Standardizzazione tecnica delle operazioni per macchine CNC. Qual è il processo di standardizzazione del lavoro di regolazione sulle macchine CNC. Tempo per un rifornimento della cassetta
2.2 Razionamento del lavoro del personale principale dell'organizzazione
Consideriamo il razionamento del lavoro del personale principale utilizzando esempi specifici.
1. Organizzazione, regolamentazione e remunerazione del lavoro delle macchine utensili.
Servizio multilinea- questo è un tipo di servizio in cui un lavoratore serve più macchine. Il servizio multilinea può essere individuale e di gruppo. La divisione del lavoro nelle brigate multistazione è qualificante o funzionale; in alcuni casi si ricorre al cosiddetto servizio di coppia, quando, ad esempio, due lavoratori della stessa professione e qualifica servono più macchine. Il servizio multi-stazione è più vantaggioso se il tempo macchina non sovrapposto è più lungo del tempo delle operazioni manuali, dell'osservazione attiva e delle transizioni. Tuttavia, spesso il servizio multistazione è economicamente fattibile anche quando questo equilibrio temporale viene violato, in particolare quando c'è carenza forza lavoro quando c'è attrezzatura gratuita.
Per stabilire norme temporali per ciascun elemento di un'operazione di produzione, indipendentemente dalla forma di organizzazione del lavoro, il lavoro analitico e di calcolo viene svolto separatamente. In questo caso, sono guidati dalla disposizione che la norma temporale per un'operazione deve soddisfare le seguenti condizioni di base:
1) il processo tecnologico prevede l'uso razionale e completo dei mezzi tecnici: attrezzature, impianti, strumenti e meccanismi coinvolti nell'opera;
2) Le modalità del trattamento sono stabilite sulla base delle migliori pratiche;
3) prevede il pieno carico della giornata lavorativa con il lavoro produttivo.
Considera l'ordine di normalizzazione dei tempi principali e ausiliari.
Le modalità di lavorazione sulla macchina sono selezionate dal tecnico in base al materiale, allo strumento e all'attrezzatura. Il tempo principale è determinato dalle formule a seconda del tipo di lavoro (tornitura, fresatura) per ciascuna transizione separatamente.
Quando si lavora su macchine per la lavorazione dei metalli, il tasso di consumo del tempo della macchina principale può essere determinato dalla formula (9):
a = li / n * S, (9)
dove to è il tempo normale, min; l è la lunghezza stimata della lavorazione, mm; i è il numero di passate; n è il numero di giri o doppie corse disponibili sulla macchina, al minuto; S è la velocità di avanzamento del utensile da taglio per giro o doppia corsa, mm.
Il razionamento del tempo ausiliario viene effettuato utilizzando standard che si stabiliscono a seconda del tipo di produzione: più differenziali - nella produzione di massa, il più allargato - nella produzione singola. Allo stesso tempo, vengono prima determinati i complessi di tecniche ausiliarie del lavoro. Quindi, nella produzione di massa, il tempo ausiliario per l'operazione è normalizzato secondo le seguenti serie di tecniche:
1) Tempo per l'installazione e la rimozione della parte. Gli standard temporali per l'installazione e la rimozione di una parte negli standard generali di costruzione delle macchine per il tempo ausiliario sono forniti per i metodi tipici di installazione e fissaggio, tenendo conto della loro posizione quando installati manualmente a una distanza di 0,5-1 m dalla macchina .
2) Il tempo associato alla transizione consiste nel tempo per avvicinare l'utensile al pezzo o alla superficie del pezzo, impostare l'utensile a misura, accendere l'avanzamento e ruotare il mandrino per prendere il chip di prova, misurare quando si prende il chip di prova , accendere la rotazione e l'avanzamento del mandrino, ritrarre l'utensile, ecc. ecc.
3) Il tempo associato alla modifica della modalità operativa della macchina e al cambio dell'utensile è costituito dal tempo di ricezione per la modifica della frequenza di rotazione del mandrino o delle corse della tavola, la quantità di avanzamento, il cambio dell'utensile, le parti mobili della macchina e accessori.
4) Il tempo per le operazioni di controllo include il tempo impiegato per le misurazioni di controllo, che vengono effettuate dopo la fine del trattamento superficiale.
Le peculiarità del salario di un lavoratore multiutensile sono determinate, prima di tutto, dalla necessità di tenere conto del grado di occupazione durante il turno di lavoro e di stabilire i pagamenti aggiuntivi appropriati alle aliquote tariffarie. Sono stabiliti in funzione del rapporto tra l'occupazione normativa e quella a progetto del lavoratore. Il livello massimo dei supplementi, di regola, non deve superare il 30% dell'aliquota tariffaria. Questo livello corrisponde all'uguaglianza del progetto e dei livelli normativi di occupazione, ovvero i pagamenti aggiuntivi aumentano all'aumentare dell'occupazione a progetto, ma solo finché il lavoratore ha tempo di riposare durante il turno.
2. Organizzazione, regolamentazione dei lavori di stampaggio e fonderia.
Quando si standardizzano i lavori di forgiatura e stampaggio, che includono stampaggio a caldo sotto martelli e presse, ricalcatura su macchine di forgiatura orizzontale e forgiatura libera, è necessario tenere conto delle seguenti caratteristiche di questo tipo di lavorazione del metallo:
1) La presenza di due processi paralleli: riscaldamento dei pezzi, deformazione del metallo e necessità di una determinazione separata del tempo per il riscaldamento dei pezzi, stampaggio (forgiatura) e rifilatura delle parti.
2) La natura brigata del lavoro e la necessità di assicurare un carico uniforme di ogni membro della brigata.
3) Un peso specifico insignificante del tempo di deformazione del metallo nello standard del tempo pezzo.
4) La necessità di determinare il tempo ausiliario per le singole operazioni e tecniche.
5) La necessità di applicare una modalità di tariffazione differenziata per il calcolo del tempo manuale e macchina.
6) Stabilire la norma temporale per i lavori di forgiatura e stampaggio nel massimo momento operativo di tutti i membri della squadra, poiché quando il processo di riscaldamento delle billette con il processo di deformazione del metallo viene eseguito in parallelo, il lavoro è organizzato in questo modo che il tempo di riscaldamento delle billette si sovrappone al tempo di forgiatura e in parte al tempo di servizio del luogo di lavoro, pertanto il tempo di riscaldamento di solito non è incluso nelle norme.
Il tasso di tempo unitario per la forgiatura su martelli e presse, a seconda della scala di produzione dei pezzi grezzi, è calcolato dalla formula (10):
tsht = (∑ (a * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
dove to è il tempo principale di un colpo di martello; Ky è il numero di colpi necessari per la deformazione del metallo; Km è il fattore di correzione per lo stampaggio di vari tipi di acciaio; tnstv è il tempo ausiliario per la forgiatura libera associato al prodotto; Кn è un fattore di correzione che tiene conto della variazione della velocità di lavoro in base alla dimensione del lotto.
I valori del fattore di correzione sono riportati nella tabella 28.
Tabella 28
Valori del fattore di correzione Kn
Nelle "Norme generali per la costruzione di macchine per la forgiatura su martelli e presse" il tempo ausiliario è dato tenendo conto del tempo delle pause di riposo e delle esigenze personali e del tempo delle pause associate all'organizzazione del processo tecnologico.
3. Organizzazione, razionamento dei lavori di montaggio e saldatura.
Il lavoro di fabbro sulla lavorazione dei pezzi è il taglio di metalli a freddo, eseguito con una mano o un utensile elettrico. Tale lavorazione mira a conferire ai pezzi la forma, le dimensioni e la rugosità superficiale richieste mediante taglio con seghetto, troncatura, limatura, raschiatura, foratura, filettatura e bisellatura, bave
eccetera.
Le caratteristiche tecnologiche dei processi elencati sono caratterizzate dagli strumenti e dalle attrezzature utilizzate per questo lavoro. Nel lavoro di assemblaggio, le operazioni possono essere eseguite direttamente nei siti di assemblaggio senza posizionare il prodotto in una morsa o su un banco di lavoro.
La standardizzazione dei lavori di montaggio e assemblaggio viene eseguita nella seguente sequenza:
1) determinazione dell'oggetto, delle finalità e delle modalità di razionamento;
2) analisi delle effettive operazioni di fabbro e montaggio, identificazione della conformità dell'organizzazione del lavoro nei luoghi di lavoro con i requisiti dell'ITU, la scelta di un'opzione razionale per il suo contenuto tecnologico, che garantisca il minor dispendio di tempo di lavoro nel rispetto dei requisiti tecnici per il trattamento;
3) la scelta degli standard di razionamento in funzione del tipo di produzione, della natura del lavoro;
4) progettare il contenuto del lavoro secondo le modalità di lavoro e individuare la rispondenza delle effettive condizioni di lavoro a quelle normative;
5) calcolo del tempo operativo per un'operazione basato sulla determinazione della durata dei singoli elementi di lavoro sulla base di materiali normativi. Il tempo operativo è determinato dalla formula (11):
Alto = ∑topi * k, (11)
dove topi è il tempo operativo dell'i-esimo complesso computazionale di opere, min; k è il fattore di correzione totale per cambiare le condizioni operative quando viene eseguito l'i-esimo complesso computazionale.
Nelle condizioni di produzione su piccola scala e monopezzo, il tempo operativo non viene assegnato durante la standardizzazione del lavoro di montaggio e assemblaggio e il calcolo viene eseguito in aggregato per tempo pezzo per ciascun i-esimo complesso computazionale.
6) Calcolo del tempo per il servizio del posto di lavoro, riposo e bisogni personali.
Il lavoro di fabbro e assemblaggio è per lo più manuale, quindi è difficile allocare tempo ausiliario. Esistono due tipi di tabelle nelle raccolte di standard per lavori idraulici e di montaggio (quando si normalizza per tempo operativo).
Nel primo tipo di tabelle, il tempo standard comprende il tempo principale e ausiliario, oltre al tempo preparatorio e finale, il tempo per il servizio del posto di lavoro e il tempo per il riposo e le esigenze personali. La velocità è impostata per unità di misura.
Nel secondo tipo di tabelle, il tempo di lavoro è dato con l'inclusione dei tempi ausiliari relativi al solo utensile o materiale del pezzo, ma non includendo il tempo associato all'intero pezzo o assieme.
Per quanto riguarda il razionamento della saldatura, possiamo dire che la saldatura elettrica, la saldatura a gas, a contatto e a fascio di elettroni sono utilizzate nell'ingegneria meccanica.
Qui, il momento principale è il tempo durante il quale avviene la formazione saldare fondendo la base e il materiale d'apporto (elettrodo, elettrodo o filo d'apporto).
Il tempo principale per saldare 1 m di cucitura è determinato dalla formula (12):
a1I = (60 * F * Þ) / (J * αн), (12)
dove F è l'area della sezione trasversale della cucitura, mm2; - peso specifico del metallo depositato, g / cm3; J - corrente di saldatura, a; αн - coefficiente di deposizione, g / a * h.
Gli elementi più comuni del tempo ausiliario, a seconda del prodotto e del tipo di attrezzatura per tutti i tipi di saldatura ad arco, includono il tempo di installazione, rotazione, rimozione del prodotto, fissaggio e sgancio delle parti e movimento del saldatore. Per tutti i tipi di saldatura ad arco, è impostato secondo gli standard.
Nella saldatura automatica e semiautomatica (cassetta), il tempo necessario per il rifornimento di una cassetta viene assegnato separatamente. L'elenco dei costi è riportato nella tabella 29.
Tabella 29
Tempo per un rifornimento della cassetta
Metodo di rifornimento |
Caratteristiche della cassetta |
Tempo per uno |
|
Peso (kg |
|||
Chiuso |
|||
meccanizzato |
Aprire |
||
Chiuso |
|||
4. Caratteristiche di standardizzazione delle operazioni di produzione automatizzate.
automatizzato processo di fabbricazione mostra che nell'organizzazione del lavoro, le sue forme sono influenzate dalla presenza sistemi automatici e dispositivi.
Il modo principale per automatizzare i processi di lavorazione meccanica di parti di produzione su piccola scala e una tantum è l'uso di macchine utensili a controllo numerico (CNC). Le macchine CNC sono macchine semiautomatiche o automatiche, tutte le cui parti in movimento eseguono automaticamente movimenti di lavoro e ausiliari secondo un programma prestabilito. La struttura di un tale programma include comandi tecnologici e valori numerici degli spostamenti dei corpi di lavoro della macchina. Il cambio di una macchina CNC, incluso un cambio di programma, richiede poco tempo, quindi queste macchine sono le più adatte per automatizzare la produzione su piccola scala.
Una caratteristica della standardizzazione delle operazioni di lavorazione meccanica delle parti su macchine CNC è che il tempo principale (macchina) e il tempo associato alla transizione costituiscono un unico valore Ta - il tempo di funzionamento automatico della macchina secondo il programma compilato dal tecnologo-programmatore, che consiste nel tempo principale del funzionamento automatico della macchina Toa e nel tempo ausiliario della macchina secondo il programma Tva, ovvero (13), (14), (15):
Ta = Toa + Tva, (13)
Toa = ∑ (Li/smi), (14)
Tva = Tvha + Brindisi, (15)
dove Li è la lunghezza del percorso percorso dall'utensile o parte nella direzione di avanzamento durante l'elaborazione della i-esima sezione tecnologica (tenendo conto della penetrazione e del superamento); avanzamento min-minuto in quest'area;i = 1, 2, ..., n- il numero di aree di elaborazione tecnologica; Tvha -
tempo per l'esecuzione dei movimenti ausiliari automatici (alimentazione del pezzo o degli utensili dai punti di partenza alle zone di lavorazione e svincolo, messa a misura dell'utensile, variazione del valore numerico e del senso di avanzamento); Il brindisi è il momento delle pause-stop tecnologici di avanzamento e rotazione del mandrino per controllare le dimensioni, ispezionare o cambiare utensile.
Sistema automatizzato flessibile(GPS)è un sistema di macchine e meccanismi progettati per elaborare varie parti strutturalmente e tecnologicamente simili in piccoli lotti, uno per uno, senza la partecipazione umana diretta. Componenti I GPS sono sottosistemi: tecnologico, di trasporto, di stoccaggio, di servizio strumentale e di controllo assistito da computer.
L'elemento centrale del GPS è flessibile sistema tecnologico(GTS), che è un insieme di macchine CNC multi-operazione (come un centro di lavoro) che elaborano direttamente gli articoli.
A seconda del numero di macchine nel FMS ci sono: modulo di produzione flessibile (FMP); flessibile linea di produzione(GPL); area di produzione flessibile (GPU); produzione flessibile di un'officina (GPP) e di un impianto (GPP).
Un modulo di produzione flessibile è un'attrezzatura tecnologica (macchina CNC) dotata di manipolatori o robot per il carico e scarico dei pezzi e un magazzino utensili. La caratteristica principale del PMG è la capacità di lavorare senza la partecipazione umana e la capacità di integrarsi in un sistema di livello superiore. La linea flessibile è composta da più moduli dotati di sistemi di trasporto e strumentali e controllati da microcomputer. Sezione flessibile - un tipo di GPL; si differenzia per la composizione e l'intercambiabilità delle attrezzature tecnologiche e delle modalità di trasporto.
Sottosistema di trasporto e accumuloè un insieme di magazzini automatici per pezzi e pezzi, accumulatori per macchine con carico e scarico automatico e veicoli automatici che servono per movimentare gli articoli lavorati dal magazzino alle macchine e viceversa (carrelli robotici, nastri trasportatori, rulliere, ecc. ) ).
Il sottosistema del servizio strumentale comprende magazzini di strumenti e dispositivi, un reparto di preparazione degli strumenti per il lavoro (affilatura, assemblaggio, magazzini di assemblaggio, ecc.) e un sistema automatizzato flessibile per l'installazione, la rimozione e lo spostamento degli strumenti dai magazzini e viceversa.
sottosistema controllo automatizzatoè un complesso di mezzi tecnologici con computer in grado di ricevere informazioni da sistemi automatizzati imprese: ACS ( orari di programmazione), CAD (disegno di un pezzo), ASTPP (processo tecnologico di elaborazione e controllo di un pezzo), trasformarlo tramite programmi di controllo, trasmettere comandi direttamente organi esecutivi apparecchiature di tutti i sottosistemi GPS.
Pertanto, ci sono due flussi di risorse che funzionano nell'FMS: materiale e informativo. Il flusso dei materiali assicura l'esecuzione di tutte le operazioni principali e ausiliarie della lavorazione degli oggetti: fornitura di semilavorati, utensili e loro installazione sulle macchine; lavorazione meccanica di parti; rimuovere i pezzi finiti e trasferirli in magazzino; cambio utensile e movimento; controllo della lavorazione e dello stato dell'utensile; pulizia dei trucioli e fornitura di fluido da taglio. Il flusso informativo fornisce: la sequenza, i tempi e il numero degli elaborati trattati, previsti dai piani di lavoro del Servizio di Frontiera dello Stato; trasferimento di programmi di elaborazione direttamente agli organi esecutivi di macchine utensili, programmi di lavoro di robot, meccanismi di installazione e trasferimento, programmi per la fornitura di pezzi grezzi, strumenti, materiali ausiliari, programmi di controllo per l'intero complesso e contabilizzazione del suo lavoro, nonché controllo di gruppo di macchine, meccanismi di stoccaggio del trasporto, sistema di servizio strumentale.
Le caratteristiche principali dei sistemi di produzione flessibile sono le seguenti:
1) I dipendenti del Servizio di frontiera dello Stato non sono direttamente coinvolti nell'impatto in materia di lavoro. Il loro compito principale è garantire il funzionamento efficiente dell'apparecchiatura. Con il cambiamento delle funzioni dei lavoratori, cambia la struttura dei costi del loro orario di lavoro. La maggior parte viene spesa per la regolazione, la manutenzione preventiva e la riparazione delle apparecchiature.
2) Il numero di unità di apparecchiature tecnologiche FPS supera il numero di dipendenti in ciascun gruppo: periti, meccanici, riparatori, ingegneri elettronici, ecc. Pertanto, è necessario stabilire relazioni ottimali tra il numero di unità di apparecchiature e il numero di dipendenti in ciascun gruppo, per normalizzare il tempo trascorso in due sezioni: in relazione alle attrezzature e ai lavoratori.
3) Per aumentare il livello di affidabilità del funzionamento del GPS, è necessario creare brigate end-to-end complesse con salari per il prodotto finale. Si tenga presente che minori sono i tempi di fermo delle apparecchiature durante e durante l'attesa del servizio, più ampio è il profilo di ciascun dipendente in relazione alle funzioni svolte e alle aree di servizio delle apparecchiature.
La teoria e l'esperienza di funzionamento del GPS esistente mostrano che attualmente le norme della durata delle operazioni in relazione all'attrezzatura (norme dell'intensità delle operazioni delle macchine utensili), le norme dell'intensità del lavoro, le norme del numero e della manutenzione sono del massima importanza pratica.
Per i calcoli pratici delle norme di durata, è necessario procedere dalla divisione del consumo di tempo normalizzato in diretto e indiretto. Il primo può essere calcolato in modo abbastanza accurato direttamente per un'unità di produzione di un dato tipo. Questi ultimi si riferiscono a tutti i prodotti fabbricati in un determinato luogo di lavoro o sito, e quindi sono inclusi nella durata normalizzata dell'operazione in proporzione al valore dei costi diretti.
La procedura per il calcolo degli standard di lavoro nel servizio di frontiera dello Stato è la seguente:
1) viene trovato il coefficiente di utilizzo dell'attrezzatura al momento del funzionamento automatico, necessario per soddisfare il programma di produzione;
2) sono determinati gli standard per il tasso di occupazione dei dipendenti di ciascun gruppo;
3) sulla base delle norme pertinenti, viene calcolata una versione preliminare dell'intensità del lavoro di ciascun tipo di lavoro e il numero di norme per ciascun gruppo di lavoratori;
4) sono determinati i coefficienti del carico di lavoro dei dipendenti di ciascun gruppo, corrispondenti alla versione adottata del numero di norme;
5) si imposta il coefficiente del tempo di azionamento automatico, corrispondente alla variante adottata delle norme del numero;
6) i fattori di carico dei dipendenti di ciascun gruppo e il tempo di lavoro automatico sono confrontati con i loro valori specificati;
7) viene determinato l'importo dei costi per i dipendenti di tutti i gruppi;
8) per la variante delle norme del numero, riconosciuta come ottimale, si trovano i valori delle norme della durata dell'esecuzione delle operazioni tecnologiche per ogni dettaglio;
9) in base alle norme del numero e della durata, vengono stabilite le norme dell'intensità del lavoro (tempo) per ogni dettaglio, ciascun gruppo di lavoratori e per la brigata nel suo insieme.
In condizioni produzione automatizzata, compresi i sistemi di produzione flessibili, diretti, di regola, si riferiscono solo al tempo impiegato nel funzionamento automatico delle apparecchiature. Si consiglia di includere i costi indiretti del tempo nella composizione della norma per la durata delle operazioni, in base alla seguente formula (16):
Нд = tа * (Тпл / (Тпл - Тнп)), (16)
dove t è il tempo di funzionamento della macchina in modalità automatica durante la fabbricazione di un'unità di produzione per una determinata operazione; Tpl è il fondo giornaliero pianificato del tempo di funzionamento del GPS; Tnp è la durata delle interruzioni normalizzate nel funzionamento del sistema tecnologico attrezzature associate alla manutenzione e all'attesa del servizio da parte dei lavoratori di tutti i gruppi durante Tpl.
Il valore di Тнп dovrebbe includere solo quelle interruzioni reali nel funzionamento dell'attrezzatura, che sono oggettivamente inevitabili nelle condizioni di un particolare GPS, in base al programma di manutenzione ottimale per l'attrezzatura, al programma di lavoro stabilito e al riposo dei lavoratori. La composizione dei beni di consumo è determinata dalle caratteristiche progettuali del sistema analizzato e dalle condizioni operative. Di norma, il valore di Тнп include la durata dei lavori di messa in servizio, regolazione, controllo, che non è coperta dal tempo macchina, il tempo di fermo delle apparecchiature associato alla manutenzione regolamentata dei sottosistemi meccanici, elettrici, elettronici e di altro tipo, il tempo di fabbricazione e controllo delle parti di prova, ecc. Quando si stabilisce la composizione del tipo, si dovrebbe cercare di sovrapporre il più possibile alcuni lavori con altri, di eseguirli in parallelo, di combinare le funzioni dei dipendenti del servizio di frontiera dello Stato, di utilizzare i vantaggi dell'organizzazione brigata del lavoro, della contrattazione collettiva.
In tutte le apparecchiature GPS, l'apparecchiatura non viene spenta durante il resto dei lavoratori, che dovrebbe essere installata su un programma scorrevole. Pertanto, il tempo per il riposo e le esigenze personali non sono inclusi nei beni di consumo. Viene preso in considerazione nel calcolo degli standard ottimali di servizio e del numero, che sono fissati a un livello che consente di implementare il tempo standard per il riposo a causa della sostituzione reciproca dei lavoratori.
Il secondo fattore può essere espresso in termini di fattore di utilizzo dell'attrezzatura in termini di tempo di funzionamento automatico (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
dove Ta è il tempo di funzionamento automatico dell'apparecchiatura per il periodo pianificato del suo funzionamento Tpl.
Il tempo medio di produzione normalizzato (tasso di durata) è determinato dalla formula (18):
Нд = tа / Cap, (18)
dove Cap è il fattore di utilizzo pianificato dell'attrezzatura al momento del funzionamento automatico.
La formula (18) è la più conveniente per la standardizzazione pratica della durata delle operazioni, poiché include due parametri utilizzati in tutti i calcoli tecnologici e organizzativi di base dell'FMS.
Per i calcoli pratici, è conveniente la seguente formula per la complessità delle operazioni (19):
т = (Нч / N * C * Ki) * Нд, (19)
dove N è il numero totale di moduli GPS; C è il numero di turni di funzionamento delle apparecchiature; Ki è il fattore di utilizzo pianificato delle apparecchiature.
Nel calcolare l'occupazione totale dei lavoratori SBS, è consigliabile prendere in considerazione separatamente il loro impiego con le funzioni principali - svolgere lavori di produzione e ulteriori - svolgere lavori di supporto (20):
Ks (X) = Kp (X) + Ko (X), (20)
dove Кп (Х) e Кп (Х) è il coefficiente di occupazione dei lavoratori di questo gruppo nell'esecuzione del corrispondente lavoro di produzione e di supporto.
L'organico ottimale del Corpo dei Vigili del Fuoco dello Stato è stabilito sulla base delle relazioni (21), (22):
(Х) ≤ Кзн, (21)
Ka (X) ≥ Kahn, (22)
Il coefficiente Ka (X) è determinato per ciascuna variante delle norme del numero di dipendenti secondo la formula (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
dove Тнп (Нч) è la durata delle interruzioni standardizzate nel funzionamento dell'attrezzatura, a seconda dell'opzione accettata per il numero di dipendenti, la forma di divisione e cooperazione del lavoro, le norme sulla manutenzione delle attrezzature e la modalità di lavoro e riposo.
Nelle condizioni delle linee automatiche (comprese le linee rotative e rotative) per il razionamento del lavoro, vengono utilizzate: norme per il numero di personale; norme per la durata delle operazioni di produzione; norme di tempo (intensità di lavoro delle operazioni) per singoli gruppi operai ed in generale per la brigata a servizio della linea; tassi di produzione; compiti normalizzati.
Il ruolo principale è svolto dalle norme sul numero del personale (regolatori, meccanici-riparatori, elettricisti, tecnici elettronici), la manutenzione della linea secondo le normative stabilite e l'attuazione del programma di produzione.
La base per il calcolo della velocità e della produzione nelle condizioni delle linee automatiche è la produttività tecnica (passaporto) della linea rm, che determina il numero di unità di produzione che possono essere ottenute da questa attrezzatura all'ora o in un'altra unità di tempo durante il funzionamento in modalità automatica.
La velocità di produzione è stabilita in base alle prestazioni tecniche dell'unità e al tasso di utilizzo della linea al momento del funzionamento automatico (24):
в = rm * Can, (24)
Dopo aver determinato il tasso di produzione, il tasso di intensità del lavoro (tempo) per i-esimo gruppo(professioni) lavoratori (25):
Нтi = Тпл * (Нчi / Нв), (25)
Sulla base della norma del numero, del tempo e della produzione, viene stabilito un compito standardizzato. Indica lo scopo del lavoro per la manutenzione regolamentata della linea nel periodo pianificato, il tempo per l'esecuzione di questi lavori, il numero standard di lavoratori, il volume pianificato della produzione della linea.
Se su una linea automatica vengono fabbricati prodotti con più nomi, è possibile eseguire i calcoli delle norme di tempo e produzione per insiemi di prodotti. Insieme a questo, per le linee multidisciplinari, può essere più opportuno calcolare le norme di durata e intensità di lavoro Нт secondo il metodo per GPS. In questo caso, i calcoli vengono eseguiti secondo le formule (26), (27):
Ndk = tak / Kan, (26)
тk = Нч * (Ндк / Ma), (27)
dove tak è il tempo di funzionamento automatico dell'apparecchiatura nella fabbricazione di parti del tipo k-esimo.
Lezione 6. Razionamento del lavoro svolto su macchine utensili a controllo numerico
Razionamento del lavoro svolto su macchine a controllo numerico
L'uso di macchine utensili a controllo numerico (CNC) è una delle principali aree di automazione del taglio dei metalli, consente di liberare un gran numero di attrezzature universali, nonché di migliorare la qualità dei prodotti e le condizioni di lavoro per gli operatori delle macchine. La differenza fondamentale tra queste macchine e le macchine convenzionali sta nello specificare un programma di elaborazione in forma matematica su uno speciale supporto del programma.
La norma del tempo per le operazioni eseguite su macchine CNC quando si lavora su una macchina è costituita dalla norma del tempo preparatorio e finale e dalla norma del tempo pezzo:
Il tempo preparatorio e finale è determinato dalla formula:
dove T pz - tempo di messa a punto e messa a punto della macchina, min;
Т пз1 - tempo per la preparazione organizzativa, min.;
T pz2 - tempo di messa a punto della macchina, dell'attrezzatura, dell'utensile, dei dispositivi software, min;
T pr.obr - tempo per l'elaborazione di prova.
La tariffa a cottimo si calcola con la formula:
Т Ц.а - tempo ciclo di funzionamento automatico della macchina secondo il programma, min.;
K t è un fattore di correzione per il tempo di esecuzione del lavoro ausiliario manuale, a seconda del lotto di pezzi.
![]()
dove T circa - il tempo (tecnologico) principale per l'elaborazione di una parte, min;
T mv - tempo macchina-ausiliario da programma (per accostamento di un pezzo o di un utensile dai punti di partenza alle zone di lavorazione e svincolo; impostazione del pezzo a misura, cambio utensile, cambio valore e direzione di avanzamento, tempo di pause tecnologiche, ecc.), min.
L i è la lunghezza del percorso percorso dall'utensile o pezzo nella direzione di avanzamento durante la lavorazione della sezione tecnologica i-ro (tenendo conto del tempo di penetrazione e superamento), mm;
S mi - avanzamento minuto a una determinata sezione tecnologica, mm / min;
i = 1,2 ... n è il numero di sezioni di elaborazione.
Il tempo principale (tecnologico) viene calcolato in base alle condizioni di taglio, che sono determinate secondo gli standard generali di costruzione delle macchine per il tempo e le condizioni di taglio per la standardizzazione del lavoro svolto su macchine a controllo numerico universali e multiuso. Secondo questi standard, il design e il materiale della parte tagliente dell'utensile vengono selezionati in base alla configurazione del pezzo, alla fase di lavorazione, alla natura del sovrametallo da rimuovere, al materiale da lavorare, ecc. È preferibile utilizzare uno strumento dotato di piastre di lega dura(se non ci sono restrizioni tecnologiche o di altro tipo sul loro utilizzo). Tali restrizioni includono, ad esempio, la lavorazione interrotta di acciai per alte temperature, la lavorazione di fori di piccolo diametro, velocità di rotazione insufficiente del pezzo, ecc.
La profondità di taglio per ogni fase di lavorazione è selezionata in modo tale da garantire l'eliminazione degli errori di lavorazione e dei difetti superficiali comparsi nelle fasi di lavorazione precedenti, nonché per compensare gli errori che si verificano in fase di lavorazione.
L'avanzamento per ogni fase di lavorazione viene assegnato tenendo conto delle dimensioni della superficie lavorata, della precisione e della rugosità specificate del materiale da lavorare e della profondità di taglio selezionata nella fase precedente. L'avanzamento selezionato per le fasi di sgrossatura e semifinitura viene verificato rispetto alla resistenza del meccanismo della macchina. Se non soddisfa queste condizioni, è ridotto ad un valore ammissibile dalla forza del meccanismo della macchina. L'avanzamento selezionato per le fasi di finitura e finitura della lavorazione viene verificato rispetto alla condizione di ottenere la rugosità richiesta. Il minore dei feed viene infine selezionato.
La velocità e la potenza di taglio vengono selezionate in base ai parametri dell'utensile precedentemente definiti, alla profondità di taglio e all'avanzamento.
La modalità di taglio nelle fasi di sgrossatura e semifinitura è controllata dalla potenza e dalla coppia della macchina, tenendo conto delle sue caratteristiche di progettazione. La modalità di taglio selezionata deve soddisfare le condizioni:
dove N è la potenza richiesta per il taglio, kW;
N e - la potenza effettiva della macchina, kW;
2M - doppia coppia di taglio, Nm;
2M st - doppia coppia sul mandrino della macchina, ammissibile dalla macchina per la forza del meccanismo o la potenza del motore elettrico, Nm.
La doppia coppia di taglio è determinata dalla formula:
P z - il componente principale della forza di taglio, N;
D - diametro della superficie trattata, mm.
Se la modalità selezionata non soddisfa le condizioni specificate, è necessario ridurre la velocità di taglio impostata in base al valore, alla potenza consentita o alla coppia della macchina.
Il tempo ausiliario associato all'esecuzione dell'operazione su macchine CNC prevede l'implementazione di una serie di lavori:
a) relativi all'installazione e rimozione della parte: "prendi e installa la parte", "allinea e fissa"; "Accendi e spegni la macchina"; "Slacciare, togliere la parte e mettere in un contenitore"; "Pulisci il dispositivo dai trucioli", "pulisci le superfici di base con un tovagliolo";
b) associato all'esecuzione di operazioni che non sono state incluse durante il ciclo di funzionamento automatico della macchina secondo il programma: "accendi e spegni l'unità a nastro"; "Impostare la posizione relativa specificata del pezzo e dell'utensile nelle coordinate X, Y, Z, se necessario, eseguire un riaggiustamento"; "Controllare l'arrivo di un utensile o pezzo in un determinato punto dopo la lavorazione"; "Fai avanzare il nastro perforato nella sua posizione originale."
V vista generale il tempo ausiliario è determinato dalla formula:
dove Т в.у - tempo per l'installazione e la rimozione di una parte manualmente o con un ascensore, min;
T v.op - tempo ausiliario associato al funzionamento (non compreso nel programma di controllo), min;
T v.meas - tempo ausiliario di non sovrapposizione per le misure, min.
Il tempo ausiliario per le misure di controllo è compreso nello standard pezzo solo se previsto dal processo tecnologico, e solo quando non può essere coperto dal tempo ciclo del funzionamento automatico della macchina.
Fattore di correzione (K t in) per la durata del lavoro ausiliario manuale, a seconda del lotto di parti lavorate, è determinato dalla tabella. 4.7.
Tabella 4.7
Fattori di correzione per il tempo ausiliario in base alla dimensione del lotto delle parti lavorate nella produzione in serie
Coefficienti di correzione per il tempo ausiliario in funzione della Mappa n. 1
sulla dimensione del lotto e delle parti lavorate nella produzione in serie
| Oggetto numero. | Tempo di funzionamento (Ttsa + TV), min., Fino a | Tipo di produzione | |||||||||
| Piccola quantita | Lotto medio | ||||||||||
| Numero di parti in un lotto, pz. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 e più | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Indice | un | B | v | G | D | e | F | S | e | ||
La manutenzione del posto di lavoro comprende i seguenti lavori:
· Cambio di un utensile (o di un blocco con un utensile) a causa della sua ruvidezza;
Consideriamo qual è il processo di valutazione. lavori di regolazione sulle macchine CNC e a cosa serve.
Effettuando lo sviluppo di processi complessi per la lavorazione di pezzi per macchine CNC e programmi che lo controllano, il criterio principale è lo standard temporale per la produzione di parti. Senza di esso, è impossibile calcolare lo stipendio per gli operatori delle macchine, calcolare un indicatore come la produttività del lavoro e il tasso di utilizzo delle attrezzature.
L'inizio del processo
Di solito, i lavoratori devono dedicare più tempo alla procedura di avvicinamento e retrazione, ai cambi di modalità e ai cambi di utensile. Pertanto, come parte del tempo dedicato alla lavorazione delle parti, viene presa in considerazione anche la durata del periodo di installazione. Il razionamento del lavoro inizia con la tempistica nelle condizioni operative della macchina. Con l'aiuto di un cronometro, viene registrato il tempo impiegato per installare una parte sulla macchina, quindi rimuoverla.
I minuti sono sprecati nella manutenzione del sito, le esigenze essenziali dell'operatore. Quando si lavora su una macchina di tornitura-alesatrice (a colonna singola), occorrono 14 minuti e su macchine a due colonne - 16 minuti.
Cosa è incluso nella manutenzione dei luoghi di lavoro
Il processo di manutenzione della macchina comprende:
- misure organizzative - ispezione della macchina, suo riscaldamento, collaudo dell'attrezzatura: funzionamento nel sistema idraulico e CNC. Ci vuole del tempo per ottenere istruzioni e strumenti dal master con un compito (abito, disegno, supporto software); presentare il primo campione ricevuto della parte al reparto di controllo qualità, lubrificare e pulire la macchina durante il periodo di turno, pulire il luogo di lavoro dopo il suo completamento. I costi del tempo costante per l'implementazione di un complesso di lavoro organizzativo sulle attrezzature di tornitura e giostra, in conformità con le norme, diventano 12 minuti. Quando sono richiesti ulteriori sforzi di servizio, viene introdotto un emendamento appropriato;
- misure tecniche - sostituzione di uno strumento smussato; regolazione delle macchine durante il turno e regolazione. Ce ne sono altri lavori obbligatori: Durante il processo di lavorazione, i trucioli devono essere costantemente rimossi dalle aree di taglio o tornitura.

