Technical regulation of operations for CNC machines. What is the process of standardization of adjustment work on CNC machines. Time for one refueling of the cassette
2.2 Rationing of work of the main personnel of the organization
Let us consider the rationing of the work of the main personnel using specific examples.
1. Organization, regulation and remuneration of machine tool work.
Multi-line service- this is a type of service in which one worker serves several machines. Multi-line service can be individual and team-based. The division of labor in multi-station brigades is either qualifying or functional; in some cases, the so-called pair service is used, when, for example, two workers of the same profession and qualifications serve several machines. Multi-station service is most beneficial if the non-overlapping machine time is longer than the time of manual operations, active observation and transitions. However, often multi-station service is economically feasible even when this balance of time is violated, in particular, when there is a shortage work force when there is free equipment.
To establish time norms for each element of a production operation, regardless of the form of labor organization, analytical and calculation work is carried out separately. In this case, they are guided by the provision that the time norm for an operation must satisfy the following basic conditions:
1) the technological process provides for the rational and full use of technical means: equipment, fixtures, tools and mechanisms involved in the work;
2) The processing mode is established based on best practices;
3) provides for the full load of the working day with productive work.
Consider the order of the normalization of the main and auxiliary times.
The processing modes on the machine are selected by the technologist depending on the material, tool and equipment. The main time is determined by the formulas depending on the type of work (turning, milling) for each transition separately.
When working on metal-working machines, the rate of consumption of the main machine time can be determined by the formula (9):
to = li / n * S, (9)
where to is the standard time, min; l is the estimated length of processing, mm; i is the number of passes; n is the number of revolutions or double strokes available on the machine, per minute; S is the feed rate of the cutting tool per revolution or double stroke , mm.
The rationing of auxiliary time is carried out using standards that are established depending on the type of production: more differential - in mass production, the most enlarged - in a single one. At the same time, complexes of labor auxiliary techniques are first determined. So, in mass production, the auxiliary time for the operation is normalized according to the following sets of techniques:
1) Time for installation and removal of the part. The time standards for the installation and removal of a part in the general machine-building standards for auxiliary time are given for typical methods of installation and fastening, taking into account their location when manually installed at a distance of 0.5-1 m from the machine.
2) The time associated with the transition consists of the time for approaching the tool to the workpiece or the workpiece surface, setting the tool to size, turning on the feed and rotating the spindle to take the test chip, measuring when taking the test chip, turning on the spindle rotation and feed, retracting the tool, etc. etc.
3) The time associated with changing the operating mode of the machine and changing the tool consists of the time of receptions for changing the frequency of rotation of the spindle or table moves, the amount of feed, changing the tool, moving parts of the machine and accessories.
4) The time for control operations includes the time spent on control measurements, which are made after the end of surface treatment.
The peculiarities of the wages of a multi-tool worker are determined, first of all, by the need to take into account the degree of his employment during the work shift and to establish appropriate additional payments to tariff rates. They are established depending on the ratio between the normative and project employment of the worker. The maximum level of surcharges, as a rule, should not exceed 30% of the tariff rate. This level corresponds to the equality of the project and normative levels of employment, that is, the additional payments increase as the project employment increases, but only as long as the worker has time to rest during the shift.
2. Organization, regulation of stamping and foundry works.
When standardizing forging and stamping works, which include hot stamping under hammers and presses, upsetting on horizontal forging machines and free forging, the following features of this type of metal processing should be taken into account:
1) The presence of two parallel processes - heating of workpieces, metal deformation and the need for separate determination of the time for heating of workpieces, stamping (forging) and trimming of parts.
2) The brigade nature of the work and the need to ensure an even load of each member of the brigade.
3) An insignificant specific gravity of the metal deformation time in the standard of piece time.
4) The need to determine the auxiliary time for individual operations and techniques.
5) The need to apply a differentiated rate setting method for calculating manual and machine time.
6) Establishing the time norm for forging and stamping work at the greatest operational time of all members of the team, since when the process of heating billets with the process of metal deformation is carried out in parallel, the work is organized in such a way that the heating time of the billets overlaps with the forging time and partly with the service time of the workplace, therefore, the heating time is usually not included in the standards.
The unit time rate for forging on hammers and presses, depending on the scale of production of blanks, is calculated by the formula (10):
tsht = (∑ (to * Ky + tv) * (1 + (αobs + αdetl) / 100) * Km + tnstv) * Кn, (10)
where to is the main time of one hammer blow; Ky is the number of blows required for deformation of the metal; Km is the correction factor for forging of various grades of steel; tnstv is the auxiliary time for free forging associated with the product; Кn is a correction factor that takes into account the change in the rate of work depending on the batch size.
The values of the correction factor are given in table 28.
Table 28
Values of the correction factor Kn
In the "General machine-building standards for forging on hammers and presses" auxiliary time is given taking into account the time of rest breaks and personal needs and the time of breaks associated with the organization of the technological process.
3. Organization, rationing of fitter-assembly and welding works.
Locksmith work on the processing of workpieces is cold metal cutting, carried out with a hand or power tool. Such processing aims to give the parts the required shape, dimensions and surface roughness by cutting with a hacksaw, chopping off, filing, scraping, drilling, threading and chamfering, burrs
etc.
The technological features of the listed processes are characterized by the tools and equipment used for this work. In assembly work, operations can be performed directly at assembly sites without placing the product in a vice or on a workbench.
The standardization of fitting and assembly work is carried out in the following sequence:
1) establishment of the object, purpose and method of rationing;
2) analysis of the actual operations of locksmithing and assembly, identification of the compliance of the organization of labor in the workplace with the requirements of the ITU, the choice of a rational option for its technological content, which ensures the least expenditure of working time while observing the technical requirements for processing;
3) the choice of standards for rationing in accordance with the type of production, the nature of the work;
4) designing the content of work according to the methods of work and identifying the conformity of the actual working conditions with the normative ones;
5) calculation of operational time for an operation based on the determination of the duration of individual elements of work on the basis of normative materials. The operational time is determined by the formula (11):
Top = ∑topi * k, (11)
where topi is the operational time of the i-th computational complex of works, min; k is the total correction factor for changing the operating conditions when the i-th computational complex is performed.
In the conditions of small-scale and single-piece production, operational time is not allocated when standardizing fitting and assembly work, and the calculation is carried out in aggregate by piece time for each i-th computational complex.
6) Calculation of time for servicing the workplace, rest and personal needs.
Locksmith and assembly work is mostly manual, so it is difficult to allocate auxiliary time. There are two types of tables in the collections of standards for plumbing and assembly work (when standardizing by operational time).
In the first type of tables, the time standard includes the main and auxiliary time, in addition to the preparatory and final time, time for servicing the workplace and time for rest and personal needs. The time rate is set per unit of measurement.
In the second kind of tables, the operational time is given with the inclusion of auxiliary times related only to the tool or workpiece material, but not including the time associated with the entire part or assembly.
As for the rationing of welding, we can say that electric welding, gas, contact and electron-beam welding are used in mechanical engineering.
Here, the main time is the time during which the formation takes place weld by melting the base and filler material (electrode, electrode or filler wire).
The main time for welding 1 m of a seam is determined by the formula (12):
to1I = (60 * F * Þ) / (J * αн), (12)
where F is the cross-sectional area of the seam, mm2; Þ - specific gravity of the deposited metal, g / cm3; J - welding current, a; αн - deposition coefficient, g / a * h.
The most common elements of auxiliary time, depending on the product and the type of equipment for all types of arc welding, include the time for installation, rotation, removal of the product, fastening and unfastening of parts, and movement of the welder. For all types of arc welding, it is set according to the standards.
In automatic and semi-automatic (cassette) welding, the time required for refueling one cassette is separately allocated. The list of costs is shown in table 29.
Table 29
Time for one refueling of the cassette
Refueling method |
Cassette characteristics |
Time for one |
|
weight, kg |
|||
Closed |
|||
Mechanized |
Open |
||
Closed |
|||
4. Features of standardization of automated production operations.
Automated manufacturing process shows that when organizing labor, its forms are influenced by the presence automatic systems and devices.
The main way to automate the processes of mechanical processing of parts of small-scale and one-off production is the use of machine tools with numerical control (CNC). CNC machines are semi-automatic or automatic machines, all moving parts of which perform working and auxiliary movements automatically according to a pre-established program. The structure of such a program includes technological commands and numerical values of the displacements of the working bodies of the machine. Changeover of a CNC machine, including a program change, requires little time, so these machines are most suitable for automating small-scale production.
