Techninis CNC staklių operacijų reguliavimas. Koks yra CNC staklių reguliavimo darbo standartizavimo procesas. Laikas vieną kartą papildyti kasetę
2.2 Pagrindinio organizacijos personalo darbo įvertinimas
Apsvarstykime pagrindinio personalo darbo normavimą, naudodami konkrečius pavyzdžius.
1. Staklių darbo organizavimas, reguliavimas ir atlyginimas.
Kelių linijų paslauga- tai paslaugos rūšis, kai vienas darbuotojas aptarnauja kelias mašinas. Kelių linijų paslauga gali būti individuali ir komandinė. Darbo pasidalijimas kelių stočių brigadose yra kvalifikacinis arba funkcinis; kai kuriais atvejais naudojama vadinamoji porų paslauga, kai, pavyzdžiui, du tos pačios profesijos ir kvalifikacijos darbuotojai aptarnauja kelias mašinas. Paslauga iš kelių stočių yra naudingiausia, jei nesutampančios mašinos laikas yra ilgesnis už rankinių operacijų, aktyvaus stebėjimo ir perėjimų laiką. Tačiau dažnai kelių stočių paslauga yra ekonomiškai įmanoma net tada, kai pažeidžiamas šis laiko balansas, ypač kai trūksta darbo jėga kai yra nemokama įranga.
Norint nustatyti laiko normas kiekvienam gamybos operacijos elementui, neatsižvelgiant į darbo organizavimo formą, analitinis ir skaičiavimo darbas atliekamas atskirai. Šiuo atveju jie vadovaujasi nuostata, kad operacijos laiko norma turi atitikti šias pagrindines sąlygas:
1) technologinis procesas numato racionalų ir visapusišką techninių priemonių naudojimą: įrangą, armatūrą, įrankius ir mechanizmus, susijusius su darbu;
2) apdorojimo būdas nustatomas remiantis geriausia praktika;
3) numatomas visas darbo dienos krūvis dirbant produktyviai.
Apsvarstykite pagrindinio ir pagalbinio laiko normalizavimo tvarką.
Apdorojimo režimus mašinoje pasirenka technologas, atsižvelgdamas į medžiagą, įrankį ir įrangą. Pagrindinis laikas nustatomas pagal formules, priklausomai nuo darbo tipo (tekinimo, frezavimo) kiekvienam perėjimui atskirai.
Dirbant su metalo apdirbimo staklėmis, pagrindinės mašinos laiko sąnaudas galima nustatyti pagal formulę (9):
iki = li / n * S, (9)
kur yra standartinis laikas, min; l yra apskaičiuota apdorojimo trukmė, mm; i - praėjimų skaičius; n - mašinoje esančių apsisukimų ar dvigubų smūgių skaičius per minutę; S - įrenginio padavimo greitis pjovimo įrankis per apsisukimą ar dvigubą taktą, mm.
Pagalbinio laiko normavimas atliekamas naudojant standartus, kurie nustatomi atsižvelgiant į gamybos tipą: labiau diferencijuota - masinėje gamyboje, labiausiai išplėsta - vienoje. Tuo pačiu metu pirmiausia nustatomi darbo pagalbinių metodų kompleksai. Taigi masinės gamybos metu pagalbinis operacijos laikas normalizuojamas pagal šiuos metodų rinkinius:
1) Dalies montavimo ir pašalinimo laikas. Laiko standartai, skirti daliai sumontuoti ir išmontuoti pagal bendrus mašinų gamybos standartus pagalbiniam laikui, pateikiami tipiniams montavimo ir tvirtinimo būdams, atsižvelgiant į jų vietą, kai rankiniu būdu montuojami 0,5-1 m atstumu nuo mašinos .
2) Laikas, susijęs su perėjimu, susideda iš laiko, kai įrankis priartėja prie ruošinio ar ruošinio paviršiaus, nustato įrankį pagal dydį, įjungia tiekimą ir suka veleną, kad paimtų bandymo lustą, matuojant imant bandymo mikroschemą , veleno sukimosi ir padavimo įjungimas, įrankio įtraukimas ir kt.
3) Laikas, susijęs su mašinos darbo režimo keitimu ir įrankio keitimu, susideda iš priėmimo laiko, skirto pakeisti veleno ar stalo judesių dažnį, padavimo kiekio, įrankio keitimo, judančių mašinos dalių. ir aksesuarai.
4) Kontrolės operacijų laikas apima kontroliniams matavimams, kurie atliekami po paviršiaus apdorojimo, skirtą laiką.
Daugiafunkcinio įrankio darbuotojo darbo užmokesčio ypatumus pirmiausia lemia tai, kad reikia atsižvelgti į jo užimtumo laipsnį darbo pamainos metu ir nustatyti atitinkamas papildomas įmokas į tarifus. Jie nustatomi priklausomai nuo norminio ir projektinio darbuotojo įdarbinimo santykio. Maksimalus priemokų lygis paprastai neturėtų viršyti 30% tarifo normos. Šis lygis atitinka projekto lygybę ir norminius užimtumo lygius, tai yra, papildomos išmokos didėja didėjant užimtumui projekte, tačiau tik tol, kol darbuotojas pamainos metu turi laiko pailsėti.
2. Štampavimo ir liejimo darbų organizavimas, reguliavimas.
Standartizuojant kalimo ir štampavimo darbus, įskaitant karštą štampavimą po plaktukais ir presais, trikdžius horizontalios kalimo mašinose ir laisvą kalimą, reikėtų atsižvelgti į šias šio metalo apdirbimo ypatybes:
1) Dviejų lygiagrečių procesų buvimas - ruošinių įkaitinimas, metalo deformacija ir poreikis atskirai nustatyti ruošinių pašildymo, štampavimo (kalimo) ir dalių apipjaustymo laiką.
2) brigados darbo pobūdis ir poreikis užtikrinti tolygų kiekvieno brigados nario krūvį.
3) Nežymus metalo deformacijos laiko savitasis svoris pagal gabalo laiko standartą.
4) Poreikis nustatyti pagalbinį laiką atskiroms operacijoms ir metodams.
5) Poreikis taikyti diferencijuotą normos nustatymo metodą apskaičiuojant rankinį ir mašinos laiką.
6) Kalimo ir štampavimo darbų laiko normos nustatymas pagal maksimalų visų komandos narių darbo laiką, nes kai ruošinių šildymo procesas kartu su metalo deformacijos procesu atliekamas lygiagrečiai, darbas organizuojamas taip, kad ruošinių kaitinimo laikas sutampa su kalimo laiku ir iš dalies su darbo vietos priežiūros laiku, todėl šildymo laikas paprastai neįtraukiamas į standartus.
Kalimo ant plaktukų ir presų vieneto laiko norma, atsižvelgiant į ruošinių gamybos mastą, apskaičiuojama pagal (10) formulę:
tsht = (∑ (iki * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
kur yra pagrindinis vieno plaktuko smūgio laikas; Ky yra smūgių skaičius, reikalingas metalo deformacijai; Km yra įvairių rūšių plieno kalimo korekcijos koeficientas; tnstv yra pagalbinis laikas, skirtas laisvam kalimui, susijusiam su gaminiu; Кn yra korekcijos koeficientas, kuris atsižvelgia į darbo greičio pasikeitimą, priklausomai nuo partijos dydžio.
Korekcijos koeficiento reikšmės pateiktos 28 lentelėje.
28 lentelė
Korekcijos koeficiento K vertėsn
„Bendrieji kalimo ant plaktukų ir presų mašinų gamybos standartai“ pagalbinis laikas nurodomas atsižvelgiant į poilsio pertraukų laiką ir asmeninius poreikius bei pertraukų laiką, susijusį su technologinio proceso organizavimu.
3. Montuotojų surinkimo ir suvirinimo darbų organizavimas, normavimas.
Ruošinių apdirbimo šaltkalvio darbas yra šalto metalo pjovimas, atliekamas rankiniu arba elektriniu įrankiu. Tokiu apdorojimu siekiama suteikti dalims reikiamą formą, matmenis ir paviršiaus šiurkštumą, pjaunant metalo pjūklu, nukerpant, išdildant, įbrėžiant, gręžiant, sriegiuojant ir nukirpiant, įbrėžimus
ir kt.
Išvardytų procesų technologinėms savybėms būdingi šiam darbui naudojami įrankiai ir įranga. Surinkimo metu operacijos gali būti atliekamos tiesiogiai surinkimo vietose, nestatant gaminio į ydą ar ant darbastalio.
Montavimo ir surinkimo darbų standartizavimas atliekamas tokia seka:
1) normavimo objekto, tikslo ir metodo nustatymas;
2) faktinių šaltkalvių ir surinkimo operacijų analizė, darbo organizavimo darbo vietoje atitikties ITU reikalavimams nustatymas, racionalaus jo technologinio turinio pasirinkimo pasirinkimas, užtikrinantis mažiausią darbo laiko sąnaudą laikantis techninių tvarkymo reikalavimų;
3) normavimo normų pasirinkimas pagal gamybos tipą, darbo pobūdį;
4) darbo turinio projektavimas pagal darbo metodus ir faktinių darbo sąlygų atitikties normatyvui nustatymas;
5) operacijos veikimo laiko apskaičiavimas, pagrįstas atskirų darbo elementų trukmės nustatymu remiantis normatyvinėmis medžiagomis. Veikimo laikas nustatomas pagal formulę (11):
Viršuje = ∑topi * k, (11)
kur topi yra i-tojo skaičiavimo darbų komplekso veikimo laikas, min; k-bendras korekcijos koeficientas, keičiantis darbo sąlygoms atliekant i-ąjį skaičiavimo kompleksą.
Mažos ir vienetinės gamybos sąlygomis, standartizuojant montavimo ir surinkimo darbus, eksploatavimo laikas nėra paskirstomas, o skaičiavimas atliekamas kiekvienam i-ajam skaičiavimo kompleksui.
6) Darbo vietos, poilsio ir asmeninių poreikių aptarnavimo laiko apskaičiavimas.
Šaltkalvio ir surinkimo darbai dažniausiai atliekami rankiniu būdu, todėl sunku skirti pagalbinį laiką. Santechnikos ir surinkimo darbų standartų rinkiniuose (kai standartizuojama pagal eksploatavimo laiką) yra dviejų tipų lentelės.
Pirmojo tipo lentelėse į standartinį laiką įskaičiuojamas pagrindinis ir pagalbinis laikas, be parengiamojo ir paskutinio laiko, darbo vietos aptarnavimo ir poilsio bei asmeninių poreikių laikas. Laiko norma nustatoma vienam matavimo vienetui.
Antrojo tipo lentelėse nurodomas veikimo laikas, įtraukiant pagalbinį laiką, susijusį tik su įrankiu ar ruošinio medžiaga, bet neįskaitant laiko, susijusio su visa dalimi ar agregatu.
Kalbant apie suvirinimo normavimą, galime pasakyti, kad mašinų inžinerijoje naudojamas elektrinis suvirinimas, dujinis, kontaktinis ir elektroninis pluoštų suvirinimas.
Čia pagrindinis laikas yra laikas, per kurį vyksta formavimas suvirinti lydant pagrindą ir užpildo medžiagą (elektrodą, elektrodą ar užpildo laidą).
Pagrindinis 1 m siūlės suvirinimo laikas nustatomas pagal formulę (12):
iki1I = (60 * F * Þ) / (J * αн), (12)
kur F yra siūlės skerspjūvio plotas, mm2; Þ - nusodinto metalo savitasis svoris, g / cm3; J - suvirinimo srovė, a; αн - nusėdimo koeficientas, g / a * h.
Dažniausi pagalbinio laiko elementai, atsižvelgiant į gaminį ir visų tipų lankinio suvirinimo įrangos tipą, apima montavimo, sukimosi, gaminio pašalinimo, dalių tvirtinimo ir atrakinimo laiką bei suvirintojo judėjimą. Visų tipų lankinio suvirinimo atveju jis nustatomas pagal standartus.
Automatinio ir pusiau automatinio (kasetinio) suvirinimo metu laikas, reikalingas vienos kasetės papildymui, yra paskirstomas atskirai. Išlaidų sąrašas pateiktas 29 lentelėje.
29 lentelė
Laikas vieną kartą papildyti kasetę
Degalų papildymo būdas |
Kasetės charakteristika |
Laikas vienam |
|
svoris, kg |
|||
Uždaryta |
|||
Mechanizuotas |
Atviras |
||
Uždaryta |
|||
4. Automatizuotų gamybos operacijų standartizavimo ypatybės.
Automatizuotas gamybos procesas rodo, kad darbo organizavime jo formoms įtakos turi buvimas automatines sistemas ir prietaisai.
Pagrindinis būdas automatizuoti smulkios ir vienkartinės gamybos dalių mechaninio apdorojimo procesus yra staklių su skaitmeniniu valdymu (CNC) naudojimas. CNC staklės yra pusiau automatinės arba automatinės staklės, kurių visos judančios dalys automatiškai atlieka darbinius ir pagalbinius judesius pagal iš anksto nustatytą programą. Tokios programos struktūra apima technologines komandas ir mašinos darbo kūnų poslinkių skaitines vertes. CNC staklių pakeitimas, įskaitant programos keitimą, reikalauja mažai laiko, todėl šios mašinos labiausiai tinka mažos apimties gamybai automatizuoti.
CNC staklių mechaninio dalių apdorojimo operacijų standartizavimo bruožas yra tas, kad pagrindinis laikas (mašina) ir su perėjimu susijęs laikas sudaro vieną reikšmę Ta - mašinos automatinio veikimo laikas pagal programą sudarytas technologo programuotojo, kurį sudaro pagrindinis automatinio mašinos „Toa“ veikimo laikas ir pagalbinis mašinos veikimo laikas pagal programą „Tva“, tai yra (13), (14), (15) ):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + skrudinta duona, (15)
kur Li yra kelio, kuriuo įrankis ar dalis eina padavimo kryptimi, ilgis apdorojant i-ąją technologinę sekciją (atsižvelgiant į įsiskverbimą ir viršijimą); min. minutės tiekimas tam tikroje srityje; i = 1, 2, ..., n- technologinio apdorojimo zonų skaičius; Tvha -
laikas automatiniams pagalbiniams judesiams atlikti (detalės ar įrankių tiekimas iš pradžios taškų į apdorojimo zonas ir įtraukimas, įrankio nustatymas pagal dydį, skaitinės vertės ir padavimo krypties keitimas); Skrudinta duona-tai technologinių pauzių, sustojimų ir veleno sukimosi laikas, norint patikrinti matmenis, apžiūrėti ar pakeisti įrankį.
Lanksti automatizuota sistema(GPS) yra mašinų ir mechanizmų sistema, skirta įvairioms struktūriškai ir technologiškai panašioms dalims apdoroti mažomis partijomis po vieną be tiesioginio žmogaus dalyvavimo. Sudedamosios dalys GPS yra posistemiai: technologinis, transportavimo, saugojimo, instrumentinis aptarnavimas ir kompiuterinis valdymas.
Centrinis GPS elementas yra lankstus technologinė sistema(GTS), tai yra daugiafunkcinių CNC staklių rinkinys (pvz., Apdirbimo centras), tiesiogiai apdorojantis elementus.
Priklausomai nuo mašinų skaičiaus FMS yra: lankstus gamybos modulis (FMP); lankstus gamybos linija(GPL); lanksti gamybos sritis (GPU); lanksti cecho (GPP) ir gamyklos (GPP) gamyba.
Lankstus gamybos modulis yra technologinė įranga (CNC staklės), aprūpinta manipuliatoriais ar robotais, skirtais dalims įkelti ir iškrauti, ir įrankių dėtuvę. Pagrindinis PMG bruožas yra gebėjimas dirbti be žmogaus dalyvavimo ir galimybė integruotis į aukštesnio rango sistemą. Lanksčią liniją sudaro keli moduliai, aprūpinti transportavimo ir instrumentinėmis sistemomis ir valdomi mikrokompiuteriais. Lanksti sekcija - GPL tipas; jis skiriasi technologinės įrangos ir transporto rūšies sudėtimi ir keičiamumu.
Transporto ir kaupimo posistemis yra rinkinys automatizuotų ruošinių ir jų dalių sandėlių, akumuliatorių mašinoms su automatiniu pakrovimu ir iškrovimu bei automatinėms transporto priemonėms, kurios naudojamos perdirbtoms prekėms perkelti iš sandėlio į mašinas ir atvirkščiai (robotų vežimėliai, konvejeriai, ritininiai stalai ir kt.). )).
Į instrumentinės priežiūros posistemį įeina įrankių ir prietaisų sandėliai, padalinys, skirtas įrankiams paruošti darbui (galandimas, surinkimas, parduotuvių surinkimas ir kt.), Ir lanksti automatinė įrankių montavimo, išėmimo ir perkėlimo iš sandėlių sistema ir atvirkščiai.
Posistemis automatizuotas valdymas yra technologinių priemonių kompleksas su kompiuteriais, galinčiais priimti informaciją iš automatizuotos sistemosįmonės: ACS ( planavimo tvarkaraščiai), CAD (dalies brėžinys), ASTPP (technologinis dalies apdorojimo ir valdymo procesas), paversti ją naudojant valdymo programas, tiesiogiai perduoti komandas vykdomieji organai visų GPS posistemių įranga.
Taigi, FMS veikia du išteklių srautai: materialinis ir informacinis. Medžiagų srautas užtikrina visų pagrindinių ir pagalbinių objektų apdorojimo operacijų vykdymą: ruošinių, įrankių tiekimą ir jų įrengimą mašinose; mechaninis dalių apdorojimas; gatavų dalių pašalinimas ir perkėlimas į sandėlį; įrankio keitimas ir judėjimas; apdorojimo ir įrankio būklės kontrolė; drožlių valymas ir pjovimo skysčio tiekimas. Informacijos sraute pateikiama: apdorotų elementų seka, laikas ir skaičius, numatyti Valstybės sienos tarnybos darbo planuose; apdorojimo programų perdavimas tiesiogiai staklių vykdomosioms institucijoms, robotų darbo programos, diegimo ir perdavimo mechanizmai, ruošinių, įrankių, pagalbinių medžiagų tiekimo programos, viso komplekso valdymo programos ir jo darbo apskaita, taip pat grupės valdymas mašinų, transporto saugojimo mechanizmų, instrumentinio aptarnavimo sistemos.
Pagrindinės lanksčių gamybos sistemų savybės yra šios:
1) Valstybės sienos apsaugos tarnybos darbuotojai nėra tiesiogiai susiję su poveikiu darbo temai. Jų pagrindinė užduotis yra užtikrinti efektyvų įrangos veikimą. Keičiantis darbuotojų funkcijoms, keičiasi jų darbo laiko sąnaudų struktūra. Didžioji jo dalis išleidžiama reguliavimui, profilaktinei priežiūrai ir įrangos remontui.
2) FPS technologinės įrangos vienetų skaičius viršija kiekvienos grupės darbuotojų skaičių: reguliatorius, mechanikus, remontininkus, elektronikos inžinierius ir kt. Todėl būtina nustatyti optimalius ryšius tarp įrangos vienetų skaičiaus ir kiekvienos grupės darbuotojų skaičių, norint normalizuoti laiką, praleistą dviejuose skyriuose: įrangos ir darbuotojų atžvilgiu.
3) Siekiant padidinti GPS veikimo patikimumo lygį, būtina sukurti sudėtingas visapusiškas brigadas su atlyginimu už galutinį produktą. Reikėtų nepamiršti, kad įrangos prastovos tarnybos metu ir jos laukiant yra kuo trumpesnės, tuo platesnis kiekvieno darbuotojo profilis, atsižvelgiant į atliekamas funkcijas ir įrangos aptarnavimo sritis.
Veikiančio FPS valdymo teorija ir patirtis rodo, kad šiuo metu operacijų trukmės normos, susijusios su įranga (staklių operacijų normos), darbo intensyvumo normos, skaičiaus ir priežiūros normos turi didžiausią praktinę reikšmę.
Norint praktiškai apskaičiuoti trukmės normas, reikia pradėti skirstant normalizuotą laiko suvartojimą į tiesioginį ir netiesioginį. Pirmąjį galima gana tiksliai apskaičiuoti tiesiogiai tam tikro tipo gamybos vienetui. Pastarosios nurodo visus produktus, pagamintus tam tikroje darbo vietoje ar vietoje, todėl yra įtraukiami į normalizuotą operacijos trukmę proporcingai tiesioginių išlaidų vertei.
Darbo standartų apskaičiavimo Valstybės sienos tarnyboje tvarka yra tokia:
1) randamas įrangos panaudojimo koeficientas iki automatinio veikimo laiko, kuris yra būtinas gamybos programai įvykdyti;
2) nustatomi kiekvienos grupės darbuotojų užimtumo lygio standartai;
3) remiantis atitinkamais standartais apskaičiuojama preliminari kiekvienos rūšies darbo intensyvumo versija ir kiekvienos darbuotojų grupės normų skaičius;
4) nustatomi kiekvienos grupės darbuotojų darbo krūvio koeficientai, atitinkantys priimtą normų skaičiaus versiją;
5) nustatytas automatinio veikimo laiko koeficientas, atitinkantis priimtą skaičiaus normų variantą;
6) kiekvienos grupės darbuotojų apkrovos koeficientai ir automatinio darbo laikas lyginami su jų nurodytomis vertėmis;
7) nustatomas visų grupių darbuotojų išlaidų dydis;
8) skaičiaus normų variantui, pripažintam optimaliu, randamos kiekvienos detalės technologinių operacijų vykdymo trukmės normų vertės;
9) remiantis skaičiaus ir trukmės normomis, kiekvienai detalei, kiekvienai darbuotojų grupei ir visai brigadai nustatomos darbo intensyvumo (laiko) normos.
Sąlygomis automatizuota gamyba, įskaitant lanksčias gamybos sistemas, paprastai nukreipti tik į laiką, praleistą automatiniam įrangos veikimui. Patartina į operacijos trukmės normą įtraukti netiesiogines laiko sąnaudas pagal šią formulę (16):
Нд = tа * (Тпл / (Тпл - Тнп)), (16)
kur t yra mašinos veikimo laikas automatiniu režimu gaminant tam tikros operacijos gamybos vienetą; Tpl yra planuojamas kasdienis GPS veikimo laiko fondas; Tnp yra normalizuotų technologinio veikimo pertraukų trukmė įranga, susijusi su priežiūra ir visų grupių darbuotojų aptarnavimo laukimu per Tm.
Į „Тнп“ vertę turėtų būti įtrauktos tik tos tikros įrangos veikimo pertraukos, kurios yra objektyviai neišvengiamos tam tikros GPS sąlygomis, atsižvelgiant į optimalų įrangos priežiūros grafiką, nustatytą darbo grafiką ir darbuotojų poilsį. Vartojimo prekių sudėtį lemia analizuojamos sistemos konstrukcinės ypatybės ir eksploatavimo sąlygos. Paprastai į Тнп vertę įeina paleidimo, reguliavimo, tikrinimo darbų trukmė, kuri nesutampa su mašinos laiku, įrangos prastovos laikas, susijęs su reguliuojama mechaninių, elektrinių, elektroninių ir kitų posistemių priežiūra, laikas bandomųjų dalių gamyba ir kontrolė ir kt. Nustatant Tipo sudėtį, reikia stengtis kiek įmanoma sutapti kai kuriuos darbus su kitais, atlikti juos lygiagrečiai, derinti Valstybės sienos apsaugos tarnybos darbuotojų funkcijas, pasinaudoti brigados darbo organizavimo, kolektyvinių sutarčių privalumais.
Visoje GPS įrangoje įranga neišjungiama likusių darbuotojų metu, o tai turėtų būti įdiegta slenkančiu grafiku. Todėl laikas poilsiui ir asmeniniams poreikiams neįtraukiamas į vartojimo prekes. Į tai atsižvelgiama apskaičiuojant optimalius paslaugų standartus ir skaičių, kurie nustatyti tokiu lygiu, kad būtų galima įgyvendinti standartinį poilsio laiką dėl abipusio darbuotojų pakeitimo.
Antrasis veiksnys gali būti išreikštas įrangos naudojimo koeficientu pagal automatinio veikimo laiką (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
kur Ta yra automatinio įrangos veikimo laikas planuojamu jos veikimo laikotarpiu Tpl.
Vidutinis normalizuotas gamybos laikas (trukmės norma) nustatomas pagal formulę (18):
Нд = tа / Cap, (18)
kur Cap yra planuojamas įrangos panaudojimo koeficientas iki automatinio veikimo.
Formulė (18) yra patogiausia praktiniam operacijų trukmės standartizavimui, nes ji apima du parametrus, naudojamus visuose pagrindiniuose FMS technologinio ir organizacinio planavimo skaičiavimuose.
Praktiniams skaičiavimams patogu naudoti šią operacijų sudėtingumo formulę (19):
Нт = (Нч / N * C * Ki) * Нд, (19)
kur N yra bendras GPS modulių skaičius; C yra įrangos veikimo pamainų skaičius; Ki yra planuojamas įrangos panaudojimo koeficientas.
Apskaičiuojant bendrą SBS darbuotojų užimtumą, patartina atskirai atsižvelgti į jų užimtumą atliekant pagrindines funkcijas - atliekant gamybinį darbą ir papildomai - atliekant pagalbinį darbą (20):
Ks (X) = Kp (X) + Ko (X), (20)
kur Kp (X) ir Co (X) yra šios grupės darbuotojų užimtumo lygis, atliekant atitinkamą gamybinį ir pagalbinį darbą.
Optimalus Valstybinės priešgaisrinės tarnybos darbuotojų skaičius nustatomas remiantis santykiais (21), (22):
Кз (Х) ≤ Кзн, (21)
Ka (X) ≥ Kan, (22)
Koeficientas Ka (X) nustatomas kiekvienam darbuotojų skaičiaus normų variantui pagal formulę (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
čia Тнп (Нч) yra normalizuotų įrangos veikimo pertraukų trukmė, atsižvelgiant į priimtiną darbuotojų skaičių, darbo pasidalijimo ir bendradarbiavimo formą, įrangos priežiūros taisykles, darbo režimą ir pailsėti.
Esant automatinėms linijoms (įskaitant sukamąsias ir rotacines konvejerių linijas) darbo normavimui, naudojamos šios sąlygos: personalo skaičiaus normos; gamybos operacijų trukmės normos; laiko normos (operacijų darbo intensyvumas) pasirinktos grupės darbuotojams ir apskritai liniją aptarnaujančiai brigadai; gamybos tempai; normalizuotos užduotys.
Pagrindinis vaidmuo tenka personalo (derintojų, mechanikų-remontininkų, elektrikų, elektronikos technikų) skaičiaus normoms, aptarnaujančioms liniją pagal nustatytas taisykles ir užtikrinančioms gamybos programos įgyvendinimą.
Laiko ir išėjimo greičio apskaičiavimo automatinių linijų sąlygomis pagrindas yra linijos rm techninis (paso) produktyvumas, kuris nustato gamybos vienetų, kuriuos galima gauti iš šios įrangos per valandą ar kitą vienetą, skaičių. laikas dirbant automatiniu režimu.
Gamybos norma nustatoma atsižvelgiant į įrenginio technines charakteristikas ir linijos panaudojimo rodiklį iki automatinio veikimo laiko (24):
Нв = rm * Kan, (24)
Nustačius gamybos tempą, darbo intensyvumo (laiko) norma i-oji grupė(profesijų) darbuotojai (25):
Нтi = Тпл * (Нчi / Нв), (25)
Remiantis skaičiaus, laiko ir gamybos norma, nustatoma standartizuota užduotis. Jame nurodoma darbų apimtis reguliuojamai linijos priežiūrai planuojamu laikotarpiu, laikas šiems darbams atlikti, standartinis darbuotojų skaičius, planuojama linijos gamybos apimtis.
Jei automatinėje linijoje gaminami kelių pavadinimų gaminiai, tada produktų rinkiniams galima apskaičiuoti laiko ir gamybos normas. Be to, daugiadalykėms linijoms gali būti tikslingiau apskaičiuoti trukmės Нд ir darbo intensyvumo Н normas pagal GPS metodą. Šiuo atveju skaičiavimai atliekami pagal (26), (27) formules:
Ndk = tak / Kan, (26)
Нтk = Нч * (Ндк / Bet), (27)
kur tak yra automatinio įrangos veikimo laikas gaminant k-ojo tipo dalis.
Paskaita 6. Darbo su staklėmis su skaitmeniniu valdymu įvertinimas
Skaitmeniškai valdomomis mašinomis atlikto darbo įvertinimas
Staklių su skaitmeniniu valdymu (CNC) naudojimas yra viena iš pagrindinių metalo pjovimo pjovimo automatizavimo krypčių, tai leidžia atlaisvinti daugybę universalių įrenginių, taip pat pagerinti gaminių kokybę ir mašinų operatorių darbo sąlygas . Esminis skirtumas tarp šių mašinų ir įprastų mašinų yra matematinės formos apdorojimo programos nurodymas specialioje programos laikmenoje.
Operacijų, atliekamų su CNC staklėmis dirbant su viena mašina, laiko norma susideda iš parengiamojo ir galutinio laiko normos ir gabalo laiko normos:
Paruošimo ir galutinis laikas nustatomas pagal formulę:
kur T pz - mašinos nustatymo ir derinimo laikas, min;
T pz1 - organizacinio pasirengimo laikas, min.
T pz2 - mašinos, prietaiso, įrankio, programinės įrangos įrenginių nustatymo laikas, min;
T pr.obr - bandomojo apdorojimo laikas.
Darbo laiko norma apskaičiuojama pagal formulę:
Т Ц.а - automatinio mašinos veikimo ciklo trukmė pagal programą, min.
K t yra rankinio pagalbinio darbo atlikimo laiko korekcijos koeficientas, priklausomai nuo ruošinių partijos.
![]()
kur T apie - pagrindinis (technologinis) vienos dalies apdorojimo laikas, min;
T mv - pagalbinis mašinos laikas pagal programą (norint priartėti prie dalies ar įrankio nuo pradžios taškų iki apdorojimo zonų ir atsitraukti; dalies nustatymas pagal dydį, įrankio keitimas, padavimo vertės ir krypties keitimas, laikas technologinės pauzės ir kt.), min.
L i-kelio, kuriuo įrankis ar dalis eina padavimo kryptimi, ilgis apdirbant i-ro technologinę sekciją (atsižvelgiant į įsiskverbimo ir viršijimo laiką), mm;
S mi - minutės padavimas tam tikroje technologinėje atkarpoje, mm / min;
i = 1,2 ... n yra apdorojimo sekcijų skaičius.
Pagrindinis (technologinis) laikas apskaičiuojamas pagal pjovimo sąlygas, kurios nustatomos pagal Bendruosius mašinų gamybos standartus, skirtus laiko ir pjovimo sąlygoms, skirtoms standartizuoti darbą, atliekamą naudojant universalias ir daugiafunkcines skaitmeninio valdymo mašinas. Remiantis šiais standartais, įrankio pjovimo dalies konstrukcija ir medžiaga parenkama atsižvelgiant į ruošinio konfigūraciją, apdirbimo etapą, pašalinamo dydžio pobūdį, ruošinio medžiagą ir pan. naudokite įrankį su plokštelėmis kietas lydinys(jei nėra jokių technologinių ar kitokių jų naudojimo apribojimų). Tokie apribojimai apima, pavyzdžiui, pertrauktą aukštos temperatūros plieno apdirbimą, mažo skersmens skylių apdirbimą, nepakankamą detalės sukimosi greitį ir kt.
Kiekvieno apdorojimo etapo pjovimo gylis parenkamas taip, kad būtų užtikrintos ankstesnėse apdorojimo stadijose atsiradusios apdorojimo klaidos ir paviršiaus defektai, taip pat būtų kompensuojamos klaidos, atsiradusios apdorojimo etape.
Kiekvieno apdirbimo etapo padavimas priskiriamas atsižvelgiant į apdirbamo paviršiaus matmenis, nurodytą apdirbamos medžiagos tikslumą ir šiurkštumą bei ankstesniame etape pasirinktą pjovimo gylį. Grubiai ir pusiau apdirbimo etapams parinktas pašaras tikrinamas pagal mašinos mechanizmo stiprumą. Jei jis neatitinka šių sąlygų, jis sumažinamas iki mašinos mechanizmo stiprumo leistinos vertės. Apdorojimo ir apdailos etapams parinktas pašaras tikrinamas, ar nėra reikiamo šiurkštumo. Pagaliau pasirenkamas mažesnis sklaidos kanalas.
Pjovimo greitis ir galia parenkami pagal anksčiau apibrėžtus įrankio parametrus, pjovimo gylį ir padavimą.
Pjovimo režimas šiurkščiais ir pusiau apdailos etapais tikrinamas pagal mašinos galią ir sukimo momentą, atsižvelgiant į jos konstrukcines savybes. Pasirinktas pjovimo būdas turi atitikti šias sąlygas:
kur N yra pjovimui reikalinga galia, kW;
N e - efektyvi mašinos galia, kW;
2M - dvigubas pjovimo momentas, Nm;
2M st - dvigubas mašinos veleno sukimo momentas, leidžiamas mašinai dėl mechanizmo stiprumo ar elektros variklio galios, Nm.
Dvigubas pjovimo momentas nustatomas pagal formulę:
P z - pagrindinis pjovimo jėgos komponentas, N;
D - apdoroto paviršiaus skersmuo, mm.
Jei pasirinktas režimas neatitinka nurodytų sąlygų, būtina sumažinti nustatytą pjovimo greitį pagal mašinos vertę, leistiną galią ar sukimo momentą.
Pagalbinis laikas, susijęs su operacijos vykdymu CNC staklėse, numato atlikti šiuos darbus:
a) susiję su detalės montavimu ir nuėmimu: „paimkite ir sumontuokite dalį“, „išlyginkite ir pataisykite“; „Įjunkite ir išjunkite mašiną“; „Atsukite, išimkite dalį ir sudėkite į indą“; „Išvalykite prietaisą nuo drožlių“, „nuvalykite pagrindo paviršius servetėle“;
b) susijęs su operacijų, kurios nebuvo įtrauktos į mašinos automatinio veikimo ciklą pagal programą, atlikimu: „įjungti ir išjungti juostinį įrenginį“; "Nustatykite nurodytą santykinę detalės ir įrankio padėtį koordinatėmis X, Y, Z, jei reikia, sureguliuokite"; „Patikrinkite, ar įrankis ar detalė atvyko į tam tikrą tašką po apdirbimo“; „Perkelkite perforuotą juostą į pradinę padėtį“.
V bendras vaizdas pagalbinis laikas nustatomas pagal formulę:
kur T v.y - laikas daliai sumontuoti ir išimti rankiniu būdu arba keltuvu, min.
T v.op - pagalbinis laikas, susijęs su operacija (neįtrauktas į valdymo programą), min;
T v.matas - pagalbinis nepersidengiantis matavimo laikas, min.
Pagalbinis laikas, skirtas kontroliniams matavimams, yra įtrauktas į vienetinio laiko standartą tik tuo atveju, jei tai numatyta technologiniame procese, ir tik tada, kai jo negali apimti mašinos automatinio veikimo ciklo laikas.
Korekcijos koeficientas (K t) rankinio pagalbinio darbo metu, priklausomai nuo apdorotų dalių partijos, nustatomas iš lentelės. 4.7.
4.7 lentelė
Pagalbinio laiko pataisos koeficientai, priklausantys nuo serijinės gamybos apdorotų dalių partijos dydžio
Pagalbinio laiko korekcijos koeficientai, priklausomai nuo žemėlapio Nr
apie serijinės gamybos partijos ir apdorotų dalių dydį
| Prekės Nr. | Veikimo laikas („Ttsa + TV“), min., Iki | Gamybos tipas | |||||||||
| Maža partija | Vidutinė partija | ||||||||||
| Dalių skaičius partijoje, vnt. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 ir daugiau | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Indeksas | a | b | v | G | d | e | f | s | ir | ||
Darbo vietos priežiūra apima šiuos darbus:
· Įrankio (ar kaladėlės su įrankiu) keitimas dėl jo bukumo;
Apsvarstykime, koks yra vertinimo procesas. derinimo darbai CNC staklėse ir kam jis skirtas.
Kuriant sudėtingus CNC staklių ruošinių apdorojimo procesus ir jas valdančias programas, pagrindinis kriterijus yra dalių gamybos laiko standartas. Be jo neįmanoma apskaičiuoti atlyginimo mašinų operatoriams, apskaičiuoti tokį rodiklį kaip darbo našumas ir įrangos panaudojimo lygis.
Proceso pradžia
Paprastai darbuotojams reikia skirti daugiau laiko artėjimo ir atsitraukimo procedūrai, režimo pakeitimams ir įrankių pakeitimams. Todėl, kaip laiko dalis, skirta detalėms apdoroti, taip pat atsižvelgiama į sąrankos laikotarpio trukmę. Darbo normavimas prasideda nuo laiko mašinos darbo sąlygomis. Chronometro pagalba įrašomas laikas, praleistas norint sumontuoti vieną mašinos dalį, tada ją pašalinti.
Minutės eikvojamos aikštelės priežiūrai, esminiams operatoriaus poreikiams. Dirbant su besisukančia mašina (vieno stulpelio), tai užtrunka 14 minučių, o dviejų stulpelių-16 minučių.
Kas įtraukta į darbo vietų priežiūrą
Mašinos priežiūros procesas apima:
- organizacinės priemonės - mašinos patikrinimas, jos įšilimas, įrangos testavimas: važiavimas hidrauline sistema ir CNC. Užtrunka šiek tiek laiko, kol iš meistro gaunamos instrukcijos ir įrankiai su užduotimi (apranga, piešinys, programinė įranga); pristatyti pirmąjį gautą detalės pavyzdį kokybės kontrolės skyriui, sutepti ir išvalyti mašiną pamainos laikotarpiu, išvalyti darbo vietą po jos pabaigos. Pastovios laiko sąnaudos organizacinio darbo kompleksui su tekinimo ir karuselės įranga įgyvendinti pagal normas tampa 12 minučių. Kai reikia papildomų paslaugų, įvedamas atitinkamas pakeitimas;
- techninės priemonės - bukas įrankio pakeitimas; mašinų reguliavimas pamainos metu ir reguliavimas. Yra ir kitų privalomi darbai: Darbo metu skaldos turi būti nuolat pašalinamos iš pjovimo ar tekinimo sričių.