Tempo speso per impostare la macchina
Nei documenti, che riflettono gli standard di lavoro, viene determinato il tempo per l'installazione dell'attrezzatura, a seconda del suo design. Se la lavorazione viene eseguita, le norme per l'installazione e la rimozione dell'utensile da taglio vengono prese come base per il calcolo.
Quando è necessario eseguire la correzione delle posizioni degli utensili per la lavorazione dei provini, il periodo di lavorazione del pezzo è compreso nella durata della fase preparatoria.
Lo standard per l'installazione e la manutenzione dei torni automatici è uno standard importante. Sono posati nel tempo totale per la produzione di una parte e, di conseguenza, formano indicatori economici lavoratore e la produzione nel suo complesso.

Raccolte di documenti normativi
I tariffari degli stabilimenti e degli stabilimenti dove vengono utilizzate macchine a controllo numerico e a programma utilizzano gli standard previsti nei documenti nel calcolo delle ore di lavoro:
- Tariffa unificata manuale di qualificazione lavori;
- Classificatore tutto russo delle professioni dei lavoratori;
- Libro di riferimento delle qualifiche unificato delle posizioni di manager e specialisti;
- Raccolte di norme di lavoro per il lavoro svolto per l'adeguamento delle apparecchiature programmabili.
IMPORTANTE! Tutta questa letteratura normativa è fondamentale per i manager di tutti i livelli e le strutture del personale.
Senza di esso, è impossibile determinare il tempo per completare una certa quantità di lavoro, il numero di specialisti che devono essere coinvolti e le norme temporali utilizzate nello sviluppo di mappe per i processi tecnologici.

Schede di installazione
Sotto la macchina di un certo tipo viene effettuato lo sviluppo di una durata strettamente standardizzata delle operazioni di commissioning della produzione e ad esso viene assegnata una carta di commissioning. Durante lo sviluppo, vengono presi in considerazione molti fattori per ottenere l'immagine finale.
Lo standard di tempo assegnato all'operatore della macchina prevede:
- le specifiche della procedura di diagnostica del parco macchine utensili;
- la presenza di diverse opzioni per la modalità di regolazione;
- rispetto dei requisiti di servizio.

Per determinare il tasso di intensità di lavoro (l'unità di misura è ore-uomo o minuti-uomo) di qualsiasi lavoro, viene preso in considerazione il tempo durante il quale una parte viene lavorata su una data macchina. Il normalizzatore opera anche con il concetto di cottimo, che determina il tempo totale in funzione delle tipologie di lavoro.
Di conseguenza, il tempo totale è suddiviso in segmenti principali e ausiliari, attività di manutenzione dell'ufficio; transizioni tra macchine durante il servizio multistazione; monitorare il flusso di lavoro; pause dovute al funzionamento dell'apparecchiatura.
L'Istituto del Lavoro ha i risultati della standardizzazione per le attrezzature di fresatura e foratura e gruppi di alesatura, torni e linee automatiche sono dotati di standard.
IMPORTANTE! Conoscendo gli standard, i manager determinano il grado di occupazione del lavoratore (viene calcolata la sua intensità di lavoro), distribuiscono le zone di lavoro e impostano il ritmo di lavoro ottimale.

Servizio multistazione - approcci alla tempistica
Nelle fabbriche con un alto grado di automazione, viene praticato il servizio multistazione di macchine CNC (forme di organizzazione del lavoro - in squadre, collegamenti e individualmente). Di conseguenza, le aree di servizio sono fisse.
Il servizio multistazione prevede il tempo dedicato a:
- preriscaldamento dell'attrezzatura al minimo, se previsto dalle istruzioni per l'uso per l'attrezzatura di rotazione;
- lavorare secondo il programma di controllo della macchina con la manutenzione del posto di lavoro;
- installazione di pezzi grezzi, rimozione di parti e controllo della loro qualità;
- rifornimento delle esigenze personali dell'operatore;
- perdita del piano pianificato;
- attuazione della fase preparatoria e finale del lavoro;
La classificazione del lavoro a più stazioni è effettuata per lavoro; zone, tipologie e impianti; funzioni svolte dal multi-tool.

Sistemi e metodi di manutenzione delle macchine utensili
Le imprese praticano un sistema di servizio ciclico - nei luoghi di lavoro e nelle linee di produzione per macchine utensili che hanno un periodo di tempo uguale o simile durante il quale la parte viene lavorata. È caratterizzato da un flusso costante di richieste. Non ciclico significa che l'operatore va immediatamente a riparare la macchina, dove è terminata la modalità di funzionamento automatico. È caratterizzato da richieste di servizio occasionali.
Sono possibili anche altri metodi:
- watchdog, - l'operatore monitora l'intero parco macchine a lui assegnato, determinando lungo il percorso la necessità di manutenzione. In caso di priorità, la sequenza della manutenzione è determinata dall'operatore, in base al costo delle parti lavorate.
- percorso, consiste nel bypassare un gruppo di macchine lungo un percorso prestabilito.
La manutenzione di più macchine con la stessa o diversa durata delle operazioni di lavorazione del pezzo ha le sue sfumature. Tuttavia, tutti sono soggetti a standardizzazione nel corso di un'attenta progettazione del processo produttivo.

Conclusione
Sulle macchine CNC per la standardizzazione dei lavori di regolazione, è necessario tenere conto di molte sfumature quando si calcola la durata delle varie operazioni.
Determinando il tempo di lavorazione finale di un pezzo su una macchina (stiamo parlando di un tornio o), si calcolano le norme per l'intero parco macchine.
Pagina 1

