Reglementarea tehnică a operațiunilor pentru mașinile CNC. Care este procesul de standardizare a lucrărilor de reglare la mașinile CNC. Timp pentru o realimentare a casetei
2.2 Raționarea muncii personalului principal al organizației
Să luăm în considerare raționarea muncii personalului principal folosind exemple specifice.
1. Organizarea, reglementarea și remunerarea lucrărilor de mașini-unelte.
Serviciu multi-linie- acesta este un tip de serviciu în care un lucrător deservește mai multe mașini. Serviciul multi-linie poate fi individual și în echipă. Împărțirea muncii în brigăzile cu mai multe stații este fie calificativă, fie funcțională; în unele cazuri, se folosește așa-numitul serviciu de perechi, atunci când, de exemplu, doi lucrători de aceeași profesie și calificări deservesc mai multe mașini. Serviciul cu mai multe stații este cel mai benefic dacă timpul mașinii care nu se suprapune este mai lung decât timpul operațiunilor manuale, al observării active și al tranzițiilor. Cu toate acestea, de multe ori serviciul cu mai multe stații este fezabil din punct de vedere economic chiar și atunci când acest echilibru al timpului este încălcat, în special atunci când există o penurie forta de munca când există echipament gratuit.
Pentru a stabili norme de timp pentru fiecare element al unei operațiuni de producție, indiferent de forma organizării muncii, lucrările analitice și de calcul se efectuează separat. În acest caz, acestea sunt ghidate de prevederea că norma de timp pentru o operațiune trebuie să îndeplinească următoarele condiții de bază:
1) procesul tehnologic prevede utilizarea rațională și deplină a mijloacelor tehnice: echipamente, echipamente, instrumente și mecanisme implicate în muncă;
2) Modul de procesare este stabilit pe baza celor mai bune practici;
3) asigură încărcarea completă a zilei de lucru cu muncă productivă.
Luați în considerare ordinea normalizării timpilor principali și auxiliari.
Modurile de procesare ale mașinii sunt selectate de tehnolog în funcție de material, unealtă și echipament. Timpul principal este determinat de formule în funcție de tipul de lucru (strunjire, frezare) pentru fiecare tranziție separat.
Când se lucrează pe mașini de prelucrare a metalelor, rata consumului timpului principal al mașinii poate fi determinată de formula (9):
la = li / n * S, (9)
unde to este timpul normal, min; l este lungimea estimată de procesare, mm; i este numărul de treceri; n este numărul de rotații sau curse duble disponibile pe mașină, pe minut; S este viteza de avans a instrument de tăiere pe rotație sau cursă dublă, mm.
Rationarea timpului auxiliar se realizează folosind standarde stabilite în funcție de tipul de producție: mai diferențial - în producția de masă, cel mai extins - într-o singură. În același timp, se determină mai întâi complexele tehnicilor auxiliare de muncă. Deci, în producția în serie, timpul auxiliar pentru operație este normalizat în conformitate cu următoarele seturi de tehnici:
1) Timp pentru instalare și scoaterea piesei. Standardele de timp pentru instalarea și îndepărtarea unei piese în standardele generale de construcție a mașinilor pentru timpul auxiliar sunt date pentru metodele tipice de instalare și fixare, ținând cont de locația lor atunci când sunt instalate manual la o distanță de 0,5-1 m de mașină .
2) Timpul asociat cu tranziția constă în timpul pentru apropierea sculei de piesa de prelucrat sau de suprafața piesei de prelucrat, setarea sculei la dimensiune, pornirea alimentării și rotirea axului pentru a prelua cipul de testare, măsurând atunci când luați cipul de testare , pornirea rotației și avansului axului, retragerea sculei etc. etc.
3) Timpul asociat cu schimbarea modului de funcționare al mașinii și schimbarea sculei constă în timpul recepțiilor pentru schimbarea frecvenței de rotație a axului sau a cursei de masă, cantitatea de alimentare, schimbarea uneltei, părțile mobile ale mașinii și accesorii.
4) Timpul pentru operațiunile de control include timpul petrecut pentru măsurători de control, care se fac după terminarea tratamentului de suprafață.
Particularitățile salariilor unui lucrător cu mai multe instrumente sunt determinate, în primul rând, de necesitatea de a lua în considerare gradul de angajare al acestuia în timpul schimbului de muncă și de a stabili plăți suplimentare adecvate la tarifele tarifare. Acestea sunt stabilite în funcție de raportul dintre angajarea normativă și cea de proiect a lucrătorului. Nivelul maxim al taxelor suplimentare, de regulă, nu trebuie să depășească 30% din tariful tarifar. Acest nivel corespunde egalității proiectului și nivelurilor normative de angajare, adică plățile suplimentare cresc pe măsură ce ocuparea forței de muncă crește, dar numai atât timp cât lucrătorul are timp să se odihnească în timpul schimbului.
2. Organizarea, reglementarea lucrărilor de ștanțare și turnătorie.
La standardizarea lucrărilor de forjare și ștanțare, care includ ștanțarea la cald sub ciocane și prese, supărarea pe mașinile de forjare orizontale și forjarea liberă, trebuie luate în considerare următoarele caracteristici ale acestui tip de prelucrare a metalelor:
1) Prezența a două procese paralele - încălzirea pieselor, deformarea metalelor și necesitatea determinării separate a timpului pentru încălzirea pieselor, ștanțarea (forjarea) și tăierea pieselor.
2) Natura brigăzii de lucru și necesitatea de a asigura o sarcină uniformă a fiecărui membru al brigăzii.
3) O greutate specifică nesemnificativă a timpului de deformare a metalului în standardul timpului piesei.
4) Necesitatea de a determina timpul auxiliar pentru operații și tehnici individuale.
5) Necesitatea de a aplica o metodă diferențiată de setare a ratei pentru calcularea timpului manual și al mașinii.
6) Stabilirea normei de timp pentru lucrări de forjare și ștanțare la cel mai mare timp operațional al tuturor membrilor echipei, întrucât atunci când procesul de încălzire a plachetelor cu procesul de deformare a metalului se desfășoară în paralel, lucrarea este organizată în așa fel că timpul de încălzire al plăcilor se suprapune cu timpul de forjare și parțial cu timpul de serviciu la locul de muncă, prin urmare, timpul de încălzire nu este de obicei inclus în standarde.
Rata unitară de timp pentru forjare pe ciocane și prese, în funcție de scara de producție a semifabricatelor, se calculează prin formula (10):
tsht = (∑ (la * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
unde este timpul principal al unei lovituri cu ciocanul; Ky este numărul de lovituri necesare pentru deformarea metalului; Km este factorul de corecție pentru forjarea diferitelor grade de oțel; tnstv este timpul auxiliar pentru forjarea liberă asociat produsului; Кn este un factor de corecție care ia în considerare modificarea ratei de lucru în funcție de dimensiunea lotului.
Valorile factorului de corecție sunt date în tabelul 28.
Tabelul 28
Valorile factorului de corecție Kn
În „Standardele generale de construcție a mașinilor pentru forjare pe ciocane și prese” timpul auxiliar este acordat luând în considerare timpul pauzelor de odihnă și nevoile personale și timpul pauzelor asociate cu organizarea procesului tehnologic.
3. Organizarea, raționarea lucrărilor de montare-montare și sudare.
Lucrarea lăcătușilor la prelucrarea pieselor de prelucrare este tăierea metalului la rece, efectuată cu o unealtă manuală sau electrică. O astfel de prelucrare urmărește să ofere pieselor forma, dimensiunile și rugozitatea suprafeței necesare prin tăierea cu ferăstrăul tăiat, tăierea, limarea, răzuirea, găurirea, filetarea și șanfrenarea, bavuri
etc.
Caracteristicile tehnologice ale proceselor enumerate sunt caracterizate de instrumentele și echipamentele utilizate pentru această lucrare. În lucrările de asamblare, operațiunile pot fi efectuate direct la locurile de asamblare fără a plasa produsul într-un menghină sau pe un banc de lucru.
Standardizarea lucrărilor de montare și asamblare se realizează în următoarea ordine:
1) stabilirea obiectului, scopul și metoda raționamentului;
2) analiza operațiunilor efective de lăcătușerie și asamblare, identificarea conformității organizării muncii la locul de muncă cu cerințele ITT, alegerea unei opțiuni raționale pentru conținutul său tehnologic, care asigură cel mai mic consum de timp de lucru respectând în același timp cerințele tehnice pentru prelucrare;
3) alegerea standardelor pentru raționarea în conformitate cu tipul de producție, natura lucrării;
4) proiectarea conținutului muncii conform metodelor de lucru și identificarea conformității condițiilor efective de muncă cu cele normative;
5) calcularea timpului operațional pentru o operațiune pe baza determinării duratei elementelor individuale de lucru pe baza materialelor normative. Timpul operațional este determinat de formula (11):
Sus = ∑topi * k, (11)
unde topi este timpul operațional al complexului de lucrări al i-lea, min; k este factorul total de corecție pentru schimbarea condițiilor de lucru atunci când se efectuează complexul de calcul al i-lea.
În condițiile producției pe scară mică și pe o singură bucată, timpul de funcționare nu este alocat la standardizarea lucrărilor de montaj și asamblare, iar calculul se efectuează în mod agregat pe bucată pentru fiecare complex de calcul al i-lea.
6) Calculul timpului pentru întreținerea locului de muncă, odihnă și nevoile personale.
Lucrările de lăcătuș și de asamblare sunt în mare parte manuale, deci este dificil de alocat timpul auxiliar. Există două tipuri de tabele în colecțiile de standarde pentru lucrări de instalații sanitare și de asamblare (atunci când se standardizează în funcție de timpul operațional).
În primul tip de tabele, timpul principal și auxiliar, în plus față de timpul pregătitor și final, timpul pentru deservirea locului de muncă și timpul pentru odihnă și nevoi personale, este inclus în timpul standard. Rata de timp este stabilită pe unitate de măsură.
În cel de-al doilea tip de tabele, timpul de funcționare este dat cu includerea timpilor auxiliari asociați numai cu instrumentul sau materialul piesei de prelucrat, dar fără a include timpul asociat cu întreaga piesă sau ansamblu.
În ceea ce privește raționarea sudurii, putem spune că sudarea electrică, gazul, contactul și sudarea cu fascicul de electroni sunt utilizate în ingineria mecanică.
Aici, timpul principal este timpul în care are loc formarea sudură prin topirea materialului de bază și de umplutură (electrod, electrod sau sârmă de umplere).
Timpul principal pentru sudarea 1 m a unei cusături este determinat de formula (12):
to1I = (60 * F * Þ) / (J * αн), (12)
unde F este aria secțiunii transversale a cusăturii, mm2; Þ - greutatea specifică a metalului depus, g / cm3; J - curent de sudură, a; αн - coeficient de depunere, g / a * h.
Cele mai comune elemente ale timpului auxiliar, în funcție de produs și de tipul de echipament pentru toate tipurile de sudură cu arc, includ timpul pentru instalare, rotație, îndepărtarea produsului, fixarea și desfacerea pieselor și mișcarea sudorului. Pentru toate tipurile de sudură cu arc, aceasta este setată conform standardelor.
În sudarea automată și semi-automată (casetă), timpul necesar pentru realimentarea unei casete este alocat separat. Lista costurilor este prezentată în tabelul 29.
Tabelul 29
Timp pentru o realimentare a casetei
Metoda de realimentare |
Caracteristicile casetei |
E timpul pentru unul |
|
greutate, kg |
|||
Închis |
|||
Mecanizat |
Deschis |
||
Închis |
|||
4. Caracteristicile standardizării operațiunilor de producție automatizate.
Automat proces de fabricație arată că în organizarea muncii, formele sale sunt influențate de prezență sisteme automateși dispozitive.
Principala modalitate de automatizare a proceselor de prelucrare mecanică a pieselor de producție la scară mică și unică este utilizarea mașinilor-unelte cu control numeric (CNC). Mașinile CNC sunt mașini semi-automate sau automate, ale căror părți în mișcare efectuează automat mișcări de lucru și auxiliare conform unui program prestabilit. Structura unui astfel de program include comenzi tehnologice și valori numerice ale deplasărilor corpurilor de lucru ale mașinii. Schimbarea unei mașini CNC, inclusiv schimbarea programului, necesită puțin timp, astfel încât aceste mașini sunt cele mai potrivite pentru automatizarea producției la scară mică.
O caracteristică a standardizării operațiunilor de prelucrare mecanică a pieselor pe mașinile CNC este că timpul principal (mașina) și timpul asociat cu tranziția alcătuiesc o singură valoare Ta - timpul de funcționare automată a mașinii conform programului compilat de tehnolog-programator, care constă în timpul principal al funcționării automate a mașinii Toa și timpul auxiliar al mașinii conform programului Tva, adică (13), (14), (15):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + Toast, (15)
unde Li este lungimea traseului parcurs de unealtă sau de o parte în direcția de alimentare la prelucrarea secțiunii tehnologice a-a (ținând cont de penetrare și depășire); alimentare min-minute în această zonă; i = 1, 2, ..., n- numărul de zone de procesare tehnologică; Tvha -
timpul pentru executarea mișcărilor auxiliare automate (furnizarea piesei sau a sculelor de la punctele de plecare către zonele de procesare și retragere, setarea sculei la dimensiune, schimbarea valorii numerice și a direcției de avans); Pâinea prăjită este timpul pauzelor-opriri tehnologice de alimentare și rotație a fusului pentru a verifica dimensiunile, inspecta sau schimba instrumentul.
Sistem automat flexibil(GPS) este un sistem de mașini și mecanisme concepute pentru prelucrarea diferitelor părți similare din punct de vedere structural și tehnologic în loturi mici, una câte una, fără participarea umană directă. Părți componente GPS-urile sunt subsisteme: tehnologice, de transport, stocare, servicii instrumentale și control asistat de computer.
Elementul central al GPS-ului este flexibil sistem tehnologic(GTS), care este un set de mașini CNC cu mai multe operațiuni (cum ar fi un centru de prelucrare) care procesează direct articole.
În funcție de numărul de mașini din FMS există: modul de producție flexibil (FMP); flexibil linie de producție(GPL); zona de producție flexibilă (GPU); producția flexibilă a unui atelier (GPP) și a unei fabrici (GPP).
Un modul de producție flexibil este un echipament tehnologic (mașină CNC) echipat cu manipulatoare sau roboți pentru încărcarea și descărcarea pieselor și o magazie de scule. Principala caracteristică a PMG este capacitatea de a lucra fără participarea umană și capacitatea de a se integra într-un sistem de rang mai înalt. Linia flexibilă constă din mai multe module echipate cu sisteme de transport și instrumente și controlate de microcomputere. Secțiune flexibilă - un tip de GPL; diferă în ceea ce privește compoziția și interschimbabilitatea echipamentelor tehnologice și a modului de transport.
Subsistemul de transport și acumulare este un set de depozite automate pentru piese și piese, acumulatori la mașini cu încărcare și descărcare automată și vehicule automate utilizate pentru a muta articolele procesate din depozit la mașini și invers (cărucioare robotizate, transportoare, mese cu role etc.)) .
Subsistemul serviciului instrumental include depozite de scule și dispozitive, un departament pentru pregătirea sculelor pentru lucru (ascuțirea, asamblarea, asamblarea magazinelor etc.) și un sistem automat flexibil pentru instalarea, scoaterea și mutarea sculelor din depozite și invers.
Subsistem control automat este un complex de mijloace tehnologice cu calculatoare capabile să primească informații de la sisteme automatizateîntreprinderi: ACS ( programarea orarelor), CAD (desenarea unei piese), ASTPP (proces tehnologic de procesare și control al unei piese), transformați-l folosind programe de control, transmiteți direct comenzi organele executive echipamente ale tuturor subsistemelor GPS.
Astfel, există două fluxuri de resurse care funcționează în FMS: material și informațional. Fluxul de material asigură executarea tuturor operațiunilor principale și auxiliare de prelucrare a obiectelor: furnizarea de semifabricate, scule și instalarea acestora pe mașini; prelucrarea mecanică a pieselor; îndepărtarea pieselor finite și mutarea acestora în depozit; schimbarea și mișcarea instrumentului; controlul procesării și stării sculei; curățarea așchiilor și alimentarea cu lichid de tăiere. Fluxul de informații oferă: secvența, calendarul și numărul articolelor procesate, prevăzute de planurile de lucru ale Serviciului de frontieră de stat; transfer de programe de prelucrare direct către organele executive ale mașinilor-unelte, programe de lucru ale roboților, mecanisme de instalare și transfer, programe pentru furnizarea de goluri, scule, materiale auxiliare, programe de control pentru întregul complex și contabilitatea activității sale, precum și controlul grupului de mașini, mecanisme de stocare a transportului, sistem de servicii instrumentale.
Principalele caracteristici ale sistemelor flexibile de fabricație sunt următoarele:
1) Angajații serviciului de frontieră de stat nu sunt implicați direct în impactul asupra subiectului muncii. Sarcina lor principală este de a asigura funcționarea eficientă a echipamentului. Odată cu schimbarea funcțiilor lucrătorilor, structura costurilor timpului lor de lucru se schimbă. Cea mai mare parte este cheltuită pentru reglare, întreținere preventivă și repararea echipamentelor.
2) Numărul de unități de echipamente tehnologice FPS depășește numărul de angajați din fiecare grupă: reglatori, mecanici, reparatori, ingineri electronici etc. Prin urmare, este necesar să se stabilească relații optime între numărul de unități de echipamente și numărul de angajați. în fiecare grup, pentru a normaliza timpul petrecut în două secțiuni: în raport cu echipamentele și lucrătorii.
3) Pentru a crește nivelul de fiabilitate a funcționării GPS-ului, este necesar să se creeze brigăzi complexe de la un capăt la altul cu salarii pentru produsul final. Trebuie avut în vedere faptul că timpul de nefuncționare al echipamentelor în timpul serviciului și în așteptarea acestuia este cu atât mai mic, cu cât profilul fiecărui angajat este mai larg în raport cu funcțiile îndeplinite și zonele de service a echipamentelor.
Teoria și experiența operării FPS de operare arată că, în prezent, normele privind durata operațiunilor în raport cu echipamentele (normele de intensitate a mașinilor-unelte ale operațiunilor), normele de intensitate a muncii, normele de număr și întreținere sunt cele mai mari practici. importanţă.
Pentru calculele practice ale normelor de durată, este necesar să se procedeze de la împărțirea consumului de timp normalizat în cele directe și indirecte. Primul poate fi calculat destul de precis direct pentru o unitate de producție de un anumit tip. Acestea din urmă se referă la toate produsele fabricate la un anumit loc de muncă sau amplasament și, prin urmare, sunt incluse în durata normalizată a operațiunii proporțional cu valoarea costurilor directe.
Procedura pentru calcularea standardelor de muncă în cadrul Serviciului de Frontieră de Stat este următoarea:
1) se găsește coeficientul de utilizare a echipamentelor până la momentul funcționării automate, care este necesar pentru îndeplinirea programului de producție;
2) se stabilesc standardele pentru rata de ocupare a angajaților din fiecare grup;
3) pe baza standardelor relevante, se calculează o versiune preliminară a intensității muncii fiecărui tip de muncă și a numărului de norme pentru fiecare grup de lucrători;
4) se determină coeficienții volumului de muncă al angajaților din fiecare grup, corespunzător versiunii adoptate a numărului de norme;
5) se stabilește coeficientul timpului de funcționare automată, corespunzător variantei adoptate a normelor numărului;
6) factorii de încărcare a angajaților fiecărui grup și timpul de lucru automat sunt comparate cu valorile specificate ale acestora;
7) se determină valoarea costurilor pentru angajații din toate grupurile;
8) pentru varianta normelor numărului, recunoscută ca optimă, se regăsesc valorile normelor duratei efectuării operațiilor tehnologice pentru fiecare detaliu;
9) pe baza normelor de număr și durată, normele de intensitate a muncii (timpul) sunt stabilite pentru fiecare detaliu, pentru fiecare grup de lucrători și pentru brigadă în ansamblu.
În condiții producție automatizată, inclusiv sisteme de producție flexibile, directe, de regulă, se referă doar la timpul petrecut în funcționarea automată a echipamentelor. Se recomandă includerea costurilor indirecte de timp în compoziția normei pe durata operațiunilor, pe baza următoarei formule (16):
Нд = tа * (Тпл / (Тпл - Тнп)), (16)
unde t este timpul de funcționare al mașinii în modul automat în timpul fabricării unei unități de producție pentru o operație dată; Tpl este fondul zilnic planificat al timpului de funcționare al GPS; Тнп este durata întreruperilor normalizate în funcționarea tehnologiei echipamente asociate întreținerii și așteptării serviciului de către lucrătorii din toate grupurile în timpul Тpl.
Valoarea Тнп ar trebui să includă numai acele întreruperi reale în funcționarea echipamentului care sunt în mod obiectiv inevitabile în condițiile unui anumit GPS, pe baza programului optim de întreținere a echipamentului, a programului de lucru stabilit și a odihnei lucrătorilor. Compoziția bunurilor de consum este determinată de caracteristicile de proiectare ale sistemului analizat și de condițiile de funcționare. De regulă, valoarea Тнп include durata de punere în funcțiune, reglare, testare, care nu poate fi acoperită de timpul mașinii, timpul de nefuncționare al echipamentului asociat cu întreținerea reglementată a subsistemelor mecanice, electrice, electronice și alte subsisteme, timpul fabricarea și controlul pieselor de testare etc. Atunci când se stabilește compoziția tipului, ar trebui să se străduiască să se suprapună unele lucrări cu altele cât mai mult posibil, să le efectueze în paralel, să combine funcțiile angajaților Serviciului de frontieră de stat, să folosi avantajele organizării brigăzii de muncă, contractarea colectivă.
În toate echipamentele GPS, echipamentul nu este oprit în timpul restului lucrătorilor, care ar trebui să fie instalat pe un program de alunecare. Prin urmare, timpul pentru odihnă și nevoi personale nu este inclus în bunurile de consum. Se ia în considerare la calcularea standardelor optime de serviciu și a numărului, care sunt stabilite la un nivel care face posibilă implementarea timpului standard pentru odihnă datorită înlocuirii reciproce a lucrătorilor.
Al doilea factor poate fi exprimat în termeni de factor de utilizare a echipamentului în termeni de timp de funcționare automată (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
unde Ta este timpul de funcționare automată a echipamentului pentru perioada planificată de funcționare a acestuia Tpl.
Timpul mediu normalizat de producție (rata duratei) este determinat de formula (18):
Nu = t / Cap, (18)
unde Cap este factorul de utilizare planificat al echipamentului până la momentul funcționării automate.
Formula (18) este cea mai convenabilă pentru standardizarea practică a duratei operațiunilor, deoarece include doi parametri utilizați în toate calculele tehnologice de bază și planificate organizațional ale FMS.
Pentru calcule practice, următoarea formulă pentru complexitatea operațiilor este convenabilă (19):
Нт = (Нч / N * C * Ki) * Нд, (19)
unde N este numărul total de module GPS; C este numărul de schimburi de funcționare a echipamentului; Ki este factorul de utilizare planificat al echipamentului.
La calcularea numărului total de angajați ai angajaților SBS, este recomandabil să se ia în considerare separat angajarea acestora cu funcțiile principale - efectuarea de lucrări de producție și suplimentare - efectuarea de lucrări de sprijin (20):
Ks (X) = Kp (X) + Ko (X), (20)
unde Kp (X) și Co (X) reprezintă rata de ocupare a lucrătorilor din acest grup prin efectuarea producției corespunzătoare și sprijinirea muncii.
Numărul optim al Serviciului de Stat pentru Pompieri este stabilit pe baza relațiilor (21), (22):
Кз (Х) ≤ Кзн, (21)
Ka (X) ≥ Kan, (22)
Coeficientul Ka (X) se determină pentru fiecare variantă a normelor numărului de angajați conform formulei (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
unde Тнп (Нч) este durata întreruperilor standardizate în funcționarea echipamentului, în funcție de opțiunea adoptată pentru numărul de angajați, forma divizării și cooperării muncii, reglementările de întreținere a echipamentelor și modul de lucru și odihnă.
În condițiile liniilor automate (inclusiv liniile rotative și transportoare rotative) pentru raționarea forței de muncă, se utilizează următoarele: norme pentru numărul de personal; norme pentru durata operațiunilor de producție; norme de timp (intensitatea muncii operațiunilor) pentru grupuri selectate muncitori și, în general, pentru brigada care deservește linia; ratele de producție; sarcini normalizate.
Rolul principal îl joacă normele privind numărul de personal (reglatori, mecanici-reparatori, electricieni, tehnicieni electronici), deservirea liniei în conformitate cu reglementările stabilite și asigurarea implementării programului de producție.
Baza pentru calcularea ratei de timp și de ieșire în condițiile liniilor automate este productivitatea tehnică (pașaport) a liniei rm, care determină numărul de unități de producție care pot fi obținute de la acest echipament pe oră sau într-o altă unitate de timp în care funcționează în modul automat.
Rata de producție este stabilită pe baza performanței tehnice a unității și a ratei de utilizare a liniei în funcție de timpul de funcționare automată (24):
Нв = rm * Can, (24)
După determinarea ratei de producție, rata intensității muncii (timp) pentru al i-lea grup(profesii) lucrători (25):
Нтi = Тпл * (Нчi / Нв), (25)
Pe baza normei de număr, timp și producție, se stabilește o sarcină standardizată. Acesta indică domeniul de lucru pentru întreținerea reglementată a liniei în perioada planificată, timpul pentru efectuarea acestor lucrări, numărul standard de lucrători, volumul planificat de producție a liniei.
Dacă pe o linie automată sunt produse produse cu mai multe nume, atunci calculele normelor de timp și de producție pot fi efectuate pentru seturi de produse. Odată cu aceasta, pentru liniile multidisciplinare, poate fi mai oportun să se calculeze normele duratei Nd și intensității muncii Nt în conformitate cu metoda pentru GPS. În acest caz, calculele se efectuează conform formulelor (26), (27):
Ndk = tak / Kan, (26)
Нтk = Нч * (Ндк / But), (27)
unde tak este timpul de funcționare automată a echipamentului la fabricarea pieselor de tip k-th.
Cursul 6. Raționarea lucrărilor efectuate pe mașini-unelte cu control numeric
Raționarea lucrărilor efectuate pe mașini controlate numeric
Utilizarea mașinilor-unelte cu control numeric (CNC) este una dintre direcțiile principale ale automatizării tăierii metalelor, vă permite să eliberați un număr mare de echipamente universale, precum și să îmbunătățiți calitatea produselor și condițiile de lucru pentru operatorii de mașini . Diferența fundamentală dintre aceste mașini și mașinile convenționale constă în specificarea unui program de procesare în formă matematică pe un suport special de program.
Norma de timp pentru operațiile efectuate pe mașini CNC atunci când se lucrează la o mașină constă din norma timpului pregătitor și final și norma timpului piesei:
Timpul pregătitor și final este determinat de formula:
unde T pz - timpul pentru configurarea și reglarea mașinii, min;
Т пз1 - timpul pentru pregătirea organizațională, min.;
T pz2 - timpul pentru configurarea mașinii, dispozitivului, instrumentului, dispozitivelor software, min;
T pr.obr - timpul procesării procesului.
Rata de timp pe bucată este calculată prin formula:
Т Ц.а - durata ciclului de funcționare automată a mașinii conform programului, min.;
K t este un factor de corecție pentru timpul de efectuare a lucrărilor auxiliare manuale, în funcție de lotul de piese de prelucrat.
![]()
unde T about - timpul principal (tehnologic) pentru procesarea unei părți, min;
T mv - mașină-timp auxiliar în funcție de program (pentru abordarea unei piese sau a unei scule de la punctele de pornire la zonele de procesare și retragere; setarea piesei la dimensiune, schimbarea sculei, schimbarea valorii și direcției de avans, timpul de pauze tehnologice etc.), min.
L i este lungimea traseului parcurs de unealtă sau piesă în direcția de avans la prelucrarea secțiunii tehnologice i-ro (luând în considerare timpul de penetrare și depășire), mm;
S mi - avans de minute la o secțiune tehnologică dată, mm / min;
i = 1,2 ... n este numărul de secțiuni de procesare.
Timpul principal (tehnologic) este calculat pe baza condițiilor de tăiere, care sunt determinate în conformitate cu Standardele generale de construcție a mașinilor pentru timpul și condițiile de tăiere pentru standardizarea lucrărilor efectuate pe mașini cu control numeric universale și multifuncționale. În conformitate cu aceste standarde, designul și materialul părții de tăiere a sculei sunt selectate în funcție de configurația piesei de prelucrat, stadiul prelucrării, natura toleranței care trebuie îndepărtată, materialul care urmează să fie prelucrat etc. preferabil să se utilizeze un instrument echipat cu plăci de aliaj dur(dacă nu există restricții tehnologice sau de altă natură privind utilizarea lor). Astfel de restricții includ, de exemplu, prelucrarea întreruptă a oțelurilor rezistente la căldură, prelucrarea găurilor cu diametru mic, viteza de rotație insuficientă a piesei etc.
Adâncimea de tăiere pentru fiecare etapă de prelucrare este selectată în așa fel încât să asigure eliminarea erorilor de prelucrare și a defectelor de suprafață care au apărut în etapele anterioare de prelucrare, precum și pentru a compensa erorile care apar în etapa procesării.
Alimentarea pentru fiecare etapă de prelucrare este alocată luând în considerare dimensiunile suprafeței prelucrate, precizia și rugozitatea specificate a materialului care urmează să fie prelucrate și adâncimea de tăiere selectată în etapa anterioară. Alimentarea selectată pentru etapele de degroșare și semi-finisare este verificată în funcție de rezistența mecanismului mașinii. Dacă nu îndeplinește aceste condiții, este redus la o valoare admisibilă prin rezistența mecanismului mașinii. Alimentarea selectată pentru etapele de finisare și finisare a procesării este verificată în raport cu condiția obținerii rugozității necesare. Cel mai mic dintre fluxuri este selectat în cele din urmă.
Viteza și puterea de tăiere sunt selectate în funcție de parametrii sculei definiți anterior, adâncimea de tăiere și avansul.
Modul de tăiere în etapele aspre și semi-finisate este verificat de puterea și cuplul mașinii, ținând seama de caracteristicile sale de proiectare. Modul de tăiere selectat trebuie să îndeplinească condițiile:
unde N este puterea necesară pentru tăiere, kW;
N e - puterea efectivă a mașinii, kW;
2M - cuplu dublu de tăiere, Nm;
2M st - cuplu dublu pe axul mașinii, permis de mașină pentru rezistența mecanismului sau puterea motorului electric, Nm.
Cuplul de tăiere dublu este determinat de formula:
P z - componenta principală a forței de tăiere, N;
D - diametrul suprafeței tratate, mm.
Dacă modul selectat nu îndeplinește condițiile specificate, este necesar să reduceți viteza de tăiere setată în funcție de valoarea, puterea admisibilă sau cuplul mașinii.
Timpul auxiliar asociat cu efectuarea operației pe mașinile CNC prevede implementarea unui set de lucrări:
a) legat de instalarea și îndepărtarea piesei: „preluați și instalați piesa”, „aliniați și remediați”; „Porniți și opriți mașina”; „Desfaceți, scoateți piesa și puneți-o într-un recipient”; „Curățați dispozitivul de bărbierit”, „ștergeți suprafețele de bază cu un șervețel”;
b) asociate cu executarea operațiilor care nu au fost incluse în timpul ciclului de funcționare automată a mașinii conform programului: "porniți și opriți unitatea de bandă"; "Setați poziția relativă specificată a piesei și a instrumentului în coordonatele X, Y, Z, dacă este necesar, efectuați o reajustare"; "Verificați sosirea unei scule sau a unei piese într-un punct dat după prelucrare"; „Înaintează banda perforată în poziția inițială.”
V vedere generala timpul auxiliar este determinat de formula:
unde Т в.у - timpul pentru instalarea și scoaterea unei piese manual sau cu un lift, min.;
T v.op - timpul auxiliar asociat operației (neincluse în programul de control), min;
T v meas - timp auxiliar care nu se suprapune pentru măsurători, min.
Timpul auxiliar pentru măsurători de control este inclus în standardul de timp pentru piesă numai dacă este prevăzut de procesul tehnologic și numai atunci când nu poate fi acoperit de timpul ciclului de funcționare automată a mașinii.
Factor de corectie (K t în) pentru durata lucrărilor auxiliare manuale, în funcție de lotul de piese prelucrate, se determină din tabel. 4.7.
Tabelul 4.7
Factori de corecție pentru timpul auxiliar, în funcție de dimensiunea lotului pieselor prelucrate în producția în serie
Coeficienți de corecție pentru timpul auxiliar, în funcție de harta nr. 1
pe dimensiunea lotului și a pieselor prelucrate în producția în serie
| Articol nr. | Timp operațional (Ttsa + TV), min., Până la | Tipul producției | |||||||||
| Lot mic | Lot mediu | ||||||||||
| Numărul de piese dintr-un lot, buc. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 și mai mult | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Index | A | b | v | G | d | e | f | s | și | ||
Întreținerea locului de muncă include următoarele lucrări:
· Schimbarea unui instrument (sau a unui bloc cu o unealtă) din cauza tăciunii sale;
Să luăm în considerare care este procesul de evaluare. funcționează reglarea pe mașinile CNC și pentru ce este.
Realizarea proceselor complexe de prelucrare a pieselor de prelucrare pentru mașinile CNC și a programelor care o controlează, principalul criteriu este rata de timp pentru fabricarea pieselor. Fără aceasta, este imposibil să se calculeze salariul pentru operatorii de mașini, să se calculeze un astfel de indicator precum productivitatea muncii și rata de utilizare a echipamentelor.
Începutul procesului
De obicei, lucrătorii trebuie să petreacă timp suplimentar pentru abordarea și procedura de retragere, modificările de mod și schimbările de instrumente. Prin urmare, ca parte a timpului petrecut pentru prelucrarea pieselor, se ia în considerare și durata perioadei de configurare. Raționarea muncii începe cu sincronizarea în condițiile mașinii de operare. Cu ajutorul unui cronometru, timpul petrecut este înregistrat pentru a instala o piesă pe aparat, apoi scoateți-o.
Minutele sunt irosite la întreținerea șantierului, necesități esențiale ale operatorului. Când lucrați la o mașină de găurit (cu o singură coloană), durează 14 minute, iar la mașinile cu două coloane - 16 minute.
Ce este inclus în întreținerea locurilor de muncă
Procesul de întreținere al mașinii include:
- măsuri organizatorice - inspecția mașinii, încălzirea acesteia, testarea echipamentului: funcționarea în sistemul hidraulic și CNC. Este nevoie de ceva timp pentru a obține instrucțiuni și instrumente de la comandant cu o sarcină (ținută, desen, suport software); prezentați prima probă primită a piesei la departamentul de control al calității, ungeți și curățați mașina în perioada de schimb, curățați locul de muncă după finalizarea acesteia. Costurile de timp permanente pentru implementarea unui complex de muncă organizațională asupra echipamentelor de strunjire și carusel, în conformitate cu normele, devin 12 minute. Atunci când sunt necesare eforturi suplimentare de servicii, se introduce o modificare adecvată;
- măsuri tehnice - înlocuirea unui instrument care este contondent; reglarea mașinilor în timpul schimbului și reglarea. Mai sunt și alții muncă obligatorie: În timpul procesului de lucru, așchii trebuie îndepărtați constant din zonele de tăiere sau de strunjire.