A feature of the standardization of the operations of mechanical processing of parts on CNC machines is that the main time (machine) and the time associated with the transition make up a single value Ta - the time of automatic operation of the machine according to the program compiled by the technologist-programmer, which consists of the main time of the automatic operation of the Toa machine and the auxiliary time of the machine according to the program Tva, that is, (13), (14), (15):
Ta = Toa + Tva, (13)
Toa = ∑ (Li / smi), (14)
Tva = Tvha + Toast, (15)
where Li is the length of the path traversed by the tool or part in the direction of feed when processing the i-th technological section (taking into account the penetration and overrun); min-minute feed in this area; i = 1, 2, ..., n- the number of technological processing areas; Tvha -
time for the execution of automatic auxiliary moves (supply of the part or tools from the starting points to the processing zones and retraction, setting the tool to size, changing the numerical value and direction of feed); Toast is the time of technological pauses-stops of feeding and rotation of the spindle to check the dimensions, inspect or change the tool.
Flexible automated system(GPS) is a system of machines and mechanisms designed for processing various structurally and technologically similar parts in small batches, one by one, without direct human participation. Component parts GPS are subsystems: technological, transport, storage, instrumental service and computer-aided control.
The central element of GPS is flexible technological system(GTS), which is a set of multi-operation CNC machines (such as a machining center) that directly process items.
Depending on the number of machines in the FMS there are: a flexible production module (FMP); flexible production line(GPL); flexible production area (GPU); flexible production of a workshop (GPP) and a plant (GPP).
A flexible production module is a technological piece of equipment (CNC machine) equipped with manipulators or robots for loading and unloading parts and a tool magazine. The main feature of the PMG is the ability to work without human participation and the ability to integrate into a higher-ranked system. The flexible line consists of several modules equipped with transport and instrumental systems and controlled by microcomputers. Flexible section - a type of GPL; it differs in composition and interchangeability of technological equipment and mode of transport.
Transport and accumulation subsystem is a set of automated warehouses for workpieces and parts, accumulators for machines with automatic loading and unloading and automatic vehicles that are used to move the processed items from the warehouse to the machines and vice versa (robotic trolleys, conveyors, roller tables, etc.) ).
The subsystem of instrumental service includes warehouses of tools and devices, a department for preparing tools for work (sharpening, assembling, assembling stores, etc.) and a flexible automated system for installing, removing and moving tools from warehouses and vice versa.
Subsystem automated control is a complex of technological means with computers capable of receiving information from automated systems enterprises: ACS ( scheduling schedules), CAD (drawing of a part), ASTPP (technological process of processing and control of a part), transform it using control programs, transmit commands directly executive bodies equipment of all GPS subsystems.
Thus, there are two streams of resources functioning in the FMS: material and informational. The material flow ensures the execution of all the main and auxiliary operations of the processing of objects: supply of blanks, tools and their installation on machines; mechanical processing of parts; removing finished parts and moving them to the warehouse; tool change and movement; control of processing and tool condition; cleaning of shavings and supply of cutting fluid. The information flow provides: the sequence, timing and number of processed items, provided for by the work plans of the State Fire Service; transfer of processing programs directly to the executive bodies of machine tools, work programs of robots, installation and transfer mechanisms, programs for providing blanks, tools, auxiliary materials, control programs for the entire complex and accounting for its work, as well as group control of machines, transport storage mechanisms, system of instrumental service.
The main features of flexible manufacturing systems are as follows:
1) Employees of the State Border Service are not directly involved in the impact on the subject of labor. Their main task is to ensure the efficient operation of the equipment. With the change in the functions of workers, the structure of the costs of their working time changes. Most of it is spent on adjustment, preventive maintenance and equipment repair.
2) The number of units of technological equipment of the FPS exceeds the number of employees in each group: adjusters, mechanics, repairmen, electronics engineers, etc. Therefore, it is necessary to establish optimal relationships between the number of units of equipment and the number of employees in each group, to normalize the time spent in two sections : in relation to equipment and workers.
3) To increase the level of reliability of the functioning of the GPS, it is necessary to create complex end-to-end brigades with labor remuneration for the final product. It should be borne in mind that the downtime of equipment during and pending service is the less, the wider the profile of each employee in relation to the functions performed and the areas of equipment service.
The theory and experience of operating the operating FPS show that at present the norms of the duration of operations in relation to equipment (norms of machine-tool operations), norms of labor intensity, norms of number and maintenance are of the greatest practical importance.
For practical calculations of duration norms, it is necessary to proceed from the division of the normalized time consumption into direct and indirect ones. The former can be fairly accurately calculated directly for a unit of production of a given type. The latter refer to all products manufactured at a given workplace or site, and therefore are included in the normalized duration of the operation in proportion to the value of direct costs.
The procedure for calculating labor standards in the State Border Service is as follows:
1) the coefficient of equipment utilization by the time of automatic operation is found, which is necessary to fulfill the production program;
2) the standards for the employment rate of employees of each group are determined;
3) based on the relevant standards, a preliminary version of the labor intensity of each type of work and the number of norms for each group of workers is calculated;
4) the coefficients of the workload of employees of each group are determined, corresponding to the adopted version of the number of norms;
5) the coefficient of the time of automatic operation is set, corresponding to the adopted variant of the norms of the number;
6) the load factors of employees of each group and the time of automatic work are compared with their specified values;
7) the amount of costs for employees of all groups is determined;
8) for the variant of the norms of the number, recognized as optimal, the values of the norms of the duration of the performance of technological operations for each detail are found;
9) based on the norms of the number and duration, the norms of labor intensity (time) are established for each detail, each group of workers and for the brigade as a whole.
In conditions automated production, including flexible production systems, direct, as a rule, refer only to the time spent in the automatic operation of equipment. It is advisable to include indirect costs of time in the composition of the norm for the duration of operations, based on the following formula (16):
Нд = tа * (Тпл / (Тпл - Тнп)), (16)
where t is the operating time of the machine in automatic mode during the manufacture of a unit of production for a given operation; Tpl is the planned daily fund of operating time of the GPS; Tnp is the duration of normalized breaks in the operation of technological equipment associated with maintenance and waiting for service by workers of all groups during Tm.
The value of Тнп should include only those real interruptions in the operation of the equipment, which are objectively inevitable in the conditions of a particular GPS, based on the optimal maintenance schedule for the equipment, the established work schedule and rest of workers. The composition of the consumer goods is determined by the design features of the analyzed system and the operating conditions. As a rule, the value of Тнп includes the duration of commissioning, adjustment, testing works, which cannot be covered by machine time, the time of equipment downtime associated with the regulated maintenance of mechanical, electrical, electronic and other subsystems, the time of manufacturing and control of test parts, etc. When establishing the composition of the Type, one should strive to overlap some work with others as much as possible, to perform them in parallel, to combine the functions of employees of the State Border Service, to use the advantages of the brigade organization of labor, collective contracting.
In all GPS, the equipment is not turned off during the rest of the workers, which should be installed on a sliding schedule. Therefore, time for rest and personal needs is not included in the consumer goods. It is taken into account when calculating the optimal standards of service and the number, which are set at a level that makes it possible to implement the standard time for rest due to the mutual substitution of workers.
The second factor can be expressed in terms of the equipment utilization factor in terms of the time of automatic operation (17):
Tm / (Tm - Tnp) = Tm / Ta = 1 / Ka, (17)
where Ta is the time of automatic operation of the equipment for the planned period of its operation Tpl.
The average normalized production time (duration rate) is determined by the formula (18):
Нд = tа / Cap, (18)
where Cap is the planned utilization factor of the equipment by the time of automatic operation.
Formula (18) is the most convenient for practical standardization of the duration of operations, since it includes two parameters used in all basic technological and organizational planning calculations of the FMS.
For practical calculations, the following formula for the complexity of operations (19) is convenient:
Нт = (Нч / N * C * Ki) * Нд, (19)
where N is the total number of GPS modules; C is the number of shifts of equipment operation; Ki is the planned utilization factor of equipment.
When calculating the total employment of SBS employees, it is advisable to separately take into account their employment with the main functions - the performance of production work and additional - the performance of supporting work (20):
Ks (X) = Kp (X) + Ko (X), (20)
where Kp (X) and Co (X) is the employment rate of workers in this group by performing the corresponding production and supporting work.
The optimal headcount of the State Fire Service is established on the basis of the relations (21), (22):
Кз (Х) ≤ Кзн, (21)