pagina 2

pagina 3

pagina 4

pagina 5

pagina 6

pagina 7

pagina 8

pagina 9

pagina 10

pagina 11

pagina 12

pagina 13

pagina 14

pagina 15

pagina 16

pagina 17

pagina 18

pagina 19

pagina 20

pagina 21

pagina 22

pagina 23

pagina 24

pagina 25

pagina 26

pagina 27

pagina 28

pagina 29

pagina 30
UFFICIO CENTRALE DELLE NORME DEL LAVORO DEL COMITATO DI STATO DELL'URSS PER LE QUESTIONI SOCIALI E DEL LAVORO
NORME COSTRUTTIVE GENERALI DEI TEMPI E DEI MODI DI TAGLIO per la standardizzazione del lavoro svolto su macchine utensili universali e polivalenti a controllo numerico
NORME DI TEMPO
ECONOMIA DI MOSCA 1990
Le norme sui tempi e le modalità di taglio sono approvate dal decreto Comitato di Stato URSS per il lavoro e questioni sociali e il Segretariato del Consiglio centrale dei sindacati di tutta l'Unione del 3 febbraio 1988 N9 54 / 3-72 e sono raccomandati per l'uso nelle imprese di costruzione di macchine.
Il periodo di validità degli standard è fino al 1994.
Con l'entrata in vigore di questa raccolta, vengono cancellati gli standard generali di costruzione delle macchine per i tempi e le modalità di taglio per i lavori eseguiti su macchine utensili per il taglio dei metalli con controllo programmato (Moscow State Research Institute of Labor, 1980).
Gli standard temporali e le modalità di taglio (4.1 e L) sono stati sviluppati dal Central Bureau of Labor Standards, il Chelyabinsk Polytechnic Institute intitolato a V.I. Lenin Komsomol, Ryazan e Minsk rami dell'Istituto "Orgstakkinprom" con la partecipazione di organizzazioni di ricerca normativa, imprese di ingegneria meccanica.
La prima parte contiene gli standard di tempo ausiliario per l'installazione e la rimozione della parte associata all'operazione; per misure di controllo; al servizio del posto di lavoro; pause per riposo e necessità personali; standard di tempo per l'installazione delle attrezzature; per impostare l'utensile fuori dalla macchina; una metodologia per il calcolo delle tariffe di servizio, delle tariffe orarie e della produzione in servizio multistazione.
La seconda parte contiene le norme per le condizioni di taglio e tutti i dati sul calcolo del tempo principale e del tempo ausiliario della macchina, ovvero calcolare il tempo ciclo di funzionamento automatico della macchina secondo il programma.
Gli standard di tempo e condizioni di taglio sono sviluppati per calcolare le norme di tempo per il lavoro svolto sui tipi più comuni di apparecchiature universali e multiuso a controllo numerico (CNC), utilizzate nell'ingegneria meccanica in condizioni di produzione di media e piccola scala .
Gli standard dei tempi e delle modalità di taglio riguardano il lavoro di regolatori di macchine utensili e manipolatori a controllo programmato, operatori di macchine utensili a controllo programmato, fabbri-utensilisti.
La pubblicazione è destinata agli standard setter e ai tecnologi, nonché ad altri ingegneri e tecnici impegnati nello sviluppo di programmi di controllo e nel calcolo di standard di manutenzione, tempi e risultati tecnicamente giustificati per le macchine CNC.
Al termine della raccolta è presente un modulo di recesso, che viene compilato dall'azienda, dall'organizzazione e inviato al CENT. 109028, Mosca, st. Solyanka, 3, edificio 3.
Fornire regolamentazioni intersettoriali e materiale didattico per il lavoro viene svolto su richiesta di imprese e organizzazioni attraverso la rete di vendita di libri locale. Le informazioni su queste edizioni sono pubblicate nel Annotated piani tematici pubblicazione di letteratura della casa editrice Economia ”e Bollettini di vendita di libri.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Central Bureau of Labor Standards of the USSR State Committee on Labour and Social Issues (TsBNT), 1990
Tempo unitario per montaggio, regolazione e smontaggio del kit ipprumemm n.i d> * tale operazione è determinata dalla formula
^ "Un * = C ^ shlr1 T ^" | e pr 2 * ^ H1I | x) * (1 * 1 M
dove T shlchzh - tempo pezzo per il montaggio, la regolazione e lo smontaggio di un set di strumenti per un'operazione di dettaglio, min; n - il numero di intrum sintonizzabili mu per dstalso-operazione, pz; T t ... T w> fa - tempo pezzo per montaggio, messa a punto e pa: * Cx> pku per diversi tipi di strumenti inclusi nel kit, min.
1.8. La tariffazione del lavoro dovrebbe essere effettuata secondo il tariffario unificato e il libro di riferimento delle qualifiche del lavoro e delle professioni dei lavoratori (emissione 2, approvato dal decreto del Comitato statale dell'URSS sul lavoro e sulle questioni sociali e il Consiglio centrale del commercio dell'Unione Sindacati del 16 gennaio 1985 n. 17/2-541, tenuto conto delle successive integrazioni e modifiche ad esso La discrepanza tra le qualifiche del lavoratore e la categoria di lavoro stabilita non può fungere da base per eventuali modifiche delle norme temporali calcolato in base alla raccolta.
1.9. Con il miglioramento delle macchine CNC e dei sistemi di controllo, così come in quei casi, il kosha nelle imprese ha già raggiunto un livello più alto)! produttività del lavoro con prestazioni di lavoro di alta qualità, riducendo i fattori di correzione possono essere impostati per gli standard di tempo.
Nei casi in cui le norme locali in vigore presso le imprese siano inferiori a quelle calcolate secondo le norme, le norme vigenti devono essere lasciate invariate.
1.10. Gli standard temporali sono attuati secondo le modalità prescritte dal "Regolamento sull'organizzazione delle norme del lavoro in ambito nazionale | (0)", approvato dal decreto del Comitato statale dell'URSS sul lavoro e le questioni sociali e il Presidium di tutti -Consiglio centrale sindacale dei sindacati del 19 giugno 1986 n. 226/II-6.
L11. Per chiarire la procedura per l'utilizzo degli standard temporali, di seguito sono riportati esempi di calcolo del tempo di preparazione e dell'unità di tempo per l'impostazione dello strumento.
Esempi di calcolo delle norme del tempo, delle condizioni di taglio e del tempo di funzionamento automatico del mulino secondo il programma sono forniti nella II parte della raccolta nelle sezioni corrispondenti.
1.12. Esempi di calcolo delle norme del tempo preparatorio e finale e del tempo pezzo per la messa a punto dello strumento
1.12.1. Esempi di calcolo delle norme dell'ausiliare - ^ tempo finale
Dati iniziali
1. Il nome dell'operazione - girando e girando.
2. La macchina è un tornio a torretta CNC.
3. Modello macchina - 1P426DFZ (diametro della barra lavorata - 65 mm).
4. Modello del dispositivo CNC - "Elettronica NTs-ZG, supporto di programma - memoria.
5. Nome della parte - pistone dell'amplificatore.
6. Materiale lavorato - acciaio 45, peso - 0,5 kg.
7. Il modo di installare la parte è in un mandrino portapinze.
8. Condizioni di lavoro: consegna centralizzata a posto di lavoro spazi vuoti, strumenti, dispositivi, documentazione e loro consegna dopo l'elaborazione di un lotto di parti; ricevere il briefing prima di iniziare la lavorazione della parte. Viene eseguita la lavorazione di gruppo delle parti (il mandrino portapinze non è installato sul mandrino della macchina).
Il programma di lavorazione del pezzo è stato compilato da un software engineer, inserito nella memoria del sistema CNC da un tornitore-operatore; il programma contiene 17 formati elaborati.
9. Il numero di strumenti nella configurazione - 5:
1. Fresa 2120-4007 T15K6 (scanalatura).
2. Taglierina 2102-0009 (diritta).
3. Fresa speciale (scanalatura).
4. Taglierina 2130-0153 T15K6 (troncatrice).
5. Forare 2301-0028 (foro 010).
|
||||||||||||||||||||||||||||||||||||
|
Elaborazione di prova 6 Il pezzo è preciso (ha superfici con tolleranze per diametri superiori all'11° qualificatore, scanalature) per »quattro utensili e quattro misurati Mappa 29, 8.8 dal diametro delle superfici (due superfici esterne: pos. 27, 0 50,3 MO e O 203 MO; una scanalatura b = 6; ind. G; esempio onel scanalatura-sottosquadro 0 30 cat. 2, 3 |
||||||||||||||||||||||||||||||||||||
Carta 29, 8.8 + t
nota 1
Tempo totale di preparazione e finale per un lotto di parti
1. Il nome dell'operazione: tornitura e giostra.
4. Modello del dispositivo CNC-N55-2, programma medio - nastro perforato.
5. Nome della parte - flangia. "L.
6. Materiale lavorato - ~ ghisa SCH20, peso -1500 kg.
7. Il modo di installare la parte: in quattro camme con scatole, ciascuna è fissata con sei bulloni sul frontalino della macchina.
8. Condizioni dell'organizzazione del lavoro: la consegna di strumenti, dispositivi, documentazione, spazi vuoti sul posto di lavoro e la loro consegna dopo la fine della lavorazione di un lotto di parti viene eseguita dall'operatore (regolatore).
L'utensile sull'utensile per la messa a punto fuori macchina non è preimpostato.
9. Il numero di utensili nell'impostazione - 4 (inclusa una fresa per scanalatura, gli utensili 1 e 2 - dall'impostazione precedente):
1. Taglierina 2102-0031ВК8 (diritta).
2. Fresa 2141-0059 BK8 (noiosa).
3. Fresa 2140-0048 BK8 (noiosa).
4. Fresa НЖ212-5043 (scanalatura).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Prova * elaborazione Pezzo preciso (ha superfici con tolleranze di diametro oltre l'undicesimo qualificatore, scanalatura) foratura della scanalatura - un utensile, una scanalatura (08OOON9X07OOO) foratura e rettifica di superfici esterne ed interne - tre utensili, tre di diametro superficiale variabile - 0 1150h9.0 800H9, Mappa 30, pos.49, ind. a Mappa 30, pos. 5, inl. in, tutto Mappa 30, nota 1 25,5 0,85 - 21,7 263 |
||||||||
E t circa g circa t
Tempo totale di preparazione e finale per un lotto di pezzi
T "-T u1 + T" a + T yarb ^ 91.9
Dati iniziali
1. Il nome dell'operazione sta cambiando.
Z Machine - mandrino per tornio con CNC.
3. Modello macchina - 1P756DFZ (il diametro maggiore del prodotto installato sopra il letto - 630 mm).
4. Modello del dispositivo CNC - 2C85, supporto software - nastro perforato, memoria.
5. Nome della parte - flangia.
6. Materiale lavorato - ghisa SCH25, peso - 90 kg.
7. Metodo di installazione della parte - in un mandrino a tre griffe.
8. Condizioni dell'organizzazione del lavoro: consegna * / sul posto di lavoro di strumenti, dispositivi, documentazione, spazi vuoti e la loro consegna dopo l'elaborazione di un lotto di parti viene eseguita dall'operatore (regolatore). Viene eseguita la lavorazione di gruppo delle parti (il mandrino sinuoso non è installato sul mandrino della macchina).
Il programma di lavorazione del pezzo è stato compilato da un ingegnere del software e inserito nella memoria del sistema CNC da un tornitore. Il programma contiene 20 formati elaborati.
aggiustamenti):
1. Taglierina 2102-0005 (diritta).
2. Fresa 2141-0604 (noiosa).
3. Fresa 2141-0611 (noiosa).
4. Fresa НЖ 2126-5043 (scanalatura).
5 Il numero di strumenti nel setup - 4 (strumenti 1 e 2 - dal precedente
Mappa, polizia, indice
Tempo, missione
*1.0
1 Preparazione organizzativa
Mappa 21.on 1). 2,3,4, compl. NS
zione e consegna dopo l'elaborazione di un lotto di parti; ricevere il briefing prima di iniziare la lavorazione delle parti; il montaggio dell'utensile viene effettuato in un'apposita area per l'impostazione degli utensili delle macchine CNC.
9. Il numero di strumenti nel setup - 25 (quattro strumenti: 1.12, 24.25 - dal setup precedente):
1. Fresa 6221-106.005 (piano 800x800).
2. Fresa per semifinitura (foro 0 259.0).
3. Fresa di finitura (foro 0259DN9).
4. Fresa per semifinitura (foro 0169.0).
5. Fresa di finitura (foro 0169.5H9).
6. Fresa per sgrossatura (foro 0 89).
7. Fresa per semifinitura (foro 0 89.5).
8. Fresa di finitura (foro 0 90js6).
9. Fresa per sgrossare (foro 0 79).
10. Fresa per semifinitura (foro 0 79.5).
Taglierina di finitura 1L (foro 0 80js6).
12. Fresa a disco 2215-0001VK8 (sottostima di 0 205).
13. Fresa per sgrossare (foro 0 99).
14. Fresa per semifinitura (foro 0 99.5).
15. Taglierina di finitura (foro 0100js6).
16. Fresa per semifinitura (sottosquadro 0130).
17. Trapano 23004) 200 (foro 0 8.6).
18. Toccare 26804Yu03 (filo K1 / 8").
19. Forare 2301-0046 (foro 014).
20. Forare 2301-0050 (foro 015).
21. Svasatore 2320-2373 n. 1ВК8 (foro 015.5).
22. Alesatore 2363-0050H9 (foro 015.95H9).
23. Alesatore 2363-00550H7 (foro 016H7).
24. Foratura 2317-0006 (centratura).
25. Foratura 2301-0061 (smussi).
|
Strega, posizione, indice |
Tempo, min |
||
|
Preparazione organizzativa Totale T P11 |
Mappa 25, pos. 1,3,4, ind. B |
4,0 + 2,0 + 2,0 8,0 |
|
|
Configurazione della macchina * dispositivi, strumenti, dispositivi software: | |||
|
installare l'apparecchio e lucidare |
Mappa 25, pos. 13 | ||
|
spostare il tavolo, la paletta e un'area comoda per la regolazione |
Mappa 25, pos. venti | ||
|
impostare le modalità iniziali della macchina (velocità mandrino) |
Mappa 25, pos. 21 | ||
|
installare i blocchi degli strumenti nel caricatore e rimuovere 21 strumenti |
Mappa 25, pos. 22 | ||
|
inserire il supporto nel lettore e rimuovere |
Carta 25, FS 24 | ||
|
controllare l'operatività del lettore e del nastro perforato |
Carta 25, FSU 25 | ||
|
impostare le coordinate X e Y originali (regolare la posizione zero) lungo la superficie cilindrica |
Mappa 25, cap. 29 | ||
|
impostare l'utensile sulla lunghezza di lavorazione (lungo l'asse Z per sei utensili: 1,7,12,16,24 e 25) |
Carta 25, FSh 30 | ||
|
T totale „2 | |||
|
E | " O l O L Z S II e s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
In prova offshore La parte è accurata (ha superfici con tolleranze per lmams * t * ry su I-grade, canoe) per quattro strumenti e tre misurati da dipmshru K; ipta 2.4, 8.9 superfici - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Totale T p lb Ka r "." 2K, b.V + 1 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Tempo totale per un lotto di parti
T "1 + T" 2 + T pr.obr
Esempio 5 Dati iniziali
1. Il nome dell'operazione è fresatura verticale.
2. Macchina - fresatura verticale con CNC.
3. Modello macchina - 6R13RFZ (con lunghezza tavola -1600 mm).
4. Modello del dispositivo CNC - NZZ-1M; supporto software - nastro perforato.
5. Nome della parte - striscia.
6. Materiale lavorato - acciaio 45, peso -10 kg.
7. Il modo di installare la parte - in un dispositivo di assemblaggio universale regolabile (USP).
8. Condizioni dell'organizzazione del lavoro: consegna centralizzata di pezzi grezzi, strumenti, dispositivi, documentazione sul posto di lavoro e loro consegna dopo l'elaborazione di un lotto di parti; ricevere il briefing prima di iniziare la lavorazione delle parti.
9. Il numero di strumenti nella configurazione - 6 (strumenti 1 e 5 - dalla configurazione precedente):
1. Forare 2317-003 (centratura).
2. Forare 22-2 (foro 0
3. Fresa speciale (per gola b = 20).
4. Fresa 2234-0007 (per scanalatura b = 8H9).
5. Forare 6-1 (foro 0 6).
6. Svasatore 2350-0106 VK6 (understatement 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Elaborazione di prova Scanalatura di fresatura b e scanalatura AH9 e L * 634 Scheda 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
T totale pro60 _
Tempo totale di preparazione e finale per un lotto di pezzi
Toz 1 + T e # 2 + Tprobr
1.12.2. Esempio di calcolo del tempo di attrezzaggio pezzo
Dati iniziali
1. Il nome dell'operazione: montaggio, regolazione e smontaggio di una serie di strumenti necessari per la lavorazione di parti su una macchina di perforazione-fresatura-alesatrice.
2. Il nome del dispositivo - BV-2027, con indicazione digitale.
3. Caratteristiche della macchina - conicità 7:24 n. 50.
4. Condizioni dell'organizzazione del lavoro: la consegna degli strumenti e della documentazione tecnica sul posto di lavoro dell'attrezzista è effettuata dai lavoratori della produzione del servizio, lo smontaggio dello strumento utilizzato è effettuato dall'utensilista.
|
Tempo a pezzi, missioni | |||||
|
Strumento applicato |
Mappa, posizione, indice |
kya us-groyku e raccolta * ku |
per lo smontaggio | ||
|
Punta 0 83, mandrino portapunta, manicotto |
tipo di connessione - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 tacche М10, mandrino autofilettante regolabile, supporto |
tipo di connessione - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Punta a penna 0 32, mandrino, manicotto |
tipo di connessione - 1 | ||||
|
4 Mandrino fresa regolabile per Card 38, fissaggio obliquo, taglio, supporto tipo di connessione - 3, 0 foro - 80 mm | |||||
2. SERVIZIO MULTISTAZIONE
2.1. Per sviluppare e migliorare l'efficienza della manutenzione multistazione delle macchine utensili a controllo numerico (CNC), l'impresa deve creare determinate condizioni organizzative e tecniche che aumenteranno significativamente la produttività degli operatori e dei regolatori. Il lavoro sulla manutenzione delle macchine CNC prevede la combinazione delle funzioni dell'operatore e del regolatore.
2.2. La forma economicamente più fattibile di organizzazione del lavoro nelle aree delle macchine CNC è il collegamento (gruppo). Nel caso di un modulo di collegamento (gruppo), una determinata area di servizio viene assegnata a un collegamento o gruppo di lavoratori inclusi nella brigata.
L'esperienza delle imprese testimonia il vantaggio della forma di collegamento dell'organizzazione del lavoro durante la manutenzione delle macchine CNC, che garantisce il miglior utilizzo dell'orario di lavoro e delle attrezzature.
La migliore divisione del lavoro nella manutenzione dei luoghi di lavoro delle macchine CNC è considerata quella in cui l'operatore multiutensile e il regolatore hanno, insieme alle separate, alcune delle funzioni comuni. Le funzioni comuni includono l'esecuzione di lavori operativi, la regolazione delle macchine utensili; le funzioni di regolazione dell'apparecchiatura sono eseguite dal tecnico dell'assistenza. Questa divisione del lavoro ha benefici economici e sociali. La capacità di svolgere le stesse funzioni da due operatori consente di ridurre i tempi di fermo delle attrezzature dovuti alla coincidenza della necessità di manutenzione di più macchine e migliorare l'utilizzo del tempo di lavoro. Allo stesso tempo, la padronanza delle funzioni di regolazione da parte dei lavoratori multi-strumento aumenta il contenuto del loro lavoro, crea opportunità per la crescita delle qualifiche.
2.3. Per introdurre il servizio multistazione e l'uso razionale dell'orario di lavoro, è necessario creare un ambito di lavoro sufficiente per ciascun lavoratore. L'attrezzatura e l'attrezzatura organizzativa dovrebbero essere posizionate in modo conveniente, soddisfare i requisiti della forma di organizzazione del lavoro della brigata. Per questo, la progettazione dell'organizzazione dei luoghi di lavoro per i lavoratori multistazione viene eseguita secondo gli schemi presentati nella sezione 3.5. La preferenza dovrebbe essere data ai regimi, per i quali 2 garantiscono il pieno carico di lavoro del lavoratore con lavoro attivo, la più breve durata delle transizioni all'interno del posto di lavoro e una buona visibilità di tutte le macchine.
Distinguere tra manutenzione ciclica e non ciclica delle macchine in un luogo di lavoro a più stazioni. Con la manutenzione ciclica, l'operatore esegue in sequenza tecniche di lavoro ausiliario, passando da una macchina all'altra. Con la manutenzione non ciclica, l'operatore si avvicina alla macchina su cui è terminato il lavoro automatico, indipendentemente dalla posizione delle macchine sul sito.
2.4. Calcolo delle tariffe del servizio
2.4.1. Le tariffe del servizio sono stabilite tenendo conto dell'importo normale dell'occupazione - K sì. Quando si lavora su macchine CNC, tenendo conto di operazioni tecnologiche eterogenee con una nomenclatura mutevole delle parti prodotte, C l l - 0,75 ... 0,85. Quando si lavora su macchine duplicatrici K A5 = 0,85. D95.
Z42. Il calcolo del numero di macchine servite da un lavoratore è necessario per la manutenzione delle apparecchiature CNC disponibili sul sito e il numero del collegamento viene effettuato secondo le formule:
a) quando si lavora su macchine di backup
P s = (-bs- + 1) K L1; (21)
b) quando si lavora su macchine che fabbricano prodotti eterogenei,
"c = + 1) k, (2-2)
dove è il tempo di ciclo del funzionamento automatico della macchina (tempo programmato dalla macchina per la lavorazione di un pezzo, lavoro di un manipolatore o di un robot, non sovrapposto al tempo di lavorazione di un pezzo), min (secondo la formula 13); 2j è la somma del tempo
le parti lavorano (secondo il programma e il lavoro del manipolatore o del robot) sul posto di lavoro per il periodo di un ciclo, min; T, - il tempo di impiego del lavoratore mediante l'esecuzione di lavori manuali, macchine-manuali, monitoraggio attivo dell'avanzamento del processo tecnologico, ecc., min; Jj T a - la somma del tempo trascorso dal lavoratore su tutte le macchine servite per il periodo di un ciclo, min; - l'ammontare normale dell'occupazione.
