемо вести за трьома випадками: 1. 1) Обробка на двох верстатах з ЧПУ - токарному (16 К 20 Ф 3) і фрезерному (6 Р 13 РФ 3). На токарному верстаті з ЧПУ обробляються дві шийки діаметром 30 h 12 з підрізуванням торців. В операції передбачений переустанов заготовки в трикулачні патроні з пневматичним затискачем. На фрезерному верстаті з ЧПУ здійснюється обробка паза 4 х10 і 4 отворів діаметром 16 мм в трикулачні призматичних лещатах з пневматичним затискачем. 2) Обробка на 5 -осьові токарному обробному центрі. Обробка відбувається в трикулачні патроні з пневматичним затискачем за одну операцію з перевстановлення заготовки. Виконуються ті ж самі переходи, що і на звичайних верстатах з ЧПУ - точіння, фрезерування і свердління.

 3) Обробка на обробному центрі з контршпінделем. Обробка відбувається в трикулачні патроні з пневматичним затискачем за одну операцію з перевстановлення заготовки. На таких ОЦ є два патрона з пневматичним затискачем і дві інструментальні головки. Роль другого патрона виконує контршпіндель, який виробляє перевстановлення заготівлі і, в якому відбувається подальша обробка заготовки. Цикл обробки заготовки наступний: заготовку встановлюють і закріплюють в патрон; виробляють точіння шийки діаметром 30 h 12 з підрізуванням торця; виробляється автоматична зміна інструменту, поворотом револьверної головки; свердління 4 отворів діаметром 16 мм; перша револьверна головка відходить у вихідну точку; включається контршпіндель і підводиться автоматично до патрона, який продовжує обертатися із заданою частотою; контршпіндель розганяється до частоти обертання патрона і автоматично затискає заготовку; патрон автоматично розтискає кулачки і контршпіндель з заготівлею відходить в свою задану вихідну точку; підводиться друга револьверна головка і виробляє точіння шийки діаметром 30 h 12 з підрізуванням торця; виробляється автоматична зміна інструменту і фрезерування паза 4 х10; відхід револьверної головки в вихідну точку і вимикання контршпінделя.
3) Обробка на обробному центрі з контршпінделем. Обробка відбувається в трикулачні патроні з пневматичним затискачем за одну операцію з перевстановлення заготовки. На таких ОЦ є два патрона з пневматичним затискачем і дві інструментальні головки. Роль другого патрона виконує контршпіндель, який виробляє перевстановлення заготівлі і, в якому відбувається подальша обробка заготовки. Цикл обробки заготовки наступний: заготовку встановлюють і закріплюють в патрон; виробляють точіння шийки діаметром 30 h 12 з підрізуванням торця; виробляється автоматична зміна інструменту, поворотом револьверної головки; свердління 4 отворів діаметром 16 мм; перша револьверна головка відходить у вихідну точку; включається контршпіндель і підводиться автоматично до патрона, який продовжує обертатися із заданою частотою; контршпіндель розганяється до частоти обертання патрона і автоматично затискає заготовку; патрон автоматично розтискає кулачки і контршпіндель з заготівлею відходить в свою задану вихідну точку; підводиться друга револьверна головка і виробляє точіння шийки діаметром 30 h 12 з підрізуванням торця; виробляється автоматична зміна інструменту і фрезерування паза 4 х10; відхід револьверної головки в вихідну точку і вимикання контршпінделя.
 Основний час То Основний час для всіх трьох випадків розраховуємо по загальномашинобудівного нормативам і приймаємо як постійну величину, т. Е. Те = const. На операції точіння, фрезерування і свердління основний час можна знайти за таблицями і емпіричним залежностям. Основний час визначаємо за формулою В результаті отримуємо: хв; хв.
Основний час То Основний час для всіх трьох випадків розраховуємо по загальномашинобудівного нормативам і приймаємо як постійну величину, т. Е. Те = const. На операції точіння, фрезерування і свердління основний час можна знайти за таблицями і емпіричним залежностям. Основний час визначаємо за формулою В результаті отримуємо: хв; хв.