Ka (X) ≥ Kahn, (22)
Coefficient Ka (X) is determined for each variant of the norms of the number of employees according to the formula (23):
Ka (Nch) = Tpl - Tnp (Nch), (23)
where Тнп (Нч) is the duration of normalized interruptions in the operation of the equipment, depending on the accepted option of the number of employees, the form of division and cooperation of labor, the regulations for the maintenance of equipment, the mode of work and rest.
In the conditions of automatic lines (including rotary and rotary-conveyor lines) for labor rationing, the following are used: norms for the number of personnel; norms for the duration of production operations; norms of time (labor intensity of operations) for individual groups workers and in general for the brigade serving the line; production rates; normalized tasks.
The main role is played by the norms of the number of personnel (adjusters, mechanics-repairmen, electricians, electronics technicians), servicing the line in accordance with the established regulations and ensuring the implementation of the production program.
The basis for calculating the rate of time and production in the conditions of automatic lines is the technical (passport) productivity of the line rm, which determines the number of units of production that can be obtained from this equipment per hour or in another unit of time when operating in automatic mode.
The production rate is set based on the technical performance of the unit and the utilization rate of the line according to the time of automatic operation (24):
Нв = rm * Kan, (24)
After determining the production rate, the labor intensity (time) rate for i-th group(professions) workers (25):
Нтi = Тпл * (Нчi / Нв), (25)
On the basis of the norm of the number, time and production, a standardized task is established. It indicates the scope of work for the regulated maintenance of the line in the planned period, the time for performing these works, the standard number of workers, the planned volume of line production.
If on an automatic line, products of several names are manufactured, then the calculations of the norms of time and production can be carried out for sets of products. Along with this, for multidisciplinary lines, it may be more expedient to calculate the norms of duration Nd and labor intensity Nt according to the method for GPS. In this case, calculations are performed according to formulas (26), (27):
Ndk = tak / Kan, (26)
Нтk = Нч * (Ндк / But), (27)
where tak is the time of automatic operation of the equipment in the manufacture of parts of the k-th type.
Lecture 6. Rationing of work performed on machine tools with numerical control
Rationing of work performed on numerically controlled machines
The use of machine tools with numerical control (CNC) is one of the main directions of automation of metal cutting by cutting, it allows freeing up a large number of universal equipment, as well as improving the quality of products and working conditions of machine operators. The fundamental difference between these machines and conventional machines is in specifying a processing program in mathematical form on a special program carrier.
The norm of time for operations performed on CNC machines when working on one machine consists of the norm of the preparatory and final time and the norm of the piece time:
Preparatory and final time is determined by the formula:
where T pz - time for setting up and tuning the machine, min;
Т пз1 - time for organizational preparation, min .;
T pz2 - time for setting up the machine, fixture, tool, software devices, min;
T pr.obr - time for trial processing.
The piece time rate is calculated by the formula:
Т Ц.а - cycle time of automatic operation of the machine according to the program, min .;
K t is a correction factor for the time of performing manual auxiliary work, depending on the batch of workpieces.
![]()
where T about - the main (technological) time for processing one part, min;
T mv - machine-auxiliary time according to the program (for approaching a part or a tool from the starting points to the processing zones and retraction; setting the part to size, changing the tool, changing the value and direction of feed, time of technological pauses, etc.), min.
L i is the length of the path traversed by the tool or part in the direction of feed when machining the i-ro technological section (taking into account the time of penetration and overrun), mm;
S mi - minute feed at a given technological section, mm / min;
i = 1,2 ... n is the number of processing sections.
The main (technological) time is calculated based on the cutting conditions, which are determined according to the General Machine Building Standards for the time and cutting conditions for the standardization of work performed on universal and multipurpose numerically controlled machines. According to these standards, the design and material of the cutting part of the tool are selected depending on the configuration of the workpiece, the stage of processing, the nature of the allowance to be removed, the workpiece material, etc. It is preferable to use a tool equipped with plates of hard alloy(if there are no technological or other restrictions on their use). Such restrictions include, for example, interrupted machining of high-temperature steels, machining of small diameter holes, insufficient rotation speed of the part, etc.
The depth of cut for each stage of processing is selected in such a way as to ensure the elimination of processing errors and surface defects that appeared at the previous stages of processing, as well as to compensate for errors that arise at the stage of processing.
The feed for each stage of machining is assigned taking into account the dimensions of the machined surface, the specified accuracy and roughness of the material to be machined, and the depth of cut selected at the previous stage. The feed selected for the roughing and semi-finishing stages of machining is checked against the strength of the machine mechanism. If it does not meet these conditions, it is reduced to a value admissible by the strength of the machine mechanism. The feed selected for the finishing and finishing stages of processing is checked against the condition of obtaining the required roughness. The lesser of the feeds is finally selected.
Cutting speed and power are selected according to previously defined tool parameters, depth of cut and feed.
The cutting mode at rough and semi-finishing stages is checked by the power and torque of the machine, taking into account its design features. The selected cutting mode must satisfy the conditions:
where N is the power required for cutting, kW;
N e - the effective power of the machine, kW;
2M - double cutting torque, Nm;
2M st - double torque on the spindle of the machine, permissible by the machine for the strength of the mechanism or the power of the electric motor, Nm.
The double cutting torque is determined by the formula:
P z - the main component of the cutting force, N;
D - diameter of the treated surface, mm.
If the selected mode does not meet the specified conditions, it is necessary to reduce the set cutting speed according to the value, allowable power or torque of the machine.
The auxiliary time associated with the execution of the operation on CNC machines provides for the implementation of a set of works:
a) related to the installation and removal of the part: "take and install the part", "align and fix"; "Turn on and off the machine"; "Unfasten, remove the part and put in a container"; "Clean the device from shavings", "wipe the base surfaces with a napkin";
b) associated with the performance of operations that were not included during the cycle of automatic operation of the machine according to the program: "turn on and off the tape drive"; "Set the specified relative position of the part and the tool in the coordinates X, Y, Z, if necessary, make a readjustment"; "Check the arrival of a tool or part at a given point after machining"; "Advance the punched tape to its original position."
V general view auxiliary time is determined by the formula:
where Т в.у - time for installation and removal of a part manually or with a lift, min .;
T v.op - auxiliary time associated with the operation (not included in the control program), min;
T v.meas - auxiliary non-overlapping time for measurements, min.
Auxiliary time for control measurements is included in the piece time standard only if it is provided for by the technological process, and only when it cannot be covered by the cycle time of the machine's automatic operation.
Correction factor (K t in) for the duration of the manual auxiliary work, depending on the batch of processed parts, is determined from the table. 4.7.
Table 4.7
Correction factors for auxiliary time depending on the batch size of processed parts in serial production
Correction factors for auxiliary time, depending on Map No. 1
on the size of the batch and processed parts in serial production
| Item no. | Operational time (Ttsa + TV), min., Up to | Production type | |||||||||
| Small batch | Medium batch | ||||||||||
| Number of parts in a batch, pcs. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 and more | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Index | a | b | v | G | d | e | f | s | and | ||
Maintenance of the workplace includes the following works:
· Change of a tool (or a block with a tool) due to its bluntness;
Let's consider what the process of valuation is. adjustment works on CNC machines and what it is for.
Carrying out the development of complex processes for processing workpieces for CNC machines and programs that control it, the main criterion is the time standard for the manufacture of parts. Without it, it is impossible to calculate the salary for machine operators, to calculate such an indicator as labor productivity and the utilization rate of equipment.
The beginning of the process
Usually, workers need to spend additional time on the approach and retraction procedure, mode changes, and tool changes. Therefore, as part of the time spent on processing parts, the duration of the setup period is also taken into account. Labor rationing begins with timing in the operating conditions of the machine. With the help of a stopwatch, the time spent is recorded in order to install one part on the machine, then remove it.
Minutes are wasted on site maintenance, the essential needs of the operator. When working on a turning-boring machine (single-column), it takes 14 minutes, and on two-column machines - 16 minutes.
What is included in the maintenance of workplaces
The maintenance process of the machine includes:
- organizational measures - inspection of the machine, its warming up, equipment testing: running in the hydraulic system and CNC. It takes some time to get instructions and tools from the master with a task (outfit, drawing, software medium); present the first received sample of the part to the quality control department, lubricate and clean the machine during the shift period, clean the place of work after its completion. Constant time costs for the implementation of a complex of organizational work on turning and carousel equipment, according to the norms, become 12 minutes. When additional service efforts are required, an appropriate amendment is introduced;
- technical measures - replacement of a tool that is blunt; adjustment of machines during the shift and adjustment. There are others obligatory labors: During the working process, chips must be constantly removed from the cutting or turning areas.

