Technische Betriebsregelung für CNC-Maschinen. Wie ist der Prozess der Standardisierung von Einstellarbeiten an CNC-Maschinen? Zeit für eine Betankung der Kassette
2.2 Arbeitsrationierung des Hauptpersonals der Organisation
Betrachten wir die Rationierung der Arbeit des Hauptpersonals anhand konkreter Beispiele.
1. Organisation, Regelung und Vergütung von Werkzeugmaschinenarbeiten.
Mehrleitungsservice- Dies ist eine Art von Dienst, bei dem ein Arbeiter mehrere Maschinen bedient. Multi-Line-Service kann individuell und teambasiert sein. Die Arbeitsteilung in Mehr-Stationen-Brigaden ist entweder qualifizierend oder funktional; in manchen Fällen kommt der sogenannte Paardienst zum Einsatz, wenn beispielsweise zwei Arbeiter gleichen Berufes und gleicher Qualifikation mehrere Maschinen bedienen. Die Mehrstationen-Wartung ist am vorteilhaftesten, wenn die nicht überlappende Maschinenzeit länger ist als die Zeit für manuelle Operationen, aktive Beobachtung und Übergänge. Allerdings ist ein Mehrstationenbetrieb auch bei Verletzung dieser Zeitbilanz, insbesondere bei Engpässen, oft wirtschaftlich machbar Belegschaft wenn freie Ausrüstung vorhanden ist.
Um Zeitnormen für jedes Element eines Produktionsvorgangs festzulegen, werden unabhängig von der Form der Arbeitsorganisation Analyse- und Berechnungsarbeiten separat durchgeführt. Dabei orientieren sie sich an der Vorgabe, dass die Zeitnorm für eine Operation folgende Rahmenbedingungen erfüllen muss:
1) der technologische Prozess sorgt für den rationellen und vollständigen Einsatz der technischen Mittel: Ausrüstung, Vorrichtungen, Werkzeuge und Mechanismen, die an der Arbeit beteiligt sind;
2) Der Verarbeitungsmodus wird auf der Grundlage bewährter Verfahren festgelegt;
3) sorgt für die volle Auslastung des Arbeitstages mit produktiver Arbeit.
Betrachten Sie die Reihenfolge der Normalisierung der Haupt- und Nebenzeiten.
Die Bearbeitungsmodi an der Maschine werden vom Technologen je nach Material, Werkzeug und Ausstattung ausgewählt. Die Hauptzeit wird durch die Formeln je nach Art der Arbeit (Drehen, Fräsen) für jeden Übergang separat bestimmt.
Bei Arbeiten an Metallbearbeitungsmaschinen kann der Verbrauch der Hauptmaschinenzeit nach der Formel (9) bestimmt werden:
to = li / n * S, (9)
Dabei ist to die Normalzeit, min; l ist die geschätzte Bearbeitungslänge, mm; i ist die Anzahl der Durchgänge; n ist die Anzahl der auf der Maschine verfügbaren Umdrehungen oder Doppelhübe pro Minute; S ist die Vorschubgeschwindigkeit des Schneidwerkzeug pro Umdrehung oder Doppelhub, mm.
Die Rationierung der Nebenzeit erfolgt nach Standards, die je nach Produktionsart festgelegt werden: differenzierter - in der Massenproduktion am stärksten - in einer einzigen. Gleichzeitig werden zunächst Komplexe von Arbeitshilfstechniken bestimmt. In der Massenproduktion wird die Nebenzeit für die Operation also nach den folgenden Techniken normalisiert:
1) Zeit für den Ein- und Ausbau des Teils. Die Zeitvorgaben für den Ein- und Ausbau eines Teils in den allgemeinen Maschinenbaunormen für Nebenzeiten sind für typische Einbau- und Befestigungsarten unter Berücksichtigung ihrer Lage bei manueller Montage im Abstand von 0,5-1 m von der Maschine angegeben .
2) Die mit dem Übergang verbundene Zeit besteht aus der Zeit für das Anfahren des Werkzeugs an das Werkstück oder die Werkstückoberfläche, das Einstellen des Werkzeugs auf Maß, das Einschalten des Vorschubs und das Drehen der Spindel zur Aufnahme eines Testspans, das Messen bei der Aufnahme eines Testspans , Einschalten der Spindeldrehung und Vorschub, Zurückziehen des Werkzeugs usw. usw.
3) Die mit der Änderung der Betriebsart der Maschine und dem Wechsel des Werkzeugs verbundene Zeit besteht aus der Zeit der Empfänge zur Änderung der Drehzahl der Spindel oder der Tischhübe, des Vorschubs, des Werkzeugwechsels, der beweglichen Teile der Maschine und Zubehör.
4) Die Zeit für Kontrollvorgänge beinhaltet die Zeit für Kontrollmessungen, die nach Beendigung der Oberflächenbehandlung durchgeführt werden.
Die Lohnbesonderheiten eines Mehrmaschinenarbeiters werden in erster Linie durch die Notwendigkeit bestimmt, den Grad seiner Beschäftigung während einer Arbeitsschicht zu berücksichtigen und angemessene Zuschläge zu den Tarifsätzen festzulegen. Sie werden in Abhängigkeit vom Verhältnis zwischen normativer und projektbezogener Beschäftigung des Arbeitnehmers festgelegt. Die maximale Höhe der Zuschläge sollte in der Regel 30 % des Tarifsatzes nicht überschreiten. Dieses Niveau entspricht der Gleichstellung von Projekt- und normativem Beschäftigungsniveau, d. h. die Zuzahlungen steigen mit steigender Projektbeschäftigung, jedoch nur so lange, wie der Arbeitnehmer während der Schicht Ruhe hat.
2. Organisation, Regulierung von Stanz- und Gießereibetrieben.
Bei der Standardisierung von Schmiede- und Stanzarbeiten, die das Warmumformen unter Hammer und Pressen, das Stauchen auf horizontalen Schmiedemaschinen und das Freischmieden umfassen, sollten folgende Merkmale dieser Art der Metallbearbeitung berücksichtigt werden:
1) Das Vorhandensein von zwei parallelen Prozessen - Erwärmen von Werkstücken, Metallverformung und die Notwendigkeit einer separaten Bestimmung der Zeit zum Erwärmen von Werkstücken, Stanzen (Schmieden) und Beschneiden von Teilen.
2) Der Brigadecharakter der Arbeit und die Notwendigkeit, eine gleichmäßige Belastung aller Mitglieder der Brigade zu gewährleisten.
3) Ein unbedeutendes spezifisches Gewicht der Metallverformungszeit im Standard der Stückzeit.
4) Die Notwendigkeit, die Hilfszeit für einzelne Operationen und Techniken zu bestimmen.
5) Die Notwendigkeit, eine differenzierte Tarifeinstellungsmethode zur Berechnung der manuellen und maschinellen Zeit anzuwenden.
6) Festlegung des Zeitstandards für Schmiede- und Stanzarbeiten zur höchsten Betriebszeit aller Mitglieder des Teams, da die Arbeit so organisiert ist, wenn der Prozess des Erhitzens von Knüppeln mit dem Prozess der Metallumformung parallel durchgeführt wird dass sich die Aufheizzeit der Knüppel mit der Schmiedezeit und teilweise mit der Betriebszeit des Arbeitsplatzes überschneidet, deshalb ist die Aufheizzeit in der Regel nicht in den Normen enthalten.
Die Zeiteinheit für das Schmieden auf Hämmern und Pressen wird in Abhängigkeit vom Produktionsumfang der Rohlinge nach der Formel (10) berechnet:
tsht = (∑ (to * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
wobei to die Hauptzeit eines Hammerschlags ist; Ky ist die Anzahl der Schläge, die zum Verformen des Metalls erforderlich sind; Km ist der Korrekturfaktor für das Schmieden verschiedener Stahlsorten; tnstv ist die mit dem Produkt verbundene Nebenzeit für das Freischmieden; Кn ist ein Korrekturfaktor, der die Änderung der Arbeitsgeschwindigkeit in Abhängigkeit von der Losgröße berücksichtigt.
Die Werte des Korrekturfaktors sind in Tabelle 28 angegeben.
Tabelle 28
Werte des Korrekturfaktors Kn
In den "Allgemeinen Maschinenbaunormen für das Schmieden an Hämmern und Pressen" wird eine Hilfszeit unter Berücksichtigung der Ruhezeiten und des persönlichen Bedarfs sowie der Pausenzeiten im Zusammenhang mit der Organisation des technologischen Prozesses angegeben.
3. Organisation, Rationierung von Monteur-Montage- und Schweißarbeiten.
Schlosserarbeiten bei der Bearbeitung von Rohlingen sind Kaltzerspanungen, die mit Hand- oder Elektrowerkzeugen ausgeführt werden. Ziel dieser Bearbeitung ist es, den Teilen durch Bügelsägen, Abhacken, Feilen, Schaben, Bohren, Gewindeschneiden und Anfasen, Grate
usw.
Die technologischen Merkmale der aufgeführten Verfahren sind durch die für diese Arbeit verwendeten Werkzeuge und Geräte gekennzeichnet. Bei Montagearbeiten können Operationen direkt an Montageplätzen durchgeführt werden, ohne das Produkt in einen Schraubstock oder auf eine Werkbank zu legen.
Die Standardisierung von Montage- und Montagearbeiten erfolgt in folgender Reihenfolge:
1) Festlegung von Zweck, Zweck und Methode der Rationierung;
2) Analyse des tatsächlichen Schlosser- und Montagebetriebs, Feststellung der Übereinstimmung der Arbeitsorganisation am Arbeitsplatz mit den Anforderungen des ITT, die Wahl einer rationalen Option für ihren technologischen Inhalt, die den geringsten Arbeitszeitaufwand gewährleistet unter Beachtung der technischen Voraussetzungen für die Verarbeitung;
3) die Wahl der Rationierungsstandards entsprechend der Art der Produktion, der Art der Arbeit;
4) Gestaltung des Arbeitsinhalts gemäß den Arbeitsmethoden und Feststellung der Übereinstimmung der tatsächlichen Arbeitsbedingungen mit den normativen;
5) Berechnung der Betriebszeit für eine Operation auf der Grundlage der Bestimmung der Dauer einzelner Arbeitselemente auf der Grundlage normativer Materialien. Die Betriebszeit wird durch die Formel (11) bestimmt:
Oben = topi * k, (11)
wobei topi die Betriebszeit des i-ten Berechnungskomplexes der Arbeiten ist, min, k der Gesamtkorrekturfaktor für die Änderung der Arbeitsbedingungen bei der Ausführung des i-ten Berechnungskomplexes ist.
Unter den Bedingungen der Kleinserien- und Einzelfertigung wird bei der Standardisierung von Monteur- und Montagearbeiten keine Betriebszeit zugewiesen, und die Berechnung erfolgt stückzeitgenau für jeden i-ten Rechenkomplex.
6) Berechnung der Zeit für die Wartung des Arbeitsplatzes, Ruhe und persönlichen Bedarf.
Schlosser- und Montagearbeiten sind meist manuell, daher ist es schwierig, Nebenzeiten zuzuteilen. In den Normensammlungen für Sanitär- und Montagearbeiten (bei Normung nach Betriebszeit) gibt es zwei Arten von Tabellen.
Bei der ersten Art von Tabellen umfasst der Zeitstandard neben der Vorbereitungs- und Endzeit die Haupt- und Nebenzeit, die Zeit für die Bedienung des Arbeitsplatzes und die Zeit für Ruhe und persönliche Bedürfnisse. Der Zeitsatz wird pro Maßeinheit eingestellt.
Bei der zweiten Art von Tabellen wird die Betriebszeit unter Einbeziehung von Nebenzeiten angegeben, die sich nur auf das Werkzeug- oder Werkstückmaterial beziehen, jedoch nicht auf die Zeit für das gesamte Teil oder die gesamte Baugruppe.
Zur Rationierung des Schweißens können wir sagen, dass im Maschinenbau Elektroschweißen, Gas-, Kontakt- und Elektronenstrahlschweißen verwendet werden.
Hier ist die Hauptzeit die Zeit, in der die Bildung stattfindet Schweißen durch Aufschmelzen des Grund- und Zusatzmaterials (Elektrode, Elektrode oder Zusatzdraht).
Die Hauptzeit für das Schweißen von 1 m einer Naht wird durch die Formel (12) bestimmt:
to1I = (60 * F * Þ) / (J * αн), (12)
wobei F die Querschnittsfläche der Naht ist, mm2; Þ - spezifisches Gewicht des abgeschiedenen Metalls, g / cm3, J - Schweißstrom, a, αн - Abscheidungskoeffizient, g / a * h.
Zu den häufigsten Elementen der Nebenzeit gehören je nach Produkt und Art der Ausrüstung für alle Arten des Lichtbogenschweißens die Zeit für die Installation, das Drehen, das Entfernen des Produkts, das Befestigen und Lösen von Teilen sowie die Bewegung des Schweißgeräts. Für alle Arten des Lichtbogenschweißens wird es nach den Normen festgelegt.
Beim automatischen und halbautomatischen (Kassetten-)Schweißen wird die benötigte Zeit zum Betanken einer Kassette separat zugeordnet. Die Kostenliste ist in Tabelle 29 aufgeführt.
Tabelle 29
Zeit für eine Betankung der Kassette
Betankungsmethode |
Kassetteneigenschaften |
Zeit für einen |
|
Gewicht (kg |
|||
Abgeschlossen |
|||
Mechanisiert |
Offen |
||
Abgeschlossen |
|||
4. Merkmale der Standardisierung automatisierter Produktionsabläufe.
Automatisiert Herstellungsverfahren zeigt, dass bei der Organisation der Arbeit ihre Formen von der Präsenz beeinflusst werden automatische Systeme und Geräte.
Der wichtigste Weg, um die Prozesse der mechanischen Bearbeitung von Teilen der Kleinserien- und Einzelfertigung zu automatisieren, ist der Einsatz von Werkzeugmaschinen mit numerischer Steuerung (CNC). CNC-Maschinen sind halbautomatische Maschinen oder Automaten, bei denen alle beweglichen Teile nach einem vorgegebenen Programm automatisch Arbeits- und Hilfsbewegungen ausführen. Die Struktur eines solchen Programms umfasst technologische Befehle und numerische Werte der Verschiebungen der Arbeitskörper der Maschine. Die Umrüstung einer CNC-Maschine inklusive Programmwechsel erfordert wenig Zeit, daher eignen sich diese Maschinen bestens für die Automatisierung von Kleinserien.
Ein Merkmal der Normalisierung der Vorgänge der mechanischen Bearbeitung von Teilen auf CNC-Maschinen besteht darin, dass die Hauptzeit (Maschine) und die mit dem Übergang verbundene Zeit einen einzigen Wert Ta bilden - die Zeit des automatischen Betriebs der Maschine gemäß dem Programm zusammengestellt vom Technologen-Programmierer, bestehend aus der Hauptzeit des automatischen Betriebs der Toa-Maschine und der Nebenzeit der Maschine gemäß dem Programm Tva, dh (13), (14), (15):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + Toast, (15)
wobei Li die Länge des vom Werkzeug oder Teil in Vorschubrichtung zurückgelegten Weges bei der Bearbeitung des i-ten technologischen Abschnitts ist (unter Berücksichtigung von Eindringung und Überlauf); min-Minuten-Vorschub in diesem Bereich i = 1, 2, ..., n- die Anzahl der technologischen Bearbeitungsbereiche; Fernseher -
Zeit für die Ausführung automatischer Hilfsbewegungen (Zuführung des Teils oder der Werkzeuge von den Startpunkten zu den Bearbeitungszonen und Rückzug, Einstellen des Werkzeugs auf Maß, Ändern des Zahlenwertes und der Vorschubrichtung); Toast ist die Zeit der technologischen Pausen - Anhalten des Vorschubs und der Drehung der Spindel, um die Abmessungen zu überprüfen, das Werkzeug zu überprüfen oder zu wechseln.
Flexibles automatisiertes System(GEOGRAPHISCHES POSITIONIERUNGS SYSTEM) ist ein System von Maschinen und Mechanismen, das dazu bestimmt ist, verschiedene strukturell und technologisch ähnliche Teile in kleinen Losen einzeln und ohne direkte menschliche Beteiligung zu bearbeiten. Komponenten GPS sind Subsysteme: Technologie, Transport, Speicherung, instrumenteller Dienst und computergestützte Steuerung.
Das zentrale Element von GPS ist flexibel technologisches System(GTS), eine Reihe von CNC-Maschinen mit mehreren Operationen (z. B. ein Bearbeitungszentrum), die Artikel direkt bearbeiten.
Je nach Anzahl der Maschinen im FMS gibt es: ein flexibles Produktionsmodul (FMP); flexibel Fließband(GPL); flexibler Produktionsbereich (GPU); flexible Fertigung einer Werkstatt (GPP) und einer Anlage (GPP).
Ein flexibles Produktionsmodul ist eine technologische Einrichtung (CNC-Maschine), die mit Manipulatoren oder Robotern zum Be- und Entladen von Teilen und einem Werkzeugmagazin ausgestattet ist. Das Hauptmerkmal des PMG ist die Fähigkeit, ohne menschliche Beteiligung zu arbeiten und sich in ein übergeordnetes System zu integrieren. Die flexible Linie besteht aus mehreren Modulen, die mit Transport- und Instrumentensystemen ausgestattet und von Mikrocomputern gesteuert werden. Flexibler Abschnitt - eine Art GPL; es unterscheidet sich in der Zusammensetzung und Austauschbarkeit der technologischen Ausrüstung und des Transportmittels.
Subsystem Transport und Akkumulation ist eine Reihe von automatischen Lagern für Werkstücke und Teile, Akkumulatoren an Maschinen mit automatischer Be- und Entladung und automatische Fahrzeuge, die verwendet werden, um die verarbeiteten Artikel vom Lager zu den Maschinen und umgekehrt zu transportieren (Roboterwagen, Förderbänder, Rollgänge usw.) .
Das Subsystem des instrumentellen Dienstes umfasst Lager von Werkzeugen und Geräten, eine Abteilung für die Vorbereitung von Werkzeugen für die Arbeit (Schärfen, Zusammenbauen, Zusammenbauen von Lagern usw.)
Teilsystem automatisierte Steuerung ist ein Komplex von technologischen Mitteln mit Computern, die in der Lage sind, Informationen von automatisierte Systeme Unternehmen: ACS ( Terminplanung), CAD (Zeichnung eines Teils), ASTPP (technologischer Prozess der Bearbeitung und Kontrolle eines Teils), transformieren es mit Steuerprogrammen, übertragen direkt Befehle Exekutivorgane Ausstattung aller GPS-Subsysteme.
Somit gibt es im FMS zwei Ressourcenströme: Material und Information. Der Materialfluss gewährleistet die Ausführung aller Haupt- und Nebenoperationen der Bearbeitung von Objekten: Lieferung von Rohlingen, Werkzeugen und deren Installation an Maschinen; mechanische Bearbeitung von Teilen; Fertigteile entnehmen und ins Lager bringen; Werkzeugwechsel und Bewegung; Kontrolle des Bearbeitungs- und Werkzeugzustands; Reinigung von Spänen und Zufuhr von Schneidflüssigkeit. Der Informationsfluss liefert: die Reihenfolge, den Zeitpunkt und die Anzahl der bearbeiteten Elemente, die in den Arbeitsplänen der Staatsfeuerwehr vorgesehen sind; Übertragung von Bearbeitungsprogrammen direkt an die Organe von Werkzeugmaschinen, Arbeitsprogramme von Robotern, Installations- und Transfermechanismen, Programme zur Bereitstellung von Rohlingen, Werkzeugen, Hilfsstoffen, Steuerungsprogramme für den gesamten Komplex und die Abrechnung seiner Arbeit sowie Gruppensteuerung von Maschinen, Transportspeichermechanismen, System des instrumentellen Dienstes.
Die Hauptmerkmale flexibler Fertigungssysteme sind:
1) Mitarbeiter des Staatsgrenzdienstes sind nicht direkt an den Auswirkungen auf das Thema Arbeit beteiligt. Ihre Hauptaufgabe besteht darin, den effizienten Betrieb der Geräte zu gewährleisten. Mit der Veränderung der Funktionen der Arbeitnehmer verändert sich auch die Struktur der Kosten ihrer Arbeitszeit. Der größte Teil davon wird für Anpassungen, vorbeugende Wartung und Gerätereparatur ausgegeben.
2) Die Anzahl der Einheiten der technologischen Ausrüstung des FMS übersteigt die Anzahl der Mitarbeiter jeder Gruppe: Einsteller, Mechaniker, Mechaniker, Elektroniker usw. Daher ist es notwendig, ein optimales Verhältnis zwischen der Anzahl der Ausrüstungseinheiten und der Anzahl der Mitarbeiter in jeder Gruppe, um die verbrachte Zeit in zwei Abschnitten zu normalisieren: in Bezug auf Ausrüstung und Arbeiter.
3) Um die Zuverlässigkeit der Funktion des GPS zu erhöhen, ist es notwendig, komplexe End-to-End-Brigaden mit Löhnen für das Endprodukt zu bilden. Dabei ist zu berücksichtigen, dass die Ausfallzeiten von Geräten während und während des Wartens auf den Service umso geringer sind, je breiter das Profil jedes Mitarbeiters in Bezug auf die ausgeführten Funktionen und die Servicebereiche der Geräte ist.
Die Theorie und die Erfahrung mit dem Betrieb der Betriebs-FPS zeigen, dass derzeit die Normen der Betriebsdauer in Bezug auf die Ausrüstung (Normen der Arbeitsintensität der Werkzeugmaschinen), die Normen der Arbeitsintensität, die Normen der Anzahl und der Wartung am praktischsten sind Bedeutung.
Für praktische Berechnungen von Dauernormen ist von der Aufteilung des normierten Zeitverbrauchs in direkte und indirekte auszugehen. Ersteres kann ziemlich genau direkt für eine Produktionseinheit eines bestimmten Typs berechnet werden. Letztere beziehen sich auf alle Produkte, die an einem bestimmten Arbeitsplatz oder Standort hergestellt werden, und werden daher proportional zum Wert der direkten Kosten in die normalisierte Betriebsdauer einbezogen.
Das Verfahren zur Berechnung der Arbeitsnormen im Staatsgrenzdienst ist wie folgt:
1) der Koeffizient der Geräteauslastung zum Zeitpunkt des automatischen Betriebs wird ermittelt, der zur Erfüllung des Produktionsprogramms erforderlich ist;
2) die Standards für die Beschäftigungsquote der Arbeitnehmer jeder Gruppe werden festgelegt;
3) basierend auf den einschlägigen Standards wird eine vorläufige Version der Arbeitsintensität jeder Art von Arbeit und die Anzahl der Normen für jede Arbeitnehmergruppe berechnet;
4) die Koeffizienten der Arbeitsbelastung der Mitarbeiter jeder Gruppe werden entsprechend der angenommenen Version der Anzahl der Normen bestimmt;
5) der Koeffizient der Zeit der automatischen Arbeit entsprechend der angenommenen Variante der Normen der Nummer wird festgelegt;
6) die Belastungsfaktoren der Mitarbeiter jeder Gruppe und die Zeit der automatischen Arbeit werden mit ihren angegebenen Werten verglichen;
7) die Höhe der Kosten für Mitarbeiter aller Gruppen wird festgelegt;
8) für die als optimal anerkannte Variante der Normen der Zahl werden die Werte der Normen für die Dauer der Ausführung technologischer Operationen für jedes Detail gefunden;
9) Basierend auf den Normen der Anzahl und Dauer werden die Normen der Arbeitsintensität (Zeit) für jedes Detail, jede Arbeitergruppe und für die Brigade als Ganzes festgelegt.
Unter Bedingungen automatisierte Produktion, einschließlich flexibler Produktionssysteme, beziehen sich in der Regel nur auf die Zeit, die für den automatischen Betrieb von Geräten aufgewendet wird. Es empfiehlt sich, indirekte Zeitkosten in die Zusammensetzung der Norm für die Dauer der Operationen nach folgender Formel einzubeziehen (16):
д = tа * (Тпл / (Тпл - Тнп)), (16)
wobei t die Betriebszeit der Maschine im automatischen Modus während der Herstellung einer Produktionseinheit für einen bestimmten Vorgang ist; Tpl ist die geplante tägliche Betriebszeit des GPS; Тнп ist die Dauer der normalisierten Unterbrechungen im Betrieb der technologischen Ausrüstung, die mit der Wartung und dem Warten auf den Service durch Arbeiter aller Gruppen während des Тpl.
Der Wert von Тнп sollte nur die tatsächlichen Unterbrechungen des Betriebs der Ausrüstung umfassen, die unter den Bedingungen eines bestimmten GPS objektiv unvermeidlich sind, basierend auf dem optimalen Wartungsplan für die Ausrüstung, dem festgelegten Arbeitsplan und dem Rest der Arbeiter. Die Zusammensetzung der Konsumgüter wird durch die Konstruktionsmerkmale der analysierten Anlage und die Betriebsbedingungen bestimmt. Der Wert von Тнп umfasst in der Regel die Dauer der Inbetriebnahme, Einstellung, Prüfarbeiten, die nicht durch die Maschinenzeit abgedeckt werden können, die Zeit des Anlagenstillstands im Zusammenhang mit der geregelten Wartung mechanischer, elektrischer, elektronischer und anderer Teilsysteme, die Zeit der Herstellung und Kontrolle von Testteilen usw. Bei der Festlegung der Zusammensetzung des Typs sollte man sich bemühen, einige Arbeiten mit anderen so weit wie möglich zu überschneiden, sie parallel auszuführen, die Funktionen der Mitarbeiter des Staatsgrenzdienstes zu bündeln, um Nutzen Sie die Vorteile der Brigadeorganisation der Arbeit, Kollektivverträge.
Bei allen GPS-Geräten wird das Gerät während des Rests der Arbeiter nicht ausgeschaltet, die nach einem gleitenden Zeitplan installiert werden sollten. Daher ist Zeit für Ruhe und persönliche Bedürfnisse nicht in den Konsumgütern enthalten. Sie wird bei der Berechnung der optimalen Servicestandards und der Anzahl berücksichtigt, die auf einem Niveau festgelegt sind, das es ermöglicht, die Standardruhezeit aufgrund des gegenseitigen Austauschs von Arbeitnehmern umzusetzen.
Der zweite Faktor kann als Gerätenutzungsfaktor in Bezug auf die Zeit des automatischen Betriebs ausgedrückt werden (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
wobei Ta die Zeit des automatischen Betriebs des Geräts für die geplante Betriebsdauer ist Tpl.
Die durchschnittliche normalisierte Produktionszeit (Dauerrate) wird durch die Formel (18) bestimmt:
ä = tа / Kappe, (18)
wobei Cap der geplante Nutzungsfaktor der Ausrüstung zum Zeitpunkt des automatischen Betriebs ist.
Formel (18) ist für die praktische Standardisierung der Betriebsdauer am bequemsten, da sie zwei Parameter enthält, die in allen grundlegenden technologischen und organisatorischen Berechnungen des FMS verwendet werden.
Für praktische Berechnungen bietet sich die folgende Formel für die Komplexität der Operationen an (19):
т = (Нч / N * C * Ki) * ä, (19)
wobei N die Gesamtzahl der GPS-Module ist, C die Anzahl der Betriebsschichten der Ausrüstung ist, Ki der geplante Nutzungsfaktor der Ausrüstung ist.
Bei der Berechnung der Gesamtbeschäftigung von SBS-Mitarbeitern ist es ratsam, deren Beschäftigung mit den Hauptfunktionen - Erbringung von Produktionsarbeiten und zusätzlicher - Erbringung von Nebentätigkeiten (20) separat zu berücksichtigen:
Ks (X) = Kp (X) + Ko (X), (20)
wobei Kp (X) und Co (X) die Beschäftigungsquote der Arbeiter dieser Gruppe ist, indem sie die entsprechende Produktions- und Nebenarbeit verrichten.
Der optimale Personalbestand der Landesfeuerwehr wird anhand der Relationen (21), (22) ermittelt:
Кз (Х) ≤ Кзн, (21)
Ka (X) ≥ Kahn, (22)
Der Koeffizient Ka (X) wird für jede Variante der Normen der Mitarbeiterzahl nach der Formel (23) bestimmt:
Ka (Nch) = Tpl - Tnp (Nch), (23)
wobei Тнп (Нч) die Dauer normalisierter Unterbrechungen des Betriebs der Ausrüstung ist, abhängig von der akzeptierten Option der Anzahl der Mitarbeiter, der Form der Arbeitsteilung und Zusammenarbeit, der Vorschriften für die Wartung der Ausrüstung, der Arbeitsweise und Ruhe.
Unter den Bedingungen automatischer Linien (einschließlich Dreh- und Drehförderlinien) für die Arbeitsrationierung werden Folgendes verwendet: Normen für die Anzahl des Personals; Normen für die Dauer der Produktionsvorgänge; Zeitnormen (Arbeitsintensität der Operationen) für einzelne Gruppen Arbeiter und allgemein für die Brigade, die die Linie bedient; Produktionsraten; normalisierte Aufgaben.
Die Hauptrolle spielen die Normen der Personalanzahl (Einrichter, Mechaniker-Reparateure, Elektriker, Elektroniker), die die Linie gemäß den geltenden Vorschriften warten und die Umsetzung des Produktionsprogramms sicherstellen.
Die Grundlage für die Berechnung der Zeit- und Produktionsrate unter den Bedingungen automatischer Linien ist die technische (Pass-) Produktivität der Linien-RM, die die Anzahl der Produktionseinheiten bestimmt, die von dieser Ausrüstung pro Stunde oder in einer anderen Einheit von gewonnen werden können Zeit beim Betrieb im Automatikmodus.
Die Produktionsrate richtet sich nach der technischen Leistung der Anlage und der Auslastung der Linie zum Zeitpunkt des Automatikbetriebs (24):
HB = rm * Kan, (24)
Nach der Bestimmung der Produktionsrate wird die Arbeitsintensitäts-(Zeit-)Rate für i-te Gruppe(Berufe) Arbeitnehmer (25):
тi = л * (Нчi / Нв), (25)
Auf der Grundlage der Norm der Anzahl, Zeit und Produktion wird eine standardisierte Aufgabe festgelegt. Es gibt den Arbeitsumfang für die geregelte Instandhaltung der Linie im geplanten Zeitraum, die Zeit für die Durchführung dieser Arbeiten, die Standardanzahl der Arbeiter und das geplante Volumen der Linienproduktion an.
Wenn auf einer automatischen Linie Produkte mit mehreren Namen hergestellt werden, können die Berechnungen der Zeit- und Produktionsnormen für Produktgruppen durchgeführt werden. Darüber hinaus kann es für multidisziplinäre Linien zweckmäßiger sein, die Normen der Dauer Нд und der Arbeitsintensität Нт nach der Methode für GPS zu berechnen. In diesem Fall werden Berechnungen nach den Formeln (26), (27) durchgeführt:
Ndk = tak / Kan, (26)
тk = Нч * (Ндк / Aber), (27)
wobei tak die Zeit des automatischen Betriebs der Ausrüstung bei der Herstellung von Teilen des k-ten Typs ist.
Vorlesung 6. Rationierung von Arbeiten an Werkzeugmaschinen mit numerischer Steuerung
Rationierung der Arbeit an numerisch gesteuerten Maschinen
Der Einsatz von Werkzeugmaschinen mit numerischer Steuerung (CNC) ist eine der Hauptrichtungen der Automatisierung der spanenden Metallbearbeitung, sie ermöglicht die Freisetzung einer großen Anzahl von universellen Geräten sowie die Verbesserung der Produktqualität und der Arbeitsbedingungen der Maschinenbediener . Der grundlegende Unterschied zwischen diesen Maschinen und herkömmlichen Maschinen besteht darin, ein Bearbeitungsprogramm in mathematischer Form auf einem speziellen Programmträger vorzugeben.
Die Zeitnorm für an CNC-Maschinen ausgeführte Operationen bei der Arbeit an einer Maschine besteht aus der Norm der Vorbereitungs- und Endzeit und der Norm der Stückzeit:
Die Vorbereitungs- und Endzeit wird durch die Formel bestimmt:
wo T pz - Zeit zum Einrichten und Abstimmen der Maschine, min;
Т пз1 - Zeit für organisatorische Vorbereitung, min .;
T pz2 - Zeit zum Einrichten der Maschine, Vorrichtung, Werkzeug, Softwaregeräte, min;
T pr.obr - Zeit für die Probeverarbeitung.
Der Stückzeitsatz berechnet sich nach der Formel:
Т Ц.а - Zykluszeit des automatischen Betriebs der Maschine nach dem Programm, min .;
K t ist ein Korrekturfaktor für die Zeit der Durchführung manueller Hilfsarbeiten, abhängig von der Werkstückcharge.
![]()
wo T ungefähr - die (technologische) Hauptzeit für die Bearbeitung eines Teils, min;
T mv - Maschinen-Nebenzeit laut Programm (zum Anfahren eines Teils oder eines Werkzeugs von den Startpunkten zu den Bearbeitungszonen und Rückzug; Einstellen des Teils auf Maß, Wechseln des Werkzeugs, Ändern des Wertes und der Vorschubrichtung, Zeit der technologische Pausen etc.), min.
L i ist die Länge des vom Werkzeug oder Werkstück in Vorschubrichtung zurückgelegten Weges bei der Bearbeitung des technologischen Abschnitts i-ro (unter Berücksichtigung der Eindring- und Nachlaufzeit), mm;
S mi - Minutenvorschub bei einem bestimmten technologischen Abschnitt, mm / min;
i = 1,2 ... n ist die Anzahl der Verarbeitungsabschnitte.
Die (technologische) Hauptzeit wird anhand der Schnittbedingungen berechnet, die nach den Allgemeinen Maschinenbaunormen für die Zeit- und Schnittbedingungen für die Standardisierung von Arbeiten an numerisch gesteuerten Universal- und Mehrzweckmaschinen festgelegt sind. Nach diesen Normen werden die Konstruktion und das Material des Schneidteils des Werkzeugs in Abhängigkeit von der Konfiguration des Werkstücks, dem Bearbeitungsstadium, der Art des zu entfernenden Aufmaßes, dem zu bearbeitenden Material usw. ausgewählt Verwenden Sie vorzugsweise ein Werkzeug mit Platten von harte Legierung(sofern keine technologischen oder sonstigen Einschränkungen für deren Verwendung bestehen). Solche Einschränkungen umfassen beispielsweise unterbrochene Bearbeitung von hitzebeständigen Stählen, Bearbeitung von Löchern mit kleinem Durchmesser, unzureichende Rotationsgeschwindigkeit des Teils usw.
Die Schnitttiefe für jede Bearbeitungsstufe wird so gewählt, dass die Beseitigung von Bearbeitungsfehlern und Oberflächenfehlern, die in den vorherigen Bearbeitungsstufen aufgetreten sind, sowie Fehler, die in der Bearbeitungsstufe auftreten, ausgeglichen wird.
Der Vorschub für jede Bearbeitungsstufe wird unter Berücksichtigung der Abmessungen der bearbeiteten Oberfläche, der spezifizierten Genauigkeit und Rauheit des zu bearbeitenden Materials und der in der vorherigen Stufe ausgewählten Schnitttiefe zugewiesen. Der für die Schrupp- und Vorschlichtbearbeitungsschritte gewählte Vorschub wird gegen die Festigkeit des Maschinenmechanismus geprüft. Erfüllt es diese Bedingungen nicht, wird es auf einen durch die Kraft der Maschinenmechanik zulässigen Wert reduziert. Der für die Endbearbeitungs- und Endbearbeitungsstufen gewählte Vorschub wird gegen die Bedingung überprüft, dass die erforderliche Rauheit erreicht wird. Der kleinere der Feeds wird schließlich ausgewählt.
Schnittgeschwindigkeit und Leistung werden nach zuvor definierten Werkzeugparametern, Schnitttiefe und Vorschub ausgewählt.
Der Schnittmodus beim Schruppen und Vorschlichten wird durch die Leistung und das Drehmoment der Maschine unter Berücksichtigung ihrer Konstruktionsmerkmale überprüft. Der gewählte Schneidmodus muss die Bedingungen erfüllen:
wobei N die zum Schneiden erforderliche Leistung ist, kW;
N e - die Wirkleistung der Maschine, kW;
2M - doppeltes Schnittdrehmoment, Nm;
2M st - doppeltes Drehmoment an der Spindel der Maschine, zulässig von der Maschine für die Stärke des Mechanismus oder die Leistung des Elektromotors, Nm.
Das doppelte Schnittmoment ergibt sich aus der Formel:
P z - die Hauptkomponente der Schnittkraft, N;
D - Durchmesser der behandelten Oberfläche, mm.
Wenn der gewählte Modus die angegebenen Bedingungen nicht erfüllt, ist es erforderlich, die eingestellte Schnittgeschwindigkeit entsprechend dem Wert, der zulässigen Leistung oder dem Drehmoment der Maschine zu reduzieren.
Die mit der Durchführung der Operation an CNC-Maschinen verbundene Nebenzeit ermöglicht die Durchführung einer Reihe von Arbeiten:
a) im Zusammenhang mit dem Ein- und Ausbau des Teils: „Teil nehmen und einbauen“, „ausrichten und befestigen“; "Maschine ein- und ausschalten"; "Lösen, das Teil entfernen und in einen Behälter legen"; "Reinigen Sie das Gerät von Spänen", "wischen Sie die Grundflächen mit einer Serviette ab";
b) im Zusammenhang mit der Durchführung von Vorgängen, die nicht während des automatischen Betriebs der Maschine gemäß dem Programm enthalten waren: "Bandlaufwerk ein- und ausschalten"; "Angegebene relative Position des Teils und des Werkzeugs in den Koordinaten X, Y, Z einstellen, ggf. nachjustieren"; "Überprüfen Sie die Ankunft eines Werkzeugs oder Teils an einem bestimmten Punkt nach der Bearbeitung"; "Schieben Sie das Lochband in seine ursprüngliche Position."
V Gesamtansicht Die Hilfszeit wird durch die Formel bestimmt:
wo Т в.у - Zeit für die Installation und Entfernung des Teils manuell oder mit dem Aufzug, min;
T v.op - dem Betrieb zugeordnete Hilfszeit (nicht im Steuerungsprogramm enthalten), min;
T v.meas - nicht überlappende Hilfszeit für Messungen, min.
Die Hilfszeit für Kontrollmessungen wird nur dann in die Stückzeitnorm eingerechnet, wenn sie durch den technologischen Prozess vorgesehen ist und nur dann, wenn sie nicht durch die Taktzeit des Automatikbetriebs der Maschine abgedeckt werden kann.
Korrekturfaktor (K t ein) für die Dauer der manuellen Hilfsarbeiten wird je nach Charge der bearbeiteten Teile aus der Tabelle ermittelt. 4.7.
Tabelle 4.7
Korrekturfaktoren für Nebenzeiten in Abhängigkeit von der Losgröße der bearbeiteten Teile in der Serienfertigung
Korrekturkoeffizienten für die Nebenzeit in Abhängigkeit von Karte Nr. 1
von der Losgröße und bearbeiteten Teilen in der Serienfertigung
| Art.-Nr. | Betriebszeit (Ttsa + TV), min., bis zu | Produktionsart | |||||||||
| Kleinserie | Mittlere Charge | ||||||||||
| Anzahl Teile in einer Charge, Stck. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 und mehr | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Index | ein | B | v | g | D | e | F | S | und | ||
Die Instandhaltung des Arbeitsplatzes umfasst folgende Arbeiten:
· Wechsel eines Werkzeugs (oder eines Blocks mit einem Werkzeug) aufgrund seiner Stumpfheit;
Betrachten wir den Bewertungsprozess. Anpassung funktioniert auf CNC-Maschinen und wofür es ist.
Bei der Entwicklung komplexer Prozesse zur Bearbeitung von Werkstücken für CNC-Maschinen und Programme, die diese steuern, ist das Hauptkriterium der Zeitstandard für die Herstellung von Teilen. Ohne sie ist es unmöglich, das Gehalt für Maschinenbediener zu berechnen, einen Indikator wie die Arbeitsproduktivität und die Auslastung der Ausrüstung zu berechnen.
Der Beginn des Prozesses
Normalerweise müssen Arbeiter zusätzliche Zeit für das An- und Rückzugsverfahren, Moduswechsel und Werkzeugwechsel aufwenden. Daher wird im Zeitaufwand für die Bearbeitung von Teilen auch die Dauer der Rüstzeit berücksichtigt. Die Arbeitsrationierung beginnt mit dem Timing in den Bedingungen der Arbeitsmaschine. Mit Hilfe einer Stoppuhr wird die Zeit aufgezeichnet, die benötigt wird, um ein Teil an der Maschine zu installieren und dann zu entfernen.
Bei der Wartung vor Ort, den wesentlichen Bedürfnissen des Betreibers, werden Minuten verschwendet. Bei der Arbeit an einer Dreh-Bohrmaschine (Einsäulen) dauert es 14 Minuten und bei Zweisäulenmaschinen - 16 Minuten.
Was ist in der Instandhaltung von Arbeitsplätzen enthalten?
Der Wartungsprozess der Maschine umfasst:
- organisatorische Maßnahmen - Inspektion der Maschine, Aufwärmen, Prüfung der Ausrüstung: Einlaufen in das Hydrauliksystem und CNC. Es dauert einige Zeit, um Anweisungen und Werkzeuge vom Meister mit einer Aufgabe (Outfit, Zeichnung, Softwaremedium) zu erhalten; das erste erhaltene Muster des Teils der Qualitätskontrolle vorlegen, die Maschine während der Schichtzeit schmieren und reinigen, den Arbeitsplatz nach der Fertigstellung reinigen. Die konstanten Zeitkosten für die Durchführung eines Komplexes organisatorischer Arbeiten an Dreh- und Karussellgeräten werden nach den Normen 12 Minuten. Wenn zusätzlicher Serviceaufwand erforderlich ist, wird eine entsprechende Änderung eingeführt;
- technische Maßnahmen - Austausch eines stumpfen Werkzeugs; Einstellung von Maschinen während der Schicht und Einstellung. Da sind andere Pflichtarbeit: Während des Arbeitsprozesses müssen ständig Späne aus den Schneid- oder Drehbereichen entfernt werden.