Il numero di collegamenti è calcolato dalla formula
S - -b "-, (23)
dove S è il numero di collegamenti necessari per il servizio delle apparecchiature disponibili sul sito, persone; Pu Ch - il numero di macchine CNC installate sul sito; n s - il numero di macchine servite da un lavoratore.
T, - T, y + TYo, + T MM (+ T + T n + T ^, (2.4)
dove T lu è il tempo per l'installazione e la rimozione della parte manualmente o con un ascensore, min; Tjo „- tempo ausiliario associato all'operazione (non compreso nel programma di controllo), min; T è il tempo di monitoraggio attivo del processo tecnologico, min; T p è il tempo di transizione di una macchina multiutensile da una macchina all'altra (durante un ciclo), min (mostrato in Tabella 2.4); T m - tempo ausiliario per misure di controllo, min; - tempo di servizio sul posto di lavoro, min.
2.43. Il numero di macchine nei luoghi di lavoro a più stazioni è determinato sulla base di un calcolo comparativo della produttività del lavoro e dei costi di elaborazione, in particolare durante l'installazione di apparecchiature costose, come le macchine CNC multiuso.
Il numero conveniente di macchine servite da una macchina multistazione può essere determinato confrontando i costi associati al funzionamento di una macchina e delle attrezzature multistazione, quando si utilizzano le macchine e le varie opzioni per le attrezzature sottoposte a manutenzione.
Nel calcolare il numero di macchine revisionate corrispondente ai costi totali più bassi di esecuzione delle operazioni, tenere conto dei costi di esecuzione delle operazioni, dei costi del lavoro materializzato necessario per produrre lo stesso volume di prodotti, che includono i costi di ammortamento, i costi per le riparazioni correnti e manutenzione, elettricità, dopo 0
il rapporto e il tasso di occupazione K /. 3
1. PARTE GENERALE
1.1. Le norme di tempo e condizioni di taglio sono destinate alla regolamentazione tecnica del lavoro svolto su macchine universali e multiuso con. controllo numerico nelle condizioni di produzione su piccola e media scala. Una delle principali caratteristiche del tipo di produzione è il coefficiente di consolidamento delle operazioni (K ^), calcolato dalla formula
dove O è il numero di diverse operazioni; P è il numero di lavori che eseguono varie operazioni.
Il coefficiente di messa in sicurezza secondo GOST 3.1121-84 è considerato uguale a:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Il valore del fattore di fissazione dell'operazione è preso per un periodo di pianificazione pari a un mese.
La raccolta si basa sulla tipologia di produzione a lotti medi. Per le imprese di tipo produttivo su piccola scala o per singole sezioni di tipo produttivo a lotti medi operanti in condizioni di produzione su piccola scala, vengono applicati fattori di correzione per il tempo ausiliario.
1.2. Quando si introduce una forma di organizzazione del lavoro a brigata (link, gruppo), gli standard possono essere utilizzati per calcolare gli standard di servizio, gli standard temporali complessi, i tassi di produzione e di organico.
13. L'uso di macchine utensili a controllo numerico è una delle principali direzioni dell'automazione del taglio dei metalli, offre un significativo effetto economico e consente di liberare un gran numero di attrezzature universali, oltre a migliorare la qualità dei prodotti e del lavoro condizioni per gli operatori delle macchine. Il massimo effetto economico dall'introduzione di macchine utensili mediante controllo numerico si ottiene durante la lavorazione di parti di un profilo complesso, che è associato a parametri di taglio in continua evoluzione (velocità, direzione di avanzamento, ecc.).
L'utilizzo di macchine utensili a controllo numerico al posto di attrezzature universali consente:
utilizzare il servizio multistazione e la forma di organizzazione del lavoro in brigata (link, gruppo);
aumentare la produttività del lavoro riducendo il tempo di lavorazione ausiliario e macchina sulla macchina;
escludere operazioni di marcatura e controllo interoperativo; a causa dell'abbondante raffreddamento e delle condizioni favorevoli per la formazione di trucioli, aumentare la velocità di elaborazione ed eliminare la necessità di tracciamento visivo delle marcature;
automatizzare le tecniche di lavoro ausiliario (avvicinamento e ritrazione di un utensile o di un pezzo, impostazione dell'utensile a misura, cambio utensile), utilizzare i percorsi utensile ottimali;
Spese * associate a un minuto di lavoro del principale lavoratore-operatore multimacchina, in base alla percentuale media delle norme soddisfatte, tenendo conto del libro paga, del costo di mantenimento del personale ausiliario e di servizio -
Scarico del lavoro
NS
2.4.4. Calcolo del tasso di occupazione
t + t
shche - tempo operativo, min.
|
Tabella 2.2 Il costo di funzionamento delle macchine CNC in un minuto |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ridurre l'intensità del lavoro della rilavorazione del fabbro grazie all'ottenimento di un'elevata precisione e di una minore rugosità delle sezioni curve dei contorni e delle superfici delle parti;
ridurre l'intensità del lavoro di assemblaggio del prodotto, che è dovuta alla stabilità delle dimensioni delle parti (maggiore precisione) e all'eliminazione delle operazioni di montaggio; ridurre i costi di progettazione e produzione degli utensili.
L4. La raccolta si sviluppa in due parti. La parte I contiene le norme per il tempo preparatorio e finale, il tempo per l'installazione e la rimozione della parte, il tempo ausiliario associato all'operazione, per la manutenzione del posto di lavoro, le pause di riposo e le esigenze personali, per le misurazioni di controllo, per l'installazione dell'utensile all'esterno la macchina; La parte P contiene gli standard per le condizioni di taglio, consentendo di selezionare la dimensione standard dell'utensile, i suoi parametri geometrici, la marca della parte tagliente dell'utensile, la tolleranza richiesta, il numero di corse di avanzamento, la velocità di taglio, la potenza richiesta per il taglio.
Gli standard di tempo e condizioni di taglio sono forniti sia in forma tabellare che in forma analitica, consentendo così l'uso di un computer durante la stesura di un programma e il calcolo delle norme temporali corrispondenti ai minori costi dell'operazione e alla massima produttività della macchina, garantendo nel contempo maggiore affidabilità dello strumento. Il funzionamento degli strumenti nelle modalità raccomandate dalle norme è possibile solo se viene rispettata la disciplina tecnologica di produzione (attrezzature, strumenti, grezzi, attrezzature devono soddisfare gli standard richiesti).
Gli standard temporali indicati nella raccolta sono calcolati per il razionamento del lavoro durante la manutenzione di una macchina da parte di un lavoratore. Quando si standardizza il lavoro a più stazioni, per calcolare la tariffa oraria è necessario utilizzare le linee guida e gli standard di tempo per il lavoro a più stazioni, fornite nelle mappe 17, 18, 19.
15. Durante lo sviluppo degli standard per i tempi e le condizioni di taglio, sono stati utilizzati i seguenti materiali come dati iniziali:
materie prime di osservazioni sulla produzione sull'organizzazione del lavoro, la tecnologia, il consumo di tempo e le modalità di taglio delle imprese di ingegneria meccanica;
standard settoriali di tempo e condizioni di taglio sviluppati da GSPKTB "Orgariminstrument" (Mosca), rami di Ryazan, Minsk e Novosibirsk dell'Istituto "Orgstankinprom", il Centro per l'organizzazione scientifica del lavoro del Ministero dei macchinari pesanti (Kramatorsk), ecc . ;
Determinazione degli standard di tempo per il riposo e le esigenze personali. Raccomandazioni metodologiche interindustriali (Mosca: Research Institute of Labor, 1982);
Sviluppo del servizio multistazione e ampliamento delle aree di servizio nel settore. Linee guida intersettoriali e materiali normativi scientificamente fondati (Mosca: Research Institute of Labor, 1983);
Norme generali di costruzione di macchine per il tempo ausiliario, per la manutenzione del posto di lavoro e il tempo preparatorio e finale sulle macchine per il taglio dei metalli. Produzione su piccola scala e unitaria (Mosca: Research Institute of Labor, 1982);
Norme generali di costruzione delle macchine per il tempo ausiliario, per la manutenzione del posto di lavoro e il tempo preparatorio e finale per il lavoro svolto sulle macchine per il taglio dei metalli. Produzione su media e grande scala (Mosca: Research Institute of Labor, 1984);
dati del passaporto delle macchine per il taglio dei metalli CNC e multiuso; documentazione tecnica.
1.6. La norma del tempo e le sue componenti
1.6.1. La norma del tempo per eseguire operazioni su macchine CNC quando si lavora su una macchina (H ^ consiste nella norma del tempo preparatorio-finale (G in J e nella norma del tempo a cottimo (T ^)
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
dove T n è il tempo ciclo di funzionamento automatico della macchina secondo il programma "min;
T.-T. + T., (13)
dove T s è il tempo principale (tecnologico) per l'elaborazione di una parte, min;
T „= £ (1.4)
dove C è la lunghezza del percorso percorso dall'utensile o parte nella direzione di avanzamento durante l'elaborazione della sezione tecnologica yo (tenendo conto della penetrazione e del superamento), mm; S * - avanzamento minuto a una determinata sezione tecnologica, mm / min; T m - tempo ausiliario della macchina secondo il programma (per avvicinare un pezzo o un utensile dai punti di partenza alle zone di lavorazione e svincolo; impostazione dell'utensile a misura, cambio utensile, cambio valore e direzione di avanzamento, tempo di pause tecnologiche (stop), ecc.), min ;
m. = T „+ + T„ „, (1.5)
ed T m - tempo per l'installazione e la rimozione della parte manualmente o con un ascensore, min; T w - tempo ausiliario associato all'operazione (non compreso nel programma di controllo), min; T mai - tempo ausiliario non sovrapposto per le misure, min; K TV - un fattore di correzione per il tempo di esecuzione del lavoro ausiliario manuale, a seconda del lotto di parti lavorate; a ^, a ^, ed ex - tempo per la manutenzione tecnica e organizzativa del luogo di lavoro, per il riposo e le esigenze personali con servizio a una linea,% del tempo operativo.
1.6.1.1. Con una forma collettiva di organizzazione del lavoro, vengono calcolati costi del lavoro complessi (H vrl, man-h), che possono essere ottenuti applicando coefficienti correttivi alla somma delle norme operative calcolate per le condizioni di una forma individuale di organizzazione del lavoro. È possibile utilizzare fattori di correzione alla somma delle singole componenti della norma complessa, che riflettono il valore totale del tempo speso dalle categorie di questi costi.
Norma complessa Determinata dalla formula
n, p, = £ n. „- k *, (1.6)
dove H (è la norma temporale per la produzione della i-esima parte dell'insieme della brigata, man-h; i = 1,2,3, ..., l - il numero di parti incluse nell'insieme della brigata;
N.R, = S n * (1.7)
h Bpj - norma temporale per l'operazione j-esima, man-h; j = 1, 2,3, ..., w è il numero di operazioni necessarie per fabbricare la j-esima parte; - coefficiente
l'effetto del lavoro di squadra (K ^< 1).
Il coefficiente dell'effetto del lavoro di brigata (K ^) tiene conto della crescita media della produttività del lavoro prevista durante il passaggio dalla forma di organizzazione del lavoro individuale a quella di brigata, che dovrebbe essere inclusa nelle norme complesse.
Come risultato della ridistribuzione delle funzioni tra i membri della brigata, dell'attuazione dell'assistenza reciproca o dell'intercambiabilità, il tempo richiesto per completare la quantità di lavoro assegnato alla brigata è ridotto, pertanto dovrebbe essere ridotta la corrispondente norma di tempo. Ciò è dovuto alla diminuzione
Per dati più completi e dettagliati si vedano le Linee guida per il razionamento dei lavoratori in termini di forme collettive della propria organizzazione e incentivi. M.: Economia, 1987.
i valori delle singole componenti della norma temporale: tempo ausiliario, tempo di servizio del posto di lavoro, pause regolamentate, "Tempo finale" propedeutico, nonché per sovrapposizione delle singole componenti della norma temporale con il tempo macchina (nel in quest'ultimo caso, il valore di ciascuna componente della norma temporale può rimanere invariato).
Nelle brigate end-to-end, la complessità della produzione di un set di brigate può essere ridotta eliminando singoli elementi del tempo preparatorio e finale e il tempo di assistenza sul posto di lavoro quando si trasferisce un turno "in movimento".
I coefficienti dell'effetto del lavoro di squadra (K ^) sono stabiliti: a livello di settore;
a livello di impresa, se non ci sono coefficienti settoriali o non riflettono pienamente le specificità dell'organizzazione del lavoro di brigata in una particolare impresa.
sono introdotti come Standard per l'intero settore per un certo periodo (almeno 1 anno).
Al fine di espandere la possibilità di utilizzare il coefficiente dell'effetto del lavoro di squadra, oltre al valore totale del coefficiente, vengono calcolati i valori di ciascuno dei suoi componenti.
L'effetto del lavoro di squadra può essere ottenuto attraverso i seguenti componenti:
espansione della combinazione delle professioni (K^; espansione del servizio multistazione (IQ; mutua assistenza e intercambiabilità dei membri del team (K,)); trasferimento di un turno "in movimento" in brigate trasversali (K 4); ridistribuzione di funzioni tra i membri del team (K 3), ecc.
Il valore totale è definito come il prodotto dei suoi componenti (per un dato tipo di brigata), ad es.
K * -K, -K, -K, ... K, (1.8)
A livello aziendale, di norma, vengono stabiliti valori generali di K ^, presi durante il periodo per il quale vengono calcolati, ma non meno di un anno, se le condizioni di produzione non cambiano.
Se la brigata, oltre agli operai-appaltatori, include gli operai a tempo negli operai ingegneri e tecnici, allora il tempo complesso (uomo-h) cl "è dalla somma dei tempi dei lavoratori a cottimo, lavoratori a tempo e tecnici e ingegneri per la produzione di un set di brigate, corretto per il coefficiente dell'effetto del lavoro di squadra.
L6.2 Tariffe del tempo ausiliario per l'installazione e la rimozione delle parti. Gli standard temporali per l'installazione e la rimozione del pezzo sono dati da tipologie di dispositivi a seconda dei tipi di macchine utensili e prevedono le più comuni modalità di installazione, allineamento e fissaggio delle parti in morsetti e dispositivi universali e speciali. Come i principali fattori che influenzano il tempo di installazione e rimozione della parte, vengono presi la massa della parte, il metodo di installazione e fissaggio della parte, la natura e la precisione dell'allineamento. Oltre a questi fattori, vengono presi in considerazione gli xapaierei della superficie di montaggio, il numero di parti installate contemporaneamente, il numero di morsetti, ecc.
Il tempo standard per l'installazione e la rimozione della parte include i seguenti lavori:
durante l'installazione e la rimozione manualmente
prendi e installa la parte, allinea e ripara; accendi e spegni i cento; slacciare, togliere la parte e mettere in un contenitore; pulire il dispositivo dai chip, pulire le superfici di base con un tovagliolo;
durante l'installazione e la rimozione di una parte con un carroponte
chiamare la gru; allegare la parte; trasportare il pezzo alla macchina; installare la parte, rimuovere la parte, allineare e riparare; accendere e spegnere la macchina; staccare la parte; chiamare la gru; allegare la parte; rimuovere dalla macchina, trasportarla nel luogo di stoccaggio; staccare la parte, pulire l'apparecchiatura o la superficie del tavolo dai trucioli, pulire le superfici di base con un tovagliolo.
Quando si installa e si rimuove una parte con un paranco su una macchina (o un gruppo di macchine), eseguire lo stesso lavoro di quando si installa e si rimuove una parte con un carroponte, ad eccezione di chiamare la gru.
Quando installato in dispositivi speciali, il tempo ausiliario è determinato come somma del tempo: per l'installazione e la rimozione di una parte; per l'installazione e la rimozione di ogni successiva parte più di una in dispositivi multiposto; fissare la parte, tenendo conto del numero di morsetti; per pulire il dispositivo dai trucioli, per pulire le superfici di base con un tovagliolo.
Nelle imprese, oltre ai dispositivi universali e speciali su macchine CNC, vengono utilizzati anche robot, manipolatori e tavoli satellitari per l'installazione e la rimozione di parti.
A causa dell'ampia varietà di tipi e caratteristiche tecniche di robot e manipolatori, non è possibile sviluppare standard temporali per l'installazione e la rimozione di parti con il loro aiuto; in ogni impresa è necessario elaborare mappe sull'uso dei robot. A titolo di esempio viene riportato l'allegato 15. Per i casi di lavoro su macchine polivalenti con l'utilizzo di tabelle satellitari, è necessario utilizzare la mappa 20, che mostra un diagramma del caricamento dei satelliti e del tempo per il cambio dei satelliti.
In alcuni casi, quando il programma prevede una speciale pausa tecnologica per il rimontaggio del pezzo, il tempo standard dovrebbe essere ridotto di un importo coperto dal funzionamento automatico della macchina. Le norme prevedono l'installazione e la rimozione manuale di parti di peso fino a 20 kg e oltre 20 kg mediante meccanismi di sollevamento.
Il tempo per l'installazione manuale di un pezzo di peso superiore a 20 kg è indicato nelle norme per l'uso nei singoli casi durante la lavorazione in aree dove non sono presenti veicoli di sollevamento e trasporto. Non è consentito installare manualmente parti di peso superiore a 15 kg per uomini di età inferiore a 18 anni e donne.
In questo caso si tiene conto che le parti installate manualmente si trovano ad una distanza di 2 m dalla macchina e quelle installate dalla gru sono fino a 5 m.
1.6.3. Norme dell'epeuienu ausiliario associato all'operazione. Il tempo ausiliario associato all'operazione è suddiviso in:
tempo ausiliario associato all'operazione, non compreso durante il ciclo di funzionamento automatico della macchina da programma e che prevede il seguente lavoro:
accendere e spegnere l'unità a nastro; impostare la posizione relativa specificata della parte e dell'utensile lungo le coordinate X, Y, 2 e, se necessario, apportare modifiche; aprire e chiudere il coperchio dell'unità a nastro, riavvolgere, caricare il nastro nel lettore; controllare l'arrivo di una parte o utensile in un determinato punto dopo la lavorazione; far avanzare il nastro perforato nella sua posizione originale; installare il paraspruzzi di emulsione e rimuoverlo;
tempo macchina-ausiliario associato alla transizione, incluso nel programma e relativo al lavoro ausiliario automatico della macchina, che prevede: avvicinamento di un pezzo o utensile dal punto di partenza alla zona di lavorazione e svincolo; impostare lo strumento alla dimensione del trattamento; cambio utensile automatico; accendere e spegnere il feed; colpi a vuoto durante il passaggio dalla lavorazione di alcune superfici ad altre; pause tecnologiche previste
quando si cambia improvvisamente la direzione di avanzamento, si controllano le dimensioni, si ispeziona l'utensile e si reinstalla o rimonta il pezzo.
Il tempo ausiliario della macchina associato alla transizione, incluso nel programma alle tecniche elencate, è determinato dai dati del passaporto delle macchine o da altri documenti normativi, è incluso come elementi costitutivi durante il funzionamento automatico della macchina e non è preso separatamente in considerazione (cfr. Appendici 27-30, Parte II).
1.6.4. Standard di tempo ausiliario per misure di controllo. Le dimensioni richieste delle parti lavorate su macchine a controllo numerico sono fornite dalla progettazione della macchina o dell'utensile da taglio e dalla precisione della loro regolazione.
A questo proposito, il tempo per le misurazioni di controllo (dopo la fine del lavoro nell'ambito del programma) dovrebbe essere incluso nella tariffa unitaria del tempo solo se è fornito dal processo tecnologico e tenendo conto della frequenza necessaria di tali misurazioni nel processo di lavoro, e solo se non può essere scavalcato dal tempo di ciclo del funzionamento automatico della macchina secondo il programma.
1.6.5. Standard di tempo per la manutenzione del posto di lavoro. Il tempo per la manutenzione di un luogo di lavoro è dato dai tipi e dalle dimensioni delle apparecchiature, tenendo conto della manutenzione a stazione singola e multi-stazione come percentuale del tempo di funzionamento. La manutenzione del posto di lavoro comprende i seguenti lavori:
cambiare uno strumento (o un blocco con uno strumento) a causa della sua schiettezza; regolazione e riaggiustamento della macchina durante il funzionamento (modifica del valore del correttore utensile);
spazzamento e pulizia periodica dei trucioli durante il funzionamento (ad eccezione dello spazzamento dei trucioli dalle superfici di base dei dispositivi di impostazione, il cui tempo viene preso in considerazione nel tempo ausiliario per l'installazione e la rimozione della parte).
La manutenzione organizzativa del luogo di lavoro comprende il lavoro sulla cura del luogo di lavoro (attrezzatura principale e ausiliaria, attrezzatura tecnologica e organizzativa, imballaggio) relativa al turno di lavoro nel suo complesso: ispezione e collaudo delle attrezzature durante il lavoro;
stendere l'utensile all'inizio e pulirlo a fine turno (ad eccezione delle macchine polivalenti);
lubrificazione e pulizia della macchina durante il turno;
ricevere istruzioni dal caposquadra, caposquadra durante il turno;
pulizia della macchina e del posto di lavoro a fine turno.
1.66. Standard di tempo per il relax e le esigenze personali. Il tempo per il riposo e le esigenze personali per le condizioni di servizio a un lavoratore di una macchina non sono assegnati separatamente e sono presi in considerazione nel tempo per la manutenzione del posto di lavoro.
Per i casi di servizio multistazione viene fornita una mappa dei tempi delle pause e dei bisogni personali, a seconda delle caratteristiche del lavoro e con raccomandazioni per il contenuto del riposo.
1.6.7. Norme per il tempo preparatorio e finale. Gli standard sono progettati per l'impostazione di macchine CNC per la lavorazione di parti secondo programmi di controllo integrati e non includono azioni di programmazione aggiuntive direttamente sul posto di lavoro (ad eccezione delle macchine dotate di sistemi di controllo software operativi).
Il tasso di tempo per l'impostazione della macchina è rappresentato come il tempo per i ricevimenti del lavoro preparatorio e finale per l'elaborazione di un lotto di parti identiche, indipendentemente dal lotto ed è determinato dalla formula
T n, = T nz1 + T nz2 + T prlbr, (1.9.
dove T pz è il tempo standard di messa a punto e messa a punto della macchina, min; T pz (è la norma del tempo per la preparazione organizzativa, min; T pe 2 è la norma del tempo per l'impostazione di sgaikg
dispositivi, strumenti, dispositivi software, mine; - la norma dei tempi per l'iter processuale.
Il tempo per i ricevimenti dei lavori preparatori e finali è stabilito in base al tipo e alle dimensioni del gruppo di apparecchiature, nonché tenendo conto delle caratteristiche del sistema di controllo del programma ed è suddiviso nel tempo per la preparazione organizzativa; per configurare una macchina, dispositivi, strumenti, dispositivi software; per un'esecuzione di prova attraverso il programma o l'elaborazione di prova di una parte.
La composizione del lavoro sulla formazione organizzativa è comune a tutte le macchine CNC, indipendentemente dal loro gruppo e modello. Il tempo per la preparazione organizzativa include:
ricezione di un ordine, disegno, documentazione tecnologica, supporto software, strumenti di taglio, ausiliari e di controllo e misurazione, dispositivi, pezzi grezzi prima dell'inizio e consegna dopo aver terminato la lavorazione di un lotto di parti sul posto di lavoro o nel negozio di utensili;
familiarità con il lavoro, disegno, documentazione tecnologica, ispezione del pezzo;
istruire il maestro.
Nel caso di una forma di organizzazione del lavoro in brigata, quando viene effettuato un trasferimento tra turni di parti lavorate, la preparazione organizzativa tiene conto solo del tempo per la familiarizzazione con il lavoro, il disegno, la documentazione tecnologica, l'ispezione degli spazi vuoti e l'istruzione del caposquadra .
La composizione del lavoro sulla messa a punto di una macchina utensile, strumenti e accessori include metodi di messa a punto del lavoro, a seconda dello scopo della macchina e del suo caratteristiche del progetto:
installazione e rimozione del dispositivo di fissaggio;
installazione e rimozione di un blocco o di singoli utensili da taglio;
impostazione delle modalità di funzionamento iniziale della macchina;
installare il supporto software nel lettore e rimuoverlo; regolazione della posizione zero, ecc.
Vreish per la lavorazione di prova delle parti su torni (fino a 630 mm) e gruppi rotanti include il tempo impiegato per la lavorazione della parte secondo il programma (tempo di ciclo) più tempo aggiuntivo per eseguire tecniche aggiuntive relative alla misurazione della parte, calcolo della correzione, inserimento dei valori delle correzioni nel sistema CNC, e tempo ausiliario per le ricezioni di controllo della macchina utensile e del sistema CNC.
Il tempo per la lavorazione di prova delle parti su torni (lunghezza 630 mm)% del carosello, fresatura, alesatura e macchine per scopi speciali include il tempo impiegato per la lavorazione delle parti con il metodo dei trucioli di prova con un utensile da taglio, frese, più ausiliari tempo per eseguire tecniche aggiuntive relative alla misurazione del pezzo, al calcolo dei valori delle correzioni, all'introduzione dei valori delle correzioni nel sistema CNC e il tempo ausiliario per le ricezioni della macchina e del CNC sistema.
1.7. Norme di tempo pezzo per la regolazione dimensionale dell'utensile da taglio all'esterno della macchina
1.7.1. Le norme del tempo unitario sono destinate alla standardizzazione del lavoro sulla regolazione dell'utensile da taglio per macchine CNC, che viene eseguito dai meccanici dell'utensile (per la regolazione dell'utensile) all'esterno della macchina in una stanza appositamente attrezzata con l'ausilio di dispositivi speciali.
Le tariffe a cottimo sono stabilite in base a:
il tipo di dispositivi utilizzati;
il tipo e le dimensioni dell'utensile da mettere a punto;
il numero di coordinate personalizzabili;
la natura dell'ambiente (in base alla dimensione effettiva oa una determinata coordinata).
I seguenti dispositivi vengono utilizzati per regolare lo strumento nelle imprese dell'ingegneria meccanica e della lavorazione dei metalli:
per macchine utensili del gruppo foratura-fresatura-alesatura - ottico con display digitale del tipo BV-2027, senza display digitale del tipo BV-2015 e dispositivi del tipo a contatto;
per torni - ottico con display digitale, tipo BV-2026, senza display digitale, tipo BV-2010, BV-2012M e dispositivi a contatto.
Tenendo conto delle peculiarità di eseguire i processi di impostazione dell'utensile, gli standard temporali sono stati sviluppati separatamente / per macchine utensili del gruppo foratura-fresatura e macchine utensili del gruppo tornitura.
I dispositivi più avanzati con indicazione digitale vengono presi come base, ma tenendo conto dei fattori di correzione per le condizioni operative modificate indicati nelle schede, questi standard vengono applicati quando si standardizza il lavoro su dispositivi senza indicazione digitale (come BV-2015, BV- 2010, BV-2012M, ecc.) e dispositivi del tipo a contatto.
Quando si configura uno strumento senza dispositivi (utilizzando strumenti di misurazione universali), i tempi devono essere calcolati secondo gli standard per i dispositivi a contatto.
Le norme di tempo unitario per l'assemblaggio e la regolazione dell'utensile da taglio sui dispositivi importati con indicazione digitale devono essere calcolate secondo gli standard temporali per dispositivi di produzione nazionale come BV-2027 e BB-2026 con un coefficiente di 0,85; per dispositivi senza indicazione digitale - ma per dispositivi BV-2015 e BV-2010 con un coefficiente di 0,9.
I materiali normativi di questa sezione coprono i più tipici per le industrie dell'ingegneria meccanica e della lavorazione dei metalli delle connessioni standard / di taglio e degli strumenti ausiliari e sono presentati sotto forma di standard di unità di tempo ampliati.
Quando si calcolano le norme di tempo per l'assemblaggio e la regolazione dell'utensile da taglio di un profilo di neve, prendere un fattore moltiplicativo di 1.2.
Il tempo unitario comprende, oltre al tempo per il lavoro principale, montaggio e messa a punto dello strumento, i costi aggiuntivi di tempo aa manutenzione organizzativa e tecnica del posto di lavoro, tempo preparatorio e finale e tempo per il riposo e le esigenze personali nella quantità di 14% del tempo operativo.
L'opportunità di includere i costi aggiuntivi nella tariffa generale del tempo è dovuta alla difficoltà di separarli dal tempo totale associato alla preparazione del posto di lavoro per la messa a punto e dal tempo di montaggio e messa a punto dell'utensile stesso.
Per determinare le norme dell'unità di tempo per lo smontaggio di uno strumento usato, nelle schede per il montaggio e la messa a punto dello strumento sono indicati i fattori di correzione, calcolati in modo differenziale per ogni tipo di lavoro.
Le norme di tempo unitario per l'assemblaggio individuale e le impostazioni degli strumenti che non erano incluse nei complessi si riflettono nelle schede 50 e 51.
1.7.2. La tariffa a cottimo per il montaggio, la regolazione e lo smontaggio di un utensile è determinata dalla formula
T SHLR = T shk + t ^, 0.10)
cibo T - tempo pezzo per montaggio, regolazione e smontaggio di un utensile, min; T shi - tempo pezzo per montaggio e regolazione di un utensile, min; T shr - tempo pezzo per lo smontaggio dell'utensile, min.
V * "b * T" p = T - K '0-11)
dove K è il fattore di correzione per il tempo pezzo, a seconda del dispositivo utilizzato.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Operazioni di Naimsposiis - Serial-Frosrao-Rastochnaya.
Calcolo delle norme temporali nella lavorazione di pezzi su macchine CNC Disciplina: "Progettazione di processi tecnologici per moderne macchine utensili multiuso" Completata da uno studente del gruppo M 03 -721 -1 Pinegin S.N.
 Le norme temporali sono destinate alla regolazione tecnica dei lavori eseguiti su macchine utensili universali e multiuso a controllo numerico (CNC). La norma del tempo (norma del tempo di calcolo del pezzo, Tsht-k) per l'esecuzione di operazioni su macchine CNC quando si lavora su una macchina Hvr è costituita dalla norma del tempo preparatorio e finale Tpz e dalla norma del tempo del pezzo Tsht ed è determinata dalla formula (1):, (1 ) dove n è il numero di parti nel batch di lancio.
Le norme temporali sono destinate alla regolazione tecnica dei lavori eseguiti su macchine utensili universali e multiuso a controllo numerico (CNC). La norma del tempo (norma del tempo di calcolo del pezzo, Tsht-k) per l'esecuzione di operazioni su macchine CNC quando si lavora su una macchina Hvr è costituita dalla norma del tempo preparatorio e finale Tpz e dalla norma del tempo del pezzo Tsht ed è determinata dalla formula (1):, (1 ) dove n è il numero di parti nel batch di lancio.
 La velocità unitaria è determinata dalla formula (2):, (2) dove Tts è il tempo di ciclo di funzionamento automatico della macchina secondo il programma, min; , (3) dove To è il tempo (tecnologico) principale per l'elaborazione di una parte, min;
La velocità unitaria è determinata dalla formula (2):, (2) dove Tts è il tempo di ciclo di funzionamento automatico della macchina secondo il programma, min; , (3) dove To è il tempo (tecnologico) principale per l'elaborazione di una parte, min;
 , (4) dove Li è la lunghezza del percorso percorso dall'utensile o dal pezzo nella direzione di avanzamento durante la lavorazione della sezione tecnologica i-esima (tenendo conto della penetrazione e del superamento), mm; Smi - avanzamento minuto a una determinata sezione tecnologica, mm / min; i = 1, 2,…, n è il numero di sezioni di elaborazione; Тмв - tempo ausiliario della macchina (per l'avvicinamento della parte utensile dai punti di partenza alle zone di lavorazione e retrazione; impostazione dell'utensile a misura, cambio utensile, modifica dei valori e della direzione di avanzamento, il tempo delle pause tecnologiche , ecc.), min;
, (4) dove Li è la lunghezza del percorso percorso dall'utensile o dal pezzo nella direzione di avanzamento durante la lavorazione della sezione tecnologica i-esima (tenendo conto della penetrazione e del superamento), mm; Smi - avanzamento minuto a una determinata sezione tecnologica, mm / min; i = 1, 2,…, n è il numero di sezioni di elaborazione; Тмв - tempo ausiliario della macchina (per l'avvicinamento della parte utensile dai punti di partenza alle zone di lavorazione e retrazione; impostazione dell'utensile a misura, cambio utensile, modifica dei valori e della direzione di avanzamento, il tempo delle pause tecnologiche , ecc.), min;
 , (5), (6) dove L è la lunghezza del percorso (o traiettoria) percorso dall'utensile o parte nella direzione di avanzamento, mm; l 1, l 2, l 3 - la lunghezza dell'avvicinamento, del tuffo e del superamento dell'utensile, rispettivamente, mm. Il valore L è determinato in base ai parametri della traiettoria del pezzo. Quindi, quando si elaborano parti di una parte spostando lo strumento lungo due coordinate, la lunghezza L è determinata dalla formula (7), (7)
, (5), (6) dove L è la lunghezza del percorso (o traiettoria) percorso dall'utensile o parte nella direzione di avanzamento, mm; l 1, l 2, l 3 - la lunghezza dell'avvicinamento, del tuffo e del superamento dell'utensile, rispettivamente, mm. Il valore L è determinato in base ai parametri della traiettoria del pezzo. Quindi, quando si elaborano parti di una parte spostando lo strumento lungo due coordinate, la lunghezza L è determinata dalla formula (7), (7)
 dove Δх, у sono gli incrementi delle coordinate corrispondenti nell'area di elaborazione data. Quando si sposta l'utensile lungo un arco di cerchio, la lunghezza L è determinata dalla formula (8) o (9), (9) dove R è il raggio dell'arco circolare, mm; a - la lunghezza della corda dell'arco circolare, mm; è l'angolo al centro basato sui punti finali dell'arco circolare, rad; Tmv. e - tempo ausiliario macchina per cambio utensile automatico, min; Tmv. x - tempo macchina ausiliario per l'esecuzione di movimenti ausiliari automatici e pause tecnologiche, min.
dove Δх, у sono gli incrementi delle coordinate corrispondenti nell'area di elaborazione data. Quando si sposta l'utensile lungo un arco di cerchio, la lunghezza L è determinata dalla formula (8) o (9), (9) dove R è il raggio dell'arco circolare, mm; a - la lunghezza della corda dell'arco circolare, mm; è l'angolo al centro basato sui punti finali dell'arco circolare, rad; Tmv. e - tempo ausiliario macchina per cambio utensile automatico, min; Tmv. x - tempo macchina ausiliario per l'esecuzione di movimenti ausiliari automatici e pause tecnologiche, min.
 Per le macchine utensili con torretta il tempo è Tmv. e può essere determinato dalla formula (10), (10) dove Type è il tempo di rotazione della torretta di una posizione, min; Кп - il numero di posizioni di cui è necessario ruotare la torretta per installare l'utensile richiesto; Tifo - tempo di fissazione della testa rotante, min. Per le macchine con sistemi di controllo del contorno, il tempo è Tmv. x può essere determinato dalla formula (11), (11)
Per le macchine utensili con torretta il tempo è Tmv. e può essere determinato dalla formula (10), (10) dove Type è il tempo di rotazione della torretta di una posizione, min; Кп - il numero di posizioni di cui è necessario ruotare la torretta per installare l'utensile richiesto; Tifo - tempo di fissazione della testa rotante, min. Per le macchine con sistemi di controllo del contorno, il tempo è Tmv. x può essere determinato dalla formula (11), (11)
 dove Lxxj è la lunghezza del percorso della j-esima sezione della corsa ausiliaria automatica, mm; j = 1, 2,…, t è il numero di sezioni dei passaggi ausiliari automatici; Smu - avanzamento minuto di traversata rapida. Per macchine utensili con sistemi di controllo della macchina utensile posizionale e universale (contorno-posizionale), in cui la programmazione delle lavorazioni è effettuata da cicli standard, analiticamente tempo Tmv. È difficile determinare x a causa del fatto che macchine specifiche, a seconda della loro configurazione, hanno una dispersione significativa nei valori di Sмхх e Lхх (associati alle impostazioni di posizionamento). Per una determinazione più accurata dell'ora Tmv. x su queste macchine si consiglia di effettuare una temporizzazione preliminare per determinare il tempo effettivo Tmv. x quando si sposta la tavola o l'utensile per una distanza misurata nella direzione di coordinate diverse.
dove Lxxj è la lunghezza del percorso della j-esima sezione della corsa ausiliaria automatica, mm; j = 1, 2,…, t è il numero di sezioni dei passaggi ausiliari automatici; Smu - avanzamento minuto di traversata rapida. Per macchine utensili con sistemi di controllo della macchina utensile posizionale e universale (contorno-posizionale), in cui la programmazione delle lavorazioni è effettuata da cicli standard, analiticamente tempo Tmv. È difficile determinare x a causa del fatto che macchine specifiche, a seconda della loro configurazione, hanno una dispersione significativa nei valori di Sмхх e Lхх (associati alle impostazioni di posizionamento). Per una determinazione più accurata dell'ora Tmv. x su queste macchine si consiglia di effettuare una temporizzazione preliminare per determinare il tempo effettivo Tmv. x quando si sposta la tavola o l'utensile per una distanza misurata nella direzione di coordinate diverse.
 Nel caso in cui la standardizzazione venga effettuata per un processo tecnologico già progettato e vi sia un programma di controllo, il tempo Tts. a è determinato dalla temporizzazione diretta del ciclo di lavorazione del pezzo. Il tempo ausiliario per l'operazione è calcolato dalla formula (12), (12)
Nel caso in cui la standardizzazione venga effettuata per un processo tecnologico già progettato e vi sia un programma di controllo, il tempo Tts. a è determinato dalla temporizzazione diretta del ciclo di lavorazione del pezzo. Il tempo ausiliario per l'operazione è calcolato dalla formula (12), (12)
 dove tv. y è il tempo per l'installazione e la rimozione della parte manualmente o con un ascensore, min; TV. op - tempo ausiliario associato all'operazione (non compreso nel programma di controllo), min; TV. misura - tempo ausiliario non sovrapposto per le misure, min; Ktv è un fattore di correzione per il tempo di esecuzione del lavoro ausiliario manuale, a seconda del lotto di parti lavorate; ateh, aorg, aotl - tempo per la manutenzione tecnologica e organizzativa del posto di lavoro, per il riposo e le esigenze personali con servizio a senso unico, percentuale del tempo operativo.
dove tv. y è il tempo per l'installazione e la rimozione della parte manualmente o con un ascensore, min; TV. op - tempo ausiliario associato all'operazione (non compreso nel programma di controllo), min; TV. misura - tempo ausiliario non sovrapposto per le misure, min; Ktv è un fattore di correzione per il tempo di esecuzione del lavoro ausiliario manuale, a seconda del lotto di parti lavorate; ateh, aorg, aotl - tempo per la manutenzione tecnologica e organizzativa del posto di lavoro, per il riposo e le esigenze personali con servizio a senso unico, percentuale del tempo operativo.
 Standard di tempo ausiliario per l'installazione e la rimozione di parti TV. Sono dati per tipo di attrezzatura, indipendentemente dal tipo di macchina e forniscono i metodi più comuni di installazione, allineamento e fissaggio delle parti in attrezzature di bloccaggio universali e speciali. Come i principali fattori che influenzano il tempo di installazione e rimozione della parte, vengono presi la massa della parte, il metodo di installazione e fissaggio del pezzo, la natura e la precisione dell'allineamento.
Standard di tempo ausiliario per l'installazione e la rimozione di parti TV. Sono dati per tipo di attrezzatura, indipendentemente dal tipo di macchina e forniscono i metodi più comuni di installazione, allineamento e fissaggio delle parti in attrezzature di bloccaggio universali e speciali. Come i principali fattori che influenzano il tempo di installazione e rimozione della parte, vengono presi la massa della parte, il metodo di installazione e fissaggio del pezzo, la natura e la precisione dell'allineamento.