Time spent on setting up the machine
In the documents, which reflect the labor standards, the time for setting up the equipment is determined, depending on its design. If the processing is performed on, the standards for the installation and removal of the cutting tool are taken as the basis for the calculation.
When it is necessary to perform the correction of the positions of the tools processing test pieces, the processing period of the part is included in the duration of the preparatory stage.
The standard for setting up and maintaining automatic lathes is an important standard. They are laid in the total time for the production of one part and, accordingly, they form economic indicators worker and production as a whole.

Collections of normative documents
The rate setters of factories and factories where machines with numerical and program control are used use the standards laid down in the documents in the calculation of working hours:
- Unified tariff qualification handbook works;
- All-Russian classifier of workers' professions;
- Unified qualification reference book of positions of managers and specialists;
- Collections of labor standards for the work that are performed for the adjustment of programmable equipment.
IMPORTANT! All this normative literature is basic for managers of all levels and personnel structures.
Without it, it is impossible to determine the time to complete a certain amount of work, the number of specialists that need to be involved, and the time norms used in the development of maps for technological processes.

Setup Cards
Under the machine of a certain type the development of a strictly standardized duration of production commissioning operations is carried out and a commissioning card is assigned to it. When developing, many factors are taken into account in order to get the final picture.
The time rate allocated to the machine operator provides for:
- the specifics of the procedure for diagnostics of the machine tool park;
- the presence of several options for the adjustment mode;
- compliance with service requirements.