Zeitaufwand für das Einrichten der Maschine
In den Unterlagen, die die Arbeitsnormen widerspiegeln, wird die Zeit für das Aufstellen der Geräte je nach Ausführung festgelegt. Bei Weiterverarbeitung werden die Normen für den Ein- und Ausbau des Schneidwerkzeugs der Berechnung zugrunde gelegt.
Wenn eine Korrektur der Positionen von Werkzeugen zur Bearbeitung von Testteilen erforderlich ist, wird die Bearbeitungszeit des Teils in die Dauer der Vorbereitungsphase eingerechnet.
Der Standard für die Einrichtung und Wartung von Drehautomaten ist ein wichtiger Standard. Sie werden in der Gesamtzeit für die Herstellung eines Teils verlegt und bilden dementsprechend Ökonomische Indikatoren Arbeiter und Produktion als Ganzes.

Sammlungen normativer Dokumente
Die Tarifgeber von Fabriken und Fabriken, in denen Maschinen mit numerischer und programmierter Steuerung verwendet werden, verwenden die in den Dokumenten festgelegten Standards bei der Berechnung der Arbeitszeit:
- Einheitstarif Qualifizierungshandbuch funktioniert;
- Allrussischer Klassifikator der Arbeiterberufe;
- Einheitliches Qualifizierungs-Nachschlagewerk der Positionen von Führungskräften und Spezialisten;
- Sammlungen von Arbeitsnormen für die Arbeiten, die zur Einstellung von programmierbaren Geräten durchgeführt werden.
WICHTIG! All diese normative Literatur ist grundlegend für Führungskräfte aller Ebenen und Personalstrukturen.
Ohne sie ist es unmöglich, die Zeit für die Erledigung eines bestimmten Arbeitsaufwands, die Anzahl der beteiligten Spezialisten und die Zeitnormen zu bestimmen, die bei der Entwicklung von Karten für technologische Prozesse verwendet werden.

Karten einrichten
Unter der Maschine einer bestimmten Art die Entwicklung einer streng standardisierten Dauer der Produktionsinbetriebnahme wird durchgeführt und dieser wird eine Kommissionierkarte zugeordnet. Bei der Entwicklung werden viele Faktoren berücksichtigt, um das endgültige Bild zu erhalten.
Der dem Maschinenbediener zugeteilte Zeitsatz sieht vor:
- die Besonderheiten des Verfahrens zur Diagnose des Werkzeugmaschinenparks;
- das Vorhandensein mehrerer Optionen für den Anpassungsmodus;
- Erfüllung der Serviceanforderungen.

Um die Arbeitsintensität (Maßeinheit Mannstunden oder Mannminuten) einer beliebigen Arbeit zu bestimmen, wird die Zeit berücksichtigt, in der ein Teil auf einer bestimmten Maschine bearbeitet wird. Der Standardisierer arbeitet auch mit dem Konzept eines Stückzeitsatzes, der die Gesamtzeit entsprechend der Arbeitsarten festlegt.
Dementsprechend wird die Gesamtzeit in Haupt- und Nebensegmente, Bürowartungstätigkeiten; Übergänge zwischen Maschinen während des Mehrstationsdienstes; Überwachen des Arbeitsablaufs; Pausen aufgrund des Betriebs des Geräts.
Das Institut für Arbeit hat die Ergebnisse der Normung für die Ausrüstung der Gruppen Fräsen und Bohren und Bohren, Drehmaschinen und Automatenlinien sind mit Normen versehen.
WICHTIG! In Kenntnis der Standards bestimmen Manager den Beschäftigungsgrad des Arbeitnehmers (seine Arbeitsintensität wird berechnet), verteilen Arbeitszonen und legen das optimale Arbeitstempo fest.

Mehrstationsservice - Ansätze für das Timing
In Fabriken mit hohem Automatisierungsgrad wird die Mehrstationen-Instandhaltung von CNC-Maschinen praktiziert (Formen der Arbeitsorganisation - in Teams, Einheiten und einzeln). Dementsprechend sind die Servicebereiche festgelegt.
Der Multi-Station-Service sieht die Zeit vor, die für Folgendes aufgewendet wird:
- Vorwärmen von Geräten im Leerlauf, wenn dies in der Betriebsanleitung für Drehgeräte vorgesehen ist;
- Arbeit nach dem Maschinensteuerungsprogramm mit der Instandhaltung des Arbeitsplatzes;
- Einbau von Zuschnitten, Entfernen von Teilen und Kontrolle ihrer Qualität;
- Auffüllung des persönlichen Bedarfs des Betreibers;
- Verlust des geplanten Plans;
- Durchführung der Vorbereitungs- und Endphase der Arbeiten;
Die Klassifizierung von Mehrstationenarbeit erfolgt nach Arbeit; Zonen, Typen und Systeme; Funktionen des Multitools.

Systeme und Methoden der Werkzeugmaschinenwartung
Die Unternehmen praktizieren ein zyklisches Servicesystem - an Arbeitsplätzen und Fertigungsstraßen für Werkzeugmaschinen, die eine gleich lange oder ähnlich lange Bearbeitungszeit des Teils haben. Es zeichnet sich durch einen ständigen Strom von Anforderungen aus. Azyklisch bedeutet, dass der Bediener sofort zur Wartung der Maschine geht, wenn der Automatikbetrieb beendet ist. Es zeichnet sich durch gelegentliche Serviceanfragen aus.
Auch andere Methoden sind möglich:
- Watchdog, - der Werker überwacht den gesamten ihm zugewiesenen Maschinenpark und ermittelt dabei den Wartungsbedarf. Bei Priorität wird die Reihenfolge der Wartungen vom Betreiber anhand der Kosten der bearbeiteten Teile festgelegt.
- Route besteht darin, eine Gruppe von Maschinen entlang einer vorgegebenen Route zu umgehen.
Die Wartung mehrerer Maschinen mit gleicher oder unterschiedlicher Dauer der Werkstückbearbeitung hat ihre eigenen Nuancen. Sie alle unterliegen jedoch im Zuge einer sorgfältigen Gestaltung des Produktionsprozesses einer Standardisierung.

Abschluss
Auf CNC-Maschinen zur Standardisierung von Anpassungsarbeiten müssen Sie bei der Berechnung der Dauer verschiedener Operationen viele Nuancen berücksichtigen.
Bei der Bestimmung der endgültigen Bearbeitungszeit eines Teils auf einer Maschine (wir sprechen von einer Drehmaschine oder) werden die Normen für den gesamten Maschinenpark berechnet.
Seite 1