 ТМВ - машинно-допоміжний час (на підведення деталі інструменту від вихідних точок в зони обробки і відведення; зміну інструменту), хв. Визначаємо за паспортними даними верстатів і технологією обробки. хв; хв. Тця - час циклу автоматичної роботи верстата за програмою, хв. Визначаємо за формулою хв;
ТМВ - машинно-допоміжний час (на підведення деталі інструменту від вихідних точок в зони обробки і відведення; зміну інструменту), хв. Визначаємо за паспортними даними верстатів і технологією обробки. хв; хв. Тця - час циклу автоматичної роботи верстата за програмою, хв. Визначаємо за формулою хв;
 Атех, аорг, аотл - час на технологічне і організаційне обслуговування робочого місця, на відпочинок і особисті потреби при одностаночного обслуговуванні, відсоток від оперативного часу. Для верстатів з ЧПУ і ОЦ ця величина складає 14% від оперативного часу.
Атех, аорг, аотл - час на технологічне і організаційне обслуговування робочого місця, на відпочинок і особисті потреби при одностаночного обслуговуванні, відсоток від оперативного часу. Для верстатів з ЧПУ і ОЦ ця величина складає 14% від оперативного часу.
 Допоміжний час Тв допоміжний час на операцію розраховується за формулою Нормативи допоміжного часу на встановлення та зняття деталі Тв. у. Для першого випадку допоміжний час на установку і зняття визначається для двох операцій в залежності від виду пристосування, способу установки і кріплення деталі і маси деталі. При операції точіння заготовка встановлюється в трикулачні патроні з пневматичним затискачем, а при фрезерної операції в трикулачні призматичних лещатах з пневматичним затискачем. Під час токарної операції відбувається перевстановлення заготовки. хв; хв. При обробці на токарному ОЦ заготовка встановлюється в патроні з пневматичним затискачем при одній перевстановлення заготовки. хв.
Допоміжний час Тв допоміжний час на операцію розраховується за формулою Нормативи допоміжного часу на встановлення та зняття деталі Тв. у. Для першого випадку допоміжний час на установку і зняття визначається для двох операцій в залежності від виду пристосування, способу установки і кріплення деталі і маси деталі. При операції точіння заготовка встановлюється в трикулачні патроні з пневматичним затискачем, а при фрезерної операції в трикулачні призматичних лещатах з пневматичним затискачем. Під час токарної операції відбувається перевстановлення заготовки. хв; хв. При обробці на токарному ОЦ заготовка встановлюється в патроні з пневматичним затискачем при одній перевстановлення заготовки. хв.
 При обробці на ОЦ з контршпінделем заготовка встановлюється в патроні з пневмозажімом при одній перевстановлення заготовки за допомогою автоматичної установки заготовки в контршпіндель. хв. Нормативи допоміжного часу, пов'язаного з операцією Тв. оп. . хв; хв. Нормативи допоміжного часу на контрольні вимірювання Тв. вим. . У всіх 3 випадках дорівнює 0. Час на контрольні вимірювання (після закінчення роботи за програмою) має включатися в норму штучного часу тільки в тому випадку, якщо це передбачено технологічним процесом і з урахуванням необхідної періодичності таких вимірювань в процесі роботи, і тільки в тих випадках , коли воно не може бути перекрито часом циклу автоматичної роботи верстата за програмою.
При обробці на ОЦ з контршпінделем заготовка встановлюється в патроні з пневмозажімом при одній перевстановлення заготовки за допомогою автоматичної установки заготовки в контршпіндель. хв. Нормативи допоміжного часу, пов'язаного з операцією Тв. оп. . хв; хв. Нормативи допоміжного часу на контрольні вимірювання Тв. вим. . У всіх 3 випадках дорівнює 0. Час на контрольні вимірювання (після закінчення роботи за програмою) має включатися в норму штучного часу тільки в тому випадку, якщо це передбачено технологічним процесом і з урахуванням необхідної періодичності таких вимірювань в процесі роботи, і тільки в тих випадках , коли воно не може бути перекрито часом циклу автоматичної роботи верстата за програмою.

 Допоміжний час Тв хв; хв. Ктб - поправочний коефіцієнт на час виконання ручної допоміжної роботи в залежності від партії оброблюваних деталей.