In order to determine the labor intensity rate (the unit of measurement is man-hours or man-minutes) of any work, the time during which one part is processed on a given machine is taken into account. The standardizer also operates with the concept of a piece rate of time, which determines the total time in accordance with the types of work.
Accordingly, the total time is divided into main and auxiliary segments, office maintenance activities; transitions between machines during multi-station service; monitoring the workflow; pauses due to the operation of the equipment.
The Institute of Labor has the results of standardization for the equipment of the milling and drilling and boring groups, lathes and automatic lines are provided with standards.
IMPORTANT! Knowing the standards, managers determine the degree of employment of the worker (his labor intensity is calculated), distribute labor zones and set the optimal working pace.

Multi-station service - approaches to timing
In factories with a high degree of automation, multi-station maintenance of CNC machines is practiced (forms of labor organization - in teams, links and individually). Accordingly, the service areas are fixed.
Multi-station service provides for the time spent on:
- preheating of equipment at no-load, if it is provided for by the operating instructions for turning equipment;
- work according to the machine control program with the maintenance of the workplace;
- installation of blanks, removal of parts and control of their quality;
- replenishment of the operator's personal needs;
- loss of the planned plan;
- implementation of the preparatory and final stage of work;
The classification of multi-station work is carried out by work; zones, types and systems; functions performed by the multi-tool.

Systems and methods of machine tool maintenance
The enterprises practice a cyclical service system - at workplaces and production lines for machine tools that have an equal or similar length of time during which the part is processed. It is characterized by a constant stream of demands. Non-cyclical means that the operator immediately goes to service the machine, where the automatic mode of operation has ended. It is characterized by occasional service requests.
Other methods are also possible:
- watchdog, - the worker monitors the entire machine park assigned to him, along the way determining the need for maintenance. In case of priority, the sequence of servicing is determined by the operator, based on the cost of the processed parts.
- route, it consists in bypassing a group of machines along a predetermined route.
Maintenance of several machines with the same or different duration of workpiece processing operations has its own nuances. However, all of them are subject to standardization in the course of careful design of the production process.

Conclusion
On CNC machines for standardization of adjustment work, you need to take into account many nuances when calculating the duration of various operations.
Determining the final processing time of a part on one machine (we are talking about a lathe or), the norms are calculated for the entire machine park.
page 1