Seite 2

S. 3

Seite 4

S. 5

Seite 6

Seite 7

Seite 8

Seite 9

Seite 10

Seite 11

S. 12

S. 13

S. 14

S. 15

Seite 16

S. 17

S. 18

S. 19

Seite 20

S. 21

Seite 22

Seite 23

Seite 24

S. 25

S. 26

Seite 27

Seite 28

Seite 29

Seite 30
ZENTRALES BÜRO FÜR ARBEITSNORMEN DES STAATLICHEN AUSSCHUSSES DER UDSSR FÜR ARBEIT UND SOZIALE FRAGEN
ALLGEMEINE MASCHINENBAUSTANDARDS FÜR ZEIT- UND SCHNEIDEMODI zur Standardisierung der Arbeit an Universal- und Mehrzweckwerkzeugmaschinen mit numerischer Steuerung
ZEITSTANDARDS
MOSKAUER WIRTSCHAFT 1990
Die Standards für Zeit- und Schnittmodi werden durch das Dekret genehmigt Staatskomitee UdSSR für Arbeit und soziale Themen und dem Sekretariat des Gesamtunions-Zentralrats der Gewerkschaften vom 3. Februar 1988 N9 54 / 3-72 und werden für den Einsatz in Maschinenbauunternehmen empfohlen.
Die Gültigkeitsdauer der Normen beträgt bis 1994.
Mit der Einführung dieser Sammlung werden allgemeine Maschinenbaunormen für Zeit- und Schnittmodi für Arbeiten an spanabhebenden Werkzeugmaschinen mit programmierter Steuerung aufgehoben (Moscow State Research Institute of Labor, 1980).
Zeitstandards und Schnittmodi (4.1 und L) wurden vom Central Bureau of Labor Standards, dem Tscheljabinsk Polytechnischen Institut, benannt nach V.I. Lenin Komsomol, Ryazan und Minsk Filialen des Instituts "Orgstakkinprom" unter Beteiligung von regulatorischen Forschungsorganisationen, Maschinenbauunternehmen.
Der erste Teil enthält die Standards der Hilfszeit für den Ein- und Ausbau des mit der Operation verbundenen Teils; für Kontrollmessungen; den Arbeitsplatz zu warten; Pausen für Ruhe und persönliche Bedürfnisse; Zeitvorgaben für die Einrichtung von Geräten; zur Werkzeugeinstellung außerhalb der Maschine; eine Methodik zur Berechnung von Serviceraten, Zeitraten und Produktion im Mehrstationsservice.
Der zweite Teil enthält die Normen für Schnittbedingungen und alle Angaben zur Berechnung der Haupt- und Maschinennebenzeit, d.h. um die Zykluszeit des automatischen Betriebs der Maschine gemäß dem Programm zu berechnen.
Die Standards für Zeit und Schnittbedingungen wurden entwickelt, um die Zeitnormen für Arbeiten an den gängigsten Arten von Universal- und Mehrzweckgeräten mit numerischer Steuerung (CNC) zu berechnen, die im Maschinenbau im mittleren und kleinen Maßstab verwendet werden Produktion.
Die Standards der Zeit- und Schnittmodi umfassen die Arbeit von Einstellern von Werkzeugmaschinen und Manipulatoren mit programmierter Steuerung, Bediener von Werkzeugmaschinen mit programmierter Steuerung, Schlosser-Werkzeugmacher.
Die Veröffentlichung richtet sich an Standardsetzer und Technologen sowie andere Ingenieure und technische Mitarbeiter, die sich mit der Entwicklung von Steuerungsprogrammen und der Berechnung von technisch begründeten Wartungsstandards, Zeit und Leistung für CNC-Maschinen befassen.
Am Ende der Abholung steht ein Widerrufsformular, das von der Firma, der Organisation ausgefüllt und an das CENT gesendet wird. 109028, Moskau, st. Soljanka, 3, Gebäude 3.
Bereitstellung sektorübergreifender Regulierungs- und Lehrmaterial für Arbeit wird auf Anfrage von Unternehmen und Organisationen über das lokale Buchhandelsnetz durchgeführt. Informationen zu diesen Editionen werden in der Kommentierten . veröffentlicht thematische Pläne Veröffentlichung von Literatur des Verlags „Wirtschaftswissenschaften“ und Buchhandelsbulletins.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Zentralbüro für Arbeitsnormen des Staatlichen Komitees für Arbeit und Soziales der UdSSR (TsBNT), 1990
Einheitszeit für Montage, Einstellung und Demontage des Kits ipprumemm n.i d> * taleOperation wird durch die Formel bestimmt
^ "Un * = C ^ shlr1 T ^" | und pr 2 * ^ H1I | x) * (1 * 1 M
wo T shlchzh - Stückzeit für die Montage, Einstellung und Demontage eines Werkzeugsatzes für eine Detailoperation, min; n - die Anzahl der abstimmbaren Intrums mu pro dstalso-Operation, pcs; T t ... T w> fa - Stück Zeit für Montage, Stimmen und Pa: * Cx> pku für verschiedene Arten von Werkzeugen im Kit enthalten, min.
1.8. Die Tarifierung der Arbeit sollte nach dem einheitlichen Tarif- und Qualifikationshandbuch für Arbeit und Berufe der Arbeitnehmer (Ausgabe 2, genehmigt durch das Dekret des Staatlichen Komitees für Arbeit und Soziales der UdSSR und des Zentralrats der Union für den Handel Gewerkschaften vom 16. Januar 1985 Nr. 17 / 2-541 unter Berücksichtigung späterer Ergänzungen und Änderungen Die Diskrepanz zwischen der Qualifikation des Arbeitnehmers und der festgelegten Kategorie der Arbeit kann nicht als Grundlage für Änderungen der Zeitnormen dienen nach Kollektion berechnet.
1.9. Mit der Verbesserung von CNC-Maschinen und Steuerungssystemen sowie in diesen Fällen hat der Kosha in Unternehmen bereits einen höheren erreicht)! Arbeitsproduktivität bei qualitativ hochwertiger Arbeitsleistung, reduzierende Korrekturfaktoren können auf die Zeitstandards eingestellt werden.
In Fällen, in denen die in den Unternehmen geltenden lokalen Zeitnormen geringer sind als nach den Normen berechnet, sollten die aktuellen Normen unverändert belassen werden.
1.10. Die Zeitnormen werden auf die in den "Verordnungen über die Organisation der Arbeitsnormen im nationalen | (0)" vorgeschriebene Weise eingeführt, die durch das Dekret des Staatlichen Komitees für Arbeit und Soziales der UdSSR und des Präsidiums der All- Gewerkschaftszentralrat vom 19. Juni 1986 Nr. 226 / II-6.
L11. Zur Verdeutlichung der Vorgehensweise bei der Verwendung der Zeitstandards finden Sie im Folgenden Beispiele für die Berechnung der Vorbereitungszeit und der Einheitszeit für das Einstellen des Werkzeugs.
Beispiele für die Berechnung der Zeitnormen, der Schnittbedingungen und der Zeit des automatischen Betriebs der Mühle gemäß dem Programm sind im zweiten Teil der Sammlung in den entsprechenden Abschnitten aufgeführt.
1.12. Beispiele für die Berechnung der Normen der Vorbereitungs- und Endzeit sowie der Stückzeit für das Einrichten des Werkzeugs
1.12.1. Beispiele für die Berechnung der Normen der Hilfslinie - ^ letzte Zeit
Ausgangsdaten
1. Der Name der Operation - Drehen und Drehen.
2. Die Maschine ist eine CNC-Revolverdrehmaschine.
3. Maschinenmodell - 1P426DFZ (Durchmesser der bearbeiteten Stange - 65 mm).
4. Modell des CNC-Geräts - "Elektronik NTs-ZG, Programmmedium - Speicher.
5. Teilebezeichnung - Verstärkerkolben.
6. Verarbeitetes Material - Stahl 45, Gewicht - 0,5 kg.
7. Die Montage des Teils erfolgt in einer Spannzange.
8. Arbeitsbedingungen: zentrale Lieferung an Arbeitsplatz Zuschnitte, Werkzeuge, Vorrichtungen, Dokumentationen und deren Lieferung nach Bearbeitung einer Teilecharge; Einweisung vor Beginn der Bearbeitung des Teils. Es wird eine Gruppenbearbeitung von Teilen durchgeführt (Spannzange ist nicht auf der Maschinenspindel montiert).
Das Teilebearbeitungsprogramm wurde von einem Software-Ingenieur erstellt und von einem Dreher-Bediener in den Speicher des CNC-Systems eingegeben; das Programm enthält 17 verarbeitete Größen.
9. Die Anzahl der Werkzeuge im Setup - 5:
1. Fräser 2120-4007 T15K6 (Nut).
2. Cutter 2102-0009 (gerade durch).
3. Spezialfräser (Nut).
4. Cutter 2130-0153 T15K6 (Abschnitt).
5. Bohren Sie 2301-0028 (Loch 010).
|
||||||||||||||||||||||||||||||||||||
|
Probeverarbeitung 6 Das Teil ist genau (hat Oberflächen mit Toleranzen für Durchmesser über der 11. Kennziffer, Rillen) für »vier Werkzeuge und vier gemessene Werkzeuge Map 29, 8.8 durch den Durchmesser der Flächen (zwei Außenflächen: Pos. 27, 0 50,3 MO und O 203 MO; eine Nut b = 6; ind. G; Beispiel Einkerbung-Hinterschnitt 0 30 K. 2, 3 |
||||||||||||||||||||||||||||||||||||
Karte 29, 8,8 + t
Anmerkung 1
Gesamte Vorbereitungs- und Endzeit für eine Teilecharge
1. Der Name der Operation - Drehen und Karussell.
4. Modell des Geräts CNC-N55-2, Programmmedium - Lochstreifen.
5. Teilebezeichnung - Flansch. "L.
6. Verarbeitetes Material - ~ SCh20 Gusseisen, Gewicht -1500 kg.
7. Die Art der Installation des Teils - in vier Nocken mit Kästen, jede wird mit sechs Schrauben an der Frontplatte der Maschine befestigt.
8. Arbeitsorganisatorische Bedingungen: Die Lieferung von Werkzeugen, Vorrichtungen, Dokumentationen, Rohlingen an den Arbeitsplatz und deren Lieferung nach Beendigung der Bearbeitung einer Teilecharge erfolgt durch den Bediener (Einrichter).
Das Werkzeug am Werkzeug für das Off-Machine-Tuning ist nicht voreingestellt.
9. Die Anzahl der Werkzeuge im Setup - 4 (einschließlich eines Nutfräsers, Werkzeuge 1 und 2 - aus dem vorherigen Setup):
1. Cutter 2102-0031BK8 (gerade durch).
2. Fräser 2141-0059 BK8 (Ausbohren).
3. Fräser 2140-0048 BK8 (Ausbohren).
4. Schneider НЖ212-5043 (Nut).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Probe * Verarbeitung Präzises Teil (hat Oberflächen mit Durchmessertoleranzen über der 11. Kennziffer, Nut) Nutenbohren - ein Werkzeug, eine Nut (08ООН9Х07ОО) Bohren und Schleifen von Außen- und Innenflächen - drei Werkzeuge, drei mit unterschiedlichem Oberflächendurchmesser - 0 1150h9.0 800H9, Karte 30, Pos. 49, ind. a Karte 30, Pos. 5, einschl. in, alle Karte 30, Anmerkung 1 25,5 0,85 - 21,7 263 |
||||||||
Und t über g über t
Gesamte Vorbereitungs- und Endzeit für eine Teilecharge
T „-T u1 + T„ a + T yarb ^ 91,9
Ausgangsdaten
1. Der Name der Operation dreht sich.
Z Maschine - Futterdrehmaschine mit CNC.
3. Maschinenmodell - 1P756DFZ (der größte Durchmesser des über dem Bett installierten Produkts - 630 mm).
4. Modell des CNC-Geräts - 2C85, Softwareträger - Lochstreifen, Speicher.
5. Teilebezeichnung - Flansch.
6. Verarbeitetes Material - Gusseisen SCh25, Gewicht - 90 kg.
7. Teilinstallationsmethode - in Dreibackenfutter.
8. Arbeitsorganisatorische Bedingungen: Anlieferung * / an den Arbeitsplatz von Werkzeugen, Vorrichtungen, Dokumentationen, Zuschnitten und deren Lieferung nach Bearbeitung einer Teilecharge erfolgt durch den Bediener (Einrichter). Es wird eine Gruppenbearbeitung von Teilen durchgeführt (das Sinusfutter ist nicht auf der Maschinenspindel installiert).
Das Teilebearbeitungsprogramm wurde von einem Software-Ingenieur kompiliert und von einem Dreher-Bediener in den Speicher des CNC-Systems eingegeben. Das Programm enthält 20 verarbeitete Größen.
Anpassungen):
1. Cutter 2102-0005 (gerade durch).
2. Fräser 2141-0604 (bohren).
3. Cutter 2141-0611 (bohren).
4. Fräser НЖ 2126-5043 (Nut).
5 Die Anzahl der Werkzeuge im Setup - 4 (Werkzeuge 1 und 2 - vom vorherigen)
Karte, Polizei, Index
Zeit, Mission
*1.0
1 Organisatorische Vorbereitung
Karte 21.on 1). 2,3,4, einschl. NS
Lieferung und Lieferung nach Bearbeitung einer Teilecharge; Einweisung vor Beginn der Teilebearbeitung; die Montage des Werkzeugs erfolgt in einem speziellen Bereich zum Einrichten der Werkzeuge von CNC-Maschinen.
9. Die Anzahl der Werkzeuge im Setup - 25 (vier Werkzeuge: 1.12, 24.25 - vom vorherigen Setup):
1. Schaftfräser 6221-106.005 (hobel 800x800).
2. Vorschlichtfräser (Loch 0 259.0).
3. Schlichtfräser (Loch 0259DN9).
4. Vorschlichtfräser (Loch 0169.0).
5. Schlichtfräser (Loch 0169.5H9).
6. Vorschneider (Loch 0 89).
7. Vorschlichtfräser (Loch 0 89.5).
8. Schlichtfräser (Loch 0 90js6).
9. Vorschneider (Loch 0 79).
10. Vorschlichtfräser (Loch 0 79.5).
1L Schlichtfräser (Loch 0 80js6).
12. Scheibenfräser 2215-0001VK8 (Unterschätzung von 0 205).
13. Vorschneider (Loch 0 99).
14. Vorschlichtfräser (Loch 0 99.5).
15. Schlichtfräser (Loch 0100js6).
16. Vorschlichtfräser (Hinterschnitt 0130).
17. Bohren Sie 23004) 200 (Loch 0 8.6).
18. Tippen Sie auf 26804Yu03 (K1/8"-Gewinde).
19. Bohren Sie 2301-0046 (Loch 014).
20. Bohren Sie 2301-0050 (Loch 015).
21. Senker 2320-2373 Nr. 1ВК8 (Loch 015.5).
22. Reibahle 2363-0050H9 (Loch 015.95H9).
23. Reibahle 2363-00550H7 (Loch 016H7).
24. Bohrer 2317-0006 (Zentrierung).
25. Bohrer 2301-0061 (Fasen).
|
Hag, Position, Index |
Zeit, min |
||
|
Organisatorische Vorbereitung Gesamt T P11 |
Karte 25, Pos. 1,3,4, ind. B |
4,0 + 2,0 + 2,0 8,0 |
|
|
Einrichten der Maschine * Geräte, Werkzeuge, Softwaregeräte: | |||
|
leuchte installieren und glänzen |
Karte 25, Pos. 13 | ||
|
Bewegen Sie den Tisch, den Spindelstock und einen Bereich, der für die Einstellung geeignet ist |
Karte 25, Pos. zwanzig | ||
|
Einstellen der Anfangsmodi der Maschine (Spindeldrehzahl) |
Karte 25, Pos. 21 | ||
|
Werkzeugblöcke in das Magazin einbauen und 21 Werkzeuge entnehmen |
Karte 25, Pos. 22 | ||
|
Legen Sie das Medium in das Lesegerät ein und entfernen Sie es |
Karte 25, FS 24 | ||
|
Überprüfen Sie die Funktionsfähigkeit des Lesers und des Lochstreifens |
Karte 25, FSU 25 | ||
|
Setzen Sie die ursprünglichen X- und Y-Koordinaten (Anpassen der Nullposition) entlang der zylindrischen Oberfläche |
Karte 25, chs 29 | ||
|
das Werkzeug auf die Bearbeitungslänge einstellen (entlang der Z-Achse für sechs Werkzeuge: 1,7,12,16,24 und 25) |
Karte 25, FSh 30 | ||
|
Gesamt-T „2“ | |||
|
Und |" O l O L Z S II und s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Offshore im Test Das Teil ist genau (hat Oberflächen mit Toleranzen für lmams * t * ry über I-Grad, Kanu) für vier Instrumente und drei gemessen von dipmshru K; ipta 2.4, 8.9 Oberflächen - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Gesamt T p lb Kar "." 2K, b.V + 1 ШШШ 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Gesamtzeit für eine Charge von Teilen
T "1 + T" 2 + T pr.obr
Beispiel 5 Ausgangsdaten
1. Der Name der Operation ist Vertikalfräsen.
2. Maschine - Vertikalfräsen mit CNC.
3. Maschinenmodell - 6R13RFZ (mit Tischlänge -1600 mm).
4. Modell des CNC-Geräts - NZZ-1M; Softwareträger - Lochstreifen.
5. Teilebezeichnung - Streifen.
6. Verarbeitetes Material - Stahl 45, Gewicht -10 kg.
7. Die Art der Installation des Teils - in einem nachjustierbaren Universalmontagegerät (USP).
8. Arbeitsorganisatorische Bedingungen: zentrale Anlieferung von Rohlingen, Werkzeugen, Vorrichtungen, Dokumentation an den Arbeitsplatz und deren Lieferung nach Bearbeitung einer Teilecharge; Einweisung vor Beginn der Teilebearbeitung.
9. Die Anzahl der Werkzeuge im Setup - 6 (Werkzeuge 1 und 5 - aus dem vorherigen Setup):
1. Bohrer 2317-003 (zentrieren).
2. Bohren Sie 22-2 (Loch 0
3. Sonderfräser (für Nut b = 20).
4. Fräser 2234-0007 (für Nut b = 8H9).
5. Bohren Sie 6-1 (Loch 0 6).
6. Senker 2350-0106 VK6 (Unterschätzung von 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Probeverarbeitung Fräsnut b und AH9 und L-Nut * 634 Karte 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Gesamt T pro60 _
Gesamte Vorbereitungs- und Endzeit für eine Teilecharge
Toz 1 + T und # 2 + Tprobr
1.12.2. Beispiel für die Berechnung der Werkzeug-Einstellzeit
Ausgangsdaten
1. Name des Vorgangs - Montage, Einstellung und Demontage eines Werkzeugsatzes, der für die Bearbeitung von Teilen auf einer Bohr-Fräs-Bohrmaschine erforderlich ist.
2. Der Name des Geräts - BV-2027, mit digitaler Anzeige.
3. Maschineneigenschaften - Kegel 7:24 Nr. 50.
4. Arbeitsorganisatorische Bedingungen: Die Lieferung von Werkzeugen und technischen Unterlagen an den Arbeitsplatz des Werkzeugmachers erfolgt durch die Arbeiter der Dienstleistungsproduktion, die Demontage des gebrauchten Werkzeugs erfolgt durch den Werkzeugmacher.
|
Stückzeit, Missionen | |||||
|
Angewandtes Werkzeug |
Karte, Position, Index |
kya us-groyku und sammlung * ku |
zur Demontage | ||
|
Bohrer 0 83, Bohrfutter, Hülse |
Anschlussart - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 Markierungen М10, verstellbares Gewindeschneidfutter, Halter |
Anschlussart - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Stiftbohrer 0 32, Dorn, Hülse |
Anschlussart - 1 | ||||
|
4 Schneiddorn verstellbar für Karde 38, Schrägbefestigung, Schneiden, Halter Anschlussart - 3, 0 Bohrung - 80 mm | |||||
2. MEHRSTATIONEN-SERVICE
2.1. Um die Mehrstationen-Instandhaltung von Werkzeugmaschinen mit numerischer Steuerung (CNC) zu entwickeln und effizienter zu gestalten, muss das Unternehmen bestimmte organisatorische und technische Voraussetzungen schaffen, die die Produktivität von Bedienern und Einrichtern erheblich steigern. Arbeiten zur Instandhaltung von CNC-Maschinen sorgen für die Kombination der Funktionen des Bedieners und des Einstellers.
2.2. Die wirtschaftlich sinnvollste Form der Arbeitsorganisation im Bereich CNC-Maschinen ist die Verknüpfung (Gruppe). Bei einem Link-(Gruppen-)Formular wird einem Link oder einer Gruppe von Arbeitern, die in der Brigade enthalten sind, ein bestimmter Dienstbereich zugeordnet.
Die Erfahrung der Unternehmen zeugt von den Vorteilen der Verknüpfungsform der Arbeitsorganisation bei der Wartung von CNC-Maschinen, die eine optimale Nutzung der Arbeitszeit und der Ausrüstung gewährleistet.
Die beste Arbeitsteilung bei der Wartung der Arbeitsplätze von CNC-Maschinen gilt als eine, bei der der Multitool-Bediener und der Einrichter neben den getrennten auch einen Teil der gemeinsamen Funktionen haben. Zu den allgemeinen Funktionen gehören die Durchführung von Betriebsarbeiten, die Einstellung von Werkzeugmaschinen; die Funktionen zum Einrichten des Geräts werden vom Einsteller ausgeführt. Diese Arbeitsteilung hat wirtschaftliche und soziale Vorteile. Die Möglichkeit, die gleichen Funktionen von zwei Arbeitern auszuführen, reduziert die Ausfallzeiten der Ausrüstung aufgrund des gleichzeitigen Wartungsbedarfs mehrerer Maschinen und verbessert die Nutzung der Arbeitszeit. Gleichzeitig erhöht die Beherrschung der Einstellfunktionen durch Multitool-Mitarbeiter den Arbeitsinhalt, schafft Chancen für die Qualifizierung.
2.3. Um den Mehrstationendienst und die rationelle Nutzung der Arbeitszeit umzusetzen, ist es notwendig, für jeden Arbeitnehmer einen ausreichenden Arbeitsraum zu schaffen. Ausrüstung, organisatorische Ausrüstung sollte günstig gelegen sein und die Anforderungen der Brigadeform der Arbeitsorganisation erfüllen. Dazu erfolgt die Gestaltung der Arbeitsplatzorganisation für Mehrarbeitsplätze nach den in Abschnitt 3.5 dargestellten Schemata. Zu bevorzugen sind Schemata, bei denen 2 die volle Arbeitsbelastung des Arbeitnehmers durch aktive Arbeit, kürzeste Übergänge innerhalb des Arbeitsplatzes und gute Sicht auf alle Maschinen gewährleistet ist.
Unterscheiden Sie zwischen zyklischer und azyklischer Wartung von Maschinen an einem Mehrplatzarbeitsplatz. Bei der zyklischen Wartung führt der Arbeiter nacheinander zusätzliche Arbeitstechniken aus und bewegt sich von Maschine zu Maschine. Bei der azyklischen Wartung nähert sich der Werker der Maschine, an der die automatische Arbeit beendet wurde, unabhängig vom Standort der Maschinen auf der Baustelle.
2.4. Berechnung von Servicetarifen
2.4.1. Die Servicesätze werden unter Berücksichtigung des normalen Beschäftigungsumfangs festgelegt - K ja. Bei der Arbeit an CNC-Maschinen unter Berücksichtigung heterogener technologischer Operationen mit einer sich ändernden Nomenklatur der gefertigten Teile, C l l - 0,75 ... 0,85. Bei Arbeiten an Verdopplermaschinen K A5 = 0,85. D95.
Z42. Die Berechnung der Anzahl der Maschinen, die von einem Arbeiter gewartet werden, ist für die Wartung der auf der Baustelle verfügbaren CNC-Ausrüstung erforderlich, und die Anzahl der Verbindungen erfolgt nach den Formeln:
a) beim Arbeiten auf Backup-Maschinen
P s = (-bs- + 1) K L1; (21)
b) bei Arbeiten an Maschinen, die heterogene Produkte herstellen,
"c = + 1) k, (2-2)
wo ist die Zykluszeit des automatischen Betriebs der Maschine (maschinenprogrammierte Zeit für die Bearbeitung eines Teils, die Arbeit eines Manipulators oder Roboters, die nicht von der Bearbeitungszeit eines Teils überlappt wird), min (gemäß Formel 13); 2j ist die Summe der Zeit
Teilearbeit (je nach Programm und Arbeit des Manipulators oder Roboters) am Arbeitsplatz für die Dauer eines Zyklus, min; T, - die Zeit der Beschäftigung des Arbeitnehmers durch manuelle, maschinell-manuelle Arbeit, aktive Überwachung des Fortschritts des technologischen Prozesses usw., min; Jj T a - die Summe der Zeit, die der Arbeiter an allen gewarteten Maschinen für die Dauer eines Zyklus verbracht hat, min; - die normale Beschäftigung.
Die Anzahl der Links wird nach der Formel berechnet
S - -b "-, (23)