Допоміжний час Тв хв; хв. Ктб - поправочний коефіцієнт на час виконання ручної допоміжної роботи в залежності від партії оброблюваних деталей.
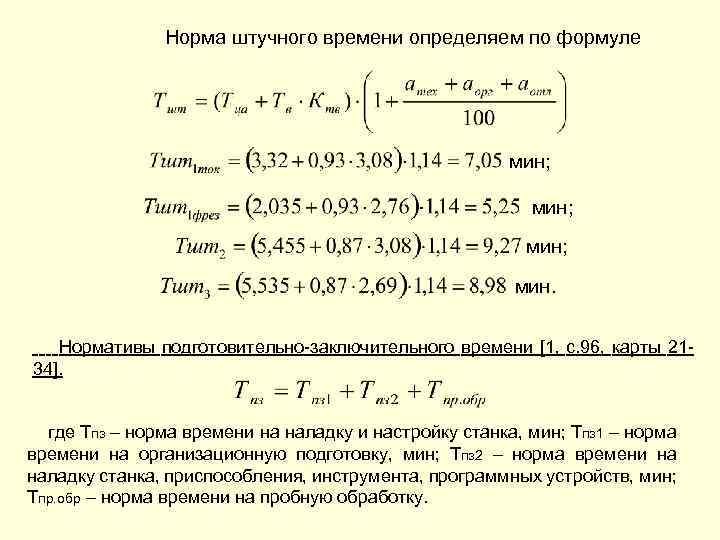 Норма штучного часу визначаємо за формулою хв; хв. Нормативи підготовчо-заключного часу. де ТПЗ - норма часу на наладку і настройку верстата, хв; ТПЗ 1 - норма часу на організаційну підготовку, хв; ТПЗ 2 - норма часу на наладку верстата, пристосування, інструмента, програмних пристроїв, хв; Тпр. обр - норма часу на пробну обробку.
Норма штучного часу визначаємо за формулою хв; хв. Нормативи підготовчо-заключного часу. де ТПЗ - норма часу на наладку і настройку верстата, хв; ТПЗ 1 - норма часу на організаційну підготовку, хв; ТПЗ 2 - норма часу на наладку верстата, пристосування, інструмента, програмних пристроїв, хв; Тпр. обр - норма часу на пробну обробку.
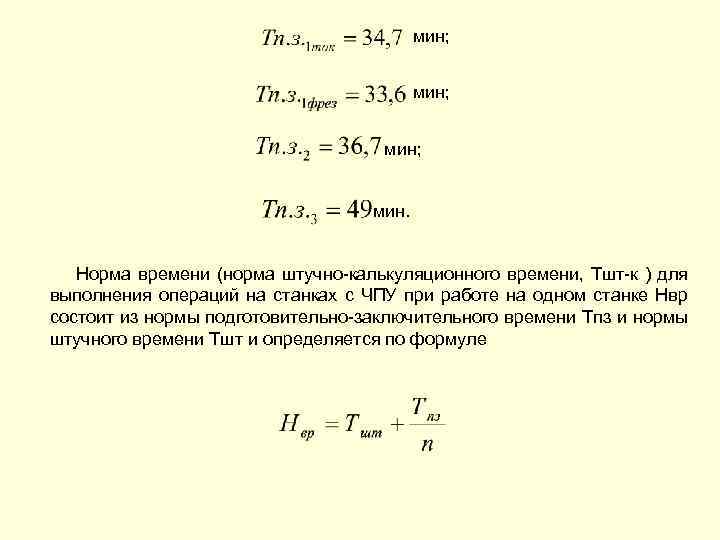 хв; хв. Норма часу (норма штучно-калькуляційного часу, Тшт-к) для виконання операцій на верстатах з ЧПУ при роботі на одному верстаті Нвр складається з норми підготовчо-заключного часу ТПЗ і норми штучного часу Тшт і визначається за формулою
хв; хв. Норма часу (норма штучно-калькуляційного часу, Тшт-к) для виконання операцій на верстатах з ЧПУ при роботі на одному верстаті Нвр складається з норми підготовчо-заключного часу ТПЗ і норми штучного часу Тшт і визначається за формулою