page 2

p. 3

page 4

p. 5

page 6

page 7

page 8

page 9

page 10

page 11

p. 12

p. 13

p. 14

p. 15

page 16

p. 17

p. 18

p. 19

page 20

p. 21

page 22

page 23

page 24

p. 25

p. 26

page 27

page 28

page 29

page 30
CENTRAL BUREAU OF LABOR STANDARDS OF THE USSR STATE COMMITTEE FOR LABOR AND SOCIAL ISSUES
GENERAL MACHINE-BUILDING STANDARDS OF TIME AND CUTTING MODES for standardization of work performed on universal and multi-purpose machine tools with numerical control
TIME STANDARDS
MOSCOW ECONOMY 1990
The standards of time and cutting modes are approved by the decree State Committee USSR for labor and social issues and the Secretariat of the All-Union Central Council of Trade Unions of February 3, 1988 N9 54 / 3-72 and are recommended for use at machine-building enterprises.
The validity period of the standards is up to 1994.
With the introduction of this collection, General machine-building standards for time and cutting modes for work performed on metal-cutting machine tools with programmed control are canceled (Moscow State Research Institute of Labor, 1980).
Time standards and cutting modes (4.1 and L) were developed by the Central Bureau of Labor Standards, the Chelyabinsk Polytechnic Institute named after V.I. Lenin Komsomol, Ryazan and Minsk branches of the Institute "Orgstakkinprom" with the participation of regulatory research organizations, mechanical engineering enterprises.
The first part contains the standards of auxiliary time for the installation and removal of the part associated with the operation; for control measurements; to service the workplace; breaks for rest and personal needs; time standards for setting up equipment; for tool setting outside the machine; methodology for calculating service rates, time rates and production in multi-station service.
The second part contains the standards for cutting conditions and all the data on the calculation of the main time and machine-auxiliary time, i.e. to calculate the cycle time of automatic operation of the machine according to the program.
The standards of time and cutting conditions have been developed to calculate the norms of time for work performed on the most common types of universal and multipurpose equipment with numerical control (CNC), used in mechanical engineering in conditions of medium-scale and small-scale production.
The standards of time and cutting modes cover the work of adjusters of machine tools and manipulators with programmed control, operators of machine tools with programmed control, locksmiths-toolmakers.
The publication is intended for standard setters and technologists, as well as other engineering and technical workers engaged in the development of control programs and the calculation of technically justified maintenance standards, time and output for CNC machines.
At the end of the collection there is a withdrawal form, which is filled in by the company, by the organization and sent to the CENT. 109028, Moscow, st. Solyanka, 3, building 3.
Providing cross-sectoral regulatory and teaching materials for labor is carried out at the request of enterprises and organizations through the local bookselling network. Information about these editions is published in the Annotated thematic plans publication of literature of the publishing house "Economics" and Bookselling bulletins.
011 (01) -90 ISBN 5-282-00697-9
KB - 32 - 76 - 89
© Central Bureau of Labor Standards of the USSR State Committee on Labor and Social Issues (TsBNT), 1990
Unit time for assembly, adjustment and disassembly of the kit Ipprumemm n.i d> * taleoperation is determined by the formula
^ "Un * = C ^ shlr1 T ^" | and pr 2 * ^ H1I | x) * (1 * 1 M
where T shlchzh - piece time for assembly, adjustment and disassembly of a set of tools for a detail operation, min; n - the number of tunable intrums mu per dstalso-operation, pcs; T t ... T w> fa - piece time for assembly, tuning and pa: * Cx> pku for different types of tools included in the kit, min.
1.8. The tariffication of work should be carried out according to the Unified tariff and qualification reference book of work and professions of workers (issue 2, approved by the decree of the USSR State Committee on Labor and Social Issues and the All-Union Central Council of Trade Unions of January 16, 1985 No. 17 / 2-541, taking into account subsequent additions and changes to it The discrepancy between the qualifications of the worker and the established category of work cannot serve as a basis for any changes in the norms of time calculated according to the collection.
1.9. With the improvement of CNC machines and control systems, as well as in those cases, the kosha in enterprises has already reached a higher)! labor productivity with high-quality performance of work, reducing correction factors can be set to the time standards.
In cases where the local time norms in force at the enterprises are less than calculated according to the norms, the current norms should be left unchanged.
1.10. Time standards are put into effect in the manner prescribed by the "Regulations on the organization of labor standards in the national | (0)", approved by the decree of the USSR State Committee on Labor and Social Issues and the Presidium of the All-Union Central Council of Trade Unions of June 19, 1986 No. 226 / II-6.
L11. To clarify the procedure for using the time standards, below are examples of calculating the preparatory time and the unit time for setting the tool.
Examples of calculating the norms of time, cutting conditions and the time of automatic operation of the mill according to the program are given in the II part of the collection in the corresponding sections.
1.12. Examples of calculating the norms of the preparatory and final time and the piece time for setting up the tool
1.12.1. Examples of calculating the norms of the auxiliary - ^ final time
Initial data
1. The name of the operation - turning and revolving.
2. The machine is a CNC turret lathe.
3. Machine model - 1P426DFZ (diameter of the processed bar - 65 mm).
4. Model of the CNC device - "Electronics NTs-ZG, program medium - memory.
5. Part name - amplifier piston.
6. Processed material - steel 45, weight - 0.5 kg.
7. The way of installing the part is in a collet chuck.
8. Working conditions: centralized delivery to workplace blanks, tools, devices, documentation and their delivery after processing a batch of parts; receiving briefing before starting the processing of the part. Group processing of parts is carried out (collet chuck is not installed on the machine spindle).
The part processing program was compiled by a software engineer, entered into the memory of the CNC system by a turner-operator; the program contains 17 processed sizes.
9. The number of tools in the setup - 5:
1. Cutter 2120-4007 T15K6 (groove).
2. Cutter 2102-0009 (straight through).
3. Special cutter (groove).
4. Cutter 2130-0153 T15K6 (cut-off).
5. Drill 2301-0028 (hole 010).
|
||||||||||||||||||||||||||||||||||||
|
Trial processing 6 The part is accurate (has surfaces with tolerances for diameters exceeding the 11th qualifier, grooves) for »four tools and four measured ones Map 29, 8.8 by the diameter of the surfaces (two outer surfaces: pos. 27, 0 50.3 MO and O 203 MO; one groove b = 6; ind. G; example onel groove-undercut 0 30 ch. 2, 3 |
||||||||||||||||||||||||||||||||||||
Card 29, 8.8 + t
note 1
Total preparatory and final time for a batch of parts
1. The name of the operation - turning and carousel.
4. Model of the CNC-N55-2 device, program medium - punched tape.
5. Part name - flange. "L.
6. Processed material - ~ cast iron SCH20, weight -1500 kg.
7. The way of installing the part - in four cams with boxes, each is fixed with six bolts on the faceplate of the machine.