 Gli standard temporali per l'installazione e la rimozione delle parti prevedono i seguenti lavori: - durante l'installazione e la rimozione manuale: prendere e installare la parte, allineare e riparare; accendere e spegnere la macchina; sganciare e rimuovere la parte, mettere in un contenitore; pulire il dispositivo dai chip, pulire le superfici di base con un tovagliolo; - in caso di installazione e rimozione con carroponte: chiamare il carroponte; allegare la parte; trasportare il pezzo alla macchina; installare la parte, allineare e fissare; accendere e spegnere la macchina; staccare la parte; chiamare la gru; allegare la parte; rimuovere dalla macchina, trasportarla nel luogo di stoccaggio; rimuovere la parte; pulire gli infissi o la superficie del tavolo dai trucioli, pulire le superfici della base con un tovagliolo.
Gli standard temporali per l'installazione e la rimozione delle parti prevedono i seguenti lavori: - durante l'installazione e la rimozione manuale: prendere e installare la parte, allineare e riparare; accendere e spegnere la macchina; sganciare e rimuovere la parte, mettere in un contenitore; pulire il dispositivo dai chip, pulire le superfici di base con un tovagliolo; - in caso di installazione e rimozione con carroponte: chiamare il carroponte; allegare la parte; trasportare il pezzo alla macchina; installare la parte, allineare e fissare; accendere e spegnere la macchina; staccare la parte; chiamare la gru; allegare la parte; rimuovere dalla macchina, trasportarla nel luogo di stoccaggio; rimuovere la parte; pulire gli infissi o la superficie del tavolo dai trucioli, pulire le superfici della base con un tovagliolo.
 Quando si installa e si rimuove una parte con un paranco su una macchina (o un gruppo di macchine), eseguire lo stesso lavoro di quando si rimuove una parte con un carroponte, ad eccezione di chiamare la gru. Quando installato in dispositivi speciali, il tempo ausiliario è determinato come somma del tempo: per l'installazione e la rimozione di una parte; per l'installazione e la rimozione di ogni successiva parte più di una in dispositivi multiposto; fissare la parte, tenendo conto del numero di morsetti; per pulire il dispositivo dai trucioli e pulire le superfici di base con un tovagliolo. Nel caso di utilizzo di robot, manipolatori e tavoli satellitari per l'installazione e la rimozione di una parte, il tempo ausiliario viene determinato tenendo conto delle loro caratteristiche di progettazione.
Quando si installa e si rimuove una parte con un paranco su una macchina (o un gruppo di macchine), eseguire lo stesso lavoro di quando si rimuove una parte con un carroponte, ad eccezione di chiamare la gru. Quando installato in dispositivi speciali, il tempo ausiliario è determinato come somma del tempo: per l'installazione e la rimozione di una parte; per l'installazione e la rimozione di ogni successiva parte più di una in dispositivi multiposto; fissare la parte, tenendo conto del numero di morsetti; per pulire il dispositivo dai trucioli e pulire le superfici di base con un tovagliolo. Nel caso di utilizzo di robot, manipolatori e tavoli satellitari per l'installazione e la rimozione di una parte, il tempo ausiliario viene determinato tenendo conto delle loro caratteristiche di progettazione.
 Standard di tempo ausiliario associati al funzionamento della TV. operazione. ... Il tempo ausiliario associato all'operazione, non incluso durante il ciclo di funzionamento automatico della macchina secondo il programma, prevede il seguente lavoro: accendere e spegnere l'unità a nastro; impostare la posizione relativa specificata della parte e dell'utensile nelle coordinate X, Y, Z e, se necessario, apportare modifiche; aprire e chiudere il coperchio del meccanismo dell'unità a nastro, riavvolgere e caricare il nastro nel lettore; far avanzare il nastro perforato nella sua posizione originale; controllare l'arrivo del pezzo utensile in un determinato punto dopo la lavorazione; installare il paraspruzzi di emulsione e rimuoverlo.
Standard di tempo ausiliario associati al funzionamento della TV. operazione. ... Il tempo ausiliario associato all'operazione, non incluso durante il ciclo di funzionamento automatico della macchina secondo il programma, prevede il seguente lavoro: accendere e spegnere l'unità a nastro; impostare la posizione relativa specificata della parte e dell'utensile nelle coordinate X, Y, Z e, se necessario, apportare modifiche; aprire e chiudere il coperchio del meccanismo dell'unità a nastro, riavvolgere e caricare il nastro nel lettore; far avanzare il nastro perforato nella sua posizione originale; controllare l'arrivo del pezzo utensile in un determinato punto dopo la lavorazione; installare il paraspruzzi di emulsione e rimuoverlo.
 Il tempo macchina-ausiliario associato alla transizione, compreso nel programma e relativo al lavoro ausiliario automatico della macchina, prevede: l'avvicinamento del pezzo utensile dal punto di partenza alla zona di lavorazione e svincolo; impostare lo strumento alla dimensione del trattamento; cambio utensile automatico; accendere il feed; colpi a vuoto durante il passaggio dalla lavorazione di alcune superfici ad altre; pause tecnologiche, previste per un brusco cambio di direzione di avanzamento, per verificare le dimensioni, ispezionare l'utensile e reinstallare o riavvitare il pezzo. Il tempo ausiliario della macchina associato alla transizione è determinato dai dati del passaporto delle macchine ed è incluso come elementi costitutivi durante il funzionamento automatico della macchina.
Il tempo macchina-ausiliario associato alla transizione, compreso nel programma e relativo al lavoro ausiliario automatico della macchina, prevede: l'avvicinamento del pezzo utensile dal punto di partenza alla zona di lavorazione e svincolo; impostare lo strumento alla dimensione del trattamento; cambio utensile automatico; accendere il feed; colpi a vuoto durante il passaggio dalla lavorazione di alcune superfici ad altre; pause tecnologiche, previste per un brusco cambio di direzione di avanzamento, per verificare le dimensioni, ispezionare l'utensile e reinstallare o riavvitare il pezzo. Il tempo ausiliario della macchina associato alla transizione è determinato dai dati del passaporto delle macchine ed è incluso come elementi costitutivi durante il funzionamento automatico della macchina.
 Standard di tempo ausiliario per misure di controllo TV. riv. ... Le dimensioni richieste dei pezzi lavorati su macchine a controllo numerico sono fornite in un ciclo di lavorazione automatico. A questo proposito, il tempo per le misurazioni di controllo (dopo la fine del lavoro nell'ambito del programma) dovrebbe essere incluso nella norma del tempo unitario solo se è fornito dal processo tecnologico e tenendo conto della frequenza necessaria di tali misurazioni nel processo di lavoro, e solo in quei casi in cui non può essere scavalcato dal tempo ciclo di funzionamento automatico della macchina secondo il programma.
Standard di tempo ausiliario per misure di controllo TV. riv. ... Le dimensioni richieste dei pezzi lavorati su macchine a controllo numerico sono fornite in un ciclo di lavorazione automatico. A questo proposito, il tempo per le misurazioni di controllo (dopo la fine del lavoro nell'ambito del programma) dovrebbe essere incluso nella norma del tempo unitario solo se è fornito dal processo tecnologico e tenendo conto della frequenza necessaria di tali misurazioni nel processo di lavoro, e solo in quei casi in cui non può essere scavalcato dal tempo ciclo di funzionamento automatico della macchina secondo il programma.
 Standard di tempo per la manutenzione del posto di lavoro. Il tempo per la manutenzione di un luogo di lavoro è dato dai tipi e dalle dimensioni delle apparecchiature, tenendo conto della manutenzione a stazione singola e multi-stazione come percentuale del tempo di funzionamento. La manutenzione tecnologica del luogo di lavoro prevede i seguenti lavori: - cambio dell'utensile (o blocco con l'utensile) a causa della sua ruvidezza; - regolazione e riaggiustamento della macchina durante il funzionamento (modifica del valore del correttore utensile); - spazzamento e pulizia periodica dei trucioli durante il funzionamento (ad eccezione dello spazzamento dei trucioli dalle superfici di base dei dispositivi di impostazione, il cui tempo viene preso in considerazione nel tempo ausiliario per l'installazione e la rimozione della parte).
Standard di tempo per la manutenzione del posto di lavoro. Il tempo per la manutenzione di un luogo di lavoro è dato dai tipi e dalle dimensioni delle apparecchiature, tenendo conto della manutenzione a stazione singola e multi-stazione come percentuale del tempo di funzionamento. La manutenzione tecnologica del luogo di lavoro prevede i seguenti lavori: - cambio dell'utensile (o blocco con l'utensile) a causa della sua ruvidezza; - regolazione e riaggiustamento della macchina durante il funzionamento (modifica del valore del correttore utensile); - spazzamento e pulizia periodica dei trucioli durante il funzionamento (ad eccezione dello spazzamento dei trucioli dalle superfici di base dei dispositivi di impostazione, il cui tempo viene preso in considerazione nel tempo ausiliario per l'installazione e la rimozione della parte).
 La manutenzione organizzativa del luogo di lavoro comprende i lavori sulla manutenzione delle attrezzature principali e ausiliarie, delle attrezzature tecnologiche e organizzative, dei contenitori relativi al turno di lavoro nel suo insieme: - ispezione e collaudo delle attrezzature nel processo di lavoro; - disporre lo strumento all'inizio e pulirlo alla fine del turno; - lubrificazione e pulizia della macchina durante il turno; - pulizia della macchina e del posto di lavoro a fine turno.
La manutenzione organizzativa del luogo di lavoro comprende i lavori sulla manutenzione delle attrezzature principali e ausiliarie, delle attrezzature tecnologiche e organizzative, dei contenitori relativi al turno di lavoro nel suo insieme: - ispezione e collaudo delle attrezzature nel processo di lavoro; - disporre lo strumento all'inizio e pulirlo alla fine del turno; - lubrificazione e pulizia della macchina durante il turno; - pulizia della macchina e del posto di lavoro a fine turno.
 Standard del tempo di riposo ed esigenze personali. Il tempo per il riposo e le esigenze personali per le condizioni di servizio a un lavoratore di una macchina non sono assegnati separatamente e sono presi in considerazione nel tempo per la manutenzione del posto di lavoro. Per i servizi multistazione sono previsti tempi di pausa e necessità personali, a seconda delle caratteristiche dell'opera.
Standard del tempo di riposo ed esigenze personali. Il tempo per il riposo e le esigenze personali per le condizioni di servizio a un lavoratore di una macchina non sono assegnati separatamente e sono presi in considerazione nel tempo per la manutenzione del posto di lavoro. Per i servizi multistazione sono previsti tempi di pausa e necessità personali, a seconda delle caratteristiche dell'opera.
 Norme per il tempo preparatorio e finale. La norma del tempo per l'installazione della macchina è rappresentata come il tempo per la ricezione del lavoro preparatorio e finale per l'elaborazione di un lotto di parti identiche, indipendentemente dal lotto, ed è determinato dalla formula (13), (13) dove Тпз è la norma di tempo per l'installazione e l'impostazione della macchina, min; Тпз 1 - la norma del tempo per la formazione organizzativa, min; Тпз 2 - la norma del tempo per l'impostazione di una macchina, un dispositivo, uno strumento, dispositivi software, min; Tpr. arr - norma temporale per l'elaborazione di prova.
Norme per il tempo preparatorio e finale. La norma del tempo per l'installazione della macchina è rappresentata come il tempo per la ricezione del lavoro preparatorio e finale per l'elaborazione di un lotto di parti identiche, indipendentemente dal lotto, ed è determinato dalla formula (13), (13) dove Тпз è la norma di tempo per l'installazione e l'impostazione della macchina, min; Тпз 1 - la norma del tempo per la formazione organizzativa, min; Тпз 2 - la norma del tempo per l'impostazione di una macchina, un dispositivo, uno strumento, dispositivi software, min; Tpr. arr - norma temporale per l'elaborazione di prova.
 Il tempo per il ricevimento del lavoro preparatorio e finale è impostato in base al tipo e al gruppo di dimensioni dell'attrezzatura, nonché tenendo conto delle caratteristiche del sistema di controllo del programma. L'ambito del lavoro sulla preparazione organizzativa è comune a tutte le macchine CNC, indipendentemente dal loro gruppo e modello. Il tempo per la preparazione organizzativa prevede: - ricezione di un ordine, un disegno, documentazione tecnologica, un supporto software, strumenti di taglio, ausiliari e di controllo e misurazione, dispositivi, pezzi grezzi prima dell'inizio e consegnarli dopo il completamento dell'elaborazione di un lotto di parti sul posto di lavoro o nel negozio di utensili; - familiarità con il lavoro, disegno, documentazione tecnologica, ispezione del pezzo; - istruire il maestro.
Il tempo per il ricevimento del lavoro preparatorio e finale è impostato in base al tipo e al gruppo di dimensioni dell'attrezzatura, nonché tenendo conto delle caratteristiche del sistema di controllo del programma. L'ambito del lavoro sulla preparazione organizzativa è comune a tutte le macchine CNC, indipendentemente dal loro gruppo e modello. Il tempo per la preparazione organizzativa prevede: - ricezione di un ordine, un disegno, documentazione tecnologica, un supporto software, strumenti di taglio, ausiliari e di controllo e misurazione, dispositivi, pezzi grezzi prima dell'inizio e consegnarli dopo il completamento dell'elaborazione di un lotto di parti sul posto di lavoro o nel negozio di utensili; - familiarità con il lavoro, disegno, documentazione tecnologica, ispezione del pezzo; - istruire il maestro.
 Nel caso di una forma di organizzazione del lavoro in brigata, quando viene effettuato un trasferimento tra turni di parti lavorate, la preparazione organizzativa tiene conto solo del tempo per la familiarizzazione con il lavoro, il disegno, la documentazione tecnologica, l'ispezione degli spazi vuoti e l'istruzione del caposquadra . L'ambito del lavoro sulla configurazione di una macchina utensile, strumenti e dispositivi include metodi di installazione, a seconda dello scopo della macchina e delle caratteristiche del progetto: installazione e rimozione del dispositivo di fissaggio; installazione e rimozione di un blocco o di singoli utensili da taglio; impostazione delle modalità di funzionamento iniziale della macchina; installare il supporto software nel lettore e rimuoverlo; regolazione della posizione zero, ecc.
Nel caso di una forma di organizzazione del lavoro in brigata, quando viene effettuato un trasferimento tra turni di parti lavorate, la preparazione organizzativa tiene conto solo del tempo per la familiarizzazione con il lavoro, il disegno, la documentazione tecnologica, l'ispezione degli spazi vuoti e l'istruzione del caposquadra . L'ambito del lavoro sulla configurazione di una macchina utensile, strumenti e dispositivi include metodi di installazione, a seconda dello scopo della macchina e delle caratteristiche del progetto: installazione e rimozione del dispositivo di fissaggio; installazione e rimozione di un blocco o di singoli utensili da taglio; impostazione delle modalità di funzionamento iniziale della macchina; installare il supporto software nel lettore e rimuoverlo; regolazione della posizione zero, ecc.
 Il tempo per l'elaborazione di prova delle parti su macchine del gruppo tornio e torretta include il tempo impiegato per l'elaborazione della parte secondo il programma e il tempo ausiliario per l'esecuzione di tecniche aggiuntive relative alla misurazione della parte, al calcolo dell'offset, all'immissione dei valori di correzione nel Sistema CNC e tempo ausiliario per il controllo della macchina e del sistema CNC. Il tempo per l'elaborazione di prova delle parti su carosello, fresatura, alesatura, macchine multiuso include il tempo impiegato per la lavorazione delle parti con il metodo dei chip di prova e il tempo ausiliario per l'esecuzione di tecniche aggiuntive relative alla misurazione della parte, al calcolo del valore di correzione, introduzione dei valori di correzione nel sistema CNC e tempo ausiliario per le ricezioni della macchina utensile e del sistema CNC.
Il tempo per l'elaborazione di prova delle parti su macchine del gruppo tornio e torretta include il tempo impiegato per l'elaborazione della parte secondo il programma e il tempo ausiliario per l'esecuzione di tecniche aggiuntive relative alla misurazione della parte, al calcolo dell'offset, all'immissione dei valori di correzione nel Sistema CNC e tempo ausiliario per il controllo della macchina e del sistema CNC. Il tempo per l'elaborazione di prova delle parti su carosello, fresatura, alesatura, macchine multiuso include il tempo impiegato per la lavorazione delle parti con il metodo dei chip di prova e il tempo ausiliario per l'esecuzione di tecniche aggiuntive relative alla misurazione della parte, al calcolo del valore di correzione, introduzione dei valori di correzione nel sistema CNC e tempo ausiliario per le ricezioni della macchina utensile e del sistema CNC.
 Per calcolare il tempo principale, è necessario determinare le condizioni di taglio per l'elaborazione di ciascuna superficie della parte. Sono determinati in base alle norme generali di costruzione delle macchine: - Norme generali di costruzione delle macchine dei tempi e delle condizioni di taglio per la standardizzazione del lavoro svolto su macchine utensili universali e multiuso a controllo numerico. Parte 2 - Norme per i dati di taglio. - M.: Economia, 1990. - Modalità di taglio dei metalli: un libro di riferimento / Ed. Yu.V. Baranovsky. - 3a ed. , rivisto e aggiungi. - M.: Ingegneria Meccanica, 1972 .-- 407 p. - Manuale di un ingegnere meccanico. In 2 volumi.Vol. 2 / Under. ed. A.G. Kosilova e altri - 5a ed. , riv. - M.: Mashinostroenie, 2003 .-- 944 p. , limo.
Per calcolare il tempo principale, è necessario determinare le condizioni di taglio per l'elaborazione di ciascuna superficie della parte. Sono determinati in base alle norme generali di costruzione delle macchine: - Norme generali di costruzione delle macchine dei tempi e delle condizioni di taglio per la standardizzazione del lavoro svolto su macchine utensili universali e multiuso a controllo numerico. Parte 2 - Norme per i dati di taglio. - M.: Economia, 1990. - Modalità di taglio dei metalli: un libro di riferimento / Ed. Yu.V. Baranovsky. - 3a ed. , rivisto e aggiungi. - M.: Ingegneria Meccanica, 1972 .-- 407 p. - Manuale di un ingegnere meccanico. In 2 volumi.Vol. 2 / Under. ed. A.G. Kosilova e altri - 5a ed. , riv. - M.: Mashinostroenie, 2003 .-- 944 p. , limo.
 Un esempio di calcolo delle norme temporali Per calcolare le norme temporali, diamo i dati iniziali: disegno della parte "Rullo", materiale del pezzo in acciaio 45 GOST 1050 -88, lotto di parti 100 pezzi, pezzo - barre tonde con un diametro di 125 x54. Il calcolo verrà effettuato in tre casi: 1. 1) Lavorazione su due macchine CNC - tornitura (16 K 20 F 3) e fresatura (6 P 13 RF 3). Su un tornio CNC vengono lavorati due colli del diametro di 30 h 12 con rifilatura delle estremità. L'operazione prevede l'azzeramento del pezzo in un mandrino autocentrante con bloccaggio pneumatico. Su una fresatrice CNC, viene lavorata una scanalatura di 4 x 10 e 4 fori con un diametro di 16 mm in una morsa prismatica autocentrante con un morsetto pneumatico. 2) Lavorazione su centro di tornitura a 5 assi. La lavorazione avviene in un mandrino autocentrante con bloccaggio pneumatico in un'unica operazione con riposizionamento del pezzo. Vengono eseguite le stesse transizioni delle macchine CNC convenzionali: tornitura, fresatura e foratura.
Un esempio di calcolo delle norme temporali Per calcolare le norme temporali, diamo i dati iniziali: disegno della parte "Rullo", materiale del pezzo in acciaio 45 GOST 1050 -88, lotto di parti 100 pezzi, pezzo - barre tonde con un diametro di 125 x54. Il calcolo verrà effettuato in tre casi: 1. 1) Lavorazione su due macchine CNC - tornitura (16 K 20 F 3) e fresatura (6 P 13 RF 3). Su un tornio CNC vengono lavorati due colli del diametro di 30 h 12 con rifilatura delle estremità. L'operazione prevede l'azzeramento del pezzo in un mandrino autocentrante con bloccaggio pneumatico. Su una fresatrice CNC, viene lavorata una scanalatura di 4 x 10 e 4 fori con un diametro di 16 mm in una morsa prismatica autocentrante con un morsetto pneumatico. 2) Lavorazione su centro di tornitura a 5 assi. La lavorazione avviene in un mandrino autocentrante con bloccaggio pneumatico in un'unica operazione con riposizionamento del pezzo. Vengono eseguite le stesse transizioni delle macchine CNC convenzionali: tornitura, fresatura e foratura.