Timpul petrecut la configurarea aparatului
În documente, care reflectă standardele de muncă, timpul pentru instalarea echipamentului este determinat, în funcție de proiectarea acestuia. Dacă procesarea este efectuată, standardele pentru instalarea și scoaterea instrumentului de tăiere sunt luate ca bază pentru calcul.
Atunci când este necesar să se efectueze corectarea pozițiilor instrumentelor de prelucrare a pieselor de testare, perioada de procesare a piesei este inclusă în durata etapei pregătitoare.
Standardul pentru instalarea și întreținerea strungurilor automate este un standard important. Ele sunt așezate în timpul total pentru producerea unei părți și, în consecință, se formează indicatori economici muncitor și producția în ansamblu.

Colecții de documente normative
Autoritățile de reglementare ale fabricilor și fabricilor în care sunt utilizate mașini cu control numeric și programat, utilizează standardele stabilite în documente în calculul orelor de lucru:
- Tarif unificat manual de calificare lucrări;
- Clasificator complet rus al profesiilor muncitorilor;
- Carte de referință unificată a calificării posturilor de manageri și specialiști;
- Colecții de standarde de muncă pentru munca efectuată pentru reglarea echipamentelor programabile.
IMPORTANT! Toată această literatură normativă este de bază pentru managerii de toate nivelurile și structurile de personal.
Fără aceasta, este imposibil să se determine timpul pentru a finaliza o anumită cantitate de muncă, numărul de specialiști care trebuie implicați și normele de timp utilizate în dezvoltarea hărților pentru procesele tehnologice.

Configurați cărțile
Sub aparat de un anumit tip se realizează o durată strict standardizată a operațiunilor de punere în funcțiune a producției și i se atribuie un card de punere în funcțiune. Atunci când se dezvoltă, sunt luați în considerare mulți factori pentru a obține imaginea finală.
Rata de timp alocată operatorului mașinii prevede:
- specificul procedurii de diagnosticare a parcului de mașini-unelte;
- prezența mai multor opțiuni pentru modul de ajustare;
- respectarea cerințelor de service.

Pentru a determina rata intensității muncii (unitatea de măsură este ore-om sau minute-om) a oricărei lucrări, se ia în considerare timpul în care o parte este procesată pe o mașină dată. Standardizatorul funcționează, de asemenea, cu conceptul unei rate de timp pe bucată, care determină timpul total în conformitate cu tipurile de lucru.
În consecință, timpul total este împărțit în segmente principale și auxiliare, activități de întreținere a biroului; tranziții între mașini în timpul serviciului cu mai multe stații; monitorizarea fluxului de lucru; pauze din cauza funcționării echipamentului.
Institutul Muncii are rezultatele standardizării pentru echipamentele de frezare și găurire și grupuri de foraj, strungurile și liniile automate sunt prevăzute cu standarde.
IMPORTANT! Cunoscând standardele, managerii determină gradul de angajare al lucrătorului (se calculează intensitatea sa de muncă), distribuie zonele de muncă și stabilesc ritmul optim de lucru.

Serviciu multi-stație - abordări de sincronizare
În fabricile cu un grad ridicat de automatizare, se practică întreținerea pe mai multe stații a mașinilor CNC (forme de organizare a forței de muncă - în echipe, legături și individual). În consecință, zonele de servicii sunt fixe.
Serviciul cu mai multe stații asigură timpul petrecut pe:
- preîncălzirea echipamentului fără sarcină, dacă este prevăzută în instrucțiunile de operare pentru strunjirea echipamentului;
- lucrați în cadrul programului de control al mașinii cu întreținerea locului de muncă;
- instalarea semifabricatelor, îndepărtarea pieselor și controlul calității acestora;
- completarea nevoilor personale ale operatorului;
- pierderea planului planificat;
- implementarea etapei pregătitoare și finale a muncii;
Clasificarea lucrărilor cu mai multe stații se realizează prin muncă; zone, tipuri și sisteme; funcții îndeplinite de multi-instrument.

Sisteme și metode de întreținere a mașinilor-unelte
Întreprinderile practică un sistem de service ciclic - la locurile de muncă și liniile de producție pentru mașini-unelte care au o durată egală sau similară în timpul căreia este prelucrată piesa. Se caracterizează printr-un flux constant de cereri. Non-ciclic înseamnă că operatorul merge imediat la service pentru mașină, unde s-a încheiat modul automat de funcționare. Se caracterizează prin solicitări de servicii ocazionale.
Sunt posibile și alte metode:
- câine de pază, - muncitorul monitorizează întregul parc de utilaje care i-a fost atribuit, pe parcurs, determinând nevoia de întreținere. În caz de prioritate, secvența de întreținere este determinată de operator, pe baza costului pieselor prelucrate.
- traseu, constă în ocolirea unui grup de mașini de-a lungul unui traseu prestabilit.
Întreținerea mai multor mașini cu aceeași sau diferită durată a proceselor de prelucrare a pieselor are propriile nuanțe. Cu toate acestea, toate acestea sunt supuse standardizării pe parcursul proiectării atente a procesului de producție.

Concluzie
La mașinile CNC pentru standardizarea lucrărilor de reglare, trebuie să luați în considerare numeroase nuanțe atunci când calculați durata diferitelor operațiuni.
Determinând timpul de procesare final al unei piese pe o singură mașină (vorbim despre un strung sau), normele sunt calculate pentru întregul parc de mașini.
Pagina 1