wobei S die Anzahl der Links ist, die für die Wartung der auf der Website verfügbaren Geräte erforderlich sind, Personen; Pu Ch - die Anzahl der auf dem Standort installierten CNC-Maschinen; n s - die Anzahl der Maschinen, die von einem Arbeiter gewartet werden.
T, - T, y + TYo, + T MM (+ T + T n + T ^, (2.4)
wobei T lu die Zeit zum manuellen Ein- und Ausbau des Teils oder mit einem Lift ist, min; Tjo „- mit der Operation verbundene Nebenzeit (nicht im Steuerungsprogramm enthalten), min; T th ist die Zeit der aktiven Überwachung des technologischen Prozesses, min; T p ist die Übergangszeit einer Multi-Tool-Maschine von einer Maschine zur anderen (während eines Zyklus), min (in Tabelle 2.4 angegeben); T m - Hilfszeit für Kontrollmessungen, min; - Zeit für die Wartung des Arbeitsplatzes, min.
2.43. Die Anzahl der Maschinen in Mehrplatzarbeitsplätzen wird auf der Grundlage einer vergleichenden Kalkulation der Arbeitsproduktivität und der Bearbeitungskosten bestimmt, insbesondere bei der Installation von teuren Geräten wie Mehrzweck-CNC-Maschinen.
Die kostengünstige Anzahl von Maschinen, die von einer Mehrstationenmaschine gewartet werden, kann durch Vergleich der Kosten im Zusammenhang mit dem Betrieb einer Mehrstationenmaschine und -ausrüstung, beim Betrieb von Maschinen und verschiedenen Optionen für gewartete Ausrüstungen bestimmt werden.
Berücksichtigen Sie bei der Berechnung der Anzahl der gewarteten Maschinen, die den niedrigsten Gesamtkosten der Durchführung von Operationen entsprechen, die Kosten der Durchführung von Operationen, die Kosten der materialisierten Arbeit, die zur Herstellung der gleichen Produktmenge erforderlich sind, einschließlich der Abschreibungskosten, Kosten für laufende Reparaturen und Wartung, Strom, nach 0
das Verhältnis und die Beschäftigungsquote K /. 3
1. ALLGEMEINER TEIL
1.1. Die Normen der Zeit- und Schnittbedingungen dienen der technischen Regelung von Arbeiten an Universal- und Mehrzweckmaschinen mit. Numerische Steuerung unter den Bedingungen der Klein- und Mittelproduktion. Eines der Hauptmerkmale der Produktionsart ist der Koeffizient der Fixiervorgänge (K ^), berechnet nach der Formel
wobei O die Anzahl der verschiedenen Operationen ist; P ist die Anzahl der Jobs, die verschiedene Operationen ausführen.
Der Koeffizient der Sicherungsoperationen gemäß GOST 3.1121-84 wird gleichgesetzt mit:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Der Wert des Transaktionsfixierungsfaktors wird für einen Planungszeitraum von einem Monat verwendet.
Die Kollektion basiert auf der Produktion mittlerer Chargen. Für Unternehmen der Kleinserienfertigung oder für einzelne Abschnitte einer Mittelserienfertigung, die unter Bedingungen der Kleinserienfertigung arbeiten, werden Korrekturfaktoren für die Nebenzeit angewendet.
1.2. Bei der Einführung einer Arbeitsorganisationsform Brigade (Link, Gruppe) können die Standards zur Berechnung von Servicestandards, komplexen Zeitstandards, Produktions- und Personalquoten verwendet werden.
13. Der Einsatz von Werkzeugmaschinen mit numerischer Steuerung ist eine der Hauptrichtungen der Automatisierung der Metallzerspanung, hat einen erheblichen wirtschaftlichen Effekt und ermöglicht es Ihnen, eine große Anzahl von Universalgeräten freizugeben sowie die Produkt- und Arbeitsqualität zu verbessern Bedingungen für Maschinenbediener. Der größte wirtschaftliche Effekt aus der Einführung von Werkzeugmaschinen durch numerische Steuerung wird bei der Bearbeitung von Teilen eines komplexen Profils erzielt, was mit sich ständig ändernden Schnittparametern (Geschwindigkeit, Vorschubrichtung usw.) verbunden ist.
Der Einsatz von Werkzeugmaschinen mit numerischer Steuerung anstelle von Universalgeräten ermöglicht:
die Form der Arbeitsorganisation des Mehrstationendienstes und der Brigade (Verbindung, Gruppe) verwenden;
die Arbeitsproduktivität zu erhöhen, indem die Neben- und Maschinenbearbeitungszeit an der Maschine reduziert wird;
Ausschließen von Markierungsvorgängen und interoperativer Kontrolle; durch reichliche Kühlung und günstige Bedingungen für die Spänebildung die Bearbeitungsgeschwindigkeit erhöhen und die Notwendigkeit einer visuellen Verfolgung der Markierungen überflüssig machen;
automatisieren Sie die Techniken der Hilfsarbeit (Anfahren und Zurückziehen eines Werkzeugs oder Teils, Einstellen des Werkzeugs auf Größe, Wechseln des Werkzeugs), verwenden Sie die optimalen Werkzeugwege;
Ausgaben * bezogen auf eine Arbeitsminute des Hauptarbeiters-Multi-Tool-Bedieners, basierend auf dem durchschnittlichen Prozentsatz der erfüllten Normen, unter Berücksichtigung der Gehaltsabrechnung, Kosten für die Wartung von Hilfs- und Servicepersonal -
Entlastung der Arbeit
NS
2.4.4. Berechnung der Erwerbsquote
t + t
shche - Betriebszeit, min.
|
Tabelle 2.2 Die Kosten für den Betrieb von CNC-Maschinen innerhalb einer Minute |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
um die Arbeitsintensität der Nacharbeit durch den Schlosser zu reduzieren, um eine hohe Genauigkeit und eine geringere Rauheit von gekrümmten Konturabschnitten und Oberflächen von Teilen zu erzielen;
die Arbeitsintensität der Montage des Produkts zu reduzieren, die auf die Stabilität der Abmessungen der Teile (erhöhte Genauigkeit) und den Wegfall von Montagevorgängen zurückzuführen ist; reduzieren die Kosten für die Konstruktion und Herstellung von Werkzeugen.
L4. Die Kollektion wird in zwei Teilen entwickelt. Teil I enthält die Normen für die Vorbereitungs- und Endzeit, die Zeit für den Ein- und Ausbau des Teils, die mit der Bedienung verbundene Nebenzeit, für die Wartung des Arbeitsplatzes, Ruhe- und persönliche Pausen, für Kontrollmessungen, für das Rüsten des Werkzeugs außerhalb der Maschine; Teil P enthält Normen für Schnittbedingungen, mit denen Sie die Standardgröße des Werkzeugs, seine geometrischen Parameter, die Marke des schneidenden Teils des Werkzeugs, das erforderliche Aufmaß, die Anzahl der Vorschubhübe, die Schnittgeschwindigkeit, die erforderliche Leistung für Schneiden.
Zeitstandards und Schnittbedingungen werden sowohl in tabellarischer Form als auch in analytischer Form angegeben, wodurch die Verwendung eines Computers bei der Erstellung eines Programms und die Berechnung von Zeitnormen entsprechend den niedrigsten Betriebskosten und der höchsten Produktivität der Maschine ermöglicht wird und gleichzeitig sichergestellt wird erhöhte Zuverlässigkeit des Werkzeugs. Der Betrieb von Werkzeugen in den von den Normen empfohlenen Modi ist nur unter Beachtung der technologischen Disziplin der Produktion möglich (Geräte, Werkzeuge, Rohlinge, Werkzeuge müssen den erforderlichen Normen entsprechen).
Die in der Sammlung angegebenen Zeitvorgaben sind für die Arbeitsrationierung bei der Wartung einer Maschine durch einen Arbeiter berechnet. Bei der Standardisierung von Mehrstationenarbeit ist es zur Berechnung des Zeitsatzes erforderlich, die in den Karten 17, 18, 19 angegebenen Richtlinien und Zeitstandards für Mehrstationenarbeit zu verwenden.
15. Bei der Entwicklung von Standards für Zeit und Schnittbedingungen wurden folgende Materialien als Ausgangsdaten verwendet:
Primärmaterialien der Produktion Beobachtungen zu Arbeitsorganisation, Technologie, Zeitverbrauch und Schnittweisen von Maschinenbauunternehmen;
sektorale Standards für Zeit und Schnittbedingungen, die von GSPKTB "Orgariminstrument" (Moskau), den Zweigstellen Rjasan, Minsk und Nowosibirsk des Instituts "Orgstankinprom", dem Zentrum für wissenschaftliche Arbeitsorganisation des Ministeriums für Schwermaschinen (Kramatorsk) usw. entwickelt wurden. ;
Bestimmung von Zeitstandards für Ruhe und persönliche Bedürfnisse. Interindustrielle methodische Empfehlungen (Moskau: Forschungsinstitut für Arbeit, 1982);
Aufbau des Mehrstationsservice und Ausbau der Servicebereiche in der Industrie. Sektorübergreifende Leitlinien und wissenschaftlich fundierte normative Materialien (Moskau: Research Institute of Labor, 1983);
Allgemeine maschinenbauliche Normen für Nebenzeiten, zur Instandhaltung des Arbeitsplatzes und Vor- und Nachzeiten an Zerspanungsmaschinen. Klein- und Einzelfertigung (Moskau: Forschungsinstitut für Arbeit, 1982);
Allgemeine maschinenbauliche Normen für Nebenzeiten, für die Instandhaltung des Arbeitsplatzes und Vor- und Endzeiten für Arbeiten an Zerspanungsmaschinen. Mittlere und große Produktion (Moskau: Forschungsinstitut für Arbeit, 1984);
Passdaten von CNC- und Mehrzweck-Zerspanungsmaschinen; technische Literatur.
1.6. Die Norm der Zeit und ihre Komponenten
1.6.1. Die Zeitnorm für die Durchführung von Operationen an CNC-Maschinen bei der Arbeit an einer Maschine (H ^ besteht aus der Norm der Vorbereitungs-Endzeit (G in J und der Norm der Stückzeit (T ^)
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
wobei T n die Zykluszeit des automatischen Betriebs der Maschine gemäß dem Programm "min;
T.-T. + T., (13)
wobei T s die (technologische) Hauptzeit für die Bearbeitung eines Teils ist, min;
T „= £ (1,4)
wobei C die Länge des vom Werkzeug oder Werkstück in Vorschubrichtung zurückgelegten Weges bei der Bearbeitung des technologischen Abschnitts ist (unter Berücksichtigung von Eindringtiefe und Nachlauf), mm; S * - Minutenvorschub bei einem bestimmten technologischen Abschnitt, mm / min; T m - Maschinen-Nebenzeit laut Programm (zum Anfahren eines Teils oder eines Werkzeugs von den Startpunkten zu den Bearbeitungszonen und Rückzug; Werkzeug auf Maß einstellen, Werkzeug wechseln, Wert und Vorschubrichtung ändern, Zeit von technologische Pausen (Stopps) usw.), min ;
Meter = T „+ + T„ „, (1,5)
ed T m - Zeit für den manuellen Ein- und Ausbau des Teils oder mit einem Lift, min; T w - mit der Operation verbundene Hilfszeit (nicht im Steuerungsprogramm enthalten), min; T mai - nicht überlappende Hilfszeit für Messungen, min; K TV - ein Korrekturfaktor für die Zeit der Durchführung manueller Hilfsarbeiten, abhängig von der Charge der verarbeiteten Teile; a ^, a ^, und ex - Zeit für technische und organisatorische Instandhaltung des Arbeitsplatzes, für Ruhe- und persönliche Bedürfnisse mit One-Line-Service, % der Betriebszeit.
1.6.1.1. Bei einer kollektiven Form der Arbeitsorganisation werden komplexe Arbeitskosten (H vrl, man-h) berechnet, die durch Anwendung von Korrekturkoeffizienten auf die Summe der für die Bedingungen einer einzelnen Arbeitsorganisation berechneten Betriebsnormen erhalten werden können. Es ist möglich, Korrekturfaktoren für die Summe der einzelnen Komponenten der komplexen Norm zu verwenden, die den Gesamtwert der aufgewendeten Zeit der Kategorien dieser Kosten widerspiegeln.
Komplexe Norm Bestimmt durch die Formel
n, p, = £ n. „-k *, (1.6)
wobei H (die Zeitnorm für die Herstellung des i-ten Teils des Brigadesatzes ist, man-h; i = 1,2,3, ..., l - die Anzahl der im Brigadesatz enthaltenen Teile;
NR, = S n * (1.7)
h Bpj - Zeitnorm für die j-te Operation, man-h; j = 1, 2,3, ..., w die Anzahl der Arbeitsgänge ist, die zur Herstellung des j-ten Teils erforderlich sind; - Koeffizient
die Wirkung von Teamarbeit (K ^< 1).
Der Koeffizient der Wirkung der Brigadenarbeit (K^) berücksichtigt das durchschnittliche Wachstum der Arbeitsproduktivität, das beim Übergang von der individuellen zur Brigadeform der Arbeitsorganisation erwartet wird und in die komplexen Normen einbezogen werden sollte.
Infolge der Neuverteilung der Funktionen zwischen den Mitgliedern der Brigade, der Durchführung der gegenseitigen Hilfeleistung oder der Austauschbarkeit wird die erforderliche Zeit für die Erledigung der der Brigade zugewiesenen Arbeiten verringert, daher sollte die entsprechende Zeitnorm reduziert werden. Dies ist auf den Rückgang zurückzuführen
Vollständigere und detailliertere Daten finden Sie in den Leitlinien für die Rationierung von Arbeitnehmern in Bezug auf kollektive Organisationsformen und Anreize. M.: Wirtschaftswissenschaften, 1987.
die Werte der einzelnen Komponenten der Zeitnorm: Nebenzeit, Dienstzeit des Arbeitsplatzes, geregelte Pausen, vorbereitende "Endzeit" und auch aufgrund der Überlappung einzelner Komponenten der Zeitnorm durch Maschinenzeit (im letzterer Fall kann der Wert jeder Komponente der Zeitnorm unverändert bleiben).
In End-to-End-Brigaden lässt sich der Aufwand für die Herstellung eines Brigade-Sets reduzieren, indem einzelne Elemente der Vorbereitungs- und Endzeit sowie der Servicezeit des Arbeitsplatzes bei der Verlegung einer Schicht „unterwegs“ entfallen.
Die Koeffizienten für den Teamwork-Effekt (K ^) werden festgelegt: auf Branchenebene;
auf Unternehmensebene, wenn es keine sektoralen Koeffizienten gibt oder diese die Besonderheiten der brigadealen Arbeitsorganisation in einem bestimmten Unternehmen nicht vollständig widerspiegeln.
werden für einen bestimmten Zeitraum (mindestens 1 Jahr) als Standard für die gesamte Branche eingeführt.
Um die Möglichkeit zu erweitern, den Koeffizienten der Wirkung der Teamarbeit zu verwenden, werden zusätzlich zum Gesamtwert des Koeffizienten die Werte jeder seiner Komponenten berechnet.
Die Wirkung der Teamarbeit kann durch die folgenden Komponenten erreicht werden:
Ausbau der Berufskombination (K ^; Ausbau des Mehrstellendienstes (IQ; gegenseitige Hilfeleistung und Austauschbarkeit der Teammitglieder (K,)); Verlegung einer Schicht "unterwegs" in Brigaden (K 4); Umverteilung der Funktionen zwischen Teammitglieder (K 3) usw.
Der Gesamtwert ist definiert als das Produkt seiner Komponenten (für einen bestimmten Brigadetyp), d.h.
K * -K, -K, -K, ... K, (1.8)
Auf Unternehmensebene werden in der Regel allgemeine Werte von K ^ festgelegt, die während des Zeitraums, für den sie berechnet werden, jedoch nicht weniger als ein Jahr betragen, wenn sich die Produktionsbedingungen nicht ändern.
Wenn die Brigade neben den Arbeiter-Unternehmern auch die Zeitarbeiter der Ingenieur- und Techniker umfasst, so ergibt sich der komplexe Zeitsatz (Mann-h) cl "aus der Summe der Zeitsätze der Akkordarbeiter, Zeitarbeiter und Ingenieure und technische Arbeiter für die Herstellung eines Brigadesatzes, korrigiert um den Koeffizienten der Wirkung der Teamarbeit.
L6.2 Nebenzeitsätze für den Ein- und Ausbau eines Teils. Die Zeitvorgaben für den Ein- und Ausbau eines Teils sind nach Gerätetypen in Abhängigkeit vom Werkzeugmaschinentyp vorgegeben und sehen die gängigsten Methoden zum Ein-, Ausrichten und Befestigen von Teilen in Universal- und Spezialspannern und -geräten vor. Als Hauptfaktoren, die den Zeitpunkt des Ein- und Ausbaus des Teils beeinflussen, werden die Masse des Teils, die Art und Weise der Montage und Befestigung des Teils, die Art und Genauigkeit der Ausrichtung genommen. Neben diesen Faktoren werden die xapaierei der Montagefläche, die Anzahl der gleichzeitig verbauten Teile, die Anzahl der Klemmen etc. berücksichtigt.
Die Regelzeit für den Ein- und Ausbau des Teils umfasst folgende Arbeiten:
beim manuellen Installieren und Entfernen
nehmen und installieren Sie das Teil, richten Sie es aus und befestigen Sie es; schalte die Hundert ein und aus; lösen, das Teil entfernen und in einen Behälter geben; Reinigen Sie das Gerät von Spänen, wischen Sie die Grundflächen mit einer Serviette ab;
beim Ein- und Ausbau eines Teils mit einem Laufkran
ruf den Kran; befestigen Sie das Teil; das Teil zur Maschine transportieren; das Teil einbauen, das Teil entfernen, ausrichten und befestigen; schalten Sie die Maschine ein und aus; das Teil abnehmen; ruf den Kran; befestigen Sie das Teil; aus der Maschine nehmen, zum Lagerort transportieren; das Teil abziehen, die Vorrichtungs- oder Tischoberfläche von Spänen reinigen, die Grundflächen mit einer Serviette abwischen.
Führen Sie beim Ein- und Ausbau eines Teils mit einem Hebezeug an einer Maschine (oder einer Maschinengruppe) die gleichen Arbeiten durch wie beim Ein- und Ausbau eines Teils mit einem Laufkran, mit Ausnahme des Kranrufs.
Beim Einbau in Sondergeräte wird die Nebenzeit als Summe der Zeit ermittelt: für den Ein- und Ausbau eines Teils; für den Ein- und Ausbau jedes nachfolgenden Teils mehr als eines in Mehrplatzgeräten; um das Teil unter Berücksichtigung der Anzahl der Klemmen zu befestigen; zum Reinigen des Gerätes von Spänen, zum Abwischen der Grundflächen mit einer Serviette.
In Unternehmen werden neben Universal- und Sondergeräten an CNC-Maschinen auch Roboter, Manipulatoren und Satellitentische zum Ein- und Ausbau von Teilen eingesetzt.
Aufgrund der großen Vielfalt an Typen und technischen Eigenschaften von Robotern und Manipulatoren ist es nicht möglich, mit deren Hilfe Zeitstandards für den Ein- und Ausbau von Teilen zu entwickeln; In jedem Unternehmen müssen Karten zum Einsatz von Robotern erstellt werden. Als Beispiel dient Anlage 15. Für Arbeiten an Mehrzweckmaschinen unter Verwendung von Satellitentabellen muss die Karte 20 verwendet werden, die ein Diagramm der Satellitenbeladung und der Zeit für den Satellitenwechsel zeigt.
In einigen Fällen, wenn das Programm eine spezielle technologische Pause für die Neufixierung des Teils vorsieht, sollte die Standardzeit um einen Betrag reduziert werden, der durch den automatischen Betrieb der Maschine abgedeckt wird. Die Normen sehen den manuellen Ein- und Ausbau von Teilen bis 20 kg und über 20 kg mittels Hebevorrichtungen vor.
Die Zeit für den manuellen Einbau eines über 20 kg schweren Teils ist in den Normen für den Einzelfall bei der Bearbeitung in Bereichen ohne Hebe- und Transportfahrzeuge angegeben. Der manuelle Einbau von Teilen mit einem Gewicht von mehr als 15 kg ist für Männer unter 18 Jahren und Frauen nicht erlaubt.
Dabei wird berücksichtigt, dass die manuell montierten Teile einen Abstand von 2 m von der Maschine haben und die vom Kran montierten bis zu 5 m.
1.6.3. Standards der Hilfs-Epeuienu, die mit der Operation verbunden sind. Die mit der Operation verbundene Nebenzeit ist unterteilt in:
mit der Operation verbundene Nebenzeit, die nicht im automatischen Zyklus der Maschine gemäß dem Programm enthalten ist und die folgenden Arbeiten vorsieht:
das Bandlaufwerk ein- und ausschalten; stellen Sie die angegebene relative Position des Teils und des Werkzeugs entlang der Koordinaten X, Y, 2 ein und nehmen Sie gegebenenfalls Anpassungen vor; Öffnen und schließen Sie die Abdeckung des Bandlaufwerks, spulen Sie zurück, legen Sie das Band in das Lesegerät ein; die Ankunft eines Teils oder Werkzeugs an einem bestimmten Punkt nach der Bearbeitung überprüfen; das Lochstreifen in seine ursprüngliche Position vorschieben; Installieren Sie den Emulsions-Spritzschutz und entfernen Sie ihn;
Mit dem Übergang verbundene Maschinenhilfszeit, die im Programm enthalten ist und sich auf die automatische Hilfsarbeit der Maschine bezieht, die Folgendes vorsieht: Annäherung eines Teils oder Werkzeugs vom Startpunkt zur Bearbeitungszone und Rückzug; Einstellen des Werkzeugs auf die Größe der Behandlung; automatischer Werkzeugwechsel; Ein- und Ausschalten des Feeds; Leerschläge beim Übergang von der Bearbeitung einiger Oberflächen zu anderen; technische Pausen vorgesehen
beim plötzlichen Wechsel der Vorschubrichtung, beim Prüfen von Maßen, beim Prüfen des Werkzeugs und beim Wiedereinsetzen oder erneuten Befestigen des Teils.
Die mit dem Übergang verbundene Maschinennebenzeit, die im Programm für die aufgeführten Techniken enthalten ist, wird durch die Passdaten der Maschinen oder andere behördliche Dokumente bestimmt, ist als Bestandteil des automatischen Betriebs der Maschine enthalten und wird nicht separat erfasst (siehe Anlagen 27-30, Teil II ).
1.6.4. Standards der Hilfszeit für Kontrollmessungen. Die erforderlichen Abmessungen der auf numerisch gesteuerten Maschinen bearbeiteten Teile werden durch die Konstruktion der Maschine oder des Schneidwerkzeugs und die Genauigkeit ihrer Einstellung bereitgestellt.
In diesem Zusammenhang sollte die Zeit für Kontrollmessungen (nach Beendigung der Arbeiten im Rahmen des Programms) nur dann in den Zeiteinheitssatz einbezogen werden, wenn sie durch den technologischen Prozess und unter Berücksichtigung der erforderlichen Häufigkeit solcher Messungen im Prozess vorgesehen ist der Arbeit, und nur, wenn sie nicht durch die Zykluszeit des automatischen Maschinenbetriebs nach Programm übersteuert werden kann.