 3) Lavorazione su centro di lavoro con contromandrino. La lavorazione avviene in un mandrino autocentrante con bloccaggio pneumatico in un'unica operazione con riposizionamento del pezzo. Questi OT hanno due mandrini con bloccaggio pneumatico e due teste portautensili. Il ruolo del secondo mandrino è svolto dal contromandrino, che ripristina il pezzo e in cui avviene l'ulteriore lavorazione del pezzo. Il ciclo di lavorazione del pezzo è il seguente: il pezzo viene installato e fissato nel mandrino; girando il collo con un diametro di 30 h 12 con rifilatura dell'estremità del sedere; il cambio utensile automatico avviene ruotando la torretta; praticare 4 fori con un diametro di 16 mm; la prima torretta torna al punto di partenza; il contromandrino viene acceso e viene portato automaticamente al mandrino, che continua a ruotare ad una determinata frequenza; il contromandrino viene accelerato alla velocità di rotazione del mandrino e blocca automaticamente il pezzo; il mandrino apre automaticamente le ganasce e il contromandrino con il pezzo torna al punto di partenza specificato; si introduce la seconda torretta che fa girare il collo con un diametro di 30 h 12 con rifilatura dell'estremità di testa; cambio utensile automatico e fresatura cave 4 x 10; arretramento della torretta al punto di partenza e spegnimento del contromandrino.
3) Lavorazione su centro di lavoro con contromandrino. La lavorazione avviene in un mandrino autocentrante con bloccaggio pneumatico in un'unica operazione con riposizionamento del pezzo. Questi OT hanno due mandrini con bloccaggio pneumatico e due teste portautensili. Il ruolo del secondo mandrino è svolto dal contromandrino, che ripristina il pezzo e in cui avviene l'ulteriore lavorazione del pezzo. Il ciclo di lavorazione del pezzo è il seguente: il pezzo viene installato e fissato nel mandrino; girando il collo con un diametro di 30 h 12 con rifilatura dell'estremità del sedere; il cambio utensile automatico avviene ruotando la torretta; praticare 4 fori con un diametro di 16 mm; la prima torretta torna al punto di partenza; il contromandrino viene acceso e viene portato automaticamente al mandrino, che continua a ruotare ad una determinata frequenza; il contromandrino viene accelerato alla velocità di rotazione del mandrino e blocca automaticamente il pezzo; il mandrino apre automaticamente le ganasce e il contromandrino con il pezzo torna al punto di partenza specificato; si introduce la seconda torretta che fa girare il collo con un diametro di 30 h 12 con rifilatura dell'estremità di testa; cambio utensile automatico e fresatura cave 4 x 10; arretramento della torretta al punto di partenza e spegnimento del contromandrino.
 Tempo principale To Il tempo principale per tutti e tre i casi è calcolato secondo gli standard generali di costruzione delle macchine e viene preso come un valore costante, cioè To = const. Sulle operazioni di tornitura, fresatura e foratura, il tempo principale può essere trovato da tabelle e dipendenze empiriche. Il tempo principale è determinato dalla formula Di conseguenza, otteniamo: min; min.
Tempo principale To Il tempo principale per tutti e tre i casi è calcolato secondo gli standard generali di costruzione delle macchine e viene preso come un valore costante, cioè To = const. Sulle operazioni di tornitura, fresatura e foratura, il tempo principale può essere trovato da tabelle e dipendenze empiriche. Il tempo principale è determinato dalla formula Di conseguenza, otteniamo: min; min.
 Тмв - tempo ausiliario della macchina (per avvicinarsi alla parte utensile dai punti di partenza alle zone di lavorazione e svincolo; cambio utensile), min. Determinare in base ai dati del passaporto delle macchine e della tecnologia di elaborazione. minimo; min. Ttsa - tempo ciclo di funzionamento automatico della macchina secondo il programma, min. Determinare con la formula min;
Тмв - tempo ausiliario della macchina (per avvicinarsi alla parte utensile dai punti di partenza alle zone di lavorazione e svincolo; cambio utensile), min. Determinare in base ai dati del passaporto delle macchine e della tecnologia di elaborazione. minimo; min. Ttsa - tempo ciclo di funzionamento automatico della macchina secondo il programma, min. Determinare con la formula min;
 ateh, aorg, aotl - tempo per la manutenzione tecnologica e organizzativa del posto di lavoro, per il riposo e le esigenze personali con servizio a senso unico, percentuale del tempo operativo. Per le macchine con CNC e OT, questo valore è il 14% del tempo operativo.
ateh, aorg, aotl - tempo per la manutenzione tecnologica e organizzativa del posto di lavoro, per il riposo e le esigenze personali con servizio a senso unico, percentuale del tempo operativo. Per le macchine con CNC e OT, questo valore è il 14% del tempo operativo.
 Tempo ausiliario TV Il tempo ausiliario per il funzionamento è calcolato secondo la formula Standard di tempo ausiliario per l'installazione e la rimozione della parte TV. a. Per il primo caso, il tempo ausiliario per l'installazione e la rimozione è determinato per due operazioni, a seconda del tipo di dispositivo, del metodo di installazione e fissaggio della parte e della massa della parte. Durante l'operazione di tornitura, il pezzo viene montato in un mandrino autocentrante con bloccaggio pneumatico, e in un'operazione di fresatura in una morsa prismatica autocentrante con bloccaggio pneumatico. Durante l'operazione di tornitura, il pezzo viene resettato. minimo; min. Quando si lavora su un centro di tornitura, il pezzo viene installato in un mandrino con bloccaggio pneumatico con un ripristino del pezzo. min.
Tempo ausiliario TV Il tempo ausiliario per il funzionamento è calcolato secondo la formula Standard di tempo ausiliario per l'installazione e la rimozione della parte TV. a. Per il primo caso, il tempo ausiliario per l'installazione e la rimozione è determinato per due operazioni, a seconda del tipo di dispositivo, del metodo di installazione e fissaggio della parte e della massa della parte. Durante l'operazione di tornitura, il pezzo viene montato in un mandrino autocentrante con bloccaggio pneumatico, e in un'operazione di fresatura in una morsa prismatica autocentrante con bloccaggio pneumatico. Durante l'operazione di tornitura, il pezzo viene resettato. minimo; min. Quando si lavora su un centro di tornitura, il pezzo viene installato in un mandrino con bloccaggio pneumatico con un ripristino del pezzo. min.
 Quando si lavora su un OC con contromandrino, il pezzo viene installato in un mandrino con bloccaggio pneumatico con un azzeramento del pezzo utilizzando l'installazione automatica del pezzo nel contromandrino. min. Standard di tempo ausiliario associati al funzionamento della TV. operazione. ... minimo; min. Standard di tempo ausiliario per misure di controllo TV. riv. ... In tutti e 3 i casi è uguale a 0. Il tempo per le misurazioni di controllo (dopo la fine del lavoro nell'ambito del programma) dovrebbe essere incluso nella norma dell'unità di tempo solo se è previsto dal processo tecnologico e tenendo conto della frequenza necessaria di tali misurazioni in corso di lavoro, e solo in quei casi in cui non può essere sovrapposto dal tempo di ciclo del funzionamento automatico della macchina secondo il programma.
Quando si lavora su un OC con contromandrino, il pezzo viene installato in un mandrino con bloccaggio pneumatico con un azzeramento del pezzo utilizzando l'installazione automatica del pezzo nel contromandrino. min. Standard di tempo ausiliario associati al funzionamento della TV. operazione. ... minimo; min. Standard di tempo ausiliario per misure di controllo TV. riv. ... In tutti e 3 i casi è uguale a 0. Il tempo per le misurazioni di controllo (dopo la fine del lavoro nell'ambito del programma) dovrebbe essere incluso nella norma dell'unità di tempo solo se è previsto dal processo tecnologico e tenendo conto della frequenza necessaria di tali misurazioni in corso di lavoro, e solo in quei casi in cui non può essere sovrapposto dal tempo di ciclo del funzionamento automatico della macchina secondo il programma.