pagina 2

p. 3

pagina 4

p. 5

pagina 6

pagina 7

pagina 8

pagina 9

p. 10

pagina 11

p. 12

p. 13

p. 14

p. 15

pagina 16

p. 17

p. 18

p. 19

pagina 20

p. 21

pagina 22

pagina 23

pagina 24

p. 25

p. 26

pagina 27

pagina 28

pagina 29

pagina 30
BIROUL CENTRAL AL STANDARDELOR MUNCII A COMITETULUI DE STAT URSS PENTRU ASUPRA MUNCII ȘI SOCIALE
STANDARDE GENERALE DE CONSTRUCȚIE A MAȘINILOR DE TIMP ȘI MODURI DE TĂIERE pentru standardizarea lucrărilor efectuate pe mașini-unelte universale și multifuncționale cu control numeric
STANDARDE DE TIMP
ECONOMIA MOSCUIE 1990
Standardele de timp și modurile de tăiere sunt aprobate prin decret Comitetul de stat URSS pentru muncă și probleme socialeși Secretariatul Consiliului Central al Uniunilor Sindicatelor din 3 februarie 1988 N9 54 / 3-72 și sunt recomandate pentru utilizare la întreprinderile care construiesc mașini.
Perioada de valabilitate a standardelor este până în 1994.
Odată cu introducerea acestei colecții în vigoare, standardele generale de construcție a mașinilor pentru timpul și modurile de tăiere pentru lucrările efectuate pe mașinile-unelte de tăiere a metalelor cu control programat sunt anulate (Moscow State Research Institute of Labor, 1980).
Standardele de timp și modurile de tăiere (4.1 și L) au fost dezvoltate de Biroul central de standarde ale muncii, Institutul Politehnic din Chelyabinsk, numit după V.I. Sucursalele Lenin Komsomol, Ryazan și Minsk ale Institutului „Orgstakkinprom”, cu participarea organizațiilor de cercetare de reglementare, a întreprinderilor de inginerie mecanică.
Prima parte conține standardele de timp auxiliar pentru instalarea și îndepărtarea părții asociate operației; pentru măsurători de control; pentru a deservi locul de muncă; pauze pentru odihnă și nevoi personale; standarde de timp pentru instalarea echipamentelor; pentru setarea sculelor în afara mașinii; o metodologie pentru calcularea tarifelor de serviciu, a tarifelor de timp și a producției în serviciul multi-stație.
A doua parte conține standardele pentru condițiile de tăiere și toate datele privind calcularea timpului principal și a timpului auxiliar al mașinii, adică pentru a calcula timpul ciclului de funcționare automată a mașinii conform programului.
Standardele de timp și condițiile de tăiere au fost elaborate pentru a calcula normele de timp pentru munca efectuată pe cele mai comune tipuri de echipamente universale și multifuncționale cu control numeric (CNC), utilizate în ingineria mecanică în condiții de scară medie și mică producție.
Standardele de timp și modurile de tăiere acoperă lucrările de reglare a mașinilor-unelte și manipulatoare cu control programat, operatorilor de mașini-unelte cu control programat, lăcătuși-producători de unelte.
Publicația este destinată setătorilor și tehnologilor de standarde, precum și altor lucrători ingineri și tehnici angajați în dezvoltarea programelor de control și calculul standardelor de întreținere justificate tehnic, a timpului și a producției pentru mașinile CNC.
La sfârșitul colecției există un formular de retragere, care este completat de companie, organizație și trimis la CENT. 109028, Moscova, st. Solyanka, 3, clădirea 3.
Furnizarea de reglementări intersectoriale și materiale didactice căci forța de muncă se efectuează la cererea întreprinderilor și a organizațiilor prin intermediul rețelei locale de vânzare a cărților. Informațiile despre aceste ediții sunt publicate în Adnotat planuri tematice publicarea literaturii editurii Economics ”și buletinele Bookselling.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Biroul central al standardelor muncii al Comitetului de stat al URSS pentru probleme de muncă și sociale (TsBNT), 1990
Timpul de unitate pentru asamblarea, reglarea și demontarea kitului ipprumemm n.i d> * operațiunea este determinată de formula
^ "Un * = C ^ shlr1 T ^" | și pr 2 * ^ H1I | x) * (1 * 1 M
unde T shlchzh - timpul pentru asamblare, reglare și demontare a unui set de instrumente pentru o operație de detaliu, min; n - numărul de intrumuri reglabile mu pe operație de instalare, buc; T t ... T w> fa - timp pentru montaj, reglare și pa: * Cx> pku pentru diferite tipuri de instrumente incluse în kit, min.
1.8. Tarifarea muncii trebuie efectuată în conformitate cu cartea de referință unificată a tarifelor și calificărilor privind munca și profesiile lucrătorilor (numărul 2, aprobat prin decretul Comitetului de stat al URSS pentru probleme de muncă și sociale și al Consiliului central al comerțului al Uniunii Sindicatele din 16 ianuarie 1985 nr. 17 / 2-541, luând în considerare completările ulterioare și modificările aduse acesteia. Discrepanța dintre calificările lucrătorului și categoria de muncă stabilită nu poate servi drept bază pentru orice modificare a normelor de timp. calculat în funcție de colecție.
1.9. Odată cu îmbunătățirea mașinilor CNC și a sistemelor de control, precum și în aceste cazuri, kosha din întreprinderi a ajuns deja la un nivel mai mare)! productivitatea muncii cu performanțe de muncă de înaltă calitate, reducând factorii de corecție pot fi stabiliți la standardele de timp.
În cazurile în care normele de timp local în vigoare la întreprinderi sunt mai mici decât calculate conform normelor, normele actuale ar trebui lăsate neschimbate.
1.10. Standardele de timp sunt puse în aplicare în modul prescris de „Regulamentele privind organizarea standardelor muncii la nivel național | (0)”, aprobat prin decretul Comitetului de stat al URSS pentru probleme de muncă și sociale și al Presidiumului Consiliul Central al Sindicatelor din 19 iunie 1986 nr. 226 / II-6.
L11. Pentru a clarifica procedura de utilizare a standardelor de timp, mai jos sunt exemple de calcul al timpului pregătitor și al timpului unitar pentru setarea instrumentului.
Exemple de calcul al normelor de timp, condițiile de tăiere și timpul de funcționare automată a morii conform programului sunt date în partea II a colecției din secțiunile corespunzătoare.
1.12. Exemple de calcul al normelor de pregătire și timp final și de timp pentru configurarea instrumentului
1.12.1. Exemple de calcul al normelor timpului auxiliar - ^ final
Date inițiale
1. Numele operației - rotire și rotire.
2. Mașina este un strung cu turelă CNC.
3. Model de mașină - 1P426DFZ (diametrul barei prelucrate - 65 mm).
4. Modelul dispozitivului CNC - „Electronics NTs-ZG, mediu program - memorie.
5. Denumirea piesei - piston amplificator.
6. Material prelucrat - oțel 45, greutate - 0,5 kg.
7. Modul de instalare a piesei este într-un mandrină.
8. Condiții de lucru: livrare centralizată către la locul de muncă semifabricate, scule, dispozitive, documentație și livrarea acestora după procesarea unui lot de piese; primind briefing înainte de a începe procesarea piesei. Prelucrarea în grup a pieselor se efectuează (mandrina de prindere nu este instalată pe axul mașinii).
Programul de procesare a pieselor a fost compilat de un inginer software, introdus în memoria sistemului CNC de către un turner-operator; programul conține 17 dimensiuni procesate.
9. Numărul de instrumente din configurare - 5:
1. Freză 2120-4007 T15K6 (canelură).
2. Freză 2102-0009 (direct).
3. Freză specială (canelură).
4. Cutter 2130-0153 T15K6 (cut-off).
5. Burghiu 2301-0028 (gaura 010).
|
||||||||||||||||||||||||||||||||||||
|
Procesarea procesului 6 Piesa este exactă (are suprafețe cu toleranțe pentru diametre care depășesc calificativul 11, caneluri) pentru »patru scule și patru măsurate Harta 29, 8.8 după diametrul suprafețelor (două suprafețe exterioare: poz. 27, 0 50,3 MO și O 203 MO; o canelură b = 6; ind. G; exemplu canelură dintr-o singură bucată 0 30 ch. 2, 3 |
||||||||||||||||||||||||||||||||||||
Card 29, 8,8 + t
nota 1
Timp total pregătitor și final pentru un lot de piese
1. Numele operației - strunjire și carusel.
4. Modelul dispozitivului CNC-N55-2, program mediu - bandă perforată.
5. Numele piesei - flanșă. „L.
6. Material prelucrat - ~ SCh20 fontă, greutate -1500 kg.
7. Modul de instalare a piesei - în patru came cu cutii, fiecare este fixat cu șase șuruburi pe placa frontală a mașinii.
8. Condiții de organizare a muncii: livrarea instrumentelor, dispozitivelor, documentației, semifabricatelor la locul de muncă și livrarea acestora după terminarea procesării unui lot de piese se efectuează de către operator (dispozitivul de ajustare).
Instrumentul de pe instrument pentru reglarea în afara mașinii nu este prestabilit.
9. Numărul de instrumente din configurație - 4 (inclusiv un tăietor de canelat, instrumentele 1 și 2 - din configurația anterioară):
1. Freză 2102-0031BK8 (direct).
2. Cutter 2141-0059 BK8 (plictisitor).
3. Cutter 2140-0048 BK8 (plictisitor).
4. Freză НЖ212-5043 (canelură).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Procesarea procesului * Piesă precisă (are suprafețe cu toleranțe de diametru care depășesc calificativul 11, canelură) găurire - unealtă, o canelură (08ООН9Х07ОО) alezare și șlefuire a suprafețelor exterioare și interioare - trei scule, trei cu diametru diferit - 0 1150h9.0 800H9, Harta 30, poz. 49, ind. o Harta 30, poz. 5, inl. în, toate Harta 30, nota 1 25,5 0,85 - 21,7 263 |
||||||||
Și despre g despre T
Timp total pregătitor și final pentru un lot de piese
T „-T u1 + T„ a + T yarb ^ 91.9
Date inițiale
1. Numele operației se transformă.
Z Machine - Mandrină de strung cu CNC.
3. Modelul mașinii - 1P756DFZ (cel mai mare diametru al produsului instalat deasupra patului este de 630 mm).
4. Modelul dispozitivului CNC - 2C85, suport software - bandă perforată, memorie.
5. Numele piesei - flanșă.
6. Material prelucrat - fontă SCh25, greutate - 90 kg.
7. Metoda de instalare a pieselor - în mandrina cu trei fălci.
8. Condiții de organizare a muncii: livrarea * / la locul de muncă a instrumentelor, dispozitivelor, documentației, semifabricatelor și livrarea acestora după prelucrarea unui lot de piese se efectuează de către operator (dispozitiv de ajustare). Procesarea în grup a pieselor se efectuează (mandrina sinuoasă nu este instalată pe axul mașinii).
Programul de procesare a pieselor a fost compilat de un inginer software și introdus în memoria sistemului CNC de către un turner-operator. Programul conține 20 de dimensiuni procesate.
ajustări):
1. Freză 2102-0005 (direct).
2. Cutter 2141-0604 (plictisitor).
3. Cutter 2141-0611 (plictisitor).
4. Freză НЖ 2126-5043 (canelură).
5 Numărul de instrumente din configurare - 4 (instrumentele 1 și 2 - din precedent
Hartă, poliție, index
Timp, misiune
*1.0
1 Pregătirea organizațională
Harta 21. pe 1). 2,3,4, inl. NS
livrarea și livrarea după prelucrarea unui lot de piese; primirea unui briefing înainte de a începe prelucrarea pieselor; asamblarea sculei se efectuează într-o zonă specială pentru setarea sculelor mașinilor CNC.
9. Numărul de instrumente din configurare - 25 (patru instrumente: 1.12, 24.25 - din configurarea anterioară):
1. Moara de capăt 6221-106.005 (plan 800x800).
2. Freză de semifinisare (gaura 0 259.0).
3. Freză de finisare (gaura 0259DN9).
4. Freză de semifinisare (gaura 0169.0).
5. Freză de finisare (gaura 0169.5H9).
6. Freză brută (gaura 0 89).
7. Freză de semifinisare (gaura 0 89,5).
8. Freză de finisare (gaură 0 90js6).
9. Freză brută (gaura 0 79).
10. Freză de semifinisare (gaura 0 79,5).
1L Cutter de finisare (gaura 0 80js6).
12. Freză de disc 2215-0001VK8 (subestimare de 0 205).
13. Freză brută (gaura 0 99).
14. Freză de semifinisare (gaura 0 99,5).
15. Freză de finisare (gaura 0100js6).
16. Freză semi-finisată (tăiată 0130).
17. Burghiu 23004) 200 (gaura 0 8.6).
18. Atingeți 26804Yu03 (fir K1 / 8 ").
19. Burghiu 2301-0046 (gaura 014).
20. Burghiu 2301-0050 (gaura 015).
21. Freză 2320-2373 nr. 1ВК8 (gaura 015.5).
22. Alezor 2363-0050H9 (gaura 015.95H9).
23. Alezor 2363-00550H7 (gaura 016H7).
24. Burghiu 2317-0006 (centrare).
25. Burghiu 2301-0061 (șanfrene).
|
Hag, poziție, index |
Timp, min |
||
|
Pregătirea organizațională Total T P11 |
Harta 25, poz. 1,3,4, ind. b |
4,0 + 2,0 + 2,0 8,0 |
|
|
Configurarea dispozitivului, instrumentelor, dispozitivelor software ale mașinii *: | |||
|
instalați corpul și străluciți |
Harta 25, poz. 13 | ||
|
mutați masa, capul și o zonă convenabilă pentru reglare |
Harta 25, poz. douăzeci | ||
|
setați modurile inițiale ale mașinii (viteza axului) |
Harta 25, poz. 21 | ||
|
instalați blocuri de scule în magazie și scoateți 21 de scule |
Harta 25, poz. 22 | ||
|
introduceți media în cititor și scoateți |
Harta 25, FS 24 | ||
|
verificați operabilitatea cititorului și a benzii perforate |
Card 25, FSU 25 | ||
|
setați coordonatele X și Y originale (reglați poziția zero) de-a lungul suprafeței cilindrice |
Harta 25, cap. 29 | ||
|
setați scula la lungimea de prelucrare (de-a lungul axei Z pentru șase scule: 1,7,12,16,24 și 25) |
Card 25, FSh 30 | ||
|
Total T „2 | |||
|
Și | " O l O L Z S II și s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
În proces offshore Piesa este exactă (are suprafețe cu toleranțe pentru lmams * t * ry peste clasa I, canoe) pentru patru instrumente și trei măsurate cu dipmshru K; ipta 2.4, 8.9 suprafețe - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Total T p lb Ka r "." 2K, b.V + 1 ШШШ 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Timp total pentru un lot de piese
T "1 + T" 2 + T pr.obr
Exemplul 5 Date inițiale
1. Denumirea operației este frezarea verticală.
2. Mașină - frezare verticală cu CNC.
3. Model de mașină - 6R13RFZ (cu lungimea mesei -1600 mm).
4. Modelul dispozitivului CNC - NZZ-1M; suport software - bandă perforată.
5. Numele piesei - bandă.
6. Material prelucrat - oțel 45, greutate -10 kg.
7. Modul de instalare a piesei - într-un dispozitiv de asamblare universal reglabil (USP).
8. Condiții de organizare a muncii: livrarea centralizată a semifabricatelor, sculelor, dispozitivelor, documentației la locul de muncă și livrarea acestora după prelucrarea unui lot de piese; primirea de briefing înainte de a începe prelucrarea pieselor.
9. Numărul de instrumente din setare - 6 (instrumentele 1 și 5 - din setarea anterioară):
1. Burghiu 2317-003 (centrare).
2. Burghiu 22-2 (gaura 0
3. Freză de capăt specială (pentru canelura b = 20).
4. Freză 2234-0007 (pentru canelura b = 8H9).
5. Forează 6-1 (gaura 0 6).
6. Zăvor 2350-0106 VK6 (subestimare 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Procesarea procesului Canelură de frezare b și canelură AH9 și L * 634 Card 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Total T pro60 _
Timp total pregătitor și final pentru un lot de piese
Toz 1 + T și # 2 + Tprobr
1.12.2. Exemplu de calcul al timpului de setare a sculei piese
Date inițiale
1. Denumirea operațiunii - asamblarea, reglarea și demontarea unui set de scule necesare prelucrării pieselor pe o mașină de găurit-frezat-alezat.
2. Numele dispozitivului - BV-2027, cu indicație digitală.
3. Caracteristicile mașinii - conic 7:24 Nr. 50.
4. Condiții de organizare a muncii: livrarea uneltelor și a documentației tehnice la locul de muncă al producătorului de unelte se efectuează de către lucrătorii din producția de servicii, dezasamblarea sculei utilizate este efectuată de către producătorul de unelte.
|
Bucată, misiuni | |||||
|
Instrument aplicat |
Hartă, poziție, index |
kya us-groyku și colecția * ku |
pentru demontare | ||
|
Burghiu 0 83, mandrin burghiu, manșon |
tip conexiune - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 mărci М10, mandrină reglabilă pentru tăiere a firului, suport |
tip conexiune - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Burghiu cu stilou 0 32, dorn, manșon |
tip conexiune - 1 | ||||
|
4 Mandrină de tăiat reglabilă pentru Card 38, fixare oblică, tăiere, tip de conectare a suportului - 3, 0 gaură - 80 mm | |||||
2. SERVICIUL MULTI-STARE
2.1. Pentru a dezvolta și îmbunătăți eficiența întreținerii cu mai multe stații a mașinilor-unelte controlate numeric (CNC), întreprinderea trebuie să creeze anumite condiții organizaționale și tehnice care vor crește semnificativ productivitatea operatorilor și a dispozitivelor de reglare. Lucrările la întreținerea mașinilor CNC asigură combinarea funcțiilor operatorului și a dispozitivului de reglare.
2.2. Cea mai fezabilă formă de organizare a forței de muncă din domeniul mașinilor CNC este legătura (grupul). În cazul unui formular de legătură (grup), o anumită zonă de serviciu este alocată unei legături sau unui grup de lucrători incluși în brigadă.
Experiența întreprinderilor mărturisește avantajul formei de legătură a organizării forței de muncă atunci când întreține mașini CNC, care asigură cea mai bună utilizare a timpului de lucru și a echipamentelor.
Cea mai bună diviziune a muncii în întreținerea locurilor de muncă ale mașinilor CNC este considerată a fi una în care operatorul cu mai multe unelte și dispozitivul de reglare au, împreună cu cele separate, o parte a funcțiilor comune. Funcțiile comune includ efectuarea lucrărilor operaționale, reglarea mașinilor-unelte; funcțiile de instalare a echipamentului sunt realizate de dispozitivul de reglare. Această diviziune a muncii are beneficii economice și sociale. Capacitatea de a îndeplini aceleași funcții de către doi lucrători reduce timpul de nefuncționare al echipamentelor datorită coincidenței necesității de întreținere a mai multor mașini și îmbunătățește utilizarea timpului de lucru. În același timp, stăpânirea funcțiilor de ajustare de către lucrătorii cu mai multe instrumente crește conținutul muncii lor și creează oportunități pentru dezvoltarea abilităților.
2.3. Pentru a implementa serviciul multi-stație și utilizarea rațională a timpului de lucru, este necesar să se creeze un domeniu de lucru suficient pentru fiecare lucrător. Echipamentele, echipamentele organizaționale ar trebui să fie amplasate convenabil, să îndeplinească cerințele formei de brigadă de organizare a muncii. Pentru aceasta, proiectarea organizării locurilor de muncă pentru lucrătorii cu mai multe stații se realizează în conformitate cu schemele prezentate în secțiunea 3.5. Ar trebui să se acorde preferință schemelor, pentru care 2 asigură încărcarea completă a lucrătorului cu muncă activă, cea mai scurtă durată a tranzițiilor la locul de muncă și o bună vizibilitate a tuturor mașinilor.
Distingeți între întreținerea ciclică și neciclică a mașinilor la un loc de muncă cu mai multe stații. Cu o întreținere ciclică, lucrătorul efectuează secvențial tehnici de lucru auxiliare, trecând de la mașină la mașină. Cu o întreținere neciclică, muncitorul se apropie de mașina pe care s-a încheiat lucrarea automată, indiferent de locația mașinilor pe șantier.
2.4. Calculul tarifelor serviciilor
2.4.1. Tarifele pentru servicii sunt stabilite ținând cont de volumul normal al locurilor de muncă - K da. Când lucrați la mașini CNC, luând în considerare operațiile tehnologice eterogene cu o nomenclatură schimbătoare a pieselor fabricate, C l l - 0,75 ... 0,85. Când lucrați la mașini de dublat K A5 = 0,85. D95.
Z42. Calculul numărului de mașini deservite de un lucrător este necesar pentru întreținerea echipamentelor CNC disponibile pe șantier, iar numărul legăturii se face conform formulelor:
a) când lucrați pe mașini de rezervă
P s = (-bs- + 1) K L1; (21)
b) atunci când se lucrează la mașini care produc produse eterogene,
"c = + 1) k, (2-2)
unde este timpul ciclului de funcționare automată a mașinii (timpul programat de mașină pentru prelucrarea unei piese, munca unui manipulator sau a unui robot, care nu este suprapus de timpul de procesare al unei piese), min (conform formulei 13); 2j este suma timpului
lucrul pieselor (conform programului și al manipulatorului sau robotului) la locul de muncă pentru perioada unui ciclu, min; T, - timpul angajării muncitorului prin efectuarea de lucrări manuale, mecanice-manuale, monitorizarea activă a progresului procesului tehnologic etc., min; Jj T a - suma timpului petrecut de muncitor pe toate mașinile deservite pentru perioada unui ciclu, min; - volumul normal de angajare.