1.6.5. Zeitvorgaben für die Wartung des Arbeitsplatzes. Die Zeit für die Wartung des Arbeitsplatzes ergibt sich aus Gerätearten und -größen unter Berücksichtigung der Ein- und Mehrplatzwartung in Prozent der Betriebszeit. Die Instandhaltung des Arbeitsplatzes umfasst folgende Arbeiten:
Wechseln eines Werkzeugs (oder eines Blocks mit einem Werkzeug) aufgrund seiner Stumpfheit; Einstellung und Neueinstellung der Maschine während des Betriebs (Änderung des Wertes des Werkzeugversatzes);
Kehren und periodisches Reinigen von Spänen während des Betriebs (ausgenommen das Kehren von Spänen von den Grundflächen der Setzgeräte, deren Zeit in der Nebenzeit für den Ein- und Ausbau des Teils berücksichtigt wird).
Die organisatorische Instandhaltung des Arbeitsplatzes umfasst Arbeiten zur Pflege des Arbeitsplatzes (Haupt- und Hilfseinrichtungen, technologische und organisatorische Einrichtungen, Verpackung) im Zusammenhang mit der gesamten Arbeitsschicht: Inspektion und Prüfung der Ausrüstung während der Arbeit;
Auslegen des Werkzeugs zu Beginn und Reinigen am Ende der Schicht (außer bei Mehrzweckmaschinen);
Schmierung und Reinigung der Maschine während der Schicht;
Entgegennahme von Anweisungen vom Vorarbeiter, Vorarbeiter während der Schicht;
Reinigung der Maschine und des Arbeitsplatzes am Ende der Schicht.
1.66. Zeitvorgaben für Entspannung und persönliche Bedürfnisse. Ruhezeiten und persönliche Bedürfnisse für die Servicebedingungen eines Arbeiters an einer Maschine werden nicht gesondert zugeteilt und werden bei der Servicezeit am Arbeitsplatz berücksichtigt.
Für den Mehrstationenbetrieb wird eine Karte der Ruhezeiten und des persönlichen Bedarfs je nach Beschaffenheit der Arbeit und mit Empfehlungen für den Ruheinhalt bereitgestellt.
1.6.7. Standards für die Vorbereitungs- und Endzeit. Die Normen sind für das Einrichten von CNC-Maschinen zur Bearbeitung von Teilen mit eingebetteten Steuerungsprogrammen konzipiert und beinhalten keine zusätzlichen Programmieraktionen direkt am Arbeitsplatz (außer bei Maschinen, die mit betriebsbereiten Softwaresteuerungen ausgestattet sind).
Der Zeitsatz für das Einrichten der Maschine wird als die Zeit für die Annahme von Vor- und Nacharbeiten zur Bearbeitung einer Charge identischer Teile, unabhängig von der Charge, dargestellt und wird durch die Formel bestimmt
T n = T nz1 + T nz2 + T prlbr, (1.9.
wobei T pz die Standardzeit zum Einrichten und Abstimmen der Maschine ist, min; T pz (ist die Zeitnorm für die organisatorische Vorbereitung, min; T pe 2 ist die Zeitnorm für die Einrichtung von sgaikg
Geräte, Werkzeuge, Softwaregeräte, Minen; - die Norm der Zeit für die Probebearbeitung.
Die Zeit für den Empfang von Vor- und Abschlussarbeiten wird je nach Geräteart und -größengruppe sowie unter Berücksichtigung der Besonderheiten des Programmsteuerungssystems festgelegt und unterteilt in die Zeit der organisatorischen Vorbereitung; zum Einrichten einer Maschine, Geräte, Werkzeuge, Softwaregeräte; für einen Probelauf durch das Programm oder Probebearbeitung eines Teils.
Die Zusammenstellung der Arbeit zum Organisationstraining ist für alle CNC-Maschinen unabhängig von ihrer Gruppe und ihrem Modell gleich. Die Zeit für die organisatorische Vorbereitung umfasst:
Entgegennahme einer Bestellung, Zeichnung, technologische Dokumentation, Softwareträger, Schneid-, Hilfs-, Kontroll- und Messwerkzeuge, Vorrichtungen, Zuschnitte vor Beginn und Übergabe nach Beendigung der Bearbeitung einer Teilecharge am Arbeitsplatz oder im Werkzeuglager;
Einarbeitung in die Arbeit, Zeichnung, technologische Dokumentation, Inspektion des Werkstücks;
den Meister anweisen.
Bei einer Brigadeform der Arbeitsorganisation berücksichtigt die organisatorische Vorbereitung bei einem schichtübergreifenden Transfer von bearbeiteten Teilen nur die Zeit für die Einarbeitung in die Arbeit, die Zeichnung, die technologische Dokumentation, die Prüfung der Zuschnitte und die Einweisung des Meisters .
Die Zusammenstellung der Arbeiten zum Einrichten einer Werkzeugmaschine, Werkzeuge und Zubehör umfasst je nach Verwendungszweck der Maschine und ihrer Design-Merkmale:
Ein- und Ausbau der Befestigungsvorrichtung;
Ein- und Ausbau eines Blocks oder einzelner Schneidwerkzeuge;
Einstellen der anfänglichen Betriebsmodi der Maschine;
Installieren des Softwareträgers in das Lesegerät und Entfernen desselben; Nullpunkteinstellung usw.
Vreish für die Probebearbeitung von Teilen auf Drehmaschinen (bis 630 mm) und Drehgruppen beinhaltet die Zeit, die für die Bearbeitung des Teils gemäß dem Programm (Zykluszeit) aufgewendet wird, plus zusätzliche Zeit für die Durchführung zusätzlicher Techniken in Bezug auf das Messen des Teils, die Berechnung der Korrektur, Eingabe der Korrekturwerte in das CNC-System und Hilfszeit für den Empfang der Steuerung der Werkzeugmaschine und des CNC-Systems.
Zeit für die Probebearbeitung von Teilen auf Drehmaschinen (Länge 630 mm)% von Karussell-, Fräs-, Bohrgruppen und Sondermaschinen beinhaltet die Zeit, die für die Bearbeitung von Teilen durch das Verfahren der Probespäne mit einem Schneidwerkzeug, Schaftfräser und Hilfswerkzeug aufgewendet wird Zeit für die Durchführung zusätzlicher Techniken im Zusammenhang mit der Messung des Teils, der Berechnung der Korrekturwerte, der Eingabe der Korrekturwerte in das CNC-System und der Hilfszeit für den Empfang der Maschine und der CNC System.
1.7. Stückzeitnormen für die Maßverstellung des Schneidwerkzeugs außerhalb der Maschine
1.7.1. Die Einheitszeitnormen dienen der Standardisierung von Arbeiten zum Einstellen des Schneidwerkzeugs für CNC-Maschinen, die von Werkzeugmachern (zum Einstellen des Werkzeugs) außerhalb der Maschine in einem speziell ausgestatteten Raum mit Hilfe spezieller Geräte durchgeführt werden.
Die Stückzeitsätze werden festgelegt in Abhängigkeit von:
die Art der verwendeten Geräte;
Art und Größe des abzustimmenden Werkzeugs;
die Anzahl der anpassbaren Koordinaten;
die Art der Einstellung (entsprechend der tatsächlichen Größe oder einer gegebenen Koordinate).
Bei Betrieben des Maschinenbaus und der metallverarbeitenden Industrie werden folgende Geräte zum Einrichten des Werkzeugs verwendet:
für Werkzeugmaschinen der Bohr-Fräs-Bohr-Gruppe - optisch mit Digitalanzeige Typ BV-2027, ohne Digitalanzeige Typ BV-2015 und Kontaktgeräte;
für Drehmaschinen - optisch mit Digitalanzeige, Typ BV-2026, ohne Digitalanzeige, Typ BV-2010, BV-2012M und kontaktbehaftete Geräte.
Unter Berücksichtigung der Besonderheiten bei der Durchführung der Werkzeugsetzvorgänge wurden die Zeitnormale getrennt / für Maschinen der Bohr-Fräs-Gruppe und Werkzeugmaschinen der Drehgruppe entwickelt.
Es werden die fortschrittlichsten Geräte mit digitaler Anzeige zugrunde gelegt, aber unter Berücksichtigung der in den Karten angegebenen Korrekturfaktoren für geänderte Betriebsbedingungen werden diese Standards bei der Standardisierung von Arbeiten an Geräten ohne digitale Anzeige (wie BV-2015, BV- 2010, BV-2012M usw.) und Geräte des Kontakttyps.
Beim Aufstellen eines Gerätes ohne Geräte (mit Universalmessgeräten) müssen die Zeitsätze nach den Standards für berührende Geräte berechnet werden.
Die Einheitszeitnormen für den Zusammenbau und die Einstellung des Schneidwerkzeugs an importierten Geräten mit digitaler Anzeige müssen nach den Zeitstandards für inländisch hergestellte Geräte wie BV-2027 und BB-2026 mit einem Koeffizienten von 0,85 berechnet werden; für Geräte ohne Digitalanzeige - aber für Geräte BV-2015 und BV-2010 mit einem Koeffizienten von 0,9.
Die normativen Materialien dieses Abschnitts decken die für die Branchen Maschinenbau und Metallbearbeitung typischsten der Standard- / Schneid- und Hilfswerkzeugverbindungen ab und werden in Form von erweiterten Einheitszeitnormalen dargestellt.
Nehmen Sie bei der Berechnung der Zeitnormen für die Montage und Einstellung des Schneidwerkzeugs eines Schneeprofils einen Multiplikationsfaktor von 1,2.
Die Einheitszeit beinhaltet neben der Zeit für die Hauptarbeit, Montage und Einstellung des Werkzeugs zusätzliche Zeitaufwendungen aa für die organisatorische und technische Instandhaltung des Arbeitsplatzes, Vor- und Schlusszeit sowie Zeit für Ruhe und persönlichen Bedarf in Höhe von 14 % der Betriebszeit.
Die Zweckmäßigkeit, zusätzliche Kosten in den allgemeinen Zeitsatz einzubeziehen, liegt in der Schwierigkeit, diese von der Gesamtzeit, die mit der Vorbereitung des Arbeitsplatzes für die Abstimmung und der Zeit für die Montage und Abstimmung des Werkzeugs selbst verbunden ist, zu trennen.
Um die Normen der Einheitszeit für die Demontage eines gebrauchten Werkzeugs zu bestimmen, sind in den Karten für den Zusammenbau und das Einrichten des Werkzeugs Korrekturfaktoren angegeben, die für jede Art von Arbeit unterschiedlich berechnet werden.
Die Einheitszeitnormen für einzelne Montage- und Werkzeugeinstellungen, die nicht in den Komplexen enthalten waren, sind in den Karten 50 und 51 wiedergegeben.
1.7.2. Der Stückzeitsatz für Montage, Justage und Demontage eines Werkzeugs wird durch die Formel bestimmt
TSHLR = Tshk + t^, 0,10)
Lebensmittel T - Stückzeit für Montage, Einstellung und Demontage eines Werkzeugs, min; T shi - Stückzeit für Montage und Einstellung eines Werkzeugs, min; T shr - Stückzeit für die Demontage des Werkzeugs, min.
V * "b * T" p = T - K '0-11)
wobei K der Korrekturfaktor für die Stückzeit ist, je nach verwendetem Gerät.
TSHLR = Tsh. + = tshn + tshn K = Tshi (3 + K).
Naimsposiis-Operationen - Serial-Frosrao-Rastochnaya.
Berechnung von Zeitnormen bei der Bearbeitung von Teilen auf CNC-Maschinen Fachgebiet: "Design technologischer Prozesse für moderne Mehrzweck-Werkzeugmaschinen" Abgeschlossen von einem Studenten der Gruppe M 03 -721 -1 Pinegin S.N.
 Zeitnormale dienen der technischen Regelung von Arbeiten an Universal- und Mehrzweckwerkzeugmaschinen mit numerischer Steuerung (CNC). Die Zeitnorm (Norm der Stückberechnungszeit, Tsht-k) für die Durchführung von Operationen an CNC-Maschinen bei der Arbeit an einer Maschine Hvr besteht aus der Norm der Vorbereitungs- und Endzeit Tpz und der Norm der Stückzeit Tsht und wird bestimmt durch die Formel (1):, (1 ) wobei n die Anzahl der Teile in der Startcharge ist.
Zeitnormale dienen der technischen Regelung von Arbeiten an Universal- und Mehrzweckwerkzeugmaschinen mit numerischer Steuerung (CNC). Die Zeitnorm (Norm der Stückberechnungszeit, Tsht-k) für die Durchführung von Operationen an CNC-Maschinen bei der Arbeit an einer Maschine Hvr besteht aus der Norm der Vorbereitungs- und Endzeit Tpz und der Norm der Stückzeit Tsht und wird bestimmt durch die Formel (1):, (1 ) wobei n die Anzahl der Teile in der Startcharge ist.
 Die Einheitszeitrate wird durch die Formel (2) bestimmt: (2) wobei Tts die Zykluszeit des automatischen Betriebs der Maschine gemäß dem Programm ist, min; , (3) wobei To die (technologische) Hauptzeit für die Bearbeitung eines Teils ist, min;
Die Einheitszeitrate wird durch die Formel (2) bestimmt: (2) wobei Tts die Zykluszeit des automatischen Betriebs der Maschine gemäß dem Programm ist, min; , (3) wobei To die (technologische) Hauptzeit für die Bearbeitung eines Teils ist, min;
 , (4) wobei Li die Länge des vom Werkzeug oder Werkstück in Vorschubrichtung zurückgelegten Weges bei der Bearbeitung des i-ten technologischen Abschnitts ist (unter Berücksichtigung von Eindringung und Überlauf), mm; Smi - Minutenvorschub bei einem bestimmten technologischen Abschnitt, mm / min; i = 1, 2,…, n ist die Anzahl der Verarbeitungsabschnitte; Тмв - Maschinenhilfszeit (für das Anfahren des Werkzeugteils von den Anfangspunkten zu den Bearbeitungszonen und den Rückzug; Einstellen des Werkzeugs auf Größe, Wechseln des Werkzeugs, Ändern der Werte und Vorschubrichtung, der technologischen Zeit Pausen usw.), min;
, (4) wobei Li die Länge des vom Werkzeug oder Werkstück in Vorschubrichtung zurückgelegten Weges bei der Bearbeitung des i-ten technologischen Abschnitts ist (unter Berücksichtigung von Eindringung und Überlauf), mm; Smi - Minutenvorschub bei einem bestimmten technologischen Abschnitt, mm / min; i = 1, 2,…, n ist die Anzahl der Verarbeitungsabschnitte; Тмв - Maschinenhilfszeit (für das Anfahren des Werkzeugteils von den Anfangspunkten zu den Bearbeitungszonen und den Rückzug; Einstellen des Werkzeugs auf Größe, Wechseln des Werkzeugs, Ändern der Werte und Vorschubrichtung, der technologischen Zeit Pausen usw.), min;
 , (5), (6) wobei L die Länge der Bahn (oder Bahn) ist, die das Werkzeug oder Teil in Vorschubrichtung zurücklegt, mm; l 1, l 2, l 3 - die Länge des Anfahrens, Eintauchens und Überfahrens des Werkzeugs, mm. Der L-Wert wird basierend auf den Parametern der Trajektorie des Teils bestimmt. Wenn also Teile eines Teils bearbeitet werden, wobei das Werkzeug entlang zweier Koordinaten bewegt wird, wird die Länge L durch die Formel (7), (7) bestimmt
, (5), (6) wobei L die Länge der Bahn (oder Bahn) ist, die das Werkzeug oder Teil in Vorschubrichtung zurücklegt, mm; l 1, l 2, l 3 - die Länge des Anfahrens, Eintauchens und Überfahrens des Werkzeugs, mm. Der L-Wert wird basierend auf den Parametern der Trajektorie des Teils bestimmt. Wenn also Teile eines Teils bearbeitet werden, wobei das Werkzeug entlang zweier Koordinaten bewegt wird, wird die Länge L durch die Formel (7), (7) bestimmt
 wobei Δх, Δу die Inkremente der entsprechenden Koordinaten im angegebenen Verarbeitungsbereich sind. Beim Bewegen des Werkzeugs entlang eines Kreisbogens wird die Länge L durch die Formel (8) oder (9) bestimmt, (9) wobei R der Radius des Kreisbogens ist, mm; a - die Länge der Sehne des Kreisbogens, mm; φ ist der Zentriwinkel basierend auf den Endpunkten des Kreisbogens, rad; Tmv. und - Maschinennebenzeit für automatischen Werkzeugwechsel, min; Tmv. x - Maschinen-Nebenzeit für die Ausführung von automatischen Hilfsbewegungen und technologischen Pausen, min.
wobei Δх, Δу die Inkremente der entsprechenden Koordinaten im angegebenen Verarbeitungsbereich sind. Beim Bewegen des Werkzeugs entlang eines Kreisbogens wird die Länge L durch die Formel (8) oder (9) bestimmt, (9) wobei R der Radius des Kreisbogens ist, mm; a - die Länge der Sehne des Kreisbogens, mm; φ ist der Zentriwinkel basierend auf den Endpunkten des Kreisbogens, rad; Tmv. und - Maschinennebenzeit für automatischen Werkzeugwechsel, min; Tmv. x - Maschinen-Nebenzeit für die Ausführung von automatischen Hilfsbewegungen und technologischen Pausen, min.
 Bei Werkzeugmaschinen mit Revolvern beträgt die Zeit Tmv. und kann durch die Formel (10), (10) bestimmt werden, wobei Typ die Zeit der Drehung des Revolvers um eine Position ist, min; Кп - die Anzahl der Positionen, um die der Revolver gedreht werden muss, um das erforderliche Werkzeug zu installieren; Typhus - Fixierzeit des Drehkopfes, min. Bei Maschinen mit Kontursteuerung ist die Zeit Tmv. x kann durch die Formel (11), (11) bestimmt werden
Bei Werkzeugmaschinen mit Revolvern beträgt die Zeit Tmv. und kann durch die Formel (10), (10) bestimmt werden, wobei Typ die Zeit der Drehung des Revolvers um eine Position ist, min; Кп - die Anzahl der Positionen, um die der Revolver gedreht werden muss, um das erforderliche Werkzeug zu installieren; Typhus - Fixierzeit des Drehkopfes, min. Bei Maschinen mit Kontursteuerung ist die Zeit Tmv. x kann durch die Formel (11), (11) bestimmt werden
 wobei Lxxj die Länge des Pfads des j-ten Abschnitts des automatischen Hilfshubs ist, mm; j = 1, 2,…, t ist die Anzahl der Abschnitte automatischer Hilfsdurchgänge; Smu - Minutenvorschub des Eilgangs. Bei Werkzeugmaschinen mit positionellen und universellen (konturpositionellen) Werkzeugmaschinensteuerungen, bei denen die Bearbeitungsprogrammierung durch Standardzyklen erfolgt, analytisch Zeit Tmv. Es ist schwierig, x zu bestimmen, da bestimmte Maschinen je nach Einrichtung eine erhebliche Streuung der Werte von Sмхх und Lхх (in Verbindung mit den Positionierungseinstellungen) aufweisen. Für eine genauere Bestimmung der Zeit Tmv. x auf diesen Maschinen wird empfohlen, eine vorläufige Zeitmessung durchzuführen, um die tatsächliche Zeit Tmv zu bestimmen. x beim Bewegen des Tisches oder Werkzeugs um eine gemessene Strecke in Richtung verschiedener Koordinaten.
wobei Lxxj die Länge des Pfads des j-ten Abschnitts des automatischen Hilfshubs ist, mm; j = 1, 2,…, t ist die Anzahl der Abschnitte automatischer Hilfsdurchgänge; Smu - Minutenvorschub des Eilgangs. Bei Werkzeugmaschinen mit positionellen und universellen (konturpositionellen) Werkzeugmaschinensteuerungen, bei denen die Bearbeitungsprogrammierung durch Standardzyklen erfolgt, analytisch Zeit Tmv. Es ist schwierig, x zu bestimmen, da bestimmte Maschinen je nach Einrichtung eine erhebliche Streuung der Werte von Sмхх und Lхх (in Verbindung mit den Positionierungseinstellungen) aufweisen. Für eine genauere Bestimmung der Zeit Tmv. x auf diesen Maschinen wird empfohlen, eine vorläufige Zeitmessung durchzuführen, um die tatsächliche Zeit Tmv zu bestimmen. x beim Bewegen des Tisches oder Werkzeugs um eine gemessene Strecke in Richtung verschiedener Koordinaten.
 Für den Fall, dass die Standardisierung für einen bereits entworfenen technologischen Prozess durchgeführt wird und ein Steuerungsprogramm vorliegt, ist die Zeit Tts. a wird durch direktes Timing des Teilebearbeitungszyklus bestimmt. Die Hilfszeit für die Operation berechnet sich nach der Formel (12), (12)
Für den Fall, dass die Standardisierung für einen bereits entworfenen technologischen Prozess durchgeführt wird und ein Steuerungsprogramm vorliegt, ist die Zeit Tts. a wird durch direktes Timing des Teilebearbeitungszyklus bestimmt. Die Hilfszeit für die Operation berechnet sich nach der Formel (12), (12)
 wo fernsehen. y ist die Zeit für den manuellen Ein- und Ausbau des Teils oder mit einem Lift, min; FERNSEHER. op - mit der Operation verbundene Hilfszeit (nicht im Steuerungsprogramm enthalten), min; FERNSEHER. ism - nicht überlappende Hilfszeit für Messungen, min; Ktv ist ein Korrekturfaktor für die Zeit der Durchführung manueller Hilfsarbeiten, abhängig von der Charge der bearbeiteten Teile; ateh, aorg, aotl - Zeit für die technische und organisatorische Wartung des Arbeitsplatzes, für Ruhe und persönliche Bedürfnisse mit Einwegservice, Prozentsatz der Betriebszeit.
wo fernsehen. y ist die Zeit für den manuellen Ein- und Ausbau des Teils oder mit einem Lift, min; FERNSEHER. op - mit der Operation verbundene Hilfszeit (nicht im Steuerungsprogramm enthalten), min; FERNSEHER. ism - nicht überlappende Hilfszeit für Messungen, min; Ktv ist ein Korrekturfaktor für die Zeit der Durchführung manueller Hilfsarbeiten, abhängig von der Charge der bearbeiteten Teile; ateh, aorg, aotl - Zeit für die technische und organisatorische Wartung des Arbeitsplatzes, für Ruhe und persönliche Bedürfnisse mit Einwegservice, Prozentsatz der Betriebszeit.
 Standards der Nebenzeit für den Ein- und Ausbau von TV-Teilen. y sind unabhängig vom Maschinentyp nach Art der Vorrichtung angegeben und bieten die gebräuchlichsten Methoden der Montage, Ausrichtung und Befestigung von Teilen in Universal- und Sonderspannvorrichtungen. Als Hauptfaktoren, die den Zeitpunkt des Ein- und Ausbaus des Teils beeinflussen, werden die Masse des Teils, die Art und Weise der Installation und Befestigung des Werkstücks, die Art und Genauigkeit der Ausrichtung herangezogen.
Standards der Nebenzeit für den Ein- und Ausbau von TV-Teilen. y sind unabhängig vom Maschinentyp nach Art der Vorrichtung angegeben und bieten die gebräuchlichsten Methoden der Montage, Ausrichtung und Befestigung von Teilen in Universal- und Sonderspannvorrichtungen. Als Hauptfaktoren, die den Zeitpunkt des Ein- und Ausbaus des Teils beeinflussen, werden die Masse des Teils, die Art und Weise der Installation und Befestigung des Werkstücks, die Art und Genauigkeit der Ausrichtung herangezogen.
 Die Zeitvorgaben für den Ein- und Ausbau von Teilen sehen folgende Arbeiten vor: - beim manuellen Ein- und Ausbau: Teil aufnehmen und einbauen, ausrichten und fixieren; schalten Sie die Maschine ein und aus; lösen und entfernen Sie das Teil, legen Sie es in einen Behälter; Reinigen Sie das Gerät von Spänen, wischen Sie die Grundflächen mit einer Serviette ab; - beim Ein- und Ausbau mit einem Laufkran: den Kran rufen; befestigen Sie das Teil; das Teil zur Maschine transportieren; das Teil einbauen, ausrichten und sichern; schalten Sie die Maschine ein und aus; das Teil abnehmen; ruf den Kran; befestigen Sie das Teil; aus der Maschine nehmen, zum Lagerort transportieren; das Teil entfernen; Beschläge oder Tischoberfläche von Spänen reinigen, Unterlageflächen mit einer Serviette abwischen.