8. Labor organization conditions: delivery of tools, devices, documentation, blanks to the workplace and their delivery after the end of processing of a batch of parts is carried out by the operator (adjuster).
The tool on the tool for off-machine tuning is not preset.
9. The number of tools in the setup - 4 (including one grooving cutter, tools 1 and 2 - from the previous setup):
1. Cutter 2102-0031BK8 (straight through).
2. Cutter 2141-0059 BK8 (boring).
3. Cutter 2140-0048 BK8 (boring).
4. Cutter НЖ212-5043 (groove).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Trial * processing Precise part (has surfaces with diameter tolerances over the 11th qualifier, groove) groove boring - one tool, one groove (08OOON9X07OOO) boring and grinding of outer and inner surfaces - three tools, three varying in surface diameter - 0 1150h9.0 800H9, Map 30, pos. 49, ind. a Map 30, pos. 5, inl. in, all Map 30, note 1 25,5 0,85 - 21,7 263 |
||||||||
And t about g about T
Total preparatory and final time for a batch of parts
T „-T u1 + T„ a + T yarb ^ 91.9
Initial data
1. The name of the operation is turning.
Z Machine - chuck lathe with CNC.
3. Machine model - 1P756DFZ (the largest diameter of the product installed above the bed - 630 mm).
4. Model of the CNC device - 2C85, software carrier - punched tape, memory.
5. Part name - flange.
6. Processed material - cast iron SCH25, weight - 90 kg.
7. Part installation method - in three jaw chuck.
8. Labor organization conditions: delivery * / to the workplace of tools, devices, documentation, blanks and their delivery after processing a batch of parts is carried out by the operator (adjuster). Group processing of parts is carried out (the sinuous chuck is not installed on the machine spindle).
The part processing program was compiled by a software engineer and entered into the memory of the CNC system by a turner-operator. The program contains 20 processed sizes.
adjustments):
1. Cutter 2102-0005 (straight through).
2. Cutter 2141-0604 (boring).
3. Cutter 2141-0611 (boring).
4. Cutter НЖ 2126-5043 (groove).
5 The number of tools in the setup - 4 (tools 1 and 2 - from the previous
Map, police, zip code
Time, mission
*1.0
1 Organizational preparation
Map 21.on 1). 2,3,4, inl. NS
tion and delivery after processing a batch of parts; receiving briefing before starting the processing of parts; the assembly of the tool is carried out in a special area for setting the tools of CNC machines.
9. The number of tools in the setup - 25 (four tools: 1.12, 24.25 - from the previous setup):
1. End mill 6221-106.005 (plane 800x800).
2. Semi-finishing cutter (hole 0 259.0).
3. Finishing cutter (hole 0259DN9).
4. Semi-finishing cutter (hole 0169.0).
5. Finishing cutter (hole 0169.5H9).
6. Rough cutter (hole 0 89).
7. Semi-finishing cutter (hole 0 89.5).
8. Finishing cutter (hole 0 90js6).
9. Rough cutter (hole 0 79).
10. Semi-finishing cutter (hole 0 79.5).
1L Finishing cutter (hole 0 80js6).
12. Disk milling cutter 2215-0001VK8 (underestimation of 0 205).
13. Rough cutter (hole 0 99).
14. Semi-finishing cutter (hole 0 99.5).
15. Finishing cutter (hole 0100js6).
16. Semi-finishing cutter (undercut 0130).
17. Drill 23004) 200 (hole 0 8.6).
18. Tap 26804Yu03 (K1 / 8 "thread).
19. Drill 2301-0046 (hole 014).
20. Drill 2301-0050 (hole 015).
21. Countersink 2320-2373 No. 1ВК8 (hole 015.5).
22. Reamer 2363-0050H9 (hole 015.95H9).
23. Reamer 2363-00550H7 (hole 016H7).
24. Drill 2317-0006 (centering).
25. Drill 2301-0061 (chamfers).
|
Hag, position, index |
Time, min |
||
|
Organizational preparation Total T P11 |
Map 25, pos. 1,3,4, ind. b |
4,0 + 2,0 + 2,0 8,0 |
|
|
Setting up the machine * devices, tools, software devices: | |||
|
install fixture and shine |
Map 25, pos. 13 | ||
|
move the table, headstock and an area convenient for adjustment |
Map 25, pos. twenty | ||
|
set the initial modes of the machine (spindle speed) |
Map 25, pos. 21 | ||
|
install tool blocks in the magazine and remove 21 tools |
Map 25, pos. 22 | ||
|
insert the media into the reader and remove |
Map 25, FS 24 | ||
|
check the operability of the reader and punched tape |
Card 25, FSU 25 | ||
|
set the original X and Y coordinates (adjust the zero position) along the cylindrical surface |
Map 25, chs 29 | ||
|
set the tool to the machining length (along the Z axis for six tools: 1,7,12,16,24 and 25) |
Map 25, FSh 30 | ||
|
Total T „2 | |||
|
And | " O l O L Z S II and s |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
In Trial offshore The part is accurate (has surfaces with tolerances for lmams * t * ry over I-grade, canoe) for four instruments and three measured by dipmshru K; ipta 2.4, 8.9 surfaces - e> * 2c0hl0,<3 200Е17и канавка b = 10 тч. 6, чпл г Total T p lb Ka r "." 2K, b.V + 1 ШШШ 'Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Total time for a batch of parts
T "1 + T" 2 + T pr.obr
Example 5 Initial data
1. The name of the operation is vertical milling.
2. Machine - vertical milling with CNC.
3. Machine model - 6R13RFZ (with table length -1600 mm).
4. Model of the CNC device - NZZ-1M; software carrier - punched tape.
5. Part name - strip.
6. Processed material - steel 45, weight -10 kg.
7. The way of installing the part - in a readjustable universal assembly device (USP).
8. Labor organization conditions: centralized delivery of blanks, tools, devices, documentation to the workplace and their delivery after processing a batch of parts; receiving briefing before starting the processing of parts.
9. The number of tools in the setup - 6 (tools 1 and 5 - from the previous setup):
1. Drill 2317-003 (centering).
2. Drill 22-2 (hole 0
3. Special end mill (for groove b = 20).
4. Milling cutter 2234-0007 (for groove b = 8H9).
5. Drill 6-1 (hole 0 6).
6. Countersink 2350-0106 VK6 (understatement 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Trial processing Milling groove b and AH9 and L groove * 634 Card 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Total T pro60 _
Total preparatory and final time for a batch of parts
Toz 1 + T and # 2 + Tprobr
1.12.2. Example of calculating the piece tool setting time
Initial data
1. The name of the operation - assembly, adjustment and disassembly of a set of tools necessary for processing parts on a drilling-milling-boring machine.
2. The name of the device - BV-2027, with digital indication.
3. Machine characteristics - taper 7:24 No. 50.
4. Labor organization conditions: delivery of tools and technical documentation to the workplace of the toolmaker is carried out by the workers of the service production, the disassembly of the used tool is carried out by the toolmaker.
|
Piece time, missions | |||||
|
Applied tool |
Map, position, index |
kya us-groyku and collection * ku |
for disassembly | ||
|
Drill 0 83, drill chuck, sleeve |
connection type - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 Marks М10, adjustable thread-cutting chuck, holder |
connection type - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Pen drill 0 32, mandrel, sleeve |
connection type - 1 | ||||
|
4 Cutter mandrel adjustable for Card 38, oblique fastening, cutting, holder type of connection - 3, 0 bore hole - 80 mm | |||||
2. MULTI-STATION SERVICE
2.1. To develop and improve the efficiency of multi-station maintenance of numerically controlled (CNC) machine tools, the enterprise must create certain organizational and technical conditions that will significantly increase the productivity of operators and adjusters. Work on the maintenance of CNC machines provides for the combination of the functions of the operator and the adjuster.