Laikas, praleistas mašinos nustatymui
Dokumentuose, kuriuose atsispindi darbo standartai, nustatomas įrangos įrengimo laikas, atsižvelgiant į jos konstrukciją. Jei apdorojimas atliekamas, skaičiavimo pagrindas yra pjovimo įrankio montavimo ir nuėmimo standartai.
Kai reikia atlikti bandomųjų dalių apdorojimo įrankių padėties korekciją, detalės apdorojimo laikotarpis įskaitomas į parengiamojo etapo trukmę.
Automatinių tekinimo staklių nustatymo ir priežiūros standartas yra svarbus standartas. Jie dedami per visą vienos dalies pagaminimo laiką ir atitinkamai suformuojami ekonominiai rodikliai darbuotojas ir visa gamyba.

Norminių dokumentų rinkiniai
Gamyklų ir gamyklų, kuriose naudojamos mašinos su skaitmeniniu ir programuojamu valdymu, tarifų nustatytojai apskaičiuojant darbo valandas naudoja dokumentuose nustatytus standartus:
- Vieningas tarifas kvalifikacijos vadovas darbai;
- Visos Rusijos darbuotojų profesijų klasifikatorius;
- Vieninga vadovų ir specialistų pareigybių kvalifikacijos žinynas;
- Darbo standartų rinkiniai, atliekami atliekant programuojamos įrangos reguliavimą.
SVARBU! Visa ši norminė literatūra yra pagrindinė visų lygių ir personalo struktūrų vadovams.
Be jo neįmanoma nustatyti laiko tam tikram darbų kiekiui atlikti, specialistų, kuriuos reikia įtraukti, skaičiaus ir laiko normų, naudojamų kuriant technologinių procesų žemėlapius.

Sąrankos kortelės
Po mašina tam tikro tipo vykdoma griežtai standartizuota gamybos paleidimo operacijų trukmė ir jai priskiriama paleidimo kortelė. Kuriant galutinį vaizdą atsižvelgiama į daugelį veiksnių.
Laiko norma, skirta mašinos operatoriui, numato:
- staklių parko diagnostikos procedūros specifika;
- kelių reguliavimo režimo variantų buvimas;
- paslaugų reikalavimų laikymąsi.

Norint nustatyti bet kokio darbo intensyvumo normą (matavimo vienetas yra žmogaus valandos arba žmogaus minutės), atsižvelgiama į laiką, per kurį viena dalis apdorojama tam tikra mašina. Standartizatorius taip pat veikia pagal laiko vieneto koncepciją, kuri nustato bendrą laiką pagal darbo rūšis.
Atitinkamai visas laikas yra padalintas į pagrindinius ir pagalbinius segmentus, biurų priežiūros veiklą; perėjimai tarp mašinų atliekant kelių stočių aptarnavimą; stebėti darbo eigą; pauzės dėl įrangos veikimo.
Darbo institutas turi frezavimo ir gręžimo bei gręžimo grupių įrangos standartizacijos rezultatus, tekinimo staklės ir automatinės linijos pateikiamos su standartais.
SVARBU! Žinodami standartus, vadovai nustato darbuotojo užimtumo laipsnį (apskaičiuojamas jo darbo intensyvumas), paskirsto darbo zonas ir nustato optimalų darbo tempą.

Kelių stočių paslauga - požiūris į laiką
Gamyklose, kuriose yra aukštas automatizavimo laipsnis, praktikuojama daugiacentrinė CNC staklių priežiūra (darbo organizavimo formos - komandose, padaliniuose ir individualiai). Atitinkamai aptarnaujamos zonos yra fiksuotos.
Kelių stočių paslauga numato laiką, praleistą:
- įrangos pašildymas be apkrovos, jei tai numatyta tekinimo įrangos naudojimo instrukcijoje;
- dirbti pagal mašinų valdymo programą, prižiūrint darbo vietą;
- ruošinių montavimas, dalių pašalinimas ir jų kokybės kontrolė;
- asmeninių operatoriaus poreikių papildymas;
- suplanuoto plano praradimas;
- parengiamojo ir paskutinio darbo etapo įgyvendinimas;
Kelių klasių darbų klasifikacija atliekama pagal darbą; zonos, tipai ir sistemos; funkcijas, kurias atlieka daugiafunkcis įrankis.

Staklių priežiūros sistemos ir metodai
Įmonės taiko ciklinę aptarnavimo sistemą - staklių darbo vietose ir gamybos linijose, kurių dalis yra lygi arba panaši. Jam būdingas nuolatinis reikalavimų srautas. Neciklinis reiškia, kad operatorius nedelsdamas eina į mašinos techninę priežiūrą, kur automatinis darbo režimas baigėsi. Jai būdingi retkarčiais teikiami paslaugų prašymai.
Galimi ir kiti metodai:
- prižiūrėtojas, - darbuotojas stebi visą jam priskirtą mašinų parką, nustatydamas priežiūros poreikį. Prioriteto atveju techninės priežiūros seką nustato operatorius, atsižvelgdamas į apdorotų dalių kainą.
- maršrutą, tai apeiti mašinų grupę iš anksto nustatytu maršrutu.
Kelių mašinų, turinčių tą pačią ar skirtingą ruošinio apdorojimo operacijų trukmę, priežiūra turi savų niuansų. Tačiau visi jie turi būti standartizuoti kruopščiai planuojant gamybos procesą.

Išvada
CNC staklėse, skirtose reguliavimo darbams standartizuoti, apskaičiuodami įvairių operacijų trukmę, turite atsižvelgti į daugybę niuansų.
Nustatant galutinį detalės apdorojimo laiką vienoje mašinoje (mes kalbame apie tekinimo staklę arba), normos apskaičiuojamos visam mašinų parkui.
Puslapis 1