Die Zeitvorgaben für den Ein- und Ausbau von Teilen sehen folgende Arbeiten vor: - beim manuellen Ein- und Ausbau: Teil aufnehmen und einbauen, ausrichten und fixieren; schalten Sie die Maschine ein und aus; lösen und entfernen Sie das Teil, legen Sie es in einen Behälter; Reinigen Sie das Gerät von Spänen, wischen Sie die Grundflächen mit einer Serviette ab; - beim Ein- und Ausbau mit einem Laufkran: den Kran rufen; befestigen Sie das Teil; das Teil zur Maschine transportieren; das Teil einbauen, ausrichten und sichern; schalten Sie die Maschine ein und aus; das Teil abnehmen; ruf den Kran; befestigen Sie das Teil; aus der Maschine nehmen, zum Lagerort transportieren; das Teil entfernen; Beschläge oder Tischoberfläche von Spänen reinigen, Unterlageflächen mit einer Serviette abwischen.
 Führen Sie beim Ein- und Ausbau eines Teils mit einem Hebezeug an einer Maschine (oder einer Gruppe von Maschinen) die gleichen Arbeiten durch wie beim Entfernen eines Teils mit einem Laufkran, mit Ausnahme des Rufens des Krans. Beim Einbau in Sondergeräte wird die Nebenzeit als Summe der Zeit ermittelt: für den Ein- und Ausbau eines Teils; für den Ein- und Ausbau jedes nachfolgenden Teils mehr als eines in Mehrplatzgeräten; um das Teil unter Berücksichtigung der Anzahl der Klemmen zu befestigen; zum Reinigen des Gerätes von Spänen und zum Abwischen der Grundflächen mit einer Serviette. Bei der Verwendung von Robotern, Manipulatoren und Satellitentischen zum Ein- und Ausbau eines Teils wird die Nebenzeit unter Berücksichtigung ihrer Konstruktionsmerkmale bestimmt.
Führen Sie beim Ein- und Ausbau eines Teils mit einem Hebezeug an einer Maschine (oder einer Gruppe von Maschinen) die gleichen Arbeiten durch wie beim Entfernen eines Teils mit einem Laufkran, mit Ausnahme des Rufens des Krans. Beim Einbau in Sondergeräte wird die Nebenzeit als Summe der Zeit ermittelt: für den Ein- und Ausbau eines Teils; für den Ein- und Ausbau jedes nachfolgenden Teils mehr als eines in Mehrplatzgeräten; um das Teil unter Berücksichtigung der Anzahl der Klemmen zu befestigen; zum Reinigen des Gerätes von Spänen und zum Abwischen der Grundflächen mit einer Serviette. Bei der Verwendung von Robotern, Manipulatoren und Satellitentischen zum Ein- und Ausbau eines Teils wird die Nebenzeit unter Berücksichtigung ihrer Konstruktionsmerkmale bestimmt.
 Standards der Hilfszeit im Zusammenhang mit dem Betrieb von TV. op. ... Die mit der Operation verbundene Zusatzzeit, die nicht während des automatischen Betriebszyklus der Maschine gemäß dem Programm enthalten ist, sorgt für die folgenden Arbeiten: Ein- und Ausschalten des Bandlaufwerkmechanismus; stellen Sie die angegebene relative Position des Teils und des Werkzeugs entlang der X-, Y-, Z-Koordinaten ein und nehmen Sie gegebenenfalls Anpassungen vor; Öffnen und schließen Sie die Abdeckung des Bandlaufwerks, spulen Sie das Band zurück und legen Sie es in das Lesegerät ein; das Lochstreifen in seine ursprüngliche Position vorschieben; Überprüfen Sie die Ankunft des Werkzeugteils an einem bestimmten Punkt nach der Bearbeitung; Installieren Sie den Emulsions-Spritzschutz und entfernen Sie ihn.
Standards der Hilfszeit im Zusammenhang mit dem Betrieb von TV. op. ... Die mit der Operation verbundene Zusatzzeit, die nicht während des automatischen Betriebszyklus der Maschine gemäß dem Programm enthalten ist, sorgt für die folgenden Arbeiten: Ein- und Ausschalten des Bandlaufwerkmechanismus; stellen Sie die angegebene relative Position des Teils und des Werkzeugs entlang der X-, Y-, Z-Koordinaten ein und nehmen Sie gegebenenfalls Anpassungen vor; Öffnen und schließen Sie die Abdeckung des Bandlaufwerks, spulen Sie das Band zurück und legen Sie es in das Lesegerät ein; das Lochstreifen in seine ursprüngliche Position vorschieben; Überprüfen Sie die Ankunft des Werkzeugteils an einem bestimmten Punkt nach der Bearbeitung; Installieren Sie den Emulsions-Spritzschutz und entfernen Sie ihn.
 Die mit dem Übergang verbundene Maschinennebenzeit, die im Programm enthalten ist und sich auf die automatische Hilfsarbeit der Maschine bezieht, sieht vor: das Anfahren des Werkzeugteils vom Startpunkt zur Bearbeitungszone und das Zurückziehen; Einstellen des Werkzeugs auf die Größe der Behandlung; automatischer Werkzeugwechsel; Einschalten des Feeds; Leerschläge beim Übergang von der Bearbeitung einiger Oberflächen zu anderen; technologische Pausen, die für einen starken Wechsel der Vorschubrichtung vorgesehen sind, um die Abmessungen zu überprüfen, das Werkzeug zu überprüfen und das Teil wieder einzubauen oder zu befestigen. Die dem Übergang zugeordnete Automatennebenzeit wird durch die Passdaten der Automaten bestimmt und fließt als konstituierende Elemente in den automatischen Betrieb der Maschine ein.
Die mit dem Übergang verbundene Maschinennebenzeit, die im Programm enthalten ist und sich auf die automatische Hilfsarbeit der Maschine bezieht, sieht vor: das Anfahren des Werkzeugteils vom Startpunkt zur Bearbeitungszone und das Zurückziehen; Einstellen des Werkzeugs auf die Größe der Behandlung; automatischer Werkzeugwechsel; Einschalten des Feeds; Leerschläge beim Übergang von der Bearbeitung einiger Oberflächen zu anderen; technologische Pausen, die für einen starken Wechsel der Vorschubrichtung vorgesehen sind, um die Abmessungen zu überprüfen, das Werkzeug zu überprüfen und das Teil wieder einzubauen oder zu befestigen. Die dem Übergang zugeordnete Automatennebenzeit wird durch die Passdaten der Automaten bestimmt und fließt als konstituierende Elemente in den automatischen Betrieb der Maschine ein.
 Standards der Hilfszeit für Kontrollmessungen TV. Rev. ... Die erforderlichen Abmessungen der auf numerisch gesteuerten Maschinen bearbeiteten Teile werden in einem automatischen Bearbeitungszyklus bereitgestellt. In diesem Zusammenhang sollte die Zeit für Kontrollmessungen (nach Beendigung der Arbeiten im Rahmen des Programms) nur dann in die Einheitszeitnorm aufgenommen werden, wenn dies durch den technologischen Prozess und unter Berücksichtigung der erforderlichen Häufigkeit solcher Messungen in der Arbeitsablauf und nur in den Fällen, in denen er nicht durch die Zykluszeit des Automatenbetriebes laut Programm übersteuert werden kann.
Standards der Hilfszeit für Kontrollmessungen TV. Rev. ... Die erforderlichen Abmessungen der auf numerisch gesteuerten Maschinen bearbeiteten Teile werden in einem automatischen Bearbeitungszyklus bereitgestellt. In diesem Zusammenhang sollte die Zeit für Kontrollmessungen (nach Beendigung der Arbeiten im Rahmen des Programms) nur dann in die Einheitszeitnorm aufgenommen werden, wenn dies durch den technologischen Prozess und unter Berücksichtigung der erforderlichen Häufigkeit solcher Messungen in der Arbeitsablauf und nur in den Fällen, in denen er nicht durch die Zykluszeit des Automatenbetriebes laut Programm übersteuert werden kann.
 Zeitvorgaben für die Wartung des Arbeitsplatzes. Die Zeit für die Wartung eines Arbeitsplatzes ergibt sich aus Gerätearten und -größen unter Berücksichtigung der Ein- und Mehrplatzwartung in Prozent der Betriebszeit. Die technologische Instandhaltung des Arbeitsplatzes sieht folgende Arbeiten vor: - Wechsel des Werkzeugs (oder Block mit dem Werkzeug) aufgrund seiner Stumpfheit; - Einstellung und Neueinstellung der Maschine während des Betriebs (Änderung des Wertes der Werkzeugkorrektur); - Kehren und periodisches Reinigen von Spänen während des Betriebs (außer beim Kehren von Spänen von den Grundflächen der Setzgeräte, die in der Nebenzeit für den Ein- und Ausbau des Teils berücksichtigte Zeit).
Zeitvorgaben für die Wartung des Arbeitsplatzes. Die Zeit für die Wartung eines Arbeitsplatzes ergibt sich aus Gerätearten und -größen unter Berücksichtigung der Ein- und Mehrplatzwartung in Prozent der Betriebszeit. Die technologische Instandhaltung des Arbeitsplatzes sieht folgende Arbeiten vor: - Wechsel des Werkzeugs (oder Block mit dem Werkzeug) aufgrund seiner Stumpfheit; - Einstellung und Neueinstellung der Maschine während des Betriebs (Änderung des Wertes der Werkzeugkorrektur); - Kehren und periodisches Reinigen von Spänen während des Betriebs (außer beim Kehren von Spänen von den Grundflächen der Setzgeräte, die in der Nebenzeit für den Ein- und Ausbau des Teils berücksichtigte Zeit).
 Die organisatorische Instandhaltung des Arbeitsplatzes umfasst Arbeiten zur Instandhaltung der Haupt- und Hilfsausrüstung, der technologischen und organisatorischen Ausrüstung, der Container im Zusammenhang mit der gesamten Arbeitsschicht: - Inspektion und Prüfung der Ausrüstung während der Arbeit; - Auslegen des Werkzeugs zu Beginn und Reinigen am Ende der Schicht; - Schmierung und Reinigung der Maschine während der Schicht; - Reinigung der Maschine und des Arbeitsplatzes am Ende der Schicht.
Die organisatorische Instandhaltung des Arbeitsplatzes umfasst Arbeiten zur Instandhaltung der Haupt- und Hilfsausrüstung, der technologischen und organisatorischen Ausrüstung, der Container im Zusammenhang mit der gesamten Arbeitsschicht: - Inspektion und Prüfung der Ausrüstung während der Arbeit; - Auslegen des Werkzeugs zu Beginn und Reinigen am Ende der Schicht; - Schmierung und Reinigung der Maschine während der Schicht; - Reinigung der Maschine und des Arbeitsplatzes am Ende der Schicht.
 Ruhezeitstandards und persönliche Bedürfnisse. Ruhezeiten und persönliche Bedürfnisse für die Dienstbedingungen eines Arbeiters an einer Maschine werden nicht gesondert zugeteilt und werden in der Zeit für die Wartung des Arbeitsplatzes berücksichtigt. Bei Mehrstationenverkehr werden je nach Beschaffenheit der Arbeit Ruhepausen und persönliche Bedürfnisse vorgesehen.
Ruhezeitstandards und persönliche Bedürfnisse. Ruhezeiten und persönliche Bedürfnisse für die Dienstbedingungen eines Arbeiters an einer Maschine werden nicht gesondert zugeteilt und werden in der Zeit für die Wartung des Arbeitsplatzes berücksichtigt. Bei Mehrstationenverkehr werden je nach Beschaffenheit der Arbeit Ruhepausen und persönliche Bedürfnisse vorgesehen.
 Standards für die Vorbereitungs- und Endzeit. Die Zeitnorm für das Einrichten der Maschine wird als die Zeit für den Empfang von Vor- und Endarbeiten zur Bearbeitung einer Charge identischer Teile unabhängig von der Charge dargestellt und wird durch die Formel (13), (13) bestimmt, wobei Тпз die ist Zeitnorm für Einrichten und Einrichten der Maschine, min; Тпз 1 - Zeitnorm für organisatorisches Training, min; Тпз 2 - die Zeitnorm für das Einrichten einer Werkzeugmaschine, eines Geräts, eines Werkzeugs, eines Softwaregeräts, min; Tpr. arr - Zeitnorm für die Probebearbeitung.
Standards für die Vorbereitungs- und Endzeit. Die Zeitnorm für das Einrichten der Maschine wird als die Zeit für den Empfang von Vor- und Endarbeiten zur Bearbeitung einer Charge identischer Teile unabhängig von der Charge dargestellt und wird durch die Formel (13), (13) bestimmt, wobei Тпз die ist Zeitnorm für Einrichten und Einrichten der Maschine, min; Тпз 1 - Zeitnorm für organisatorisches Training, min; Тпз 2 - die Zeitnorm für das Einrichten einer Werkzeugmaschine, eines Geräts, eines Werkzeugs, eines Softwaregeräts, min; Tpr. arr - Zeitnorm für die Probebearbeitung.
 Die Zeit für den Empfang der vorbereitenden und abschließenden Arbeiten wird je nach Art und Größengruppe der Ausrüstung sowie unter Berücksichtigung der Merkmale des Programmsteuerungssystems festgelegt. Der Arbeitsumfang der organisatorischen Vorbereitung ist für alle CNC-Maschinen unabhängig von deren Gruppe und Modell gleich. Die Zeit für die organisatorische Vorbereitung sieht vor: - Erhalt eines Auftrages, einer Zeichnung, einer technologischen Dokumentation, eines Softwareträgers, Schneid-, Hilfs- und Kontroll- und Messwerkzeuge, Vorrichtungen, Zuschnitte vor Beginn und Übergabe dieser nach Abschluss der Bearbeitung einer Charge von Teile am Arbeitsplatz oder im Werkzeuglager; - Einarbeitung in die Arbeit, Zeichnung, technologische Dokumentation, Inspektion des Werkstücks; - den Meister anweisen.
Die Zeit für den Empfang der vorbereitenden und abschließenden Arbeiten wird je nach Art und Größengruppe der Ausrüstung sowie unter Berücksichtigung der Merkmale des Programmsteuerungssystems festgelegt. Der Arbeitsumfang der organisatorischen Vorbereitung ist für alle CNC-Maschinen unabhängig von deren Gruppe und Modell gleich. Die Zeit für die organisatorische Vorbereitung sieht vor: - Erhalt eines Auftrages, einer Zeichnung, einer technologischen Dokumentation, eines Softwareträgers, Schneid-, Hilfs- und Kontroll- und Messwerkzeuge, Vorrichtungen, Zuschnitte vor Beginn und Übergabe dieser nach Abschluss der Bearbeitung einer Charge von Teile am Arbeitsplatz oder im Werkzeuglager; - Einarbeitung in die Arbeit, Zeichnung, technologische Dokumentation, Inspektion des Werkstücks; - den Meister anweisen.
 Bei einer Brigadeform der Arbeitsorganisation berücksichtigt die organisatorische Vorbereitung bei einem schichtübergreifenden Transfer von bearbeiteten Teilen nur die Zeit für die Einarbeitung in die Arbeit, die Zeichnung, die technologische Dokumentation, die Prüfung der Zuschnitte und die Einweisung des Meisters . Der Arbeitsumfang zum Einrichten einer Werkzeugmaschine, Werkzeuge und Vorrichtungen umfasst je nach Verwendungszweck der Maschine und Konstruktionsmerkmalen Einrichteverfahren: Ein- und Ausbau der Befestigungsvorrichtung; Ein- und Ausbau eines Blocks oder einzelner Schneidwerkzeuge; Einstellen der anfänglichen Betriebsmodi der Maschine; Installieren des Softwareträgers in das Lesegerät und Entfernen desselben; Nullpunkteinstellung usw.
Bei einer Brigadeform der Arbeitsorganisation berücksichtigt die organisatorische Vorbereitung bei einem schichtübergreifenden Transfer von bearbeiteten Teilen nur die Zeit für die Einarbeitung in die Arbeit, die Zeichnung, die technologische Dokumentation, die Prüfung der Zuschnitte und die Einweisung des Meisters . Der Arbeitsumfang zum Einrichten einer Werkzeugmaschine, Werkzeuge und Vorrichtungen umfasst je nach Verwendungszweck der Maschine und Konstruktionsmerkmalen Einrichteverfahren: Ein- und Ausbau der Befestigungsvorrichtung; Ein- und Ausbau eines Blocks oder einzelner Schneidwerkzeuge; Einstellen der anfänglichen Betriebsmodi der Maschine; Installieren des Softwareträgers in das Lesegerät und Entfernen desselben; Nullpunkteinstellung usw.
 Die Zeit für die Probebearbeitung von Teilen auf Drehmaschinen und Revolvergruppen umfasst die Zeit, die für die Bearbeitung des Teils gemäß dem Programm aufgewendet wird, und die Hilfszeit für die Durchführung zusätzlicher Techniken im Zusammenhang mit der Messung des Teils, der Berechnung des Versatzes und der Eingabe der Versatzwerte in die CNC System und Nebenzeiten für die Steuerung der Maschine und des CNC-Systems. Die Zeit für die Probebearbeitung von Teilen auf Karussell-, Fräs-, Bohrgruppen, Mehrzweckmaschinen umfasst die Zeit, die für die Bearbeitung von Teilen nach der Methode der Probespäne aufgewendet wird und die Nebenzeit für die Durchführung zusätzlicher Techniken im Zusammenhang mit der Messung des Teils, der Berechnung des Korrekturwertes, Einführen der Korrekturwerte in das CNC-System und Hilfszeit für die Aufnahmen der Werkzeugmaschine und des CNC-Systems.
Die Zeit für die Probebearbeitung von Teilen auf Drehmaschinen und Revolvergruppen umfasst die Zeit, die für die Bearbeitung des Teils gemäß dem Programm aufgewendet wird, und die Hilfszeit für die Durchführung zusätzlicher Techniken im Zusammenhang mit der Messung des Teils, der Berechnung des Versatzes und der Eingabe der Versatzwerte in die CNC System und Nebenzeiten für die Steuerung der Maschine und des CNC-Systems. Die Zeit für die Probebearbeitung von Teilen auf Karussell-, Fräs-, Bohrgruppen, Mehrzweckmaschinen umfasst die Zeit, die für die Bearbeitung von Teilen nach der Methode der Probespäne aufgewendet wird und die Nebenzeit für die Durchführung zusätzlicher Techniken im Zusammenhang mit der Messung des Teils, der Berechnung des Korrekturwertes, Einführen der Korrekturwerte in das CNC-System und Hilfszeit für die Aufnahmen der Werkzeugmaschine und des CNC-Systems.
 Um die Hauptzeit zu berechnen, müssen die Schnittbedingungen für die Bearbeitung jeder Oberfläche des Teils bestimmt werden. Sie werden nach allgemeinen Maschinenbaunormen bestimmt: - Allgemeine Maschinenbaunormen der Zeit- und Schnittbedingungen für die Standardisierung von Arbeiten an Universal- und Mehrzweckwerkzeugmaschinen mit numerischer Steuerung. Teil 2 - Normen für Schnittdaten. - M.: Economics, 1990. - Schneidarten von Metallen: ein Nachschlagewerk / Ed. Yu V. Baranovsky. - 3. Aufl. , überarbeitet und hinzufügen. - M.: Maschinenbau, 1972 .-- 407 S. - Handbuch eines Maschinenbauingenieurs. In 2 Bänden.Vol. 2 / Unter. Hrsg. A. G. Kosilova et al. - 5. Aufl. , rev. - M.: Mashinostroenie, 2003 .-- 944 p. , schlamm.
Um die Hauptzeit zu berechnen, müssen die Schnittbedingungen für die Bearbeitung jeder Oberfläche des Teils bestimmt werden. Sie werden nach allgemeinen Maschinenbaunormen bestimmt: - Allgemeine Maschinenbaunormen der Zeit- und Schnittbedingungen für die Standardisierung von Arbeiten an Universal- und Mehrzweckwerkzeugmaschinen mit numerischer Steuerung. Teil 2 - Normen für Schnittdaten. - M.: Economics, 1990. - Schneidarten von Metallen: ein Nachschlagewerk / Ed. Yu V. Baranovsky. - 3. Aufl. , überarbeitet und hinzufügen. - M.: Maschinenbau, 1972 .-- 407 S. - Handbuch eines Maschinenbauingenieurs. In 2 Bänden.Vol. 2 / Unter. Hrsg. A. G. Kosilova et al. - 5. Aufl. , rev. - M.: Mashinostroenie, 2003 .-- 944 p. , schlamm.
 Ein Beispiel für die Berechnung der Zeitnormen Zur Berechnung der Zeitnormen geben wir die Ausgangsdaten an: Zeichnung des Teils "Rolle", Werkstückmaterial Stahl 45 GOST 1050 -88, Teilecharge 100 Stück, Werkstück - Rundstäbe mit einem Durchmesser von 125 x 54 . Die Berechnung erfolgt in drei Fällen: 1. 1) Bearbeitung auf zwei CNC-Maschinen - Drehen (16 K 20 F 3) und Fräsen (6 P 13 RF 3). Auf einer CNC-Drehmaschine werden zwei Hälse mit einem Durchmesser von 30 h 12 mit Beschneiden der Enden bearbeitet. Die Operation sieht das Umspannen des Werkstücks in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung vor. Auf einer CNC-Fräsmaschine wird eine Nut von 4 x 10 und 4 Löchern mit einem Durchmesser von 16 mm in einen selbstzentrierenden Prismenschraubstock mit einem pneumatischen Spanner gefräst. 2) Bearbeitung auf einem 5-Achs-Drehbearbeitungszentrum. Die Bearbeitung erfolgt in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung in einem Arbeitsgang mit Umpositionierung des Werkstücks. Es werden die gleichen Übergänge wie auf herkömmlichen CNC-Maschinen ausgeführt – Drehen, Fräsen und Bohren.
Ein Beispiel für die Berechnung der Zeitnormen Zur Berechnung der Zeitnormen geben wir die Ausgangsdaten an: Zeichnung des Teils "Rolle", Werkstückmaterial Stahl 45 GOST 1050 -88, Teilecharge 100 Stück, Werkstück - Rundstäbe mit einem Durchmesser von 125 x 54 . Die Berechnung erfolgt in drei Fällen: 1. 1) Bearbeitung auf zwei CNC-Maschinen - Drehen (16 K 20 F 3) und Fräsen (6 P 13 RF 3). Auf einer CNC-Drehmaschine werden zwei Hälse mit einem Durchmesser von 30 h 12 mit Beschneiden der Enden bearbeitet. Die Operation sieht das Umspannen des Werkstücks in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung vor. Auf einer CNC-Fräsmaschine wird eine Nut von 4 x 10 und 4 Löchern mit einem Durchmesser von 16 mm in einen selbstzentrierenden Prismenschraubstock mit einem pneumatischen Spanner gefräst. 2) Bearbeitung auf einem 5-Achs-Drehbearbeitungszentrum. Die Bearbeitung erfolgt in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung in einem Arbeitsgang mit Umpositionierung des Werkstücks. Es werden die gleichen Übergänge wie auf herkömmlichen CNC-Maschinen ausgeführt – Drehen, Fräsen und Bohren.