Numărul de legături este calculat prin formulă
S - -b "-, (23)
unde S este numărul de link-uri necesare pentru deservirea echipamentelor disponibile pe site, persoane; Pu Ch - numărul de mașini CNC instalate pe site; n s - numărul de mașini deservite de un lucrător.
T, - T, y + TYo, + T MM (+ T + T n + T ^, (2.4)
unde T lu este timpul pentru instalarea și scoaterea piesei manual sau cu un lift, min; Tjo „- timp auxiliar asociat operației (neincluse în programul de control), min; A treia este momentul monitorizării active a procesului tehnologic, min; T p este timpul tranzițiilor unei mașini cu mai multe unelte de la o mașină la alta (în timpul unui ciclu), min (prezentat în tabelul 2.4); T m - timp auxiliar pentru măsurători de control, min; - timp pentru service la locul de muncă, min.
2.43. Numărul de mașini în locurile de muncă cu mai multe stații este determinat pe baza unui calcul comparativ al productivității muncii și al costului de prelucrare, în special atunci când se instalează echipamente scumpe, cum ar fi mașinile CNC multifuncționale.
Numărul rentabil de mașini deservite de o mașină cu mai multe stații poate fi determinat prin compararea costurilor asociate cu operarea unei mașini și echipamente cu mai multe stații, atunci când se operează mașini și diverse opțiuni pentru echipamente deservite.
La calcularea numărului de mașini deservite, corespunzător celor mai mici costuri totale de efectuare a operațiunilor, luați în considerare costurile efectuării operațiunilor, costurile forței de muncă materializate necesare pentru a produce același volum de produse, care includ costurile de amortizare, costurile pentru reparațiile curente și întreținere, electricitate, după 0
raportul și rata de ocupare K /. 3
1. PARTEA GENERALĂ
1.1. Standardele de timp și condițiile de tăiere sunt destinate reglementării tehnice a lucrărilor efectuate pe mașini universale și multifuncționale cu. control numeric în condițiile tipurilor de producție la scară mică și medie. Una dintre caracteristicile principale ale tipului de producție este coeficientul de consolidare a operațiunilor (K ^), calculat prin formulă
unde O este numărul de operații diferite; P este numărul de locuri de muncă care efectuează diverse operațiuni.
Coeficientul de securizare a operațiunilor în conformitate cu GOST 3.1121-84 este considerat egal cu:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Valoarea factorului de stabilire a tranzacției este luată pentru o perioadă de planificare egală cu o lună.
Colecția se bazează pe tipul de producție pe lot mediu. Pentru întreprinderile cu un tip de producție la scară mică sau pentru secțiuni individuale într-un tip de producție cu lot mediu, care funcționează în condiții de producție la scară mică, se aplică factori de corecție pentru timpul auxiliar.
1.2. La introducerea unei forme de organizare a forței de muncă brigadă (legătură, grup), standardele pot fi utilizate pentru a calcula standardele de servicii, standardele complexe de timp, producția și ratele de efectiv.
13. Utilizarea mașinilor-unelte cu control numeric este una dintre direcțiile principale de automatizare a tăierii metalelor, oferă un efect economic semnificativ și vă permite să eliberați un număr mare de echipamente universale, precum și să îmbunătățiți calitatea produselor și a funcționării condiții pentru operatorii de mașini. Cel mai mare efect economic din introducerea mașinilor-unelte prin control numeric se obține atunci când se prelucrează piese ale unui profil complex, care este asociat cu modificarea constantă a parametrilor de tăiere (viteză, direcție de avans etc.).
Utilizarea mașinilor-unelte cu control numeric în locul echipamentului universal permite:
utilizați serviciul multi-stație și forma de organizare a forței de muncă de brigadă (legătură, grup);
pentru a crește productivitatea muncii prin reducerea timpului auxiliar și de prelucrare a mașinii pe mașină;
exclude operațiunile de marcare și controlul interoperational; datorită răcirii abundente și condițiilor favorabile pentru formarea așchiilor, crește viteza de procesare și elimină necesitatea urmăririi vizuale a marcajelor;
automatizează tehnicile de lucru auxiliar (abordarea și retragerea unui instrument sau a unei piese, setarea instrumentului la dimensiune, schimbarea instrumentului), utilizarea căilor optime ale instrumentului;
Cheltuieli * legate de un minut de muncă al lucrătorului principal - operator cu mai multe instrumente, pe baza procentului mediu de norme îndeplinite, luând în considerare salariul, costurile pentru întreținerea personalului auxiliar și de serviciu -
Descărcarea de muncă
NS
2.4.4. Calculul ratei de ocupare
t + t
shche - timpul operațional, min.
|
Tabelul 2.2 Costul operării mașinilor CNC într-un minut |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
pentru a reduce intensitatea muncii prelucrării lăcătușului datorită obținerii unei precizii ridicate și a unei rugozități mai reduse a secțiunilor curbate ale contururilor și suprafețelor pieselor;
pentru a reduce intensitatea muncii de asamblare a produsului, care se datorează stabilității dimensiunilor pieselor (precizie crescută) și eliminării operațiunilor de montare; reduce costul proiectării și fabricării sculelor.
L4. Colecția este dezvoltată în două părți. Partea I conține standardele pentru timpul pregătitor și final, timpul pentru instalarea și scoaterea piesei, timpul auxiliar asociat operațiunii, pentru întreținerea locului de muncă, pauze pentru odihnă și nevoi personale, pentru măsurători de control, pentru configurarea instrumentului în afara mașinii; Partea P conține standarde pentru condițiile de tăiere care vă permit să selectați dimensiunea standard a sculei, parametrii geometrici ai acesteia, marca piesei de tăiere a sculei, alocația necesară, numărul de curse de avans, viteza de tăiere, puterea necesară pentru tăiere.
Standardele de timp și condițiile de tăiere sunt date atât sub formă de tabelă, cât și sub formă analitică, permițând astfel utilizarea unui computer la elaborarea unui program și calcularea normelor de timp care corespund celor mai mici costuri de funcționare și cea mai mare productivitate a mașinii. fiabilitate sporită a instrumentului. Funcționarea sculelor în modurile recomandate de standarde este posibilă numai dacă se respectă disciplina tehnologică de producție (echipamentele, sculele, semifabricatele, sculele trebuie să îndeplinească standardele cerute).
Standardele de timp date în colecție sunt calculate pentru raționarea muncii la întreținerea unui lucrător al unei mașini. Atunci când standardizați munca cu mai multe stații, pentru a calcula rata de timp, este necesar să utilizați liniile directoare și standardele de timp pentru munca cu mai multe stații, date în hărțile 17, 18, 19.
15. La elaborarea standardelor de timp și condiții de tăiere, următoarele date au fost utilizate ca date inițiale:
materiale primare de observații de producție privind organizarea forței de muncă, tehnologia, consumul de timp și modurile de tăiere ale întreprinderilor de inginerie mecanică;
standarde sectoriale de timp și condiții de tăiere elaborate de GSPKTB "Orgariminstrument" (Moscova), Ryazan, Minsk și filialele Novosibirsk ale Institutului "Orgstankinprom", Centrul pentru Organizarea Științifică a Muncii din Ministerul Mașinilor Grele (Kramatorsk) etc. ;
Determinarea standardelor de timp pentru odihnă și nevoile personale. Recomandări metodologice interindustriale (Moscova: Institutul de Cercetare a Muncii, 1982);
Dezvoltarea serviciilor cu mai multe stații și extinderea zonelor de servicii în industrie. Ghiduri intersectoriale și materiale normative bazate științific (Moscova: Institutul de Cercetare a Muncii, 1983);
Standarde generale de construcție de mașini pentru timpul auxiliar, pentru întreținerea locului de muncă și timpul pregătitor și final pentru mașinile de tăiat metalele. Producție la scară mică și unică (Moscova: Institutul de Cercetare a Muncii, 1982);
Standarde generale de construcție de mașini pentru timpul auxiliar, pentru întreținerea locului de muncă și timpul pregătitor și final pentru lucrările efectuate pe mașinile de tăiat metalele. Producție la scară medie și mare (Moscova: Institutul de Cercetare a Muncii, 1984);
date despre pașapoarte ale mașinilor de tăiat metale CNC și multifuncționale; literatura tehnică.
1.6. Norma timpului și componentele sale
1.6.1. Norma de timp pentru efectuarea operațiilor pe mașini CNC atunci când se lucrează la o singură mașină (H ^ constă din norma timpului pregătitor și final (G în J și norma timpului piesei (T ^)
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
unde T n este timpul ciclului de funcționare automată a mașinii în conformitate cu programul "min;
T.-T. + T., (13)
unde T s este timpul principal (tehnologic) pentru procesarea unei părți, min;
T „= £ (1,4)
unde C este lungimea traseului parcurs de instrument sau de o parte în direcția de alimentare la prelucrarea secțiunii tehnologice yo (ținând cont de penetrare și depășire), mm; S * - avans minute la o secțiune tehnologică dată, mm / min; T m - mașină-timp auxiliar în funcție de program (pentru abordarea unei piese sau a unei scule de la punctele de pornire la zonele de procesare și retragere; setarea sculei la dimensiune, schimbarea sculei, schimbarea valorii și direcției de avans, timpul de pauze tehnologice (opriri) etc.), min;
m. = T „+ + T„ „, (1,5)
ed T m - timp pentru instalarea și scoaterea piesei manual sau cu un lift, min; T w - timpul auxiliar asociat operațiunii (neincluse în programul de control), min; T mai - timp auxiliar ne-suprapus pentru măsurători, min; K TV - un factor de corecție pentru timpul efectuării lucrărilor auxiliare manuale, în funcție de lotul de piese prelucrate; a ^, a ^ și ex-timp pentru întreținerea tehnică și organizațională a locului de muncă, pentru odihnă și nevoi personale cu un singur serviciu,% din timpul operațional.
1.6.1.1. Cu o formă colectivă de organizare a muncii, se calculează costurile de muncă complexe (H vrl, man-h), care pot fi obținute prin aplicarea coeficienților de corecție la suma normelor de funcționare calculate pentru condițiile unei forme individuale de organizare a muncii. Este posibil să se utilizeze factori de corecție la suma componentelor individuale ale normei complexe, reflectând valoarea totală a timpului petrecut de categoriile acestor costuri.
Normă complexă Determinată de formulă
n, p, = £ n. „- k *, (1.6)
unde H (este norma de timp pentru producerea primei părți a setului de brigadă, man-h; i = 1,2,3, ..., l este numărul de piese incluse în setul de brigadă;
N.R, = S n * (1.7)
h Bpj - norma de timp pentru operația a j-a, man-h; j = 1, 2,3, ..., w este numărul de operații necesare fabricării j-a părții; - coeficient
efectul muncii în echipă (K ^< 1).
Coeficientul efectului muncii de brigadă (K ^) ia în considerare creșterea medie a productivității muncii așteptată în timpul tranziției de la forma individuală la forma de brigadă a organizării muncii, care ar trebui inclusă în normele complexe.
Ca urmare a redistribuirii funcțiilor între membrii brigăzii, implementarea asistenței reciproce sau a interschimbabilității, timpul necesar pentru finalizarea volumului de muncă alocat brigăzii este redus, prin urmare, norma de timp corespunzătoare ar trebui redusă. Acest lucru se datorează scăderii
Pentru date mai complete și mai detaliate, consultați Ghidul pentru raționarea lucrătorilor în ceea ce privește formele colective de organizare și stimulente. M.: Economie, 1987.
valorile componentelor individuale ale normei de timp: timpul auxiliar, timpul de serviciu la locul de muncă, pauzele reglementate, pregătirea „Timpului final și, de asemenea, datorită suprapunerii componentelor individuale ale normei de timp de timpul mașinii (în ultimul caz, valoarea fiecărei componente a normei de timp poate rămâne neschimbată).
În brigăzile de la capăt la cap, complexitatea fabricării unui set de brigadă poate fi redusă prin eliminarea elementelor individuale ale timpului pregătitor și final și a timpului de întreținere a locului de muncă atunci când se transferă o schimbare „în deplasare”.
Coeficienții efectului de lucru în echipă (K ^) sunt stabiliți: la nivel de industrie;
la nivel de întreprindere, dacă nu există coeficienți sectoriali sau nu reflectă pe deplin specificul organizării brigăzii de muncă la o anumită întreprindere.
sunt introduse ca standard pentru întreaga industrie pentru o anumită perioadă (cel puțin 1 an).
Pentru a extinde posibilitatea utilizării coeficientului efectului muncii în echipă, pe lângă valoarea totală a coeficientului, se calculează valorile fiecăreia dintre componentele sale.
Efectul muncii în echipă poate fi obținut prin următoarele componente:
extinderea combinației de profesii (K ^; extinderea serviciului cu mai multe stații (IQ; asistență reciprocă și interschimbabilitate a membrilor echipei (K,)); transferul unei schimbări „în deplasare” în brigăzile transversale (K 4); redistribuirea funcții între membrii echipei (K 3) etc.
Valoarea totală este definită ca produsul componentelor sale (pentru un anumit tip de brigadă), adică
K * -K, -K, -K, ... K, (1,8)
La nivel de întreprindere, de regulă, se stabilesc valori generale ale K ^, luate în perioada pentru care sunt calculate, dar nu mai puțin de un an, dacă condițiile de producție nu se modifică.
Dacă brigada, în plus față de muncitorii-contractori, include muncitori pe timp lucrător în lucrătorii ingineri și tehnici, atunci rata complexă de timp (om-h) cl "este din suma ratei de timp a lucrătorilor pe piese, lucrători de timp și lucrători de inginerie și tehnici pentru fabricarea unui set de brigadă, corectat pentru coeficientul efectului muncii în echipă.
L6.2 Tarifele de timp auxiliare pentru instalarea și scoaterea pieselor. Standardele de timp pentru instalarea și îndepărtarea piesei sunt date de tipuri de dispozitive în funcție de tipurile de mașini-unelte și asigură cele mai comune metode de instalare, aliniere și fixare a pieselor în cleme și dispozitive universale și speciale. Ca principalii factori care influențează timpul de instalare și scoaterea piesei, se iau masa piesei, metoda de instalare și fixare a piesei, natura și acuratețea alinierii. Pe lângă acești factori, se iau în considerare și xapaierei suprafeței de montare, numărul de piese instalate simultan, numărul de cleme etc.
Timpul standard pentru instalare și scoaterea piesei include următoarele lucrări:
când instalați și scoateți manual
luați și instalați piesa, aliniați și reparați; pornește și oprește suta; desfaceți, scoateți piesa și puneți-o într-un recipient; curățați dispozitivul de așchii, ștergeți suprafețele de bază cu un șervețel;
la instalarea și scoaterea unei piese cu o macara aeriană
sunați macaraua; atașați piesa; transportați piesa la mașină; instalați piesa, scoateți piesa, aliniați și fixați; porniți și opriți mașina; desprindeți piesa; sunați macaraua; atașați piesa; scoateți-l din mașină, transportați-l la locul de depozitare; desprindeți piesa, curățați dispozitivul sau suprafața mesei de așchii, ștergeți suprafețele de bază cu un șervețel.
Când instalați și scoateți o piesă cu un dispozitiv de ridicare la o mașină (sau un grup de mașini), efectuați aceeași lucrare ca la instalarea și scoaterea unei piese cu o macara aeriană, cu excepția apelării macaralei.
Când este instalat pe dispozitive speciale, timpul auxiliar este determinat ca suma timpului: pentru instalarea și îndepărtarea unei părți; pentru instalarea și îndepărtarea fiecărei părți ulterioare mai mult de una în dispozitive multi-loc; pentru a repara piesa, ținând cont de numărul de cleme; pentru curățarea dispozitivului de bărbierit, pentru ștergerea suprafețelor de bază cu un șervețel.
La întreprinderi, pe lângă dispozitivele universale și speciale de pe mașinile CNC, roboții, manipulatoarele și mesele de satelit sunt de asemenea utilizate pentru instalarea și scoaterea pieselor.
Datorită varietății largi de tipuri și caracteristici tehnice a roboților și manipulatorilor, nu este posibil să se elaboreze standarde de timp pentru instalarea și îndepărtarea pieselor cu ajutorul lor; în fiecare întreprindere este necesar să întocmim hărți cu privire la utilizarea roboților. Este prezentat ca exemplu Anexa 15. Pentru cazurile de lucru pe mașini multifuncționale cu utilizarea tabelelor de satelit, este necesar să se utilizeze harta 20, care prezintă o diagramă a încărcării sateliților și a timpului pentru schimbarea sateliților.
În unele cazuri, când programul prevede o pauză tehnologică specială pentru repararea piesei, timpul standard ar trebui redus cu o sumă acoperită de funcționarea automată a mașinii. Standardele prevăd instalarea și îndepărtarea manuală a pieselor cu greutatea de până la 20 kg și peste 20 kg utilizând mecanisme de ridicare.
Timpul pentru instalarea manuală a unei piese care cântărește peste 20 kg este dat în standardele de utilizare în cazuri individuale atunci când se prelucrează în zone în care nu există vehicule de ridicat și de transport. Nu este permisă instalarea manuală a pieselor cu greutatea mai mare de 15 kg pentru bărbați sub 18 ani și femei.
În acest caz, se ține cont de faptul că piesele instalate manual se află la o distanță de 2 m de mașină, iar cele instalate de macara sunt de până la 5 m.
1.6.3. Standardele epeuienului auxiliar asociate operației. Timpul auxiliar asociat operației este împărțit în:
timpul auxiliar asociat operațiunii, care nu este inclus în timpul ciclului automat al mașinii conform programului și care prevede următoarele lucrări:
porniți și opriți unitatea de bandă; setați poziția relativă specificată a piesei și a instrumentului de-a lungul coordonatelor X, Y, 2 și, dacă este necesar, efectuați ajustări; deschideți și închideți capacul mecanismului unității de bandă, derulați înapoi, încărcați banda în cititor; verificați sosirea unei piese sau a unui instrument la un anumit punct după procesare; avansați banda perforată în poziția inițială; instalați protecția împotriva stropirii emulsiei și scoateți-o;
timpul auxiliar-mașină asociat tranziției, inclus în program și legat de lucrările auxiliare automate ale mașinii, oferind: apropierea unei piese sau a unui instrument de la punctul de plecare la zona de procesare și retragere; setarea instrumentului la dimensiunea tratamentului; schimbarea automată a sculei; pornirea și oprirea alimentării; curse inactiv în timpul tranziției de la prelucrarea unei suprafețe la alta; pauzele tehnologice prevăzute
la schimbarea bruscă a direcției de alimentare, verificarea dimensiunilor, inspectarea sculei și reinstalarea sau fixarea piesei.
Timpul auxiliar-mașină asociat tranziției, inclus în program pentru tehnicile enumerate, este determinat de datele pașaportului mașinilor sau altor documente de reglementare, este inclus ca elemente constitutive în timpul funcționării automate a mașinii și nu este luat separat (vezi Anexele 27-30, Partea II).
1.6.4. Standarde de timp auxiliar pentru măsurători de control. Dimensiunile necesare ale pieselor prelucrate pe mașini controlate numeric sunt furnizate de proiectarea mașinii sau a instrumentului de tăiere și de precizia reglării acestora.
În acest sens, timpul pentru măsurători de control (după încheierea lucrărilor în cadrul programului) ar trebui inclus în norma de timp unitar numai dacă este prevăzut de procesul tehnologic și luând în considerare frecvența necesară a acestor măsurători în procesului de lucru și numai dacă acesta nu poate fi anulat de durata ciclului de funcționare automată a mașinii conform programului.