2 puslapis

3 psl

4 puslapis

5 psl

6 puslapis

7 puslapis

8 puslapis

9 puslapis

10 puslapis

11 puslapis

12 psl

13 psl

14 puslapis

15 psl

16 puslapis

17 psl

18 psl

19 psl

20 puslapis

21 psl

22 puslapis

23 psl

24 psl

25 psl

26 psl

27 puslapis

28 puslapis

29 puslapis

30 puslapis
TSRS VALSTYBĖS DARBO IR SOCIALINIŲ KOMITETŲ DARBO STANDARTŲ CENTRINIS BŪRAS
BENDRIEJI ĮRENGINIŲ LAIKO IR PJOVIMO REŽIMŲ STANDARTAI, skirti standartizuoti darbą, atliekamą su universaliomis ir universaliomis staklėmis su skaitmeniniu valdymu
LAIKO STANDARTAI
MASKVOS EKONOMIKA 1990 m
Laiko ir pjovimo režimų standartai yra patvirtinti dekretu Valstybinis komitetas SSRS už darbą ir socialines problemas ir visos sąjungos centrinės profesinių sąjungų tarybos sekretoriatui 1988 m. vasario 3 d. N9 54 / 3-72 ir rekomenduojami naudoti mašinų gamybos įmonėse.
Standartų galiojimo laikas yra iki 1994 m.
Įdiegus šią kolekciją, panaikinami bendrieji mašinų gamybos standartai, susiję su metalo pjovimo staklių su programuotu valdymu atliekamų darbų laiko ir pjovimo režimais (Maskvos valstybinis darbo tyrimų institutas, 1980).
Laiko standartus ir pjovimo režimus (4.1 ir L) sukūrė Centrinis darbo standartų biuras, Čeliabinsko politechnikos institutas, pavadintas V. I. Lenino komjaunimo, Riazanės ir Minsko instituto „Orgstakkinprom“ filialai, kuriuose dalyvauja reguliavimo tyrimų organizacijos, mechaninės inžinerijos įmonės.
Pirmoje dalyje pateikiami pagalbinio laiko standartai, skirti sumontuoti ir pašalinti su operacija susijusią dalį; kontroliniams matavimams; aptarnauti darbo vietą; pertraukos poilsiui ir asmeniniams poreikiams; įrangos nustatymo laiko standartai; įrankio nustatymui už mašinos ribų; paslaugų tarifų, laiko normų ir gamybos skaičiavimo metodiką kelių stočių tarnyboje.
Antroje dalyje yra pjovimo sąlygų standartai ir visi duomenys apie pagrindinio laiko ir pagalbinio mašinos laiko apskaičiavimą, t.y. pagal programą apskaičiuoti automatinio mašinos veikimo ciklo laiką.
Laiko ir pjovimo sąlygų standartai buvo sukurti siekiant apskaičiuoti laiko normas darbui, atliekamam naudojant labiausiai paplitusius universalios ir daugiafunkcinės įrangos su skaitmeniniu valdymu (CNC) tipus, naudojamus mechaninėje inžinerijoje vidutinio ir mažo masto sąlygomis. gamyba.
Laiko ir pjovimo režimų standartai apima staklių ir manipuliatorių su programuotu valdymu, staklių operatorių su programuotu valdymu, šaltkalvių-įrankių kūrėjų darbą.
Leidinys skirtas standartų nustatytojams ir technologams, taip pat kitiems inžinieriams ir technikos darbuotojams, užsiimantiems valdymo programų kūrimu ir skaičiuojant techniškai pagrįstus CNC staklių priežiūros standartus, laiką ir našumą.
Surinkimo pabaigoje yra atšaukimo forma, kurią užpildo įmonė, organizacija ir išsiunčia CENT. 109028, Maskva, g. Solyanka, 3, 3 pastatas.
Teikiant tarpsektorinį reguliavimą ir mokymo medžiaga darbas atliekamas įmonių ir organizacijų prašymu per vietinį knygynų tinklą. Informacija apie šiuos leidimus skelbiama anotacijoje teminius planus leidyklos „Ekonomika“ literatūros ir knygnešių biuletenių leidyba.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© TSRS Valstybinio darbo ir socialinių reikalų komiteto (TsBNT) Centrinis darbo standartų biuras, 1990 m.
Įrenginio surinkimo, reguliavimo ir išmontavimo laikas ipprumemm n.i d> * veikimas nustatomas pagal formulę
^ "Un * = C ^ shlr1 T ^" | ir pr 2 * ^ H1I | x) * (1 * 1 M
kur T shlchzh - detalės veikimo įrankių rinkinio surinkimo, reguliavimo ir išmontavimo laikas, min; n - derinamų intramų skaičius mu per dstalso operaciją, vnt; T t ... T w> fa - laikas surinkimui, derinimui ir pa: * Cx> pku įvairių tipų įrankiams, įtrauktiems į rinkinį, min.
1.8. Atsiskaitymas už darbą turėtų būti atliekamas pagal Vieningą tarifų ir kvalifikacijos žinyną apie darbo ir darbuotojų profesijas (2 klausimas, patvirtintas SSRS valstybinio darbo ir socialinių klausimų komiteto ir Visos Sąjungos centrinės profesinių sąjungų tarybos dekretu) 1985 m. sausio 16 d. Nr. 17 / 2-541, atsižvelgiant į vėlesnius jos papildymus ir pakeitimus pagal kolekciją.
1.9. Tobulinus CNC stakles ir valdymo sistemas, taip pat tais atvejais, kosha įmonėse jau pasiekė aukštesnį lygį)! darbo našumas ir kokybiškas darbo atlikimas, mažinantys korekcijos koeficientai gali būti nustatyti pagal laiko standartus.
Tais atvejais, kai įmonėse galiojančios vietinio laiko normos yra mažesnės nei apskaičiuotos pagal normas, dabartinės normos turėtų būti paliktos nepakeistos.
1.10. Laiko normos įsigalioja taip, kaip nustatyta „Darbo standartų organizavimo taisyklėse nacionaliniame | (0)“, patvirtintame TSRS Valstybinio darbo ir socialinių klausimų komiteto ir Lietuvos Respublikos Prezidiumo dekretu. 1986 m. Birželio 19 d. Sąjungos centrinė profesinių sąjungų taryba Nr. 226 / II-6.
L11. Norėdami paaiškinti laiko standartų naudojimo tvarką, toliau pateikiami įrankio nustatymo parengiamojo laiko ir vieneto laiko skaičiavimo pavyzdžiai.
Laiko normų, pjovimo sąlygų ir automatinio malūno veikimo laiko skaičiavimo pagal programą pavyzdžiai pateikiami antroje kolekcijos dalyje atitinkamuose skyriuose.
1.12. Parengiamojo ir galutinio laiko bei įrankio nustatymo laiko normų apskaičiavimo pavyzdžiai
1.12.1. Pagalbinio - ^ paskutinio laiko normų skaičiavimo pavyzdžiai
Pradiniai duomenys
1. Operacijos pavadinimas - sukimasis ir sukimasis.
2. Mašina yra CNC bokštelio tekinimo staklės.
3. Mašinos modelis - 1P426DFZ (apdorotos juostos skersmuo - 65 mm).
4. CNC įrenginio modelis - „Electronics NTs -ZG, programinė laikmena - atmintis.
5. Dalies pavadinimas - stiprintuvo stūmoklis.
6. Apdorota medžiaga - plienas 45, svoris - 0,5 kg.
7. Detalės montavimo būdas yra suveržimo griebtuve.
8. Darbo sąlygos: centralizuotas pristatymas į darbo vieta ruošiniai, įrankiai, prietaisai, dokumentai ir jų pristatymas apdorojus dalių partiją; instruktažas prieš pradedant apdoroti dalį. Atliekamas grupinis dalių apdorojimas (įvorės griebtuvas nėra sumontuotas ant mašinos veleno).
Dalių apdorojimo programą sudarė programinės įrangos inžinierius, į CNC sistemos atmintį įvedė tekintojas; programoje yra 17 apdorotų dydžių.
9. Sąrankoje esančių įrankių skaičius - 5:
1. Pjoviklis 2120-4007 T15K6 (griovelis).
2. Pjoviklis 2102-0009 (tiesiai per).
3. Specialus pjoviklis (griovelis).
4. Pjoviklis 2130-0153 T15K6 (ribinis).
5. Gręžtuvas 2301-0028 (skylė 010).
|
||||||||||||||||||||||||||||||||||||
|
Bandomasis apdorojimas 6 Dalis yra tiksli (turi paviršius, kurių skersmens nuokrypiai yra didesni nei 11 -oji kvalifikacija, grioveliai) »keturiems įrankiams ir keturiems išmatuotiems. 29, 8.8 pagal paviršių skersmenį (du išoriniai paviršiai: 27 poz., 0 50,3 MO ir O 203 MO; vienas griovelis b = 6; ind. G; pavyzdys onel griovelis-pjūvis 0 30 sk. 2, 3 |
||||||||||||||||||||||||||||||||||||
29 kortelė, 8,8 + t
1 pastaba
Visas parengiamasis ir paskutinis dalių partijos laikas
1. Operacijos pavadinimas - tekinimas ir karuselė.
4. Prietaiso CNC-N55-2 modelis, programinė terpė-perforuota juosta.
5. Dalies pavadinimas - flanšas. "L.
6. Apdorota medžiaga - ~ SCh20 ketaus, svoris -1500 kg.
7. Dalies montavimo būdas - keturiose kumšteliuose su dėžėmis, kiekvienas tvirtinamas šešiais varžtais ant mašinos priekinės plokštės.
8. Darbo organizavimo sąlygos: įrankių, prietaisų, dokumentų, ruošinių pristatymas į darbo vietą ir jų pristatymas pasibaigus dalių partijos apdorojimui, atliekamas operatoriaus (derintojo).
Įrankio įrankis, skirtas derinti ne mašinoje, nėra iš anksto nustatytas.
9. Sąrankoje esančių įrankių skaičius - 4 (įskaitant vieną griovelinį pjoviklį, 1 ir 2 įrankius - iš ankstesnės sąrankos):
1. Pjoviklis 2102-0031BK8 (tiesiai per).
2. Pjoviklis 2141-0059 BK8 (nuobodu).
3. Pjoviklis 2140-0048 BK8 (nuobodu).
4. Pjoviklis НЖ212-5043 (griovelis).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Bandomasis * apdorojimas Tiksli dalis (turi paviršių, kurių skersmens nuokrypiai viršija 11 kvalifikaciją, griovelis) griovelio gręžimas - vienas įrankis, vienas griovelis (08ООН9Х07ОО) išorinių ir vidinių paviršių gręžimas ir šlifavimas - trys įrankiai, trys skirtingo paviršiaus skersmens - 0 1150h9,0 800H9, Žemėlapis 30, 49 poz., Ind. a 30 žemėlapis, poz. 5, įsk. in, visi 30 žemėlapiai, 1 pastaba 25,5 0,85 - 21,7 263 |
||||||||
Ir t apie g apie T.
Visas parengiamasis ir paskutinis dalių partijos laikas
T „-T u1 + T„ a + T yarb ^ 91.9
Pradiniai duomenys
1. Veikia operacijos pavadinimas.
Z Mašina - griebtuvo tekinimo staklės su CNC.
3. Mašinos modelis - 1P756DFZ (didžiausias virš lovos sumontuoto gaminio skersmuo - 630 mm).
4. CNC įrenginio modelis - 2C85, programinės įrangos nešiklis - perforuota juosta, atmintis.
5. Dalies pavadinimas - flanšas.
6. Apdorota medžiaga - ketaus SCH25, svoris - 90 kg.
7. Dalies montavimo būdas - trijų žandikaulių griebtuvas.
8. Darbo organizavimo sąlygos: įrankių, prietaisų, dokumentų, ruošinių pristatymas * / į darbo vietą ir jų pristatymas apdorojus dalių partiją atliekamas operatoriaus (reguliatoriaus). Atliekamas grupinis dalių apdorojimas (vingiuotas griebtuvas nėra sumontuotas ant mašinos veleno).
Dalių apdorojimo programą sudarė programinės įrangos inžinierius ir tekintojas įvedė į CNC sistemos atmintį. Programoje yra 20 apdorotų dydžių.
koregavimai):
1. Pjoviklis 2102-0005 (tiesiai).
2. Pjoviklis 2141-0604 (nuobodu).
3. Pjoviklis 2141-0611 (nuobodu).
4. Pjoviklis НЖ 2126-5043 (griovelis).
5 Sąrankos įrankių skaičius - 4 (1 ir 2 įrankiai - nuo ankstesnio
Žemėlapis, policija, rodyklė
Laikas, misija
*1.0
1 Organizacinis pasirengimas
21 žemėlapis. 1). 2,3,4, įsk. NS
perdavimas ir perdavimas apdorojus dalių partiją; instruktažo gavimas prieš pradedant dalių apdorojimą; įrankio surinkimas atliekamas specialioje zonoje, skirtoje CNC staklių įrankiams nustatyti.
9. Sąrankos įrankių skaičius - 25 (keturi įrankiai: 1.12, 24.25 - iš ankstesnės sąrankos):
1. Galinis malūnas 6221-106.005 (plokštuma 800x800).
2. Pusiau apdailos pjaustytuvas (skylė 0 259,0).
3. Apdailos pjaustytuvas (skylė 0259DN9).
4. Pusiau apdailos pjaustytuvas (skylė 0169.0).
5. Apdailos pjaustytuvas (skylė 0169.5H9).
6. Grubus pjoviklis (skylė 0 89).
7. Pusiau apdailos pjaustytuvas (skylė 0 89,5).
8. Apdailos pjaustytuvas (skylė 0 90js6).
9. Grubus pjoviklis (skylė 0 79).
10. Pusiau apdailos pjaustytuvas (skylė 0 79,5).
1L Apdailos pjaustytuvas (skylė 0 80js6).
12. Disko frezavimo staklės 2215-0001VK8 (neįvertintas 0 205).
13. Grubus pjoviklis (skylė 0 99).
14. Pusiau apdailos pjaustytuvas (skylė 0 99,5).
15. Apdailos pjaustytuvas (skylė 0100js6).
16. Pusiau apdailos pjaustytuvas (pjovimas 0130).
17. Gręžtuvas 23004) 200 (skylė 0 8.6).
18. Bakstelėkite 26804Yu03 (K1 / 8 "sriegis).
19. Gręžtuvas 2301-0046 (skylė 014).
20. Gręžtuvas 2301-0050 (skylė 015).
21. Panardinimas 2320-2373 Nr. 1ВК8 (skylė 015.5).
22. Šlifuoklis 2363-0050H9 (skylė 015.95H9).
23. Šlifuoklis 2363-00550H7 (skylė 016H7).
24. Gręžtuvas 2317-0006 (centravimas).
25. Gręžtuvas 2301-0061 (nuožulniai).
|
Hag, pozicija, indeksas |
Laikas, min |
||
|
Organizacinis pasirengimas Iš viso T P11 |
25 žemėlapis, poz. 1,3,4, ind. b |
4,0 + 2,0 + 2,0 8,0 |
|
|
Mašinos * įrenginių, įrankių, programinės įrangos įrenginių nustatymas: | |||
|
sumontuokite armatūrą ir blizgesį |
25 žemėlapis, poz. 13 | ||
|
perkelkite stalą, atramą ir patogią vietą |
25 žemėlapis, poz. dvidešimt | ||
|
nustatyti pradinius mašinos režimus (veleno greitis) |
25 žemėlapis, poz. 21 | ||
|
įdėkite įrankių blokus į žurnalą ir išimkite 21 įrankį |
25 žemėlapis, poz. 22 | ||
|
įdėkite laikmeną į skaitytuvą ir išimkite |
25 kortelė, FS 24 | ||
|
patikrinkite skaitytuvo ir perforuotos juostos veikimą |
25 kortelė, FSU 25 | ||
|
nustatykite originalias X ir Y koordinates (sureguliuokite nulinę padėtį) išilgai cilindrinio paviršiaus |
25 žemėlapis, 29 sk | ||
|
nustatykite įrankį pagal apdirbimo ilgį (išilgai Z ašies šešiems įrankiams: 1,7,12,16,24 ir 25) |
25 žemėlapis, FSh 30 | ||
|
Iš viso T „2 | |||
|
Ir | " O l O L Z S II ir s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Bandymų metu atviroje jūroje Dalis yra tiksli (turi paviršių su leistinais dydžiais * t * ry virš I klasės, kanojomis) keturiems instrumentams ir trims matuojant dipmshru K; ipta 2.4, 8.9 paviršiai - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Iš viso T p lb Ka r "." 2K, b.V + 1 ШШШ 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Bendras dalių partijos laikas
T "1 + T" 2 + T pr.obr
5 pavyzdys Pradiniai duomenys
1. Operacijos pavadinimas yra vertikalus frezavimas.
2. Mašina - vertikalus frezavimas naudojant CNC.
3. Mašinos modelis - 6R13RFZ (su stalo ilgiu -1600 mm).
4. CNC įrenginio modelis - NZZ -1M; programinės įrangos nešiklis - perforuota juosta.
5. Dalies pavadinimas - juostelė.
6. Apdorota medžiaga - plienas 45, svoris -10 kg.
7. Dalies montavimo būdas - į reguliuojamą universalų surinkimo įrenginį (USP).
8. Darbo organizavimo sąlygos: centralizuotas ruošinių, įrankių, prietaisų, dokumentų pristatymas į darbo vietą ir jų pristatymas apdorojus dalių partiją; instruktažas prieš pradedant dalių apdorojimą.
9. Sąrankos įrankių skaičius - 6 (1 ir 5 įrankiai - iš ankstesnės sąrankos):
1. Gręžtuvas 2317-003 (centravimas).
2. Gręžkite 22-2 (skylė 0
3. Specialus galinis malūnas (grioveliui b = 20).
4. Frezavimo staklės 2234-0007 (grioveliui b = 8H9).
5. Gręžkite 6-1 (skylė 0 6).
6. Panardinimas 2350-0106 VK6 (nepakankamas teiginys 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Bandomasis apdorojimas Frezavimo griovelis b ir AH9 bei L griovelis * 634 33, 192 kortelė |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Iš viso T pro60 _
Visas parengiamasis ir paskutinis dalių partijos laikas
Toz 1 + T ir # 2 + Tprobr
1.12.2. Įrankio nustatymo laiko apskaičiavimo pavyzdys
Pradiniai duomenys
1. Operacijos pavadinimas-įrankių, reikalingų dalims apdoroti gręžimo-frezavimo-gręžimo staklėse, surinkimas, reguliavimas ir išmontavimas.
2. Prietaiso pavadinimas - BV -2027, su skaitmenine indikacija.
3. Mašinos charakteristikos - kūginė 7:24 Nr. 50.
4. Darbo organizavimo sąlygos: įrankių ir techninės dokumentacijos pristatymą į įrankių gamintojo darbo vietą vykdo paslaugų gamybos darbuotojai, panaudoto įrankio išmontavimą atlieka įrankių gamintojas.
|
Laikas, misijos | |||||
|
Taikomas įrankis |
Žemėlapis, padėtis, rodyklė |
kya us-groyku ir kolekcija * ku |
išardymui | ||
|
Gręžtuvas 0 83, gręžimo griebtuvas, įvorė |
jungties tipas - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 ženklai М10, reguliuojamas sriegio pjovimo griebtuvas, laikiklis |
jungties tipas - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Gręžtuvas su rašikliu 0 32, šerdis, rankovė |
jungties tipas - 1 | ||||
|
4 pjovimo šerdis, reguliuojamas 38 kortelei, įstrižas tvirtinimas, pjovimas, laikiklio jungties tipas - 3, 0 skylės - 80 mm | |||||
2. KELIŲ STOTŲ PASLAUGOS
2.1. Siekdama plėtoti ir pagerinti stacionarių staklių su skaitmeniniu valdymu (CNC) techninės priežiūros efektyvumą, įmonė turi sukurti tam tikras organizacines ir technines sąlygas, kurios žymiai padidins operatorių ir reguliatorių našumą. CNC staklių priežiūros darbai leidžia derinti operatoriaus ir reguliatoriaus funkcijas.
2.2. Ekonomiškai ekonomiškiausia darbo organizavimo forma CNC staklių srityse yra jungtis (grupė). Ryšio (grupės) formos atveju tam tikra aptarnavimo sritis priskiriama saitui ar darbuotojų grupei, įtrauktai į brigadą.
Įmonių patirtis liudija apie darbo organizavimo nuorodos formos pranašumą aptarnaujant CNC stakles, kurios užtikrina geriausią darbo laiko ir įrangos naudojimą.
Geriausias darbo pasidalijimas aptarnaujant CNC staklių darbo vietas laikomas tuo, kai kelių įrankių operatorius ir reguliatorius kartu su atskirtomis dalimis atlieka bendras funkcijas. Bendrosios funkcijos apima operatyvinio darbo įgyvendinimą, staklių reguliavimą; įrangos nustatymo funkcijas atlieka reguliatorius. Šis darbo pasidalijimas turi ekonominės ir socialinės naudos. Dviejų darbuotojų galimybė atlikti tas pačias funkcijas sumažina įrangos prastovas dėl to, kad sutampa kelių mašinų priežiūros poreikis, ir pagerina darbo laiko naudojimą. Tuo pačiu metu, kai daugiafunkciniai darbuotojai įsisavina koregavimo funkcijas, padidėja jų darbo turinys ir atsiranda galimybių tobulėti.
2.3. Norint įgyvendinti kelių stočių paslaugą ir racionaliai naudoti darbo laiką, būtina kiekvienam darbuotojui sukurti pakankamą darbo apimtį. Įranga, organizacinė įranga turėtų būti patogiai išdėstyta, atitikti brigados darbo organizavimo formos reikalavimus. Šiuo tikslu kelių stočių darbuotojų darbo vietų organizavimas atliekamas pagal 3.5 skirsnyje pateiktas schemas. Pirmenybė turėtų būti teikiama schemoms, kuriose 2 užtikrinamas visas aktyviai dirbančio darbuotojo darbo krūvis, trumpiausias perėjimų darbo vietoje ilgis ir geras visų mašinų matomumas.
Atskirkite ciklinę ir neciklinę mašinų priežiūrą kelių stočių darbo vietoje. Atlikdamas ciklinę priežiūrą, darbuotojas nuosekliai atlieka pagalbinio darbo metodus, pereidamas iš mašinos į mašiną. Atlikdamas ne ciklinę techninę priežiūrą, darbuotojas artėja prie mašinos, su kuria baigtas automatinis darbas, neatsižvelgiant į mašinų vietą svetainėje.
2.4. Paslaugų įkainių apskaičiavimas
2.4.1. Paslaugų įkainiai nustatomi atsižvelgiant į įprastą užimtumo dydį - K taip. Dirbant su CNC staklėmis, atsižvelgiant į nevienalytes technologines operacijas su kintančia pagamintų dalių nomenklatūra, C l l - 0,75 ... 0,85. Dirbant su dvigubinimo mašinomis K A5 = 0,85. D95.
Z42. Apskaičiuojant vieno darbuotojo aptarnaujamų mašinų skaičių, būtina aptarnauti svetainėje esančią CNC įrangą, o nuorodos numeris sudaromas pagal formules:
a) dirbant su atsarginėmis mašinomis
P s = (-bs- + 1) K L1; (21)