 3) Bearbeitung auf einem Bearbeitungszentrum mit Gegenspindel. Die Bearbeitung erfolgt in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung in einem Arbeitsgang mit Umpositionierung des Werkstücks. Diese OTs haben zwei Spannfutter mit pneumatischer Spannung und zwei Werkzeugköpfe. Die Rolle des zweiten Spannfutters übernimmt die Gegenspindel, die das Werkstück zurückstellt und in der die Weiterbearbeitung des Werkstücks erfolgt. Der Bearbeitungszyklus des Werkstücks ist wie folgt: Das Werkstück wird in das Spannfutter eingelegt und fixiert; Drehen des Halses mit einem Durchmesser von 30 h 12 mit Beschneiden des Endes; automatischer Werkzeugwechsel erfolgt durch Drehen des Revolvers; Bohren von 4 Löchern mit einem Durchmesser von 16 mm; der erste Turm fährt zum Ausgangspunkt zurück; die Gegenspindel wird eingeschaltet und automatisch zum Spannfutter gebracht, das sich mit einer bestimmten Frequenz weiterdreht; die Gegenspindel beschleunigt auf die Drehfrequenz des Futters und spannt das Werkstück automatisch; das Spannfutter öffnet automatisch die Backen und die Gegenspindel fährt mit dem Werkstück auf den vorgegebenen Startpunkt zurück; der zweite Turm wird eingeführt und dreht den Hals mit einem Durchmesser von 30 h 12 mit dem Beschneiden des Endes; automatischer Werkzeugwechsel und 4 x 10 Nutenfräsen; Zurückfahren des Revolvers zum Startpunkt und Abschalten der Gegenspindel.
3) Bearbeitung auf einem Bearbeitungszentrum mit Gegenspindel. Die Bearbeitung erfolgt in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung in einem Arbeitsgang mit Umpositionierung des Werkstücks. Diese OTs haben zwei Spannfutter mit pneumatischer Spannung und zwei Werkzeugköpfe. Die Rolle des zweiten Spannfutters übernimmt die Gegenspindel, die das Werkstück zurückstellt und in der die Weiterbearbeitung des Werkstücks erfolgt. Der Bearbeitungszyklus des Werkstücks ist wie folgt: Das Werkstück wird in das Spannfutter eingelegt und fixiert; Drehen des Halses mit einem Durchmesser von 30 h 12 mit Beschneiden des Endes; automatischer Werkzeugwechsel erfolgt durch Drehen des Revolvers; Bohren von 4 Löchern mit einem Durchmesser von 16 mm; der erste Turm fährt zum Ausgangspunkt zurück; die Gegenspindel wird eingeschaltet und automatisch zum Spannfutter gebracht, das sich mit einer bestimmten Frequenz weiterdreht; die Gegenspindel beschleunigt auf die Drehfrequenz des Futters und spannt das Werkstück automatisch; das Spannfutter öffnet automatisch die Backen und die Gegenspindel fährt mit dem Werkstück auf den vorgegebenen Startpunkt zurück; der zweite Turm wird eingeführt und dreht den Hals mit einem Durchmesser von 30 h 12 mit dem Beschneiden des Endes; automatischer Werkzeugwechsel und 4 x 10 Nutenfräsen; Zurückfahren des Revolvers zum Startpunkt und Abschalten der Gegenspindel.
 Hauptzeit To Die Hauptzeit wird für alle drei Fälle nach allgemeinen Normen des Maschinenbaus berechnet und als konstanter Wert angenommen, dh To = const. Bei Dreh-, Fräs- und Bohroperationen kann die Hauptzeit aus Tabellen und empirischen Abhängigkeiten ermittelt werden. Die Hauptzeit wird durch die Formel bestimmt Als Ergebnis erhalten wir: min; Mindest.
Hauptzeit To Die Hauptzeit wird für alle drei Fälle nach allgemeinen Normen des Maschinenbaus berechnet und als konstanter Wert angenommen, dh To = const. Bei Dreh-, Fräs- und Bohroperationen kann die Hauptzeit aus Tabellen und empirischen Abhängigkeiten ermittelt werden. Die Hauptzeit wird durch die Formel bestimmt Als Ergebnis erhalten wir: min; Mindest.
 Тмв - Maschinen-Nebenzeit (zum Anfahren des Werkzeugteils von den Startpunkten zu den Bearbeitungszonen und Rückzug; Werkzeugwechsel), min. Bestimmen Sie anhand der Passdaten die Maschinen und Verarbeitungstechnik. Mindest; Mindest. Ttsa - Zykluszeit des automatischen Betriebs der Maschine nach Programm, min. Bestimmen Sie durch die Formel min;
Тмв - Maschinen-Nebenzeit (zum Anfahren des Werkzeugteils von den Startpunkten zu den Bearbeitungszonen und Rückzug; Werkzeugwechsel), min. Bestimmen Sie anhand der Passdaten die Maschinen und Verarbeitungstechnik. Mindest; Mindest. Ttsa - Zykluszeit des automatischen Betriebs der Maschine nach Programm, min. Bestimmen Sie durch die Formel min;
 ateh, aorg, aotl - Zeit für die technische und organisatorische Wartung des Arbeitsplatzes, für Ruhe und persönliche Bedürfnisse mit Einwegservice, Prozentsatz der Betriebszeit. Bei Maschinen mit CNC und OTs beträgt dieser Wert 14% der Betriebszeit.
ateh, aorg, aotl - Zeit für die technische und organisatorische Wartung des Arbeitsplatzes, für Ruhe und persönliche Bedürfnisse mit Einwegservice, Prozentsatz der Betriebszeit. Bei Maschinen mit CNC und OTs beträgt dieser Wert 14% der Betriebszeit.
 Nebenzeit TV Die Nebenzeit für den Betrieb wird nach der Formel Nebenzeit für den Ein- und Ausbau des TV-Teils berechnet. bei. Für den ersten Fall wird die Nebenzeit für den Ein- und Ausbau für zwei Arbeitsgänge bestimmt, abhängig von der Art der Vorrichtung, der Art der Montage und Befestigung des Teils und der Masse des Teils. Beim Drehvorgang wird das Werkstück in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung und beim Fräsen in einem selbstzentrierenden Prismenspanner mit pneumatischer Spannung gelagert. Während des Drehvorgangs wird das Werkstück zurückgesetzt. Mindest; Mindest. Bei der Bearbeitung auf einem Drehzentrum wird das Werkstück in ein Spannfutter mit pneumatischer Spannung mit einer Werkstückumstellung eingelegt. Mindest.
Nebenzeit TV Die Nebenzeit für den Betrieb wird nach der Formel Nebenzeit für den Ein- und Ausbau des TV-Teils berechnet. bei. Für den ersten Fall wird die Nebenzeit für den Ein- und Ausbau für zwei Arbeitsgänge bestimmt, abhängig von der Art der Vorrichtung, der Art der Montage und Befestigung des Teils und der Masse des Teils. Beim Drehvorgang wird das Werkstück in einem selbstzentrierenden Spannfutter mit pneumatischer Spannung und beim Fräsen in einem selbstzentrierenden Prismenspanner mit pneumatischer Spannung gelagert. Während des Drehvorgangs wird das Werkstück zurückgesetzt. Mindest; Mindest. Bei der Bearbeitung auf einem Drehzentrum wird das Werkstück in ein Spannfutter mit pneumatischer Spannung mit einer Werkstückumstellung eingelegt. Mindest.
 Bei der Bearbeitung auf einer OC mit Gegenspindel wird das Werkstück in ein Spannfutter mit pneumatischer Spannung mit einmaligem Umstellen des Werkstücks durch automatischen Einbau des Werkstücks in die Gegenspindel eingelegt. Mindest. Standards der Hilfszeit im Zusammenhang mit dem Betrieb von TV. op. ... Mindest; Mindest. Standards der Hilfszeit für Kontrollmessungen TV. Rev. ... In allen 3 Fällen ist sie gleich 0. Die Zeit für Kontrollmessungen (nach Beendigung der Arbeit im Rahmen des Programms) sollte nur dann in die Einheitszeitnorm aufgenommen werden, wenn sie vom technologischen Prozess und unter Berücksichtigung der erforderlichen Häufigkeit bereitgestellt wird solcher Messungen im Arbeitsprozess, und nur in den Fällen, in denen sie nicht durch die Zykluszeit des automatischen Maschinenbetriebs gemäß dem Programm überlappt werden kann.
Bei der Bearbeitung auf einer OC mit Gegenspindel wird das Werkstück in ein Spannfutter mit pneumatischer Spannung mit einmaligem Umstellen des Werkstücks durch automatischen Einbau des Werkstücks in die Gegenspindel eingelegt. Mindest. Standards der Hilfszeit im Zusammenhang mit dem Betrieb von TV. op. ... Mindest; Mindest. Standards der Hilfszeit für Kontrollmessungen TV. Rev. ... In allen 3 Fällen ist sie gleich 0. Die Zeit für Kontrollmessungen (nach Beendigung der Arbeit im Rahmen des Programms) sollte nur dann in die Einheitszeitnorm aufgenommen werden, wenn sie vom technologischen Prozess und unter Berücksichtigung der erforderlichen Häufigkeit bereitgestellt wird solcher Messungen im Arbeitsprozess, und nur in den Fällen, in denen sie nicht durch die Zykluszeit des automatischen Maschinenbetriebs gemäß dem Programm überlappt werden kann.