1.6.5. Standarde de timp pentru întreținerea la locul de muncă. Timpul pentru întreținerea la locul de muncă este dat de tipurile și dimensiunile de echipamente, luând în considerare întreținerea cu o singură stație și cu mai multe stații ca procent din timpul de funcționare. Întreținerea locului de muncă include următoarele lucrări:
schimbarea unei unelte (sau a unui bloc cu o unealtă) din cauza tăciunii sale; reglarea și reajustarea mașinii în timpul funcționării (schimbarea valorii deplasării sculei);
măturarea și curățarea periodică a așchiilor în timpul funcționării (cu excepția măturării așchilor de pe suprafețele de bază ale dispozitivelor de reglare, timpul pentru care se ia în considerare în timpul auxiliar pentru instalarea și scoaterea piesei).
Întreținerea organizațională a locului de muncă include lucrări privind îngrijirea locului de muncă (echipamente principale și auxiliare, echipamente tehnologice și organizaționale, ambalare) legate de schimbul de muncă în ansamblu: inspecția și testarea echipamentelor în timpul lucrului;
așezarea sculei la început și curățarea la sfârșitul turei (cu excepția mașinilor multifuncționale);
ungerea și curățarea mașinii în timpul schimbului;
primirea instrucțiunilor de la maistru, maistru în timpul schimbului;
curățarea mașinii și a locului de muncă la sfârșitul turei.
1,66. Standarde de timp pentru relaxare și nevoi personale. Timpul de odihnă și nevoile personale pentru condițiile de întreținere a unui lucrător al unei mașini nu este alocat separat și este luat în considerare în timpul de întreținere la locul de muncă.
Pentru cazurile de servicii cu mai multe stații, este furnizată o hartă a timpului pauzelor de odihnă și a nevoilor personale, în funcție de caracteristicile muncii și cu recomandări pentru conținutul odihnei.
1.6.7. Standarde pentru timpul pregătitor și final. Standardele sunt concepute pentru configurarea mașinilor CNC pentru prelucrarea pieselor conform programelor de control încorporate și nu includ acțiuni de programare suplimentare direct la locul de muncă (cu excepția mașinilor echipate cu sisteme operaționale de control software).
Rata de timp pentru instalarea mașinii este reprezentată ca timpul pentru recepțiile lucrărilor pregătitoare și finale pentru prelucrarea unui lot de piese identice, indiferent de lot și este determinat de formula
T n, = T nz1 + T nz2 + T prlbr, (1.9.
unde T pz este timpul standard pentru configurarea și reglarea mașinii, min; T pz (este norma timpului pentru pregătirea organizațională, min; T pe 2 este norma timpului pentru înființarea sgaikg
dispozitive, instrumente, dispozitive software, mine; - rata de timp pentru procesarea procesului.
Timpul pentru recepțiile lucrărilor pregătitoare și finale este stabilit în funcție de tipul și dimensiunea grupului de echipamente, precum și luând în considerare particularitățile sistemului de control al programului și se împarte în timpul pentru pregătirea organizațională; pentru configurarea unei mașini, dispozitive, instrumente, dispozitive software; pentru o încercare executată prin program sau procesarea de probă a unei piese.
Compoziția muncii privind instruirea organizațională este comună pentru toate mașinile CNC, indiferent de grupul și modelul lor. Timpul pentru pregătirea organizațională include:
primirea unei comenzi, desen, documentație tehnologică, suport software, instrumente de tăiere, auxiliare și de control și măsurare, dispozitive, semifabricate înainte de începerea și predarea acestora după terminarea procesării unui lot de piese la locul de muncă sau în magazinul de scule;
familiarizarea cu lucrarea, desenul, documentația tehnologică, inspecția piesei de prelucrat;
instruind stăpânul.
În cazul unei forme de brigadă de organizare a muncii, atunci când se efectuează un transfer inter-schimb de piese prelucrate, pregătirea organizațională ia în considerare doar timpul pentru familiarizarea cu munca, desenarea, documentația tehnologică, inspecția semifabricatelor și instruirea maistrului .
Compoziția lucrărilor la instalarea unei mașini-unelte, a sculelor și a accesoriilor include metode de configurare a lucrului, în funcție de scopul mașinii și de caracteristici de proiectare:
instalarea și scoaterea dispozitivului de fixare;
instalarea și scoaterea unui bloc sau a uneltelor individuale de tăiere;
setarea modurilor de operare inițiale ale mașinii;
instalarea suportului software în cititor și scoaterea acestuia; reglarea poziției zero etc.
Vreish pentru procesarea de probă a pieselor pe strunguri (până la 630 mm) și grupuri rotative include timpul petrecut pentru prelucrarea piesei conform programului (timpul ciclului) plus timp suplimentar pentru efectuarea tehnicilor suplimentare legate de măsurarea piesei, calcularea corecției, introducerea valorilor corecțiilor în sistemul CNC și timpul auxiliar pentru recepțiile de control ale mașinii unelte și ale sistemului CNC.
Timpul pentru procesarea de probă a pieselor pe mașini de strunjit (lungime 630 mm)% din carusel, frezare, grupuri de foraj și mașini cu destinație specială include timpul petrecut la prelucrarea pieselor prin metoda de testare a bărbieritului cu un instrument de tăiere, mori de capăt, plus auxiliare timpul pentru efectuarea tehnicilor suplimentare legate de măsurarea piesei, calculul valorilor corecțiilor, introducerea valorilor corecțiilor în sistemul CNC și timpul auxiliar pentru recepțiile mașinii și CNC sistem.
1.7. Normele unitare de timp pentru reglarea dimensională a sculei de tăiere în afara mașinii
1.7.1. Normele unitare de timp sunt destinate standardizării lucrărilor de reglare a sculei de tăiere pentru mașinile CNC, care se efectuează de către mecanicii sculelor (pentru reglarea sculei) în afara mașinii într-o încăpere special echipată cu ajutorul unor dispozitive speciale.
Tarifele de timp pentru piese sunt stabilite în funcție de:
tipul de dispozitive utilizate;
tipul și dimensiunea instrumentului care este reglat;
numărul de coordonate personalizabile;
natura setării (în funcție de dimensiunea reală sau de o coordonată dată).
Următoarele dispozitive sunt utilizate pentru reglarea sculei la întreprinderile din industria de inginerie mecanică și prelucrarea metalelor:
pentru mașini-unelte din grupul de găurire-frezare-sondă - optice cu afișaj digital, tip BV-2027, fără afișaj digital, tip BV-2015 și dispozitive de tip contact;
pentru mașini de strung - optice cu afișaj digital, tip BV-2026, fără afișaj digital, tip BV-2010, BV-2012M și dispozitive de tip contact.
Luând în considerare particularitățile efectuării proceselor de reglare a sculei, standardele de timp au fost elaborate separat / pentru mașinile-unelte ale grupului de foraj-frezare și mașinile-unelte ale grupului de strunjire.
Cele mai avansate dispozitive cu indicație digitală sunt luate ca bază, dar ținând cont de factorii de corecție pentru condițiile de funcționare modificate date pe carduri, aceste standarde sunt aplicate la standardizarea lucrărilor pe dispozitive fără indicație digitală (cum ar fi BV-2015, BV- 2010, BV-2012M etc.) și dispozitive de tipul contactului.
Atunci când configurați un instrument fără instrumente (folosind instrumente de măsurare universale), ratele de timp trebuie calculate în conformitate cu standardele pentru instrumentele de tip contact.
Normele unitare de timp pentru asamblarea și reglarea instrumentului de tăiere pe dispozitivele importate cu indicație digitală trebuie calculate în conformitate cu standardele de timp pentru dispozitivele produse pe piața internă, cum ar fi BV-2027 și BB-2026, cu un coeficient de 0,85; pentru dispozitivele fără indicație digitală - dar pentru dispozitivele BV-2015 și BV-2010 cu un coeficient de 0,9.
Materialele normative din această secțiune acoperă cele mai tipice pentru industriile de inginerie mecanică și prelucrare a metalelor ale conexiunilor standard / de tăiere și auxiliare și sunt prezentate sub forma unor standarde de timp mărite.
Când calculați normele de timp pentru asamblarea și reglarea instrumentului de tăiere a unui profil de zăpadă, luați un factor de multiplicare de 1,2.
În plus față de timpul pentru lucrarea principală, asamblarea și configurarea instrumentului, timpul unitar include costuri suplimentare de timp, întreținere organizatorică și tehnică a locului de muncă, timp și timp pregătitor și final pentru odihnă și nevoi personale în cantitate de 14% din timpul operațional.
Opțiunea de a include costuri suplimentare în rata generală de timp se datorează dificultății de a le separa de timpul total asociat cu pregătirea locului de muncă pentru reglare, și timpul de asamblare și reglare a instrumentului în sine.
Pentru a determina normele de timp unitare pentru demontarea unui instrument folosit, factorii de corecție sunt dați în cardurile de asamblare și configurare a instrumentului, calculați diferențial pentru fiecare tip de lucru.
Normele unitare de timp pentru asamblarea individuală și setările sculelor care nu au fost incluse în complexe sunt reflectate în cardurile 50 și 51.
1.7.2. Rata de timp a pieselor pentru asamblarea, reglarea și demontarea unei scule este determinată de formulă
T SHLR = T shk + t ^, 0,10)
alimente T - timp bucată pentru asamblare, reglare și demontare a unui instrument, min; Shi - timpul piesei pentru asamblarea și reglarea unei scule, min; T shr - timp bucată pentru demontarea sculei, min.
V * "b * T" p = T - K '0-11)
unde K este factorul de corecție pentru timpul bucății, în funcție de dispozitivul utilizat.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Operațiuni Naimsposiis - Serial-Frosrao-Rastochnaya.
Calculul normelor de timp la prelucrarea pieselor pe mașini CNC Disciplina: „Proiectarea proceselor tehnologice pentru mașinile-unelte multifuncționale moderne” Efectuată de un student din grupa M 03 -721 -1 Pinegin S.N.
 Standardele de timp sunt destinate reglării tehnice a lucrărilor efectuate pe mașini-unelte universale și multifuncționale cu control numeric (CNC). Norma timpului (norma timpului de calcul al piesei, Tsht-k) pentru efectuarea operațiunilor pe mașinile CNC atunci când se lucrează la o mașină Hvr constă din norma timpului pregătitor-final Tpz și norma timpului piesei Tsht și este determinată după formula (1) :, (1) unde n este numărul de părți din lotul de lansare.
Standardele de timp sunt destinate reglării tehnice a lucrărilor efectuate pe mașini-unelte universale și multifuncționale cu control numeric (CNC). Norma timpului (norma timpului de calcul al piesei, Tsht-k) pentru efectuarea operațiunilor pe mașinile CNC atunci când se lucrează la o mașină Hvr constă din norma timpului pregătitor-final Tpz și norma timpului piesei Tsht și este determinată după formula (1) :, (1) unde n este numărul de părți din lotul de lansare.
 Rata de timp unitară este determinată de formula (2) :, (2) unde Tts - durata ciclului de funcționare automată a mașinii conform programului, min; , (3) unde To este timpul principal (tehnologic) pentru procesarea unei părți, min;
Rata de timp unitară este determinată de formula (2) :, (2) unde Tts - durata ciclului de funcționare automată a mașinii conform programului, min; , (3) unde To este timpul principal (tehnologic) pentru procesarea unei părți, min;
 , (4) unde Li este lungimea traseului parcurs de unealtă sau piesă în direcția de alimentare la prelucrarea secțiunii tehnologice a-a (ținând cont de penetrare și depășire), mm; Smi - avans de minute la o secțiune tehnologică dată, mm / min; i = 1, 2, ..., n este numărul de secțiuni de procesare; Тмв - mașină-timp auxiliar (pentru apropierea piesei sculei de la punctele de pornire la zonele de procesare și retragere; setarea sculei la dimensiune, schimbarea sculei, schimbarea valorilor și direcției de avans, timpul pauzelor tehnologice , etc.), min;
, (4) unde Li este lungimea traseului parcurs de unealtă sau piesă în direcția de alimentare la prelucrarea secțiunii tehnologice a-a (ținând cont de penetrare și depășire), mm; Smi - avans de minute la o secțiune tehnologică dată, mm / min; i = 1, 2, ..., n este numărul de secțiuni de procesare; Тмв - mașină-timp auxiliar (pentru apropierea piesei sculei de la punctele de pornire la zonele de procesare și retragere; setarea sculei la dimensiune, schimbarea sculei, schimbarea valorilor și direcției de avans, timpul pauzelor tehnologice , etc.), min;
 , (5), (6) unde L este lungimea căii (sau traiectoriei) parcursă de instrument sau piesă în direcția de alimentare, mm; l 1, l 2, l 3 - lungimea apropierii, scufundării și depășirii instrumentului, respectiv, mm. Valoarea lui L este determinată pe baza parametrilor căii piesei. Deci, atunci când prelucrați părți ale unei piese cu mișcarea instrumentului de-a lungul a două coordonate, lungimea L este determinată de formula (7), (7)
, (5), (6) unde L este lungimea căii (sau traiectoriei) parcursă de instrument sau piesă în direcția de alimentare, mm; l 1, l 2, l 3 - lungimea apropierii, scufundării și depășirii instrumentului, respectiv, mm. Valoarea lui L este determinată pe baza parametrilor căii piesei. Deci, atunci când prelucrați părți ale unei piese cu mișcarea instrumentului de-a lungul a două coordonate, lungimea L este determinată de formula (7), (7)
 unde Δх, Δу sunt creșterile coordonatelor corespunzătoare din zona de procesare dată. Când deplasați instrumentul de-a lungul unui arc de cerc, lungimea L este determinată de formula (8) sau (9), (9) unde R este raza arcului circular, mm; a - lungimea coardei arcului circular, mm; φ este unghiul central bazat pe punctele finale ale arcului circular, rad; Tmv. și - timpul auxiliar al mașinii pentru schimbarea automată a sculei, min; Tmv. x - mașină-timp auxiliar pentru executarea mișcărilor auxiliare automate și pauze tehnologice, min.
unde Δх, Δу sunt creșterile coordonatelor corespunzătoare din zona de procesare dată. Când deplasați instrumentul de-a lungul unui arc de cerc, lungimea L este determinată de formula (8) sau (9), (9) unde R este raza arcului circular, mm; a - lungimea coardei arcului circular, mm; φ este unghiul central bazat pe punctele finale ale arcului circular, rad; Tmv. și - timpul auxiliar al mașinii pentru schimbarea automată a sculei, min; Tmv. x - mașină-timp auxiliar pentru executarea mișcărilor auxiliare automate și pauze tehnologice, min.
 Pentru mașinile-unelte cu turele, timpul este Tmv. și poate fi determinată de formula (10), (10) unde Type este timpul de rotație al turelei cu o poziție, min; Кп - numărul de poziții prin care este necesar să rotiți turela pentru a instala instrumentul necesar; Tifoid - timp de fixare a capului rotativ, min. Pentru mașinile cu sisteme de control al conturului, timpul este Tmv. x poate fi determinat de formula (11), (11)
Pentru mașinile-unelte cu turele, timpul este Tmv. și poate fi determinată de formula (10), (10) unde Type este timpul de rotație al turelei cu o poziție, min; Кп - numărul de poziții prin care este necesar să rotiți turela pentru a instala instrumentul necesar; Tifoid - timp de fixare a capului rotativ, min. Pentru mașinile cu sisteme de control al conturului, timpul este Tmv. x poate fi determinat de formula (11), (11)
 unde Lxxj este lungimea traseului secțiunii a j-a cursei auxiliare automate, mm; j = 1, 2,…, t este numărul de secțiuni ale pasajelor auxiliare automate; Smu - minut de avans rapid. Pentru mașini-unelte cu sisteme de comandă a mașinilor unelte poziționale și universale (contur-pozițional), în care programarea procesării se realizează prin cicluri standard, timp analitic Tmv. Este dificil să se determine x datorită faptului că anumite mașini, în funcție de configurarea lor, au o dispersie semnificativă în valorile Sмхх și Lхх (asociate cu setările de poziționare). Pentru o determinare mai exactă a timpului Tmv. x pe aceste mașini se recomandă efectuarea temporizării preliminare pentru a determina timpul real Tmv. x când deplasați masa sau instrumentul o distanță măsurată în direcția diferitelor coordonate.
unde Lxxj este lungimea traseului secțiunii a j-a cursei auxiliare automate, mm; j = 1, 2,…, t este numărul de secțiuni ale pasajelor auxiliare automate; Smu - minut de avans rapid. Pentru mașini-unelte cu sisteme de comandă a mașinilor unelte poziționale și universale (contur-pozițional), în care programarea procesării se realizează prin cicluri standard, timp analitic Tmv. Este dificil să se determine x datorită faptului că anumite mașini, în funcție de configurarea lor, au o dispersie semnificativă în valorile Sмхх și Lхх (asociate cu setările de poziționare). Pentru o determinare mai exactă a timpului Tmv. x pe aceste mașini se recomandă efectuarea temporizării preliminare pentru a determina timpul real Tmv. x când deplasați masa sau instrumentul o distanță măsurată în direcția diferitelor coordonate.
 În cazul în care standardizarea se realizează pentru un proces tehnologic deja proiectat și există un program de control, timpul Tts. a este determinată de sincronizarea directă a ciclului de procesare a pieselor. Timpul auxiliar pentru operație este calculat prin formula (12), (12)
În cazul în care standardizarea se realizează pentru un proces tehnologic deja proiectat și există un program de control, timpul Tts. a este determinată de sincronizarea directă a ciclului de procesare a pieselor. Timpul auxiliar pentru operație este calculat prin formula (12), (12)
 unde tv. y este timpul pentru instalarea și scoaterea piesei manual sau cu un lift, min; TELEVIZOR. op - timp auxiliar asociat operațiunii (neincluse în programul de control), min; TELEVIZOR. ism - timp auxiliar care nu se suprapune pentru măsurători, min; Ktv este un factor de corecție pentru timpul efectuării lucrărilor auxiliare manuale, în funcție de lotul de piese prelucrate; ateh, aorg, aotl - timp pentru întreținerea tehnologică și organizațională a locului de muncă, pentru odihnă și nevoi personale cu servicii unidirecționale, procent din timpul operațional.
unde tv. y este timpul pentru instalarea și scoaterea piesei manual sau cu un lift, min; TELEVIZOR. op - timp auxiliar asociat operațiunii (neincluse în programul de control), min; TELEVIZOR. ism - timp auxiliar care nu se suprapune pentru măsurători, min; Ktv este un factor de corecție pentru timpul efectuării lucrărilor auxiliare manuale, în funcție de lotul de piese prelucrate; ateh, aorg, aotl - timp pentru întreținerea tehnologică și organizațională a locului de muncă, pentru odihnă și nevoi personale cu servicii unidirecționale, procent din timpul operațional.
 Standarde de timp auxiliar pentru instalarea și scoaterea pieselor TV. y sunt date în funcție de tipul de dispozitiv, indiferent de tipurile de mașini-unelte și asigură cele mai comune metode de instalare, aliniere și fixare a pieselor în corpuri de prindere universale și speciale. Ca principalii factori care afectează timpul de instalare și scoaterea piesei, se iau masa piesei, metoda de instalare și fixare a piesei de prelucrat, natura și acuratețea alinierii.
Standarde de timp auxiliar pentru instalarea și scoaterea pieselor TV. y sunt date în funcție de tipul de dispozitiv, indiferent de tipurile de mașini-unelte și asigură cele mai comune metode de instalare, aliniere și fixare a pieselor în corpuri de prindere universale și speciale. Ca principalii factori care afectează timpul de instalare și scoaterea piesei, se iau masa piesei, metoda de instalare și fixare a piesei de prelucrat, natura și acuratețea alinierii.