b) dirbant su mašinomis, kuriose gaminami nevienalyčiai produktai,
"c = + 1) k, (2-2)
kur yra automatinio mašinos veikimo ciklo laikas (mašinos užprogramuotas laikas daliai apdoroti, manipuliatoriaus ar roboto darbas, nepersidengiantis dalies apdorojimo laiku), min (pagal 13 formulę); 2j yra laiko suma
dalys dirba (pagal programą ir manipuliatoriaus ar roboto darbą) darbo vietoje vieno ciklo laikotarpiu, min; T, - darbuotojo įdarbinimo laikas atliekant rankinį, mašininį rankinį darbą, aktyviai stebint technologinio proceso eigą ir kt., Min; Jj T a - laiko suma, kurią darbuotojas praleido prie visų aptarnaujamų mašinų per vieną ciklą, min; - įprastas užimtumo lygis.
Nuorodų skaičius apskaičiuojamas pagal formulę
S --b " -, (23)
kur S yra nuorodų, reikalingų aptarnauti svetainėje esančią įrangą, skaičius, žmonės; Pu Ch - svetainėje sumontuotų CNC staklių skaičius; n s - vieno darbuotojo aptarnaujamų mašinų skaičius.
T, - T, y + TYo, + T MM ( + T + T n + T ^, (2.4)
kur T lu - laikas rankiniu būdu arba keltuvu sumontuoti ir nuimti dalį, min; Tjo „- pagalbinis laikas, susijęs su operacija (neįtrauktas į valdymo programą), min; T - technologinio proceso aktyvios stebėsenos laikas, min; T p-kelių įrankių mašinos perėjimo iš vienos mašinos į kitą laikas (vieno ciklo metu), min (parodyta 2.4 lentelėje); T m - pagalbinis laikas kontroliniams matavimams, min; - laikas aptarnauti darbo vietą, min.
2.43. Mašinų skaičius kelių stočių darbo vietose nustatomas remiantis lyginamuoju darbo našumo ir perdirbimo išlaidų apskaičiavimu, ypač montuojant brangią įrangą, pavyzdžiui, daugiafunkcines CNC stakles.
Ekonomiškai efektyvų mašinų, aptarnaujamų kelių stočių mašinoje, skaičių galima nustatyti lyginant išlaidas, susijusias su kelių stočių mašinos ir įrangos eksploatavimu, eksploatuojant mašinas ir įvairias aptarnaujamos įrangos parinktis.
Skaičiuojant aptarnaujamų mašinų skaičių, atitinkantį mažiausias bendras operacijų atlikimo išlaidas, atsižvelgiama į operacijų atlikimo išlaidas, materializuoto darbo sąnaudas, reikalingas to paties kiekio produktams pagaminti, įskaitant nusidėvėjimo išlaidas, einamojo remonto išlaidas. ir priežiūra, elektra, po 0
santykis ir užimtumo lygis K /. 3
1. BENDROJI DALIS
1.1. Laiko ir pjovimo sąlygų standartai yra skirti techniniam darbo su universaliomis ir universaliomis mašinomis reguliavimui. skaitmeninis valdymas mažos ir vidutinės gamybos rūšių sąlygomis. Viena iš pagrindinių gamybos rūšies savybių yra operacijų konsolidavimo koeficientas (K ^), apskaičiuotas pagal formulę
kur O yra skirtingų operacijų skaičius; P yra darbų, atliekančių įvairias operacijas, skaičius.
Saugos operacijų koeficientas pagal GOST 3.1121-84 yra lygus:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Sandorio fiksavimo koeficiento vertė imama vieno mėnesio planavimo laikotarpiui.
Kolekcija pagrįsta vidutinės partijos produkcijos tipu. Mažos apimties gamybos įmonėms arba atskiroms vidutinės partijos gamybos sekcijoms, veikiančioms nedidelės apimties gamybos sąlygomis, korekcijos koeficientai taikomi pagalbiniam laikui.
1.2. Pristatant brigados (nuorodos, grupės) darbo organizavimo formą, standartai gali būti naudojami apskaičiuojant paslaugų standartus, sudėtingus laiko standartus, gamybos ir darbuotojų skaičių.
13. Staklių su skaitmeniniu valdymu naudojimas yra viena iš pagrindinių metalo pjovimo automatizavimo krypčių, suteikia didelį ekonominį efektą ir leidžia atlaisvinti daugybę universalių įrenginių, taip pat pagerinti gaminių ir darbo kokybę. sąlygos mašinų operatoriams. Didžiausias ekonominis efektas iš staklių įvedimo naudojant skaitmeninį valdymą pasiekiamas apdorojant sudėtingo profilio dalis, kuri yra susijusi su nuolat kintančiais pjovimo parametrais (greitis, padavimo kryptis ir kt.).
Naudojant stakles su skaitmeniniu valdymu vietoj universalios įrangos, galima:
naudotis kelių stočių tarnybos ir brigados (nuorodos, grupės) darbo organizavimo forma;
padidinti darbo našumą, sumažinant pagalbinio ir mašinos apdorojimo laiką mašinoje;
neįtraukti žymėjimo operacijų ir sąveikos kontrolės; dėl gausaus aušinimo ir palankių lustų susidarymo sąlygų, padidinkite apdorojimo greitį ir pašalinkite poreikį vizualiai stebėti žymes;
automatizuoti pagalbinio darbo metodus (įrankio ar jo dalies priartėjimą ir įtraukimą, įrankio dydžio nustatymą, įrankio keitimą), naudoti optimalius įrankių kelius;
Išlaidos *, susijusios su vienos minutės pagrindinio darbuotojo-kelių mašinų operatoriaus darbo trukme, atsižvelgiant į vidutinę įvykdytų normų procentinę dalį, atsižvelgiant į darbo užmokestį, pagalbinio ir aptarnaujančio personalo išlaikymo išlaidas-
Darbo atleidimas
NS
2.4.4. Užimtumo lygio apskaičiavimas
t + t
shche - veikimo laikas, min.
|
2.2 lentelė CNC staklių eksploatavimo kaina per vieną minutę |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
sumažinti šaltkalvio perdirbimo darbo intensyvumą dėl didelio tikslumo ir mažesnio išlenktų kontūrų ir dalių paviršių šiurkštumo;
sumažinti gaminio surinkimo darbo intensyvumą, kurį lemia dalių matmenų stabilumas (padidėjęs tikslumas) ir montavimo operacijų pašalinimas; sumažinti įrankių projektavimo ir gamybos išlaidas.
L4. Kolekcija sukurta iš dviejų dalių. I dalyje pateikiami parengiamojo ir galutinio laiko, detalės montavimo ir pašalinimo laiko, papildomo su operacija susijusio laiko, darbo vietos aptarnavimo, poilsio pertraukų ir asmeninių poreikių, kontrolinių matavimų, įrankio nustatymo lauke standartai mašina; P dalyje pateikiami pjovimo sąlygų standartai, leidžiantys pasirinkti standartinį įrankio dydį, jo geometrinius parametrus, įrankio pjovimo dalies prekės ženklą, reikiamą leistinumą, padavimo smūgių skaičių, pjovimo greitį, reikalingą galią pjaustymas.
Laiko ir pjovimo sąlygų standartai pateikiami tiek lentelėse, tiek analitinėje formoje, todėl sudarius programą galima naudotis kompiuteriu ir apskaičiuoti laiko normas, atitinkančias mažiausius darbo kaštus ir didžiausią mašinos našumą. padidėjęs įrankio patikimumas. Įrankių naudojimas standartų rekomenduojamais režimais yra įmanomas tik tada, jei laikomasi technologinės gamybos drausmės (įranga, įrankiai, ruošiniai, įrankiai turi atitikti reikalaujamus standartus).
Kolekcijoje pateikti laiko standartai apskaičiuojami darbo normavimui, kai darbuotojas aptarnauja vieną mašiną. Standartizuojant kelių stočių darbą, norint apskaičiuoti laiko normą, būtina naudoti kelių stotelių darbo gaires ir laiko standartus, pateiktus 17, 18, 19 žemėlapiuose.
15. Kuriant laiko ir pjovimo sąlygų standartus, kaip pirminiai duomenys buvo naudojamos šios medžiagos:
pirminės medžiagos, skirtos gamybos stebėjimams apie mašinų gamybos įmonių darbo organizavimą, technologijas, laiko suvartojimą ir pjovimo būdus;
sektoriniai laiko ir pjovimo sąlygų standartai, sukurti GSPKTB „Orgariminstrument“ (Maskva), Riazanės, Minsko ir Novosibirsko instituto „Orgstankinprom“ filialų, Sunkiųjų mašinų ministerijos (Kramatorsko) darbo mokslinio organizavimo centro ir kt. ;
Poilsio ir asmeninių poreikių laiko standartų nustatymas. Tarpindustrinės metodinės rekomendacijos (Maskva: Darbo tyrimų institutas, 1982);
Daugelio stočių paslaugų plėtra ir paslaugų sričių plėtra pramonėje. Tarpšakinės gairės ir moksliškai pagrįsta norminė medžiaga (Maskva: Darbo tyrimų institutas, 1983);
Bendrieji mašinų gamybos standartai pagalbiniam laikui, darbo vietos priežiūrai ir metalo pjovimo staklių paruošiamam ir paskutiniam laikui. Mažos partijos ir vienkartinė gamyba (Maskva: Darbo tyrimų institutas, 1982);
Bendrieji mašinų gamybos standartai pagalbiniam laikui, darbo vietai prižiūrėti ir metalo pjovimo staklėms atliekamam darbui parengiamasis ir paskutinis laikas. Vidutinė ir didelė gamyba (Maskva: Darbo tyrimų institutas, 1984);
CNC ir universalių metalo pjovimo staklių pasų duomenys; techninę literatūrą.
1.6. Laiko norma ir jos komponentai
1.6.1. Laiko norma atliekant operacijas su CNC staklėmis dirbant su viena mašina (H ^ susideda iš paruošiamojo ir galutinio laiko normos (G J ir gabalas laiko norma (T ^))
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
kur T n - automatinio mašinos veikimo ciklo trukmė pagal programą „min;
T.-T. + T., (13)
kur T s yra pagrindinis (technologinis) vienos dalies apdorojimo laikas, min;
T „= £ (1,4)
kur C yra kelio, kuriuo įrankis ar dalis eina padavimo kryptimi, ilgis, apdorojant yo technologinę dalį (atsižvelgiant į įsiskverbimą ir viršijimą), mm; S * - minutės padavimas tam tikroje technologinėje atkarpoje, mm / min; T m - pagalbinis mašinos laikas pagal programą (norint priartėti prie dalies ar įrankio nuo pradžios taškų iki apdorojimo zonų ir atsitraukti; įrankio dydžio nustatymas, įrankio keitimas, padavimo vertės ir krypties keitimas, laikas technologinių pauzių (sustojimų ir pan.), min;
m. = T „ + + T“, (1.5)
ed T m - detalės montavimo ir nuėmimo laikas rankiniu būdu arba keltuvu, min; T w - pagalbinis laikas, susijęs su operacija (neįtrauktas į valdymo programą), min; T mai - pagalbinis nepersidengiantis matavimo laikas, min; K TV - rankinio pagalbinio darbo atlikimo laiko pataisos koeficientas, priklausomai nuo apdorotų dalių partijos; a ^, a ^ir ex - laikas techninei ir organizacinei darbo vietos priežiūrai, poilsiui ir asmeniniams poreikiams, teikiant vienos linijos paslaugas,% darbo laiko.
1.6.1.1. Esant kolektyvinei darbo organizavimo formai, apskaičiuojamos sudėtingos darbo sąnaudos (H vrl, man-h), kurias galima gauti pritaikius korekcijos koeficientus veiklos normų sumai, apskaičiuotai individualios darbo organizavimo formos sąlygoms. Galima naudoti pataisos koeficientus atskirų sudėtingos normos sudedamųjų dalių sumai, atspindinčiai bendrą šių išlaidų kategorijų praleisto laiko vertę.
Sudėtinga norma Nustatoma pagal formulę
n, p, = £ n. „- k *, (1,6)
kur H (yra laiko norma, skirta i-osios brigados komplekto dalies gamybai, man-h; i = 1,2,3, ..., l-į brigadą įtrauktų dalių skaičius;
N.R, = S n * (1,7)
h Bpj-j normos laiko norma, žmogus-h; j = 1, 2,3, ..., w yra operacijų, reikalingų j-tajai daliai pagaminti, skaičius; - koeficientas
komandinio darbo efektas (K ^< 1).
Brigados darbo poveikio koeficientas (K ^) atsižvelgia į vidutinį darbo našumo augimą, kurio tikimasi pereinant nuo individo prie brigados darbo organizavimo formos, kuris turėtų būti įtrauktas į sudėtingas normas.
Dėl funkcijų perskirstymo tarp brigados narių, įgyvendinant savitarpio pagalbą ar keičiamumą, sutrumpėja brigadai pavestų darbų atlikimo laikas, todėl atitinkama laiko norma turėtų būti sumažinta. Taip yra dėl sumažėjimo
Išsamesnių ir išsamesnių duomenų rasite darbuotojų darbo reguliavimo gairėse, atsižvelgiant į kolektyvines organizacijos formas ir paskatas. M.: Ekonomika, 1987 m.
atskirų laiko normos sudedamųjų dalių vertės: pagalbinis laikas, darbo vietos tarnavimo laikas, reguliuojamos pertraukos, parengiamasis „Galutinis laikas, taip pat dėl to, kad atskiri laiko normos komponentai sutampa su mašinos laiku ( pastaruoju atveju kiekvieno laiko normos komponento vertė gali likti nepakitusi).
Brigadose, kurioms būdingos tiesioginės savybės, brigadų komplekto gamybos sudėtingumą galima sumažinti pašalinant atskirus parengiamojo ir paskutinio laiko elementus bei darbo vietos aptarnavimo laiką, kai perkeliama pamaina „kelyje“.
Komandinio darbo efekto koeficientai (K ^) nustatyti: pramonės lygiu;
įmonių lygmeniu, jei nėra sektorių koeficientų arba jie visiškai neatspindi konkrečios įmonės brigados darbo organizavimo specifikos.
yra įvedami kaip standartas visai pramonei tam tikrą laikotarpį (mažiausiai 1 metus).
Siekiant išplėsti komandinio darbo poveikio koeficiento panaudojimo galimybę, be bendros koeficiento vertės, apskaičiuojamos kiekvieno jo sudedamosios dalies vertės.
Komandinio darbo efektą galima pasiekti naudojant šiuos komponentus:
profesijų derinio išplėtimas (K ^; plečiama kelių stočių paslauga (intelekto koeficientas; komandų narių savitarpio pagalba ir keičiamasi (K,))); perkeliant pamainą „kelyje“ tarpvalstybinėse brigadose (K 4); perskirstant funkcijos tarp komandos narių (K 3) ir kt.
Bendra vertė apibrėžiama kaip jos komponentų produktas (tam tikros rūšies brigadai), t.y.
K * -K, -K, -K, ... K, (1.8)
Įmonės lygmeniu paprastai nustatomos bendrosios K ^ vertės, paimtos per tą laikotarpį, kuriam jos apskaičiuojamos, bet ne mažiau kaip per metus, jei gamybos sąlygos nesikeičia.
Jei brigada, be darbuotojų-rangovų, į inžinerijos ir technikos darbuotojus įtraukia ir darbuotojus, dirbančius laiku, tai sudėtingas laiko rodiklis (žmogus-h) cl "tai yra iš gabalinių darbų laiko normų sumos, laiko darbuotojams ir inžinieriams technikams gaminti vieną brigados komplektą, pataisytą pagal komandinio darbo poveikio koeficientą.
L6.2 Pagalbinio laiko, skirto daliai sumontuoti ir išimti, įkainiai. Dalies montavimo ir pašalinimo laiko standartai pateikiami pagal prietaisų tipus, atsižvelgiant į mašinų tipus, ir juose numatyti dažniausiai naudojami universalių ir specialių spaustukų ir įtaisų dalių montavimo, derinimo ir tvirtinimo būdai. Kaip pagrindiniai veiksniai, darantys įtaką detalės montavimo ir pašalinimo laikui, atsižvelgiama į detalės masę, detalės montavimo ir tvirtinimo būdą, išlyginimo pobūdį ir tikslumą. Be šių veiksnių, atsižvelgiama į tvirtinimo paviršiaus xapaierei, vienu metu montuojamų dalių skaičių, spaustukų skaičių ir kt.
Į standartinį detalės montavimo ir pašalinimo laiką įeina šie darbai:
montuojant ir išimant rankiniu būdu
paimkite ir sumontuokite dalį, išlyginkite ir pataisykite; įjungti ir išjungti šimtą; atsukite, nuimkite dalį ir sudėkite į indą; nuvalykite prietaisą nuo drožlių, nuvalykite pagrindo paviršius servetėle;
montuojant ir nuimant dalį su viršutiniu kranu
paskambinkite kranui; pritvirtinkite dalį; gabenti dalį į mašiną; įdiekite dalį, nuimkite dalį, sulygiuokite ir pataisykite; įjungti ir išjungti mašiną; nuimkite dalį; paskambinkite kranui; pritvirtinkite dalį; išimkite iš mašinos, transportuokite į laikymo vietą; nulupkite dalį, nuvalykite armatūrą ar stalo paviršių nuo drožlių, nuvalykite pagrindo paviršius servetėle.
Įrengdami ir nuimdami dalį su keltuvu prie mašinos (ar mašinų grupės), atlikite tuos pačius darbus, kaip ir montuodami bei nuimdami dalį su viršutiniu kranu, išskyrus krano iškvietimą.
Montuojant į specialius įtaisus, pagalbinis laikas nustatomas kaip laiko suma: vienos dalies montavimui ir pašalinimui; kiekvienos paskesnės dalies įrengimui ir pašalinimui daugiau nei po vieną kelių vietų įrenginiuose; pritvirtinti dalį, atsižvelgiant į spaustukų skaičių; prietaisui valyti nuo drožlių, pagrindo paviršiams valyti servetėle.
Įmonėse, be universalių ir specialių įtaisų, esančių CNC staklėse, dalims montuoti ir pašalinti naudojami ir robotai, manipuliatoriai bei palydovinės lentelės.
Dėl daugybės robotų ir manipuliatorių tipų ir techninių charakteristikų įvairovės neįmanoma sukurti laiko standartų dalims sumontuoti ir pašalinti su jų pagalba; kiekvienoje įmonėje būtina sudaryti robotų naudojimo žemėlapius. Kaip pavyzdys pateiktas 15. priedas. Kai dirbama su daugiafunkcinėmis mašinomis, naudojant palydovines lenteles, būtina naudoti 20 žemėlapį, kuriame parodyta palydovų pakrovimo schema ir palydovų keitimo laikas.
Kai kuriais atvejais, kai programoje numatyta speciali technologinė pertrauka daliai iš naujo pritvirtinti, standartinis laikas turėtų būti sutrumpintas suma, kurią padengia automatinis mašinos veikimas. Standartai numato rankiniu būdu sumontuoti ir pašalinti dalis, sveriančias iki 20 kg ir daugiau nei 20 kg, naudojant kėlimo mechanizmus.
Daugiau nei 20 kg sveriančios detalės rankinio montavimo laikas nurodytas standartuose, skirtuose naudoti atskirais atvejais, kai apdirbama tose vietose, kur nėra kėlimo ir transportavimo transporto priemonių. Vyrams iki 18 metų ir moterims draudžiama rankiniu būdu montuoti daugiau nei 15 kg sveriančias dalis.
Šiuo atveju atsižvelgiama į tai, kad rankiniu būdu sumontuotos dalys yra 2 m atstumu nuo mašinos, o tos, kurias sumontuoja kranas - iki 5 m.
1.6.3. Pagalbinių epeuienu standartai, susiję su operacija. Pagalbinis laikas, susietas su operacija, yra suskirstytas į:
pagalbinis laikas, susijęs su operacija, neįtrauktas į automatinį mašinos ciklą pagal programą ir numatytas toks darbas:
įjungti ir išjungti juostinį įrenginį; nustatykite nurodytą santykinę detalės ir įrankio padėtį pagal koordinates X, Y, 2 ir, jei reikia, sureguliuokite; atidarykite ir uždarykite juostos pavaros mechanizmo dangtelį, atsukite atgal, įdėkite juostą į skaitytuvą; patikrinti, ar po apdorojimo dalis ar įrankis atvyko į tam tikrą tašką; perkelkite perforuotą juostą į pradinę padėtį; sumontuokite emulsijos apsaugą nuo purslų ir nuimkite;
mašinos pagalbinis laikas, susijęs su perėjimu, įtrauktas į programą ir susijęs su automatiniu pagalbiniu mašinos darbu, numatant: dalies ar įrankio artėjimą nuo pradžios taško iki apdorojimo zonos ir įtraukimą; įrankio nustatymas pagal gydymo dydį; automatinis įrankio keitimas; pašarų įjungimas ir išjungimas; tuščiosios eigos smūgiai pereinant nuo kai kurių paviršių apdorojimo prie kitų; numatytas technologines pauzes
staiga keičiant padavimo kryptį, tikrinant matmenis, apžiūrint įrankį ir iš naujo sumontuojant ar iš naujo pritvirtinant detalę.
Mašinos pagalbinis laikas, susijęs su perėjimu, įtrauktas į išvardytų metodų programą, nustatomas pagal mašinų paso duomenis ar kitus norminius dokumentus, yra įtraukiamas kaip sudedamoji dalis automatinio mašinos veikimo metu ir nėra atskirai vertinamas (žr. 27–30 priedų II dalį).
1.6.4. Pagalbinio laiko, skirto kontroliniams matavimams, standartai. Būtinus dalių, apdorotų skaitmeniniu būdu valdomomis mašinomis, matmenis užtikrina mašinos ar pjovimo įrankio konstrukcija ir jų reguliavimo tikslumas.