 Tempo ausiliario Tv min; min. Ktv è un fattore di correzione per il tempo di esecuzione del lavoro ausiliario manuale, a seconda del lotto di parti lavorate.
Tempo ausiliario Tv min; min. Ktv è un fattore di correzione per il tempo di esecuzione del lavoro ausiliario manuale, a seconda del lotto di parti lavorate.
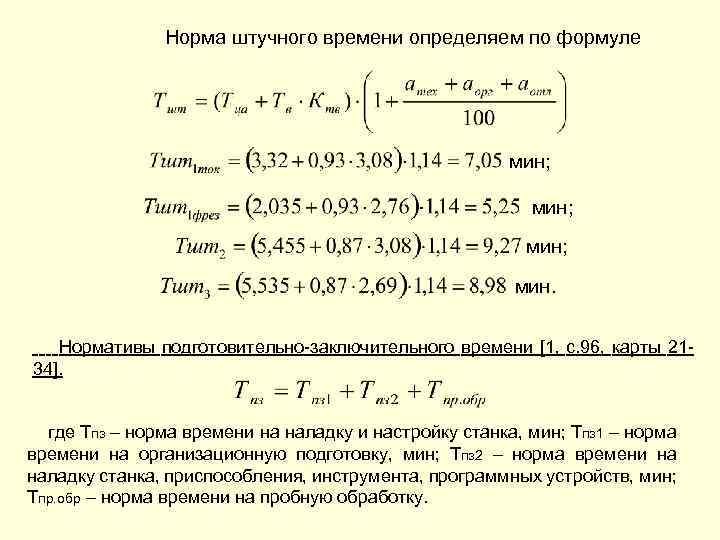 La velocità unitaria è determinata dalla formula min; min. Norme per il tempo preparatorio e finale. dove Тпз è la norma temporale per l'impostazione e la messa a punto della macchina, min; Тпз 1 - la norma del tempo per la formazione organizzativa, min; Тпз 2 - la norma del tempo per l'impostazione di una macchina, un dispositivo, uno strumento, dispositivi software, min; Tpr. arr - norma temporale per l'elaborazione di prova.
La velocità unitaria è determinata dalla formula min; min. Norme per il tempo preparatorio e finale. dove Тпз è la norma temporale per l'impostazione e la messa a punto della macchina, min; Тпз 1 - la norma del tempo per la formazione organizzativa, min; Тпз 2 - la norma del tempo per l'impostazione di una macchina, un dispositivo, uno strumento, dispositivi software, min; Tpr. arr - norma temporale per l'elaborazione di prova.
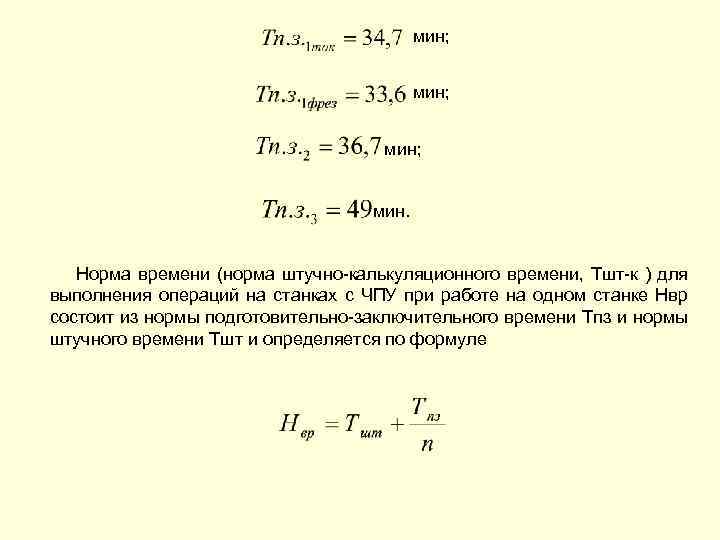 minimo; min. La norma del tempo (norma del tempo di calcolo del pezzo, Tsht-k) per eseguire operazioni su macchine CNC quando si lavora su una macchina Hvr è costituita dalla norma del tempo di preparazione-finale Tpz e dalla norma del tempo del pezzo Tsht ed è determinata dalla formula
minimo; min. La norma del tempo (norma del tempo di calcolo del pezzo, Tsht-k) per eseguire operazioni su macchine CNC quando si lavora su una macchina Hvr è costituita dalla norma del tempo di preparazione-finale Tpz e dalla norma del tempo del pezzo Tsht ed è determinata dalla formula