 Standardele de timp pentru instalarea și scoaterea pieselor prevăd următoarele lucrări: - la instalarea și scoaterea manuală: preluați și instalați piesa, aliniați și fixați; porniți și opriți mașina; desfaceți și scoateți piesa, puneți-o într-un recipient; curățați dispozitivul de așchii, ștergeți suprafețele de bază cu un șervețel; - la instalarea și scoaterea cu macaraua: sunați macaraua; atașați piesa; transportați piesa la mașină; instalați piesa, aliniați și asigurați; porniți și opriți mașina; desprindeți piesa; sunați macaraua; atașați piesa; scoateți-l din mașină, transportați-l la locul de depozitare; scoateți piesa; curățați corpurile sau suprafața mesei de așchii, ștergeți suprafețele de bază cu un șervețel.
Standardele de timp pentru instalarea și scoaterea pieselor prevăd următoarele lucrări: - la instalarea și scoaterea manuală: preluați și instalați piesa, aliniați și fixați; porniți și opriți mașina; desfaceți și scoateți piesa, puneți-o într-un recipient; curățați dispozitivul de așchii, ștergeți suprafețele de bază cu un șervețel; - la instalarea și scoaterea cu macaraua: sunați macaraua; atașați piesa; transportați piesa la mașină; instalați piesa, aliniați și asigurați; porniți și opriți mașina; desprindeți piesa; sunați macaraua; atașați piesa; scoateți-l din mașină, transportați-l la locul de depozitare; scoateți piesa; curățați corpurile sau suprafața mesei de așchii, ștergeți suprafețele de bază cu un șervețel.
 Când instalați și scoateți o piesă cu un dispozitiv de ridicare la o mașină (sau un grup de mașini), efectuați același lucru ca și când scoateți o piesă cu o macara aeriană, cu excepția apelării macaralei. Când este instalat pe dispozitive speciale, timpul auxiliar este determinat ca suma timpului: pentru instalarea și îndepărtarea unei părți; pentru instalarea și îndepărtarea fiecărei părți ulterioare mai mult de una în dispozitive multi-loc; pentru a repara piesa, ținând cont de numărul de cleme; pentru curățarea dispozitivului de așchii și ștergerea suprafețelor de bază cu un șervețel. În cazul utilizării roboților, manipulatorilor și tabelelor de satelit pentru instalarea și îndepărtarea unei piese, timpul auxiliar se determină ținând seama de caracteristicile lor de proiectare.
Când instalați și scoateți o piesă cu un dispozitiv de ridicare la o mașină (sau un grup de mașini), efectuați același lucru ca și când scoateți o piesă cu o macara aeriană, cu excepția apelării macaralei. Când este instalat pe dispozitive speciale, timpul auxiliar este determinat ca suma timpului: pentru instalarea și îndepărtarea unei părți; pentru instalarea și îndepărtarea fiecărei părți ulterioare mai mult de una în dispozitive multi-loc; pentru a repara piesa, ținând cont de numărul de cleme; pentru curățarea dispozitivului de așchii și ștergerea suprafețelor de bază cu un șervețel. În cazul utilizării roboților, manipulatorilor și tabelelor de satelit pentru instalarea și îndepărtarea unei piese, timpul auxiliar se determină ținând seama de caracteristicile lor de proiectare.
 Standarde de timp auxiliar asociate cu funcționarea televizorului. op. ... Timpul auxiliar asociat operațiunii, neinclus în timpul ciclului de funcționare automată a mașinii conform programului, prevede următoarele lucrări: porniți și opriți unitatea de bandă; setați poziția relativă specificată a piesei și a instrumentului de-a lungul coordonatelor X, Y, Z și, dacă este necesar, efectuați ajustări; deschideți și închideți capacul mecanismului unității de bandă, derulați înapoi și încărcați banda în cititor; avansați banda perforată în poziția inițială; verificați sosirea piesei sculei într-un punct dat după prelucrare; instalați protecția împotriva stropirii împotriva emulsiei și scoateți-o.
Standarde de timp auxiliar asociate cu funcționarea televizorului. op. ... Timpul auxiliar asociat operațiunii, neinclus în timpul ciclului de funcționare automată a mașinii conform programului, prevede următoarele lucrări: porniți și opriți unitatea de bandă; setați poziția relativă specificată a piesei și a instrumentului de-a lungul coordonatelor X, Y, Z și, dacă este necesar, efectuați ajustări; deschideți și închideți capacul mecanismului unității de bandă, derulați înapoi și încărcați banda în cititor; avansați banda perforată în poziția inițială; verificați sosirea piesei sculei într-un punct dat după prelucrare; instalați protecția împotriva stropirii împotriva emulsiei și scoateți-o.
 Timpul auxiliar-mașină asociat tranziției, inclus în program și legat de lucrările auxiliare automate ale mașinii, asigură: apropierea piesei sculei de la punctul de plecare până la zona de procesare și retragerea; setarea instrumentului la dimensiunea tratamentului; schimbarea automată a sculei; pornirea alimentării; curse inactiv în timpul tranziției de la prelucrarea unei suprafețe la alta; pauze tehnologice, prevăzute pentru o schimbare bruscă în direcția de alimentare, pentru a verifica dimensiunile, a inspecta unealta și a reinstala sau a fixa din nou piesa. Timpul auxiliar-mașină asociat cu tranziția este determinat de datele pașaportului mașinilor și este inclus ca elemente constitutive în timpul funcționării automate a mașinii.
Timpul auxiliar-mașină asociat tranziției, inclus în program și legat de lucrările auxiliare automate ale mașinii, asigură: apropierea piesei sculei de la punctul de plecare până la zona de procesare și retragerea; setarea instrumentului la dimensiunea tratamentului; schimbarea automată a sculei; pornirea alimentării; curse inactiv în timpul tranziției de la prelucrarea unei suprafețe la alta; pauze tehnologice, prevăzute pentru o schimbare bruscă în direcția de alimentare, pentru a verifica dimensiunile, a inspecta unealta și a reinstala sau a fixa din nou piesa. Timpul auxiliar-mașină asociat cu tranziția este determinat de datele pașaportului mașinilor și este inclus ca elemente constitutive în timpul funcționării automate a mașinii.
 Standarde de timp auxiliar pentru măsurători de control TV. rev. ... Dimensiunile necesare ale pieselor prelucrate pe mașini cu control numeric sunt furnizate într-un ciclu de prelucrare automată. În acest sens, timpul pentru măsurători de control (după încheierea lucrărilor în cadrul programului) ar trebui inclus în norma de timp unitar numai dacă este prevăzut de procesul tehnologic și luând în considerare frecvența necesară a acestor măsurători în proces de lucru și numai în acele cazuri în care acesta nu poate fi anulat de durata ciclului de funcționare automată a mașinii conform programului.
Standarde de timp auxiliar pentru măsurători de control TV. rev. ... Dimensiunile necesare ale pieselor prelucrate pe mașini cu control numeric sunt furnizate într-un ciclu de prelucrare automată. În acest sens, timpul pentru măsurători de control (după încheierea lucrărilor în cadrul programului) ar trebui inclus în norma de timp unitar numai dacă este prevăzut de procesul tehnologic și luând în considerare frecvența necesară a acestor măsurători în proces de lucru și numai în acele cazuri în care acesta nu poate fi anulat de durata ciclului de funcționare automată a mașinii conform programului.
 Standarde de timp pentru întreținerea la locul de muncă. Timpul pentru întreținerea unui loc de muncă este dat de tipurile și dimensiunile de echipamente, luând în considerare întreținerea cu o singură stație și cu mai multe stații ca procent din timpul de funcționare. Întreținerea tehnologică a locului de muncă asigură următoarele lucrări: - schimbarea sculei (sau blocarea cu scula) datorită tocirii sale; - reglarea și reajustarea mașinii în timpul funcționării (schimbarea valorii decalajului sculei); - măturarea și curățarea periodică a așchilor în timpul funcționării (cu excepția măturării așchilor de pe suprafețele de bază ale dispozitivelor de reglare, timpul pentru care se ia în considerare în timpul auxiliar pentru instalare și scoaterea piesei).
Standarde de timp pentru întreținerea la locul de muncă. Timpul pentru întreținerea unui loc de muncă este dat de tipurile și dimensiunile de echipamente, luând în considerare întreținerea cu o singură stație și cu mai multe stații ca procent din timpul de funcționare. Întreținerea tehnologică a locului de muncă asigură următoarele lucrări: - schimbarea sculei (sau blocarea cu scula) datorită tocirii sale; - reglarea și reajustarea mașinii în timpul funcționării (schimbarea valorii decalajului sculei); - măturarea și curățarea periodică a așchilor în timpul funcționării (cu excepția măturării așchilor de pe suprafețele de bază ale dispozitivelor de reglare, timpul pentru care se ia în considerare în timpul auxiliar pentru instalare și scoaterea piesei).
 Întreținerea organizațională a locului de muncă include lucrări la întreținerea echipamentului principal și auxiliar, a echipamentului tehnologic și organizatoric, a containerelor aferente schimbului de muncă în ansamblu: - inspecția și testarea echipamentelor în procesul de lucru; - așezarea sculei la început și curățarea la sfârșitul turei; - ungerea și curățarea mașinii în timpul schimbului; - curățarea mașinii și a locului de muncă la sfârșitul turei.
Întreținerea organizațională a locului de muncă include lucrări la întreținerea echipamentului principal și auxiliar, a echipamentului tehnologic și organizatoric, a containerelor aferente schimbului de muncă în ansamblu: - inspecția și testarea echipamentelor în procesul de lucru; - așezarea sculei la început și curățarea la sfârșitul turei; - ungerea și curățarea mașinii în timpul schimbului; - curățarea mașinii și a locului de muncă la sfârșitul turei.
 Standarde de timp de odihnă și nevoi personale. Timpul de odihnă și nevoile personale pentru condițiile de întreținere a unui lucrător al unei mașini nu este alocat separat și este luat în considerare în timpul de întreținere la locul de muncă. Pentru serviciile cu mai multe stații, se asigură pauze de odihnă și nevoi personale, în funcție de caracteristicile muncii.
Standarde de timp de odihnă și nevoi personale. Timpul de odihnă și nevoile personale pentru condițiile de întreținere a unui lucrător al unei mașini nu este alocat separat și este luat în considerare în timpul de întreținere la locul de muncă. Pentru serviciile cu mai multe stații, se asigură pauze de odihnă și nevoi personale, în funcție de caracteristicile muncii.
 Standarde pentru timpul pregătitor și final. Norma de timp pentru instalarea mașinii este reprezentată ca timpul pentru recepțiile lucrărilor pregătitoare și finale pentru prelucrarea unui lot de piese identice, indiferent de lot și este determinat de formula (13), (13) unde Тпз este norma de timp pentru configurarea și configurarea mașinii, min; Тпз 1 - norma de timp pentru pregătirea organizațională, min; Тпз 2 - norma de timp pentru configurarea unei mașini-unelte, dispozitiv, instrument, dispozitive software, min; TPR. normă de timp pentru procesarea procesului.
Standarde pentru timpul pregătitor și final. Norma de timp pentru instalarea mașinii este reprezentată ca timpul pentru recepțiile lucrărilor pregătitoare și finale pentru prelucrarea unui lot de piese identice, indiferent de lot și este determinat de formula (13), (13) unde Тпз este norma de timp pentru configurarea și configurarea mașinii, min; Тпз 1 - norma de timp pentru pregătirea organizațională, min; Тпз 2 - norma de timp pentru configurarea unei mașini-unelte, dispozitiv, instrument, dispozitive software, min; TPR. normă de timp pentru procesarea procesului.
 Timpul pentru recepțiile lucrărilor pregătitoare și finale este stabilit în funcție de tipul și dimensiunea grupului de echipamente, precum și luând în considerare caracteristicile sistemului de control al programului. Domeniul de lucru privind pregătirea organizațională este comun pentru toate mașinile CNC, indiferent de grupul și modelul lor. Timpul pentru pregătirea organizațională prevede: - primirea unei comenzi, desen, documentație tehnologică, un suport software, instrumente de tăiere, auxiliare și de control și măsurare, dispozitive, spații libere înainte de începerea și predarea acestora după finalizarea procesării unui lot de piese la locul de muncă sau în magazinul de instrumente; - familiarizarea cu lucrarea, desenul, documentația tehnologică, inspecția piesei de prelucrat; - instruirea stăpânului.
Timpul pentru recepțiile lucrărilor pregătitoare și finale este stabilit în funcție de tipul și dimensiunea grupului de echipamente, precum și luând în considerare caracteristicile sistemului de control al programului. Domeniul de lucru privind pregătirea organizațională este comun pentru toate mașinile CNC, indiferent de grupul și modelul lor. Timpul pentru pregătirea organizațională prevede: - primirea unei comenzi, desen, documentație tehnologică, un suport software, instrumente de tăiere, auxiliare și de control și măsurare, dispozitive, spații libere înainte de începerea și predarea acestora după finalizarea procesării unui lot de piese la locul de muncă sau în magazinul de instrumente; - familiarizarea cu lucrarea, desenul, documentația tehnologică, inspecția piesei de prelucrat; - instruirea stăpânului.
 În cazul unei forme de brigadă de organizare a muncii, atunci când se efectuează un transfer inter-schimb de piese prelucrate, pregătirea organizațională ia în considerare doar timpul pentru familiarizarea cu munca, desenarea, documentația tehnologică, inspecția semifabricatelor și instruirea maistrului . Domeniul de lucru privind instalarea unei mașini-unelte, scule și dispozitive include metode de configurare a lucrărilor, în funcție de scopul mașinii și de caracteristicile de proiectare: instalarea și scoaterea dispozitivului de fixare; instalarea și scoaterea unui bloc sau a uneltelor individuale de tăiere; setarea modurilor de operare inițiale ale mașinii; instalarea suportului software în cititor și scoaterea acestuia; reglarea poziției zero etc.
În cazul unei forme de brigadă de organizare a muncii, atunci când se efectuează un transfer inter-schimb de piese prelucrate, pregătirea organizațională ia în considerare doar timpul pentru familiarizarea cu munca, desenarea, documentația tehnologică, inspecția semifabricatelor și instruirea maistrului . Domeniul de lucru privind instalarea unei mașini-unelte, scule și dispozitive include metode de configurare a lucrărilor, în funcție de scopul mașinii și de caracteristicile de proiectare: instalarea și scoaterea dispozitivului de fixare; instalarea și scoaterea unui bloc sau a uneltelor individuale de tăiere; setarea modurilor de operare inițiale ale mașinii; instalarea suportului software în cititor și scoaterea acestuia; reglarea poziției zero etc.
 Timpul pentru procesarea de probă a pieselor pe strunguri și grupuri de turele include timpul petrecut pentru prelucrarea piesei conform programului și timpul auxiliar pentru efectuarea tehnicilor suplimentare legate de măsurarea piesei, calcularea offset-ului, introducerea valorilor offset-ului în CNC și timpul auxiliar pentru controlul mașinii și al sistemului CNC. Timpul pentru procesarea de probă a pieselor de pe carusel, frezare, grupuri de foraj, mașini multifuncționale include timpul petrecut pentru prelucrarea pieselor prin metoda de bărbierire și timpul auxiliar pentru efectuarea tehnicilor suplimentare legate de măsurarea piesei, calcularea valorii de corecție, introducerea valorilor de corecție în sistemul CNC și timpul auxiliar pentru recepțiile de control ale mașinii unelte și ale sistemului CNC.
Timpul pentru procesarea de probă a pieselor pe strunguri și grupuri de turele include timpul petrecut pentru prelucrarea piesei conform programului și timpul auxiliar pentru efectuarea tehnicilor suplimentare legate de măsurarea piesei, calcularea offset-ului, introducerea valorilor offset-ului în CNC și timpul auxiliar pentru controlul mașinii și al sistemului CNC. Timpul pentru procesarea de probă a pieselor de pe carusel, frezare, grupuri de foraj, mașini multifuncționale include timpul petrecut pentru prelucrarea pieselor prin metoda de bărbierire și timpul auxiliar pentru efectuarea tehnicilor suplimentare legate de măsurarea piesei, calcularea valorii de corecție, introducerea valorilor de corecție în sistemul CNC și timpul auxiliar pentru recepțiile de control ale mașinii unelte și ale sistemului CNC.
 Pentru a calcula timpul principal, este necesar să se determine condițiile de tăiere pentru prelucrarea fiecărei suprafețe a piesei. Acestea sunt determinate în conformitate cu standardele generale de construcție de mașini: - Standarde generale de timp și condiții de tăiere pentru construcția de mașini pentru standardizarea lucrărilor efectuate pe mașini-unelte universale și multifuncționale cu control numeric. Partea 2 - Standarde pentru tăierea datelor. - M .: Economics, 1990. - Moduri de tăiere a metalelor: o carte de referință / Ed. Yu. V. Baranovsky. - ed. A 3-a. , revizuit si adauga. - M .: Inginerie mecanică, 1972. - 407 p. - Manualul unui inginer mecanic. În 2 volume.Vol.2 / Sub. ed. A.G. Kosilova și colab. - ediția a 5-a. , rev. - M .: Mashinostroenie, 2003 .-- 944 p. , nămol.
Pentru a calcula timpul principal, este necesar să se determine condițiile de tăiere pentru prelucrarea fiecărei suprafețe a piesei. Acestea sunt determinate în conformitate cu standardele generale de construcție de mașini: - Standarde generale de timp și condiții de tăiere pentru construcția de mașini pentru standardizarea lucrărilor efectuate pe mașini-unelte universale și multifuncționale cu control numeric. Partea 2 - Standarde pentru tăierea datelor. - M .: Economics, 1990. - Moduri de tăiere a metalelor: o carte de referință / Ed. Yu. V. Baranovsky. - ed. A 3-a. , revizuit si adauga. - M .: Inginerie mecanică, 1972. - 407 p. - Manualul unui inginer mecanic. În 2 volume.Vol.2 / Sub. ed. A.G. Kosilova și colab. - ediția a 5-a. , rev. - M .: Mashinostroenie, 2003 .-- 944 p. , nămol.
 Un exemplu de calcul al normelor de timp Pentru a calcula normele de timp, oferim datele inițiale: desenarea piesei "Roller", material piesă de prelucrat oțel 45 GOST 1050 -88, lot de piese 100 buc, piesă de prelucrat - bare rotunde cu diametrul de 125 x54 . Calculul se va efectua în trei cazuri: 1. 1) Prelucrarea pe două mașini CNC - strunjire (16 K 20 F 3) și frezare (6 P 13 RF 3). Pe un strung CNC, două gâturi cu diametrul de 30 h 12 sunt prelucrate cu tăierea capetelor. Operațiunea prevede resetarea piesei de prelucrat într-un mandril autocentrant cu clemă pneumatică. Pe o mașină de frezat CNC, o canelură de 4 x 10 și 4 găuri cu diametrul de 16 mm este prelucrată într-o menghină prismatică autocentrantă cu clemă pneumatică. 2) Prelucrarea pe un centru de prelucrare de strunjire cu 5 axe. Prelucrarea are loc într-un mandril autocentrant cu prindere pneumatică într-o singură operație cu repoziționarea piesei de prelucrat. Se efectuează aceleași tranziții ca la mașinile CNC convenționale - strunjire, frezare și găurire.
Un exemplu de calcul al normelor de timp Pentru a calcula normele de timp, oferim datele inițiale: desenarea piesei "Roller", material piesă de prelucrat oțel 45 GOST 1050 -88, lot de piese 100 buc, piesă de prelucrat - bare rotunde cu diametrul de 125 x54 . Calculul se va efectua în trei cazuri: 1. 1) Prelucrarea pe două mașini CNC - strunjire (16 K 20 F 3) și frezare (6 P 13 RF 3). Pe un strung CNC, două gâturi cu diametrul de 30 h 12 sunt prelucrate cu tăierea capetelor. Operațiunea prevede resetarea piesei de prelucrat într-un mandril autocentrant cu clemă pneumatică. Pe o mașină de frezat CNC, o canelură de 4 x 10 și 4 găuri cu diametrul de 16 mm este prelucrată într-o menghină prismatică autocentrantă cu clemă pneumatică. 2) Prelucrarea pe un centru de prelucrare de strunjire cu 5 axe. Prelucrarea are loc într-un mandril autocentrant cu prindere pneumatică într-o singură operație cu repoziționarea piesei de prelucrat. Se efectuează aceleași tranziții ca la mașinile CNC convenționale - strunjire, frezare și găurire.