Šiuo požiūriu kontrolinių matavimų laikas (pasibaigus darbui pagal programą) turėtų būti įtrauktas į laiko vienetą tik tuo atveju, jei jis yra numatytas technologinio proceso metu ir atsižvelgiant į būtiną tokių matavimų dažnumą proceso metu. darbo, ir tik tuo atveju, jei jo negalima pakeisti pagal automatinio mašinos veikimo ciklo laiką pagal programą.
1.6.5. Darbo vietos aptarnavimo laiko standartai. Darbo vietos aptarnavimo laikas nurodomas pagal įrangos tipus ir dydžius, atsižvelgiant į vienos stoties ir kelių stočių aptarnavimą kaip procentą nuo darbo laiko. Darbo vietos priežiūra apima šiuos darbus:
įrankio (ar bloko su įrankiu) keitimas dėl jo bukumo; mašinos reguliavimas ir perreguliavimas darbo metu (keičiant įrankio poslinkio vertę);
šluotų valymas ir periodiškas valymas eksploatavimo metu (išskyrus skiedrų šlavimą nuo nustatymo įtaisų pagrindo paviršių, į kurį laiką atsižvelgiama per papildomą detalės montavimo ir nuėmimo laiką).
Organizacinė darbo vietos priežiūra apima darbo vietos (pagrindinės ir pagalbinės įrangos, technologinės ir organizacinės įrangos, pakuotės) priežiūros darbus, susijusius su visa darbo pamaina: įrangos tikrinimas ir bandymas darbo metu;
įrankio išdėstymas pradžioje ir valymas pamainos pabaigoje (išskyrus universalias mašinas);
mašinos tepimas ir valymas pamainos metu;
instrukcijų gavimas iš meistro, meistro pamainos metu;
valydami mašiną ir darbo vietą pamainos pabaigoje.
1.66. Laiko standartai poilsiui ir asmeniniams poreikiams. Laikas poilsiui ir asmeniniams poreikiams tenkinti vieno mašinos darbuotojo aptarnavimo sąlygas nėra atskirai paskirstomas ir į jį atsižvelgiama aptarnaujant darbo vietą.
Paslaugų iš kelių stočių atvejais pateikiamas poilsio pertraukų laiko ir asmeninių poreikių žemėlapis, atsižvelgiant į darbo ypatybes ir rekomendacijas dėl poilsio turinio.
1.6.7. Parengiamojo ir paskutinio laiko standartai. Standartai yra skirti CNC staklėms, skirtoms dalims apdoroti, įdiegti pagal įterptąsias valdymo programas, ir neapima papildomų programavimo veiksmų tiesiogiai darbo vietoje (išskyrus mašinas, kuriose yra veikiančios programinės įrangos valdymo sistemos).
Mašinos paruošimo laikas rodomas kaip paruošiamųjų ir galutinių darbų, skirtų identiškų dalių partijai apdoroti, priėmimo laikas, neatsižvelgiant į partiją, ir nustatomas pagal formulę
T n, = T nz1 + T nz2 + T prlbr, (1.9.
kur T pz yra standartinis mašinos nustatymo ir derinimo laikas, min; T pz (yra organizacinio pasirengimo laiko norma, min; T pe 2 yra laiko norma sgaikg nustatymui
prietaisai, įrankiai, programinės įrangos prietaisai, kasyklos; - bandomojo apdorojimo laiko norma.
Parengiamųjų ir baigiamųjų darbų priėmimo laikas nustatomas priklausomai nuo įrangos tipo ir dydžio grupės, taip pat atsižvelgiant į programos valdymo sistemos ypatybes ir yra suskirstytas į organizacinio pasirengimo laiką; mašinai, prietaisams, įrankiams, programinės įrangos įrenginiams nustatyti; bandomajam programos vykdymui arba dalies bandomajam apdorojimui.
Organizacinio mokymo darbo sudėtis yra bendra visoms CNC mašinoms, nepriklausomai nuo jų grupės ir modelio. Organizacinio pasirengimo laikas apima:
užsakymo, brėžinio, technologinės dokumentacijos, programinės įrangos laikiklio, pjovimo, pagalbinių ir valdymo bei matavimo įrankių, prietaisų, ruošinių gavimas prieš pradedant ir perdavimas baigus dalių partijos apdorojimą darbo vietoje ar įrankių parduotuvėje;
susipažinimas su darbu, brėžinys, technologinė dokumentacija, ruošinio apžiūra;
nurodydamas kapitonui.
Kalbant apie brigadinę darbo organizavimo formą, kai perdirbtos dalys perkeliamos į vieną pamainą, organizacinis rengimas atsižvelgia tik į laiką, skirtą susipažinti su darbu, brėžinys, technologinė dokumentacija, ruošinių tikrinimas ir meistro nurodymas. .
Į staklių, įrankių ir priedų nustatymo sudėtį įeina darbo nustatymo metodai, atsižvelgiant į mašinos paskirtį ir dizaino elementai:
tvirtinimo įtaiso montavimas ir nuėmimas;
bloko ar atskirų pjovimo įrankių montavimas ir pašalinimas;
pradinių mašinos darbo režimų nustatymas;
įdiegti programinės įrangos laikmeną į skaitytuvą ir ją pašalinti; nulio padėties reguliavimas ir kt.
Į tekinimo staklių (iki 630 mm) ir besisukančių grupių dalių bandomąjį apdorojimą įeina laikas, praleistas detalės apdorojimui pagal programą (ciklo laikas) ir papildomas laikas, skirtas atlikti papildomus metodus, susijusius su detalės matavimu, korekcijos apskaičiavimu, pataisų reikšmių įvedimas į CNC sistemą ir pagalbinis staklių bei CNC sistemos priėmimo laikas.
Laikas bandomajam dalių apdorojimui tekinimo staklėse (ilgis 630 mm)% karuselės, frezavimo, gręžimo grupių ir specialios paskirties mašinų apima laiką, praleistą dalims apdoroti, naudojant bandymo drožles su pjovimo įrankiu, galiniais frezais ir pagalbinėmis laikas, skirtas atlikti papildomus metodus, susijusius su detalės matavimu, pataisų verčių apskaičiavimu, pataisų verčių įvedimu į CNC sistemą, ir pagalbinį mašinos ir CNC priėmimo laiką sistema.
1.7. Pjovimo įrankio matmenų reguliavimo už mašinos ribų normos
1.7.1. Vieneto laiko normos skirtos standartizuoti CNC staklių pjovimo įrankio reguliavimo darbus, kuriuos atlieka įrankių gamintojai (įrankiui sureguliuoti) už mašinos ribų specialiai įrengtoje patalpoje, naudojant specialius prietaisus.
Vienetų laiko normos nustatomos atsižvelgiant į:
naudojamų prietaisų tipas;
derinamo įrankio tipas ir dydis;
pritaikomų koordinačių skaičius;
nustatymo pobūdis (pagal faktinį dydį arba pagal nurodytą koordinatę).
Šie prietaisai naudojami įrangai sureguliuoti mašinų gamybos ir metalo apdirbimo pramonės įmonėse:
gręžimo-frezavimo-gręžimo grupės staklėms-optinis su skaitmeniniu BV-2027 tipo ekranu, be skaitmeninio BV-2015 tipo ekrano ir kontaktinio tipo įtaisų;
tekinimo staklėms-optinis su skaitmeniniu ekranu, tipas BV-2026, be skaitmeninio ekrano, tipas BV-2010, BV-2012M ir kontaktinio tipo prietaisai.
Atsižvelgiant į įrankio nustatymo procesų atlikimo ypatumus, laiko standartai buvo sukurti atskirai / gręžimo-frezavimo grupės staklėms ir tekinimo grupės staklėms.
Remiamasi pažangiausiais įtaisais su skaitmenine indikacija, tačiau, atsižvelgiant į kortelėse pateiktus pasikeitusių veikimo sąlygų pataisos koeficientus, šie standartai taikomi standartizuojant darbą su įrenginiais be skaitmeninės indikacijos (pvz., BV-2015, BV- 2010, BV-2012M ir kt.) Ir kontaktinio tipo prietaisai.
Nustatant prietaisą be prietaisų (naudojant universalias matavimo priemones), laiko normos turi būti apskaičiuojamos pagal kontaktinio tipo prietaisų standartus.
Pjovimo įrankio surinkimo ir reguliavimo vienetų normos importuotuose prietaisuose su skaitmenine indikacija turi būti apskaičiuojamos pagal laiko standartus, taikomus vietiniams gaminiams, tokiems kaip BV-2027 ir BB-2026, kurių koeficientas yra 0,85; prietaisams be skaitmeninės indikacijos-bet prietaisams BV-2015 ir BV-2010, kurių koeficientas yra 0,9.
Šio skirsnio normatyvinės medžiagos apima tipiškiausias mechaninės inžinerijos ir metalo apdirbimo pramonės šakoms standartines / pjovimo ir pagalbinių įrankių jungtis ir pateikiamos padidintų laiko vienetų pavidalu.
Apskaičiuodami sniego profilio pjovimo įrankio surinkimo ir reguliavimo laiko normas, imkite padauginimo koeficientą 1,2.
Be laiko, skirto pagrindiniam darbui, įrankio surinkimui ir sureguliavimui, į laiko vienetą įeina papildomos laiko išlaidos aa organizacinei ir techninei darbo vietos priežiūrai, parengiamasis ir paskutinis laikas ir laikas poilsiui bei asmeniniams poreikiams. % veikimo laiko.
Papildomų išlaidų įtraukimo į bendrą laiką tikslumą lemia tai, kad sunku jas atskirti nuo bendro laiko, susijusio su darbo vietos paruošimu derinimui, ir paties įrankio surinkimo bei derinimo laiko.
Norint nustatyti naudojamo įrankio išardymo laiko normas, įrankio surinkimo ir nustatymo kortelėse pateikiami pataisos koeficientai, apskaičiuojami skirtingai kiekvienam darbo tipui.
Individualių surinkimo ir įrankių nustatymų, kurie nebuvo įtraukti į kompleksus, vieneto laiko normos atsispindi 50 ir 51 kortelėse.
1.7.2. Vieno įrankio surinkimo, reguliavimo ir išmontavimo laiko greitis nustatomas pagal formulę
T SHLR = T shk + t ^, 0,10)
maisto T - vieno įrankio surinkimo, reguliavimo ir išmontavimo laikas, min. T shi - vieno įrankio surinkimo ir reguliavimo laikas, min; Įrangos išardymo laikas, min.
V * "b * T" p = T - K '0-11)
kur K yra gabalo laiko korekcijos koeficientas, priklausomai nuo naudojamo prietaiso.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Naimsposi operacijos-Serial-Frosrao-Rastochnaya.
Laiko normų apskaičiavimas apdorojant detales CNC staklėse Disciplina: "Technologinių procesų projektavimas šiuolaikinėms universaliosioms staklėms" Baigė M 03 -721 -1 grupės studentas Pinegin S.N.
 Laiko standartai skirti techniniam darbo, atliekamo naudojant universalias ir daugiafunkcines stakles su skaitmeniniu valdymu (CNC), reguliavimui. Laiko norma (gabalų skaičiavimo laiko norma, Tsht-k) atliekant operacijas su CNC staklėmis dirbant su viena mašina Hvr susideda iš parengiamojo ir galutinio laiko Tpz normos ir gabalo laiko Tsht normos ir yra nustatoma pagal formulę (1) :, (1) kur n yra paleidimo partijos dalių skaičius.
Laiko standartai skirti techniniam darbo, atliekamo naudojant universalias ir daugiafunkcines stakles su skaitmeniniu valdymu (CNC), reguliavimui. Laiko norma (gabalų skaičiavimo laiko norma, Tsht-k) atliekant operacijas su CNC staklėmis dirbant su viena mašina Hvr susideda iš parengiamojo ir galutinio laiko Tpz normos ir gabalo laiko Tsht normos ir yra nustatoma pagal formulę (1) :, (1) kur n yra paleidimo partijos dalių skaičius.
 Vieneto laiko norma nustatoma pagal formulę (2) :, (2) kur Tts - automatinio mašinos veikimo ciklo trukmė pagal programą, min; , (3) kur To yra pagrindinis (technologinis) vienos dalies apdorojimo laikas, min;
Vieneto laiko norma nustatoma pagal formulę (2) :, (2) kur Tts - automatinio mašinos veikimo ciklo trukmė pagal programą, min; , (3) kur To yra pagrindinis (technologinis) vienos dalies apdorojimo laikas, min;
 , (4) kur Li yra kelio, kuriuo įrankis ar dalis eina padavimo kryptimi, ilgis apdirbant i-ąją technologinę sekciją (atsižvelgiant į įsiskverbimą ir viršijimą), mm; Smi - minutės padavimas tam tikroje technologinėje atkarpoje, mm / min; i = 1, 2,…, n yra apdorojimo sekcijų skaičius; Тмв - pagalbinis staklių laikas (įrankio dalies priartėjimui nuo pradžios taškų iki apdorojimo zonų ir įtraukimo; įrankio dydžio nustatymas, įrankio keitimas, padavimo reikšmių ir krypties keitimas, technologinių pauzių laikas ir kt.), min;
, (4) kur Li yra kelio, kuriuo įrankis ar dalis eina padavimo kryptimi, ilgis apdirbant i-ąją technologinę sekciją (atsižvelgiant į įsiskverbimą ir viršijimą), mm; Smi - minutės padavimas tam tikroje technologinėje atkarpoje, mm / min; i = 1, 2,…, n yra apdorojimo sekcijų skaičius; Тмв - pagalbinis staklių laikas (įrankio dalies priartėjimui nuo pradžios taškų iki apdorojimo zonų ir įtraukimo; įrankio dydžio nustatymas, įrankio keitimas, padavimo reikšmių ir krypties keitimas, technologinių pauzių laikas ir kt.), min;
 , (5), (6) kur L yra kelio (arba trajektorijos), kurį įrankis arba dalis kerta pastūmos kryptimi, ilgis, mm; l 1, l 2, l 3 - įrankio artėjimo, nusileidimo ir viršijimo ilgis, atitinkamai, mm. L vertė nustatoma pagal detalės kelio parametrus. Taigi, apdorojant detalės dalis judinant įrankį išilgai dviejų koordinačių, ilgis L nustatomas pagal formulę (7), (7)
, (5), (6) kur L yra kelio (arba trajektorijos), kurį įrankis arba dalis kerta pastūmos kryptimi, ilgis, mm; l 1, l 2, l 3 - įrankio artėjimo, nusileidimo ir viršijimo ilgis, atitinkamai, mm. L vertė nustatoma pagal detalės kelio parametrus. Taigi, apdorojant detalės dalis judinant įrankį išilgai dviejų koordinačių, ilgis L nustatomas pagal formulę (7), (7)
 kur Δх, Δу yra atitinkamų koordinatių prieaugiai tam tikroje apdorojimo srityje. Judinant įrankį apskritimo lanku, ilgis L nustatomas pagal formulę (8) arba (9), (9), kur R yra apskrito lanko spindulys, mm; a - apskrito lanko stygos ilgis, mm; φ yra centrinis kampas, pagrįstas apskrito lanko galiniais taškais, rad; Tmv. ir - pagalbinis mašinos laikas automatiniam įrankio keitimui, min; Tmv. x - pagalbinis mašinos laikas automatiniams pagalbiniams judesiams ir technologinėms pauzėms vykdyti, min.
kur Δх, Δу yra atitinkamų koordinatių prieaugiai tam tikroje apdorojimo srityje. Judinant įrankį apskritimo lanku, ilgis L nustatomas pagal formulę (8) arba (9), (9), kur R yra apskrito lanko spindulys, mm; a - apskrito lanko stygos ilgis, mm; φ yra centrinis kampas, pagrįstas apskrito lanko galiniais taškais, rad; Tmv. ir - pagalbinis mašinos laikas automatiniam įrankio keitimui, min; Tmv. x - pagalbinis mašinos laikas automatiniams pagalbiniams judesiams ir technologinėms pauzėms vykdyti, min.
 Staklėms su bokšteliais laikas yra Tmv. ir gali būti nustatomas pagal formulę (10), (10) kur Tipas yra bokštelio sukimosi laikas viena pozicija, min; Кп - pozicijų, kuriomis reikia pasukti bokštelį, norint įdiegti reikiamą įrankį, skaičius; Vidurių šiltinė - besisukančios galvutės fiksavimo laikas, min. Mašinoms su kontūro valdymo sistemomis laikas yra Tmv. x galima nustatyti pagal formulę (11), (11)
Staklėms su bokšteliais laikas yra Tmv. ir gali būti nustatomas pagal formulę (10), (10) kur Tipas yra bokštelio sukimosi laikas viena pozicija, min; Кп - pozicijų, kuriomis reikia pasukti bokštelį, norint įdiegti reikiamą įrankį, skaičius; Vidurių šiltinė - besisukančios galvutės fiksavimo laikas, min. Mašinoms su kontūro valdymo sistemomis laikas yra Tmv. x galima nustatyti pagal formulę (11), (11)
 kur Lxxj yra automatinio pagalbinio eigos j-osios atkarpos kelio ilgis, mm; j = 1, 2,…, t - automatinių pagalbinių praėjimų sekcijų skaičius; Smu - greitojo judėjimo minutės tiekimas. Staklėms su padėties ir universaliomis (kontūrinėmis-padėtinėmis) staklių valdymo sistemomis, kuriose apdorojimo programavimas atliekamas standartiniais ciklais, analitiškai laiko Tmv. Sunku nustatyti x dėl to, kad konkrečios mašinos, priklausomai nuo jų sąrankos, turi reikšmingą Sмхх ir Lхх reikšmių sklaidą (susietą su padėties nustatymo nustatymais). Norėdami tiksliau nustatyti laiką Tmv. x šiose mašinose rekomenduojama atlikti išankstinį laiką, kad būtų nustatytas faktinis laikas Tmv. x judant stalą ar įrankį išmatuotu atstumu skirtingų koordinačių kryptimi.
kur Lxxj yra automatinio pagalbinio eigos j-osios atkarpos kelio ilgis, mm; j = 1, 2,…, t - automatinių pagalbinių praėjimų sekcijų skaičius; Smu - greitojo judėjimo minutės tiekimas. Staklėms su padėties ir universaliomis (kontūrinėmis-padėtinėmis) staklių valdymo sistemomis, kuriose apdorojimo programavimas atliekamas standartiniais ciklais, analitiškai laiko Tmv. Sunku nustatyti x dėl to, kad konkrečios mašinos, priklausomai nuo jų sąrankos, turi reikšmingą Sмхх ir Lхх reikšmių sklaidą (susietą su padėties nustatymo nustatymais). Norėdami tiksliau nustatyti laiką Tmv. x šiose mašinose rekomenduojama atlikti išankstinį laiką, kad būtų nustatytas faktinis laikas Tmv. x judant stalą ar įrankį išmatuotu atstumu skirtingų koordinačių kryptimi.
 Tuo atveju, kai standartizavimas atliekamas jau suplanuotam technologiniam procesui ir yra kontrolės programa, laikas Tts. a nustatomas pagal tiesioginį dalių apdorojimo ciklo laiką. Pagalbinis operacijos laikas apskaičiuojamas pagal formulę (12), (12)
Tuo atveju, kai standartizavimas atliekamas jau suplanuotam technologiniam procesui ir yra kontrolės programa, laikas Tts. a nustatomas pagal tiesioginį dalių apdorojimo ciklo laiką. Pagalbinis operacijos laikas apskaičiuojamas pagal formulę (12), (12)
 kur televizija. y yra laikas rankiniu būdu arba keltuvu sumontuoti ir išmontuoti dalį, min; Televizorius. op - pagalbinis laikas, susijęs su operacija (neįtrauktas į valdymo programą), min; Televizorius. ism - pagalbinis nepersidengiantis matavimo laikas, min; Ktv yra rankinio pagalbinio darbo atlikimo laiko korekcijos koeficientas, priklausomai nuo apdorotų dalių partijos; ateh, aorg, aotl - laikas technologinei ir organizacinei darbo vietos priežiūrai, poilsiui ir asmeniniams poreikiams, teikiant paslaugas į vieną pusę, darbo laiko procentas.
kur televizija. y yra laikas rankiniu būdu arba keltuvu sumontuoti ir išmontuoti dalį, min; Televizorius. op - pagalbinis laikas, susijęs su operacija (neįtrauktas į valdymo programą), min; Televizorius. ism - pagalbinis nepersidengiantis matavimo laikas, min; Ktv yra rankinio pagalbinio darbo atlikimo laiko korekcijos koeficientas, priklausomai nuo apdorotų dalių partijos; ateh, aorg, aotl - laikas technologinei ir organizacinei darbo vietos priežiūrai, poilsiui ir asmeniniams poreikiams, teikiant paslaugas į vieną pusę, darbo laiko procentas.
 Pagalbinio televizoriaus dalių montavimo ir pašalinimo laiko standartai. y nurodomi pagal tvirtinimo tipą, neatsižvelgiant į mašinos tipą, ir pateikiami dažniausiai naudojami universalių ir specialių tvirtinimo detalių dalių montavimo, derinimo ir tvirtinimo būdai. Kaip pagrindiniai veiksniai, turintys įtakos detalės montavimo ir pašalinimo laikui, atsižvelgiama į detalės masę, ruošinio montavimo ir tvirtinimo būdą, išlyginimo pobūdį ir tikslumą.
Pagalbinio televizoriaus dalių montavimo ir pašalinimo laiko standartai. y nurodomi pagal tvirtinimo tipą, neatsižvelgiant į mašinos tipą, ir pateikiami dažniausiai naudojami universalių ir specialių tvirtinimo detalių dalių montavimo, derinimo ir tvirtinimo būdai. Kaip pagrindiniai veiksniai, turintys įtakos detalės montavimo ir pašalinimo laikui, atsižvelgiama į detalės masę, ruošinio montavimo ir tvirtinimo būdą, išlyginimo pobūdį ir tikslumą.