 Nebenzeit Tv min; Mindest. Ktv ist ein Korrekturfaktor für die Zeit der Durchführung manueller Hilfsarbeiten, abhängig von der Charge der bearbeiteten Teile.
Nebenzeit Tv min; Mindest. Ktv ist ein Korrekturfaktor für die Zeit der Durchführung manueller Hilfsarbeiten, abhängig von der Charge der bearbeiteten Teile.
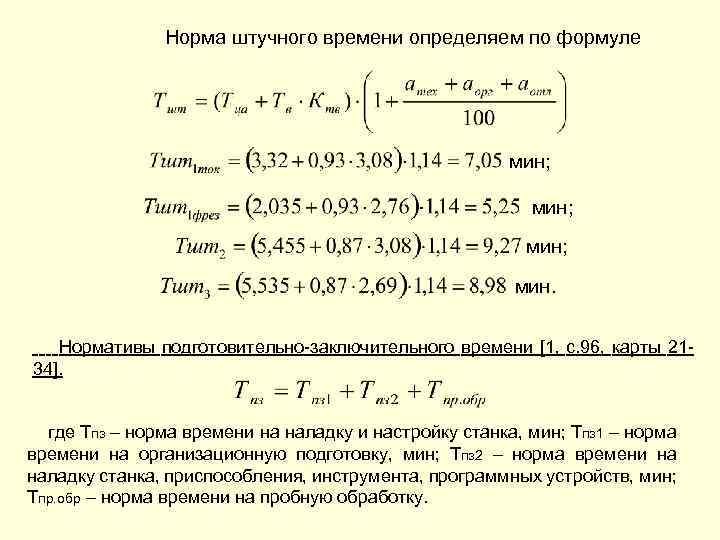 Die Zeiteinheitsrate wird durch die Formel min bestimmt; Mindest. Standards für die Vorbereitungs- und Endzeit. wobei Tpz die Standardzeit zum Einrichten und Abstimmen der Maschine ist, min; Тпз 1 - Zeitnorm für organisatorisches Training, min; Тпз 2 - die Zeitnorm für das Einrichten einer Werkzeugmaschine, eines Geräts, eines Werkzeugs, eines Softwaregeräts, min; Tpr. arr - Zeitnorm für die Probebearbeitung.
Die Zeiteinheitsrate wird durch die Formel min bestimmt; Mindest. Standards für die Vorbereitungs- und Endzeit. wobei Tpz die Standardzeit zum Einrichten und Abstimmen der Maschine ist, min; Тпз 1 - Zeitnorm für organisatorisches Training, min; Тпз 2 - die Zeitnorm für das Einrichten einer Werkzeugmaschine, eines Geräts, eines Werkzeugs, eines Softwaregeräts, min; Tpr. arr - Zeitnorm für die Probebearbeitung.
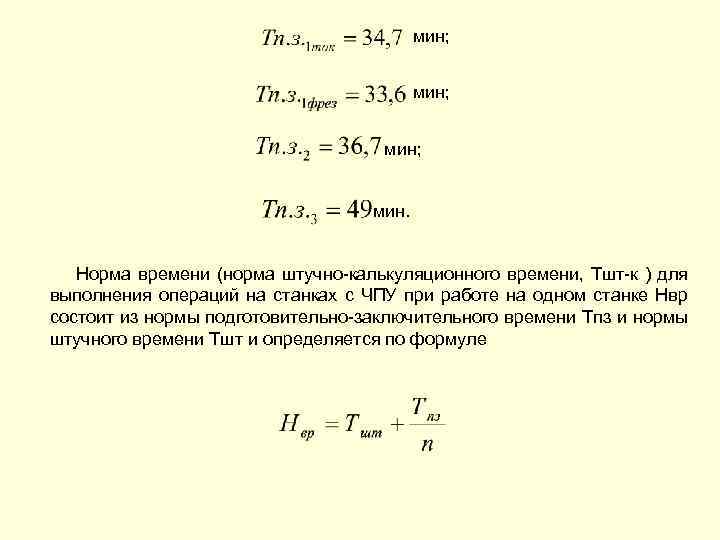 Mindest; Mindest. Die Zeitnorm (Norm der Stückberechnungszeit, Tsht-k) für die Durchführung von Operationen an CNC-Maschinen bei der Arbeit an einer Maschine Нвр besteht aus der Norm der Vorbereitungs- und Endzeit Tpz und der Norm der Stückzeit Tsht und wird bestimmt nach der Formel
Mindest; Mindest. Die Zeitnorm (Norm der Stückberechnungszeit, Tsht-k) für die Durchführung von Operationen an CNC-Maschinen bei der Arbeit an einer Maschine Нвр besteht aus der Norm der Vorbereitungs- und Endzeit Tpz und der Norm der Stückzeit Tsht und wird bestimmt nach der Formel