 3) Prelucrare pe un centru de prelucrare cu contra-ax. Prelucrarea are loc într-o mandrină autocentrantă cu prindere pneumatică într-o singură operație cu repoziționarea piesei de prelucrat. Aceste OT au două mandrine cu o prindere pneumatică și două capete de scule. Rolul celui de-al doilea mandrin este jucat de contra ax, care resetează piesa de prelucrat și în care are loc o prelucrare ulterioară a piesei de prelucrat. Ciclul de procesare a piesei este următorul: piesa de prelucrat este instalată și fixată în mandrina; rotirea gâtului cu un diametru de 30 h 12 cu tunderea capătului cap la cap; schimbarea automată a sculei se face prin rotirea turelei; găurirea a 4 găuri cu diametrul de 16 mm; prima turelă se deplasează înapoi la punctul de plecare; contra axul este pornit și este adus automat la mandrina, care continuă să se rotească la o frecvență dată; contra axul este accelerat la viteza de rotație a mandrinei și prinde automat piesa de prelucrat; mandrina deschide automat fălcile și contra-axul cu piesa de prelucrat se deplasează înapoi la punctul de pornire specificat; a doua turelă este adusă și întoarce gâtul cu un diametru de 30 h 12 cu tăierea capătului; schimbare automată a sculei și frezare cu 4 x 10 fante; retragerea turelei la punctul de plecare și oprirea contra fusului.
3) Prelucrare pe un centru de prelucrare cu contra-ax. Prelucrarea are loc într-o mandrină autocentrantă cu prindere pneumatică într-o singură operație cu repoziționarea piesei de prelucrat. Aceste OT au două mandrine cu o prindere pneumatică și două capete de scule. Rolul celui de-al doilea mandrin este jucat de contra ax, care resetează piesa de prelucrat și în care are loc o prelucrare ulterioară a piesei de prelucrat. Ciclul de procesare a piesei este următorul: piesa de prelucrat este instalată și fixată în mandrina; rotirea gâtului cu un diametru de 30 h 12 cu tunderea capătului cap la cap; schimbarea automată a sculei se face prin rotirea turelei; găurirea a 4 găuri cu diametrul de 16 mm; prima turelă se deplasează înapoi la punctul de plecare; contra axul este pornit și este adus automat la mandrina, care continuă să se rotească la o frecvență dată; contra axul este accelerat la viteza de rotație a mandrinei și prinde automat piesa de prelucrat; mandrina deschide automat fălcile și contra-axul cu piesa de prelucrat se deplasează înapoi la punctul de pornire specificat; a doua turelă este adusă și întoarce gâtul cu un diametru de 30 h 12 cu tăierea capătului; schimbare automată a sculei și frezare cu 4 x 10 fante; retragerea turelei la punctul de plecare și oprirea contra fusului.
 Timp principal To Timpul principal pentru toate cele trei cazuri este calculat conform standardelor generale de construcție a mașinilor și este luat ca o valoare constantă, adică To = const. La operațiile de strunjire, frezare și găurire, timpul principal poate fi găsit din tabele și dependențe empirice. Timpul principal este determinat de formula Ca urmare, obținem: min; min.
Timp principal To Timpul principal pentru toate cele trei cazuri este calculat conform standardelor generale de construcție a mașinilor și este luat ca o valoare constantă, adică To = const. La operațiile de strunjire, frezare și găurire, timpul principal poate fi găsit din tabele și dependențe empirice. Timpul principal este determinat de formula Ca urmare, obținem: min; min.
 Тмв - timpul mașinii auxiliare (pentru apropierea piesei sculei de la punctele de pornire la zonele de procesare și retragere; schimbarea sculei), min. Determinăm prin datele pașaportului mașinilor și tehnologia de procesare. min; min. Ttsa - durata ciclului de funcționare automată a mașinii conform programului, min. Determinați prin formula min;
Тмв - timpul mașinii auxiliare (pentru apropierea piesei sculei de la punctele de pornire la zonele de procesare și retragere; schimbarea sculei), min. Determinăm prin datele pașaportului mașinilor și tehnologia de procesare. min; min. Ttsa - durata ciclului de funcționare automată a mașinii conform programului, min. Determinați prin formula min;
 ateh, aorg, aotl - timp pentru întreținerea tehnologică și organizațională a locului de muncă, pentru odihnă și nevoi personale cu servicii unidirecționale, procent din timpul operațional. Pentru mașinile cu CNC și OT, această valoare este de 14% din timpul operațional.
ateh, aorg, aotl - timp pentru întreținerea tehnologică și organizațională a locului de muncă, pentru odihnă și nevoi personale cu servicii unidirecționale, procent din timpul operațional. Pentru mașinile cu CNC și OT, această valoare este de 14% din timpul operațional.
 Timpul auxiliar TV Timpul auxiliar pentru operare este calculat conform formulei Standarde de timp auxiliar pentru instalarea și scoaterea piesei TV. la. Pentru primul caz, timpul auxiliar pentru instalare și demontare este determinat pentru două operații, în funcție de tipul dispozitivului de fixare, de metoda de instalare și fixare a piesei și de masa piesei. În operația de strunjire, piesa de prelucrat este montată într-un mandrin autocentrant cu o prindere pneumatică și într-o operație de frezare într-o menghină prismatică autocentrantă cu o prindere pneumatică. În timpul operației de strunjire, piesa de prelucrat este resetată. min; min. La prelucrarea pe un centru de strunjire, piesa de prelucrat este instalată într-un mandrin cu o prindere pneumatică cu o resetare a piesei de prelucrat. min.
Timpul auxiliar TV Timpul auxiliar pentru operare este calculat conform formulei Standarde de timp auxiliar pentru instalarea și scoaterea piesei TV. la. Pentru primul caz, timpul auxiliar pentru instalare și demontare este determinat pentru două operații, în funcție de tipul dispozitivului de fixare, de metoda de instalare și fixare a piesei și de masa piesei. În operația de strunjire, piesa de prelucrat este montată într-un mandrin autocentrant cu o prindere pneumatică și într-o operație de frezare într-o menghină prismatică autocentrantă cu o prindere pneumatică. În timpul operației de strunjire, piesa de prelucrat este resetată. min; min. La prelucrarea pe un centru de strunjire, piesa de prelucrat este instalată într-un mandrin cu o prindere pneumatică cu o resetare a piesei de prelucrat. min.
 La prelucrarea unui OC cu contra-ax, piesa de prelucrat este instalată într-un mandrin cu o prindere pneumatică cu o resetare a piesei de prelucrat utilizând instalarea automată a piesei de lucru în contra-ax. min. Standarde de timp auxiliar asociate cu funcționarea televizorului. op. ... min; min. Standarde de timp auxiliar pentru măsurători de control TV. rev. ... În toate cele 3 cazuri este egal cu 0. Timpul pentru măsurători de control (după terminarea lucrării în cadrul programului) ar trebui să fie inclus în norma de timp unitar numai dacă este asigurat de procesul tehnologic și luând în considerare frecvența necesară de astfel de măsurători în procesul de lucru și numai în acele cazuri în care nu poate fi suprapus de timpul ciclului de funcționare automată a mașinii conform programului.
La prelucrarea unui OC cu contra-ax, piesa de prelucrat este instalată într-un mandrin cu o prindere pneumatică cu o resetare a piesei de prelucrat utilizând instalarea automată a piesei de lucru în contra-ax. min. Standarde de timp auxiliar asociate cu funcționarea televizorului. op. ... min; min. Standarde de timp auxiliar pentru măsurători de control TV. rev. ... În toate cele 3 cazuri este egal cu 0. Timpul pentru măsurători de control (după terminarea lucrării în cadrul programului) ar trebui să fie inclus în norma de timp unitar numai dacă este asigurat de procesul tehnologic și luând în considerare frecvența necesară de astfel de măsurători în procesul de lucru și numai în acele cazuri în care nu poate fi suprapus de timpul ciclului de funcționare automată a mașinii conform programului.