 Dalių montavimo ir pašalinimo laiko standartai numato šiuos darbus: - montuojant ir nuimant rankiniu būdu: paimkite ir sumontuokite dalį, sulygiuokite ir pataisykite; įjungti ir išjungti mašiną; atsukite ir išimkite dalį, sudėkite į indą; nuvalykite prietaisą nuo drožlių, nuvalykite pagrindo paviršius servetėle; - montuojant ir nuimant viršutinį kraną: skambinkite kranui; pritvirtinkite dalį; gabenti dalį į mašiną; sumontuokite dalį, sulygiuokite ir pritvirtinkite; įjungti ir išjungti mašiną; nuimkite dalį; paskambinkite kranui; pritvirtinkite dalį; išimkite iš mašinos, transportuokite į laikymo vietą; nuimkite dalį; nuvalykite armatūrą ar stalo paviršių nuo drožlių, servetėle nuvalykite pagrindo paviršių.
Dalių montavimo ir pašalinimo laiko standartai numato šiuos darbus: - montuojant ir nuimant rankiniu būdu: paimkite ir sumontuokite dalį, sulygiuokite ir pataisykite; įjungti ir išjungti mašiną; atsukite ir išimkite dalį, sudėkite į indą; nuvalykite prietaisą nuo drožlių, nuvalykite pagrindo paviršius servetėle; - montuojant ir nuimant viršutinį kraną: skambinkite kranui; pritvirtinkite dalį; gabenti dalį į mašiną; sumontuokite dalį, sulygiuokite ir pritvirtinkite; įjungti ir išjungti mašiną; nuimkite dalį; paskambinkite kranui; pritvirtinkite dalį; išimkite iš mašinos, transportuokite į laikymo vietą; nuimkite dalį; nuvalykite armatūrą ar stalo paviršių nuo drožlių, servetėle nuvalykite pagrindo paviršių.
 Įrengdami ir nuimdami dalį su keltuvu prie mašinos (ar mašinų grupės), atlikite tuos pačius darbus, kaip ir nuimdami dalį su viršutiniu kranu, išskyrus krano iškvietimą. Montuojant į specialius įtaisus, pagalbinis laikas nustatomas kaip laiko suma: vienos dalies montavimui ir pašalinimui; kiekvienos paskesnės dalies įrengimui ir pašalinimui daugiau nei po vieną kelių vietų įrenginiuose; pritvirtinti dalį, atsižvelgiant į spaustukų skaičių; prietaiso valymui nuo drožlių ir pagrindo paviršių nuvalymui servetėle. Jei daliai montuoti ir pašalinti naudojami robotai, manipuliatoriai ir palydovinės lentelės, pagalbinis laikas nustatomas atsižvelgiant į jų konstrukcines savybes.
Įrengdami ir nuimdami dalį su keltuvu prie mašinos (ar mašinų grupės), atlikite tuos pačius darbus, kaip ir nuimdami dalį su viršutiniu kranu, išskyrus krano iškvietimą. Montuojant į specialius įtaisus, pagalbinis laikas nustatomas kaip laiko suma: vienos dalies montavimui ir pašalinimui; kiekvienos paskesnės dalies įrengimui ir pašalinimui daugiau nei po vieną kelių vietų įrenginiuose; pritvirtinti dalį, atsižvelgiant į spaustukų skaičių; prietaiso valymui nuo drožlių ir pagrindo paviršių nuvalymui servetėle. Jei daliai montuoti ir pašalinti naudojami robotai, manipuliatoriai ir palydovinės lentelės, pagalbinis laikas nustatomas atsižvelgiant į jų konstrukcines savybes.
 Pagalbinio laiko standartai, susiję su televizoriaus veikimu. op. ... Pagalbinis laikas, susijęs su operacija, neįtrauktas į mašinos automatinio veikimo ciklą pagal programą, numato šiuos darbus: įjungti ir išjungti juostinį įrenginį; nustatykite nurodytą santykinę detalės ir įrankio padėtį pagal X, Y, Z koordinates ir, jei reikia, sureguliuokite; atidarykite ir uždarykite juostos pavaros mechanizmo dangtelį, atsukite ir įdėkite juostą į skaitytuvą; perkelkite perforuotą juostą į pradinę padėtį; patikrinkite, ar po apdirbimo įrankio dalis atkeliauja į tam tikrą tašką; įdėkite emulsijos apsaugą nuo purslų ir nuimkite.
Pagalbinio laiko standartai, susiję su televizoriaus veikimu. op. ... Pagalbinis laikas, susijęs su operacija, neįtrauktas į mašinos automatinio veikimo ciklą pagal programą, numato šiuos darbus: įjungti ir išjungti juostinį įrenginį; nustatykite nurodytą santykinę detalės ir įrankio padėtį pagal X, Y, Z koordinates ir, jei reikia, sureguliuokite; atidarykite ir uždarykite juostos pavaros mechanizmo dangtelį, atsukite ir įdėkite juostą į skaitytuvą; perkelkite perforuotą juostą į pradinę padėtį; patikrinkite, ar po apdirbimo įrankio dalis atkeliauja į tam tikrą tašką; įdėkite emulsijos apsaugą nuo purslų ir nuimkite.
 Mašinos pagalbinis laikas, susijęs su perėjimu, įtrauktas į programą ir susijęs su automatiniu pagalbiniu mašinos darbu, numato: įrankio dalies artėjimą nuo pradžios taško iki apdorojimo zonos ir įtraukimą; įrankio nustatymas pagal gydymo dydį; automatinis įrankio keitimas; pašaro įjungimas; tuščiosios eigos smūgiai pereinant nuo kai kurių paviršių apdorojimo prie kitų; technologinės pauzės, numatytos staigiai pakeisti padavimo kryptį, siekiant patikrinti matmenis, apžiūrėti įrankį ir iš naujo sumontuoti arba vėl pritvirtinti detalę. Mašinos pagalbinis laikas, susijęs su perėjimu, nustatomas pagal mašinų paso duomenis ir yra įtraukiamas kaip sudedamosios dalys automatinio mašinos veikimo metu.
Mašinos pagalbinis laikas, susijęs su perėjimu, įtrauktas į programą ir susijęs su automatiniu pagalbiniu mašinos darbu, numato: įrankio dalies artėjimą nuo pradžios taško iki apdorojimo zonos ir įtraukimą; įrankio nustatymas pagal gydymo dydį; automatinis įrankio keitimas; pašaro įjungimas; tuščiosios eigos smūgiai pereinant nuo kai kurių paviršių apdorojimo prie kitų; technologinės pauzės, numatytos staigiai pakeisti padavimo kryptį, siekiant patikrinti matmenis, apžiūrėti įrankį ir iš naujo sumontuoti arba vėl pritvirtinti detalę. Mašinos pagalbinis laikas, susijęs su perėjimu, nustatomas pagal mašinų paso duomenis ir yra įtraukiamas kaip sudedamosios dalys automatinio mašinos veikimo metu.
 Pagalbinio laiko standartai, skirti kontroliniams TV matavimams. rev. ... Reikalingi dalių, apdorotų skaitmeninėmis mašinomis, matmenys pateikiami automatinio apdirbimo ciklo metu. Šiuo atžvilgiu kontrolinių matavimų laikas (pasibaigus darbui pagal programą) turėtų būti įtrauktas į laiko vieneto normą tik tuo atveju, jei tai numatyta technologinio proceso metu ir atsižvelgiant į būtiną tokių matavimų dažnumą procese. darbo, ir tik tais atvejais, kai jo negalima nepaisyti automatinio mašinos veikimo ciklo laiko pagal programą.
Pagalbinio laiko standartai, skirti kontroliniams TV matavimams. rev. ... Reikalingi dalių, apdorotų skaitmeninėmis mašinomis, matmenys pateikiami automatinio apdirbimo ciklo metu. Šiuo atžvilgiu kontrolinių matavimų laikas (pasibaigus darbui pagal programą) turėtų būti įtrauktas į laiko vieneto normą tik tuo atveju, jei tai numatyta technologinio proceso metu ir atsižvelgiant į būtiną tokių matavimų dažnumą procese. darbo, ir tik tais atvejais, kai jo negalima nepaisyti automatinio mašinos veikimo ciklo laiko pagal programą.
 Darbo vietos aptarnavimo laiko standartai. Darbo vietos aptarnavimo laikas nurodomas pagal įrangos tipus ir dydžius, atsižvelgiant į vienos stoties ir kelių stočių aptarnavimą kaip darbo laiko procentą. Technologinė darbo vietos priežiūra numato šiuos darbus: - įrankio (ar bloko su įrankiu) keitimas dėl jo bukumo; - mašinos reguliavimas ir perreguliavimas darbo metu (keičiant įrankio poslinkio vertę); - drožlių šlavimas ir periodiškas valymas veikimo metu (išskyrus skiedrų šlavimą nuo nustatymo įtaisų pagrindo paviršių, laikas, į kurį atsižvelgiama per papildomą detalės montavimo ir nuėmimo laiką).
Darbo vietos aptarnavimo laiko standartai. Darbo vietos aptarnavimo laikas nurodomas pagal įrangos tipus ir dydžius, atsižvelgiant į vienos stoties ir kelių stočių aptarnavimą kaip darbo laiko procentą. Technologinė darbo vietos priežiūra numato šiuos darbus: - įrankio (ar bloko su įrankiu) keitimas dėl jo bukumo; - mašinos reguliavimas ir perreguliavimas darbo metu (keičiant įrankio poslinkio vertę); - drožlių šlavimas ir periodiškas valymas veikimo metu (išskyrus skiedrų šlavimą nuo nustatymo įtaisų pagrindo paviršių, laikas, į kurį atsižvelgiama per papildomą detalės montavimo ir nuėmimo laiką).
 Organizacinė darbo vietos priežiūra apima pagrindinės ir pagalbinės įrangos, technologinės ir organizacinės įrangos, konteinerių, susijusių su visa darbo pamaina, priežiūros darbus: - įrangos tikrinimas ir bandymas darbo metu; - įrankio išdėstymas pradžioje ir valymas pamainos pabaigoje; - mašinos tepimas ir valymas pamainos metu; - mašinos ir darbo vietos valymas pamainos pabaigoje.
Organizacinė darbo vietos priežiūra apima pagrindinės ir pagalbinės įrangos, technologinės ir organizacinės įrangos, konteinerių, susijusių su visa darbo pamaina, priežiūros darbus: - įrangos tikrinimas ir bandymas darbo metu; - įrankio išdėstymas pradžioje ir valymas pamainos pabaigoje; - mašinos tepimas ir valymas pamainos metu; - mašinos ir darbo vietos valymas pamainos pabaigoje.
 Poilsio laiko standartai ir asmeniniai poreikiai. Laikas poilsiui ir asmeniniams poreikiams tenkinti vieno mašinos darbuotojo aptarnavimo sąlygas nėra atskirai paskirstomas ir į jį atsižvelgiama aptarnaujant darbo vietą. Daugelio stočių paslaugoms suteikiamos poilsio pertraukos ir asmeniniai poreikiai, atsižvelgiant į darbo ypatybes.
Poilsio laiko standartai ir asmeniniai poreikiai. Laikas poilsiui ir asmeniniams poreikiams tenkinti vieno mašinos darbuotojo aptarnavimo sąlygas nėra atskirai paskirstomas ir į jį atsižvelgiama aptarnaujant darbo vietą. Daugelio stočių paslaugoms suteikiamos poilsio pertraukos ir asmeniniai poreikiai, atsižvelgiant į darbo ypatybes.
 Parengiamojo ir paskutinio laiko standartai. Mašinos įrengimo laiko norma yra parengiamųjų ir galutinių darbų, skirtų identiškų dalių partijai apdoroti, priėmimo laikas, neatsižvelgiant į partiją, ir nustatoma pagal formulę (13), (13), kur Тпз yra mašinos nustatymo ir nustatymo laiko norma, min; Тпз 1 - organizacinio mokymo laiko norma, min; Тпз 2 - staklės, prietaiso, įrankio, programinės įrangos įrenginių nustatymo laiko norma, min; Tpr. arr - bandomojo apdorojimo laiko norma.
Parengiamojo ir paskutinio laiko standartai. Mašinos įrengimo laiko norma yra parengiamųjų ir galutinių darbų, skirtų identiškų dalių partijai apdoroti, priėmimo laikas, neatsižvelgiant į partiją, ir nustatoma pagal formulę (13), (13), kur Тпз yra mašinos nustatymo ir nustatymo laiko norma, min; Тпз 1 - organizacinio mokymo laiko norma, min; Тпз 2 - staklės, prietaiso, įrankio, programinės įrangos įrenginių nustatymo laiko norma, min; Tpr. arr - bandomojo apdorojimo laiko norma.
 Parengiamųjų ir baigiamųjų darbų priėmimo laikas nustatomas priklausomai nuo įrangos tipo ir dydžio grupės, taip pat atsižvelgiant į programos valdymo sistemos ypatybes. Organizacinio pasirengimo darbų apimtis yra bendra visoms CNC mašinoms, nepriklausomai nuo jų grupės ir modelio. Organizacinio pasirengimo laikas numato: - užsakymo, brėžinio, technologinės dokumentacijos, programinės įrangos laikiklio, pjovimo, pagalbinių ir valdymo bei matavimo įrankių, prietaisų, ruošinių gavimą prieš pradedant ir jų perdavimą baigus apdoroti partiją dalys darbo vietoje arba įrankių parduotuvėje; - susipažinimas su darbu, brėžinys, technologinė dokumentacija, ruošinio apžiūra; - nurodydamas meistrui.
Parengiamųjų ir baigiamųjų darbų priėmimo laikas nustatomas priklausomai nuo įrangos tipo ir dydžio grupės, taip pat atsižvelgiant į programos valdymo sistemos ypatybes. Organizacinio pasirengimo darbų apimtis yra bendra visoms CNC mašinoms, nepriklausomai nuo jų grupės ir modelio. Organizacinio pasirengimo laikas numato: - užsakymo, brėžinio, technologinės dokumentacijos, programinės įrangos laikiklio, pjovimo, pagalbinių ir valdymo bei matavimo įrankių, prietaisų, ruošinių gavimą prieš pradedant ir jų perdavimą baigus apdoroti partiją dalys darbo vietoje arba įrankių parduotuvėje; - susipažinimas su darbu, brėžinys, technologinė dokumentacija, ruošinio apžiūra; - nurodydamas meistrui.
 Kalbant apie brigadinę darbo organizavimo formą, kai perdirbtos dalys perkeliamos į vieną pamainą, organizacinis rengimas atsižvelgia tik į laiką, skirtą susipažinti su darbu, brėžinys, technologinė dokumentacija, ruošinių tikrinimas ir meistro nurodymas. . Į staklių, įrankių ir prietaisų nustatymo darbų apimtį įeina darbo nustatymo metodai, atsižvelgiant į mašinos paskirtį ir konstrukcijos ypatybes: tvirtinimo įtaiso montavimas ir pašalinimas; bloko ar atskirų pjovimo įrankių montavimas ir pašalinimas; pradinių mašinos darbo režimų nustatymas; įdiegti programinės įrangos laikmeną į skaitytuvą ir ją pašalinti; nulio padėties reguliavimas ir kt.
Kalbant apie brigadinę darbo organizavimo formą, kai perdirbtos dalys perkeliamos į vieną pamainą, organizacinis rengimas atsižvelgia tik į laiką, skirtą susipažinti su darbu, brėžinys, technologinė dokumentacija, ruošinių tikrinimas ir meistro nurodymas. . Į staklių, įrankių ir prietaisų nustatymo darbų apimtį įeina darbo nustatymo metodai, atsižvelgiant į mašinos paskirtį ir konstrukcijos ypatybes: tvirtinimo įtaiso montavimas ir pašalinimas; bloko ar atskirų pjovimo įrankių montavimas ir pašalinimas; pradinių mašinos darbo režimų nustatymas; įdiegti programinės įrangos laikmeną į skaitytuvą ir ją pašalinti; nulio padėties reguliavimas ir kt.
 Į tekinimo ir bokštelių grupių dalių bandomojo apdorojimo laiką įeina laikas, praleistas detalės apdorojimui pagal programą, ir pagalbinis laikas, skirtas atlikti papildomus metodus, susijusius su detalės matavimu, poslinkio apskaičiavimu, poslinkio verčių įvedimu į CNC sistema ir pagalbinis laikas mašinai ir CNC sistemai valdyti. Laikas bandomam dalių apdorojimui karuselėje, frezavimo, gręžimo grupėse, universaliose mašinose apima laiką, praleistą dalims apdoroti bandomųjų lustų metodu, ir pagalbinį laiką, skirtą atlikti papildomus metodus, susijusius su detalės matavimu, korekcijos vertės apskaičiavimu, pataisų verčių įvedimas į CNC sistemą ir pagalbinis laikas staklių ir CNC sistemos valdymui.
Į tekinimo ir bokštelių grupių dalių bandomojo apdorojimo laiką įeina laikas, praleistas detalės apdorojimui pagal programą, ir pagalbinis laikas, skirtas atlikti papildomus metodus, susijusius su detalės matavimu, poslinkio apskaičiavimu, poslinkio verčių įvedimu į CNC sistema ir pagalbinis laikas mašinai ir CNC sistemai valdyti. Laikas bandomam dalių apdorojimui karuselėje, frezavimo, gręžimo grupėse, universaliose mašinose apima laiką, praleistą dalims apdoroti bandomųjų lustų metodu, ir pagalbinį laiką, skirtą atlikti papildomus metodus, susijusius su detalės matavimu, korekcijos vertės apskaičiavimu, pataisų verčių įvedimas į CNC sistemą ir pagalbinis laikas staklių ir CNC sistemos valdymui.
 Norint apskaičiuoti pagrindinį laiką, būtina nustatyti kiekvieno detalės paviršiaus apdorojimo pjovimo sąlygas. Jie nustatomi pagal bendruosius mašinų gamybos standartus:-Bendrieji mašinų gamybos laiko ir pjovimo sąlygų standartai, skirti standartizuoti darbus, atliekamus universaliems ir daugiafunkciniams staklėms su skaitmeniniu valdymu. 2 dalis. Duomenų pjovimo standartai. - M .: Economics, 1990. - Metalų pjovimo būdai: žinynas / Red. Ju V. V. Baranovskis. - 3 -asis leidimas. , peržiūrėjo ir pridėkite. - M .: Mechaninė inžinerija, 1972.- 407 p. - mechanikos inžinieriaus vadovas. 2 tomai. 2 tomas / pagal. red. A.G. Kosilova ir kt. - 5 -asis leidimas. , rev. - M .: Mashinostroenie, 2003.- 944 p. , dumblas.
Norint apskaičiuoti pagrindinį laiką, būtina nustatyti kiekvieno detalės paviršiaus apdorojimo pjovimo sąlygas. Jie nustatomi pagal bendruosius mašinų gamybos standartus:-Bendrieji mašinų gamybos laiko ir pjovimo sąlygų standartai, skirti standartizuoti darbus, atliekamus universaliems ir daugiafunkciniams staklėms su skaitmeniniu valdymu. 2 dalis. Duomenų pjovimo standartai. - M .: Economics, 1990. - Metalų pjovimo būdai: žinynas / Red. Ju V. V. Baranovskis. - 3 -asis leidimas. , peržiūrėjo ir pridėkite. - M .: Mechaninė inžinerija, 1972.- 407 p. - mechanikos inžinieriaus vadovas. 2 tomai. 2 tomas / pagal. red. A.G. Kosilova ir kt. - 5 -asis leidimas. , rev. - M .: Mashinostroenie, 2003.- 944 p. , dumblas.
 Laiko normų skaičiavimo pavyzdys Norėdami apskaičiuoti laiko normas, pateikiame pradinius duomenis: „Ritinio“ dalies brėžinys, ruošinio medžiaga plienas 45 GOST 1050 -88, dalių partija 100 vnt., Ruošinys - apvalios juostos, kurių skersmuo 125 x54. Skaičiavimas bus atliekamas trimis atvejais: 1. 1) Apdorojimas dviem CNC staklėmis - tekinimas (16 K 20 F 3) ir frezavimas (6 P 13 RF 3). CNC tekinimo staklėse apdorojami du kakleliai, kurių skersmuo 30 h 12, apipjaunant galus. Operacija numato ruošinio atstatymą į save centruojantį griebtuvą su pneumatiniu spaustuku. CNC frezavimo staklėse 4 x 10 ir 4 skylių griovelis, kurio skersmuo 16 mm, apdirbamas savaime centruojančiame prizminiame vise su pneumatiniu spaustuku. 2) Apdirbimas 5 ašių tekinimo apdirbimo centre. Apdirbimas atliekamas savocentriniame griebtuve su pneumatiniu prispaudimu vienu veiksmu, keičiant ruošinio padėtį. Tie patys perėjimai atliekami kaip ir įprastose CNC staklėse - tekinimo, frezavimo ir gręžimo.
Laiko normų skaičiavimo pavyzdys Norėdami apskaičiuoti laiko normas, pateikiame pradinius duomenis: „Ritinio“ dalies brėžinys, ruošinio medžiaga plienas 45 GOST 1050 -88, dalių partija 100 vnt., Ruošinys - apvalios juostos, kurių skersmuo 125 x54. Skaičiavimas bus atliekamas trimis atvejais: 1. 1) Apdorojimas dviem CNC staklėmis - tekinimas (16 K 20 F 3) ir frezavimas (6 P 13 RF 3). CNC tekinimo staklėse apdorojami du kakleliai, kurių skersmuo 30 h 12, apipjaunant galus. Operacija numato ruošinio atstatymą į save centruojantį griebtuvą su pneumatiniu spaustuku. CNC frezavimo staklėse 4 x 10 ir 4 skylių griovelis, kurio skersmuo 16 mm, apdirbamas savaime centruojančiame prizminiame vise su pneumatiniu spaustuku. 2) Apdirbimas 5 ašių tekinimo apdirbimo centre. Apdirbimas atliekamas savocentriniame griebtuve su pneumatiniu prispaudimu vienu veiksmu, keičiant ruošinio padėtį. Tie patys perėjimai atliekami kaip ir įprastose CNC staklėse - tekinimo, frezavimo ir gręžimo.