 Timp auxiliar Tv min; min. Ktv este un factor de corecție pentru timpul de efectuare a lucrărilor auxiliare manuale, în funcție de lotul de piese prelucrate.
Timp auxiliar Tv min; min. Ktv este un factor de corecție pentru timpul de efectuare a lucrărilor auxiliare manuale, în funcție de lotul de piese prelucrate.
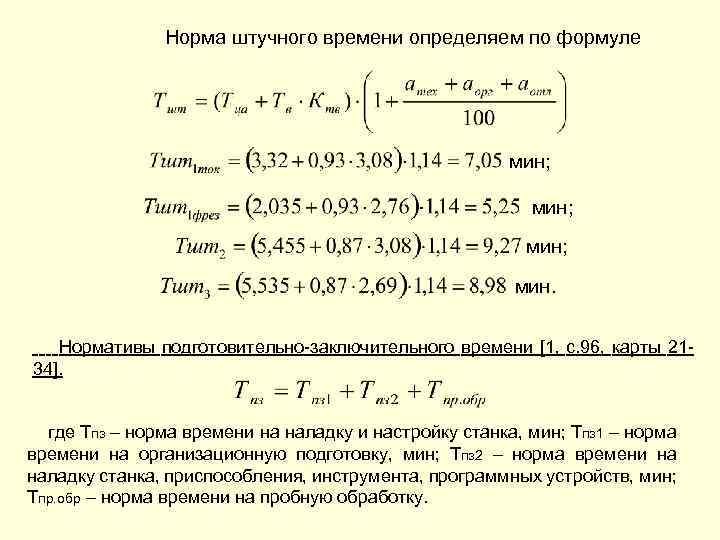 Rata de timp unitară este determinată de formula min; min. Standarde pentru timpul pregătitor și final. unde Тпз este norma de timp pentru configurarea și reglarea mașinii, min; Тпз 1 - norma de timp pentru pregătirea organizațională, min; Тпз 2 - norma de timp pentru configurarea unei mașini-unelte, dispozitiv, instrument, dispozitive software, min; TPR. normă de timp pentru procesarea procesului.
Rata de timp unitară este determinată de formula min; min. Standarde pentru timpul pregătitor și final. unde Тпз este norma de timp pentru configurarea și reglarea mașinii, min; Тпз 1 - norma de timp pentru pregătirea organizațională, min; Тпз 2 - norma de timp pentru configurarea unei mașini-unelte, dispozitiv, instrument, dispozitive software, min; TPR. normă de timp pentru procesarea procesului.
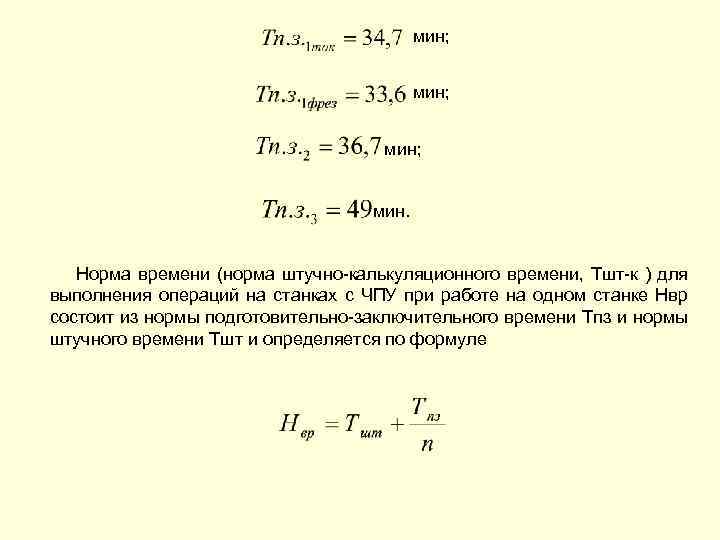 min; min. Norma timpului (norma timpului de calcul al piesei, Tsht-k) pentru efectuarea operațiunilor pe mașinile CNC când se lucrează pe o singură mașină Hvr constă din norma timpului pregătitor-final Tpz și norma timpului piesei Tsht și se determină prin formula
min; min. Norma timpului (norma timpului de calcul al piesei, Tsht-k) pentru efectuarea operațiunilor pe mașinile CNC când se lucrează pe o singură mașină Hvr constă din norma timpului pregătitor-final Tpz și norma timpului piesei Tsht și se determină prin formula