 3) Apdorojimas apdirbimo centre su priešverčiu. Apdirbimas atliekamas savaime centruojančiame griebtuve su pneumatiniu prispaudimu vienu veiksmu, keičiant ruošinio padėtį. Šiuose OT yra du griebtuvai su pneumatiniu spaustuku ir dvi įrankių galvutės. Antrojo griebtuvo vaidmenį atlieka skaitiklio velenas, kuris iš naujo nustato ruošinį ir kuriame vyksta tolesnis ruošinio apdorojimas. Ruošinio apdorojimo ciklas yra toks: ruošinys sumontuotas ir pritvirtintas griebtuve; 30 h skersmens kaklo sukimas 12 su užpakalinio galo apipjaustymu; automatinis įrankio keitimas atliekamas sukant bokštelį; gręžti 4 skyles, kurių skersmuo 16 mm; pirmasis bokštelis grįžta į pradinį tašką; skaitiklio velenas įjungiamas ir automatiškai patenka į griebtuvą, kuris ir toliau sukasi tam tikru dažniu; skaitiklio velenas pagreitėja iki griebtuvo sukimosi dažnio ir automatiškai užspaudžia ruošinį; griebtuvas automatiškai atveria žandikaulius, o skaitiklis su ruošiniu juda atgal į nurodytą pradžios tašką; įvedamas antrasis bokštelis ir pasuka kaklą, kurio skersmuo 30 h 12, apipjaustydamas galą; automatinis įrankio keitimas ir 4 x 10 plyšių frezavimas; bokštelio atitraukimas iki pradinio taško ir skaitiklio veleno išjungimas.
3) Apdorojimas apdirbimo centre su priešverčiu. Apdirbimas atliekamas savaime centruojančiame griebtuve su pneumatiniu prispaudimu vienu veiksmu, keičiant ruošinio padėtį. Šiuose OT yra du griebtuvai su pneumatiniu spaustuku ir dvi įrankių galvutės. Antrojo griebtuvo vaidmenį atlieka skaitiklio velenas, kuris iš naujo nustato ruošinį ir kuriame vyksta tolesnis ruošinio apdorojimas. Ruošinio apdorojimo ciklas yra toks: ruošinys sumontuotas ir pritvirtintas griebtuve; 30 h skersmens kaklo sukimas 12 su užpakalinio galo apipjaustymu; automatinis įrankio keitimas atliekamas sukant bokštelį; gręžti 4 skyles, kurių skersmuo 16 mm; pirmasis bokštelis grįžta į pradinį tašką; skaitiklio velenas įjungiamas ir automatiškai patenka į griebtuvą, kuris ir toliau sukasi tam tikru dažniu; skaitiklio velenas pagreitėja iki griebtuvo sukimosi dažnio ir automatiškai užspaudžia ruošinį; griebtuvas automatiškai atveria žandikaulius, o skaitiklis su ruošiniu juda atgal į nurodytą pradžios tašką; įvedamas antrasis bokštelis ir pasuka kaklą, kurio skersmuo 30 h 12, apipjaustydamas galą; automatinis įrankio keitimas ir 4 x 10 plyšių frezavimas; bokštelio atitraukimas iki pradinio taško ir skaitiklio veleno išjungimas.
 Pagrindinis laikas Iki Visų trijų atvejų pagrindinis laikas apskaičiuojamas pagal bendruosius mašinų gamybos standartus ir laikomas pastovia verte, ty To = konst. Tekinimo, frezavimo ir gręžimo operacijose pagrindinį laiką galima rasti iš lentelių ir empirinių priklausomybių. Pagrindinis laikas nustatomas pagal formulę Kaip rezultatas, gauname: min; min.
Pagrindinis laikas Iki Visų trijų atvejų pagrindinis laikas apskaičiuojamas pagal bendruosius mašinų gamybos standartus ir laikomas pastovia verte, ty To = konst. Tekinimo, frezavimo ir gręžimo operacijose pagrindinį laiką galima rasti iš lentelių ir empirinių priklausomybių. Pagrindinis laikas nustatomas pagal formulę Kaip rezultatas, gauname: min; min.
 Тмв - pagalbinis staklių laikas (artėjant prie įrankio dalies nuo pradžios taškų iki apdorojimo zonų ir įtraukimo; įrankio keitimas), min. Mes nustatome pagal mašinų ir apdorojimo technologijos paso duomenis. min; min. Ttsa - automatinio mašinos veikimo ciklo trukmė pagal programą, min. Nustatykite pagal formulę min;
Тмв - pagalbinis staklių laikas (artėjant prie įrankio dalies nuo pradžios taškų iki apdorojimo zonų ir įtraukimo; įrankio keitimas), min. Mes nustatome pagal mašinų ir apdorojimo technologijos paso duomenis. min; min. Ttsa - automatinio mašinos veikimo ciklo trukmė pagal programą, min. Nustatykite pagal formulę min;
 ateh, aorg, aotl - laikas technologinei ir organizacinei darbo vietos priežiūrai, poilsiui ir asmeniniams poreikiams, teikiant paslaugas į vieną pusę, darbo laiko procentas. Mašinoms su CNC ir OT ši vertė yra 14% veikimo laiko.
ateh, aorg, aotl - laikas technologinei ir organizacinei darbo vietos priežiūrai, poilsiui ir asmeniniams poreikiams, teikiant paslaugas į vieną pusę, darbo laiko procentas. Mašinoms su CNC ir OT ši vertė yra 14% veikimo laiko.
 Pagalbinis televizoriaus laikas Pagalbinis veikimo laikas apskaičiuojamas pagal formulę Pagalbinio televizoriaus dalies montavimo ir nuėmimo laiko standartai. adresu. Pirmuoju atveju pagalbinis montavimo ir nuėmimo laikas nustatomas dviem operacijoms, atsižvelgiant į armatūros tipą, detalės montavimo ir tvirtinimo būdą bei detalės masę. Tekinimo metu ruošinys sumontuojamas į savaime centruojantį griebtuvą su pneumatiniu spaustuku, o frezuojant-į save centruojantį prizminį srieginį su pneumatiniu užveržimu. Sukimo metu ruošinys atstatomas. min; min. Apdirbant tekinimo centrą, ruošinys montuojamas į griebtuvą su pneumatiniu spaustuku, vieną kartą ruošinį nustatant iš naujo. min.
Pagalbinis televizoriaus laikas Pagalbinis veikimo laikas apskaičiuojamas pagal formulę Pagalbinio televizoriaus dalies montavimo ir nuėmimo laiko standartai. adresu. Pirmuoju atveju pagalbinis montavimo ir nuėmimo laikas nustatomas dviem operacijoms, atsižvelgiant į armatūros tipą, detalės montavimo ir tvirtinimo būdą bei detalės masę. Tekinimo metu ruošinys sumontuojamas į savaime centruojantį griebtuvą su pneumatiniu spaustuku, o frezuojant-į save centruojantį prizminį srieginį su pneumatiniu užveržimu. Sukimo metu ruošinys atstatomas. min; min. Apdirbant tekinimo centrą, ruošinys montuojamas į griebtuvą su pneumatiniu spaustuku, vieną kartą ruošinį nustatant iš naujo. min.
 Apdorojant OC su skaitiklio velenu, ruošinys montuojamas į griebtuvą su pneumatiniu prispaudimu, vieną kartą ruošinį nustatant iš naujo, naudojant automatinį ruošinio montavimą į skaitiklį. min. Pagalbinio laiko standartai, susiję su televizoriaus veikimu. op. ... min; min. Pagalbinio laiko standartai, skirti kontroliniams TV matavimams. rev. ... Visais 3 atvejais jis lygus 0. Kontrolinių matavimų laikas (pasibaigus darbui pagal programą) turėtų būti įtrauktas į laiko vieneto normą tik tuo atveju, jei tai numatyta technologiniu procesu ir atsižvelgiant į reikiamą dažnį tokių matavimų darbo metu ir tik tais atvejais, kai jo negalima sutapti su automatinio mašinos veikimo ciklo laiku pagal programą.
Apdorojant OC su skaitiklio velenu, ruošinys montuojamas į griebtuvą su pneumatiniu prispaudimu, vieną kartą ruošinį nustatant iš naujo, naudojant automatinį ruošinio montavimą į skaitiklį. min. Pagalbinio laiko standartai, susiję su televizoriaus veikimu. op. ... min; min. Pagalbinio laiko standartai, skirti kontroliniams TV matavimams. rev. ... Visais 3 atvejais jis lygus 0. Kontrolinių matavimų laikas (pasibaigus darbui pagal programą) turėtų būti įtrauktas į laiko vieneto normą tik tuo atveju, jei tai numatyta technologiniu procesu ir atsižvelgiant į reikiamą dažnį tokių matavimų darbo metu ir tik tais atvejais, kai jo negalima sutapti su automatinio mašinos veikimo ciklo laiku pagal programą.

 Pagalbinis laikas Tv min; min. Ktv yra rankinio pagalbinio darbo laiko koregavimo koeficientas, priklausomai nuo apdorotų dalių partijos.
Pagalbinis laikas Tv min; min. Ktv yra rankinio pagalbinio darbo laiko koregavimo koeficientas, priklausomai nuo apdorotų dalių partijos.
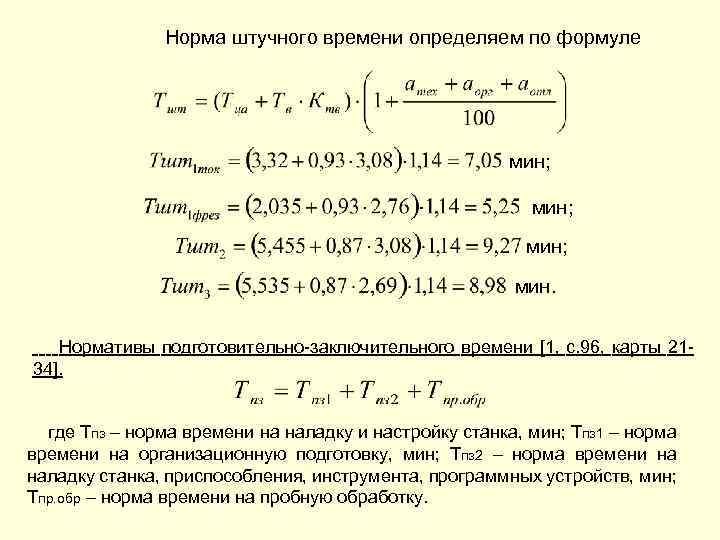 Vieneto laiko norma nustatoma pagal formulę min; min. Parengiamojo ir paskutinio laiko standartai. kur Тпз yra mašinos nustatymo ir derinimo laiko norma, min; Тпз 1 - organizacinio mokymo laiko norma, min; Тпз 2 - staklės, prietaiso, įrankio, programinės įrangos įrenginių nustatymo laiko norma, min; Tpr. arr - bandomojo apdorojimo laiko norma.
Vieneto laiko norma nustatoma pagal formulę min; min. Parengiamojo ir paskutinio laiko standartai. kur Тпз yra mašinos nustatymo ir derinimo laiko norma, min; Тпз 1 - organizacinio mokymo laiko norma, min; Тпз 2 - staklės, prietaiso, įrankio, programinės įrangos įrenginių nustatymo laiko norma, min; Tpr. arr - bandomojo apdorojimo laiko norma.
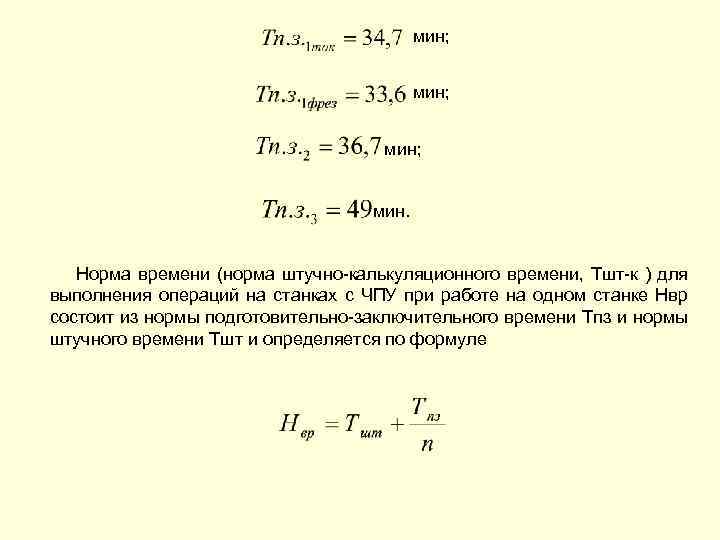 min; min. Laiko norma (gabalų skaičiavimo laiko norma, Tsht-k) atliekant operacijas su CNC staklėmis dirbant su viena mašina Нвр susideda iš parengiamojo ir galutinio laiko Tpz normos ir gabalo laiko Tsht normos ir yra nustatoma pagal formulę
min; min. Laiko norma (gabalų skaičiavimo laiko norma, Tsht-k) atliekant operacijas su CNC staklėmis dirbant su viena mašina Нвр susideda iš parengiamojo ir galutinio laiko Tpz normos ir gabalo laiko Tsht normos ir yra nustatoma pagal formulę