2.2. The most economically feasible form of labor organization in the areas of CNC machines is the link (group). In the case of a link (group) form, a certain service area is assigned to a link or group of workers included in the brigade.
The experience of the enterprises testifies to the advantage of the link form of labor organization when servicing CNC machines, which ensures the best use of working time and equipment.
The best division of labor in servicing the workplaces of CNC machines is considered to be one in which the multi-tool operator and the adjuster have, along with the separated, some of the common functions. The general functions include the implementation of operational work, adjustment of machine tools; the functions of setting up the equipment are carried out by the adjuster. This division of labor has economic and social benefits. The ability to perform the same functions by two workers reduces equipment downtime due to the coincidence of the need for maintenance of several machines and improves the use of working time. At the same time, the mastering of the adjustment functions by multi-tool workers increases the content of their work, creates opportunities for the growth of qualifications.
2.3. To introduce multi-station service and rational use of working time, it is necessary to create a sufficient scope of work for each worker. Equipment, organizational equipment should be conveniently located, meet the requirements of the brigade form of labor organization. For this, the design of the organization of workplaces for multi-station workers is carried out in accordance with the schemes presented in section 3.5. Preference should be given to schemes, for which 2 ensure full workload of the worker with active work, the shortest length of transitions within the workplace and good visibility of all machines.
Distinguish between cyclical and non-cyclical maintenance of machines at a multi-station workplace. With cyclical maintenance, the worker sequentially performs auxiliary work techniques, moving from machine to machine. With non-cyclical maintenance, the worker approaches the machine on which the automatic work ended, regardless of the location of the machines on the site.
2.4. Calculation of service rates
2.4.1. Service rates are set taking into account the normal amount of employment - K yes. When working on CNC machines, taking into account heterogeneous technological operations with a changing nomenclature of manufactured parts, C l l - 0.75 ... 0.85. When working on doubler machines K A5 = 0.85. D95.
Z42. The calculation of the number of machines serviced by one worker is necessary for servicing the CNC equipment available on the site, and the number of the link is made according to the formulas:
a) when working on backup machines
P s = (-bs- + 1) K L1; (21)
b) when working on machines that manufacture heterogeneous products,
"c = + 1) k, (2-2)
where is the cycle time of the automatic operation of the machine (machine-programmed time for processing a part, the work of a manipulator or a robot, not overlapped by the processing time of a part), min (according to formula 13); 2j is the sum of time
parts work (according to the program and the work of the manipulator or robot) at the workplace for the period of one cycle, min; T, - the time of the worker's employment by performing manual, machine-manual work, active monitoring of the progress of the technological process, etc., min; Jj T a - the sum of the time spent by the worker on all serviced machines for the period of one cycle, min; - the normal amount of employment.
The number of links is calculated by the formula
S - -b "-, (23)
where S is the number of links required to service the equipment available on the site, people; Pu Ch - the number of CNC machines installed on the site; n s - the number of machines serviced by one worker.
T, - T, y + TYo, + T MM (+ T + T n + T ^, (2.4)
where T lu is the time for installing and removing the part manually or with a lift, min; Tjo „- auxiliary time associated with the operation (not included in the control program), min; T th is the time of active monitoring of the technological process, min; T p is the time of transitions of a multi-tool machine from one machine to another (during one cycle), min (shown in Table 2.4); T m - auxiliary time for control measurements, min; - time to service the workplace, min.
2.43. The number of machines in multi-station workplaces is determined on the basis of a comparative calculation of labor productivity and the cost of processing, especially when installing expensive equipment, such as multi-purpose CNC machines.
The cost-effective number of machines serviced by a multi-station machine can be determined by comparing the costs associated with operating a multi-station machine and equipment, when operating the machines and various options for the serviced equipment.
When calculating the number of serviced machines, corresponding to the lowest total costs of performing operations, take into account the costs of performing operations, the costs of materialized labor required to produce the same volume of products, which include depreciation costs, costs for current repairs and maintenance, electricity, after 0
the ratio and the employment rate K /. 3
1. GENERAL PART
1.1. The standards of time and cutting conditions are intended for the technical regulation of work performed on universal and multi-purpose machines with. numerical control in the conditions of small-scale and medium-scale types of production. One of the main characteristics of the type of production is the coefficient of fixing operations (K ^), calculated by the formula
where O is the number of different operations; P is the number of jobs performing various operations.
The coefficient of securing operations in accordance with GOST 3.1121-84 is taken equal to:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
The value of the transaction fixing factor is taken for a planning period equal to one month.
The collection is based on the medium-batch type of production. For enterprises of a small-scale production type or for individual sections in a medium-batch type of production operating in conditions of small-scale production, correction factors are applied for the auxiliary time.
1.2. When introducing a brigade (link, group) form of labor organization, the standards can be used to calculate service standards, complex time standards, production and headcount rates.
13. The use of machine tools with numerical control is one of the main directions of automation of metal cutting, gives a significant economic effect and allows you to free up a large number of universal equipment, as well as improve the quality of products and working conditions for machine operators. The greatest economic effect from the introduction of machine tools by numerical control is achieved when processing parts of a complex profile, which is associated with constantly changing cutting parameters (speed, feed direction, etc.).
The use of machine tools with numerical control instead of universal equipment allows:
use multi-station service and brigade (link, group) form of labor organization;
to increase labor productivity by reducing the auxiliary and machine processing time on the machine;
exclude marking operations and interoperational control; due to abundant cooling and favorable conditions for the formation of chips, increase the processing speed and eliminate the need for visual tracking of the markings;
automate the techniques of auxiliary work (approach and retraction of a tool or part, setting the tool to size, changing the tool), use the optimal tool paths;
Expenses * associated with one minute of work of the main worker-multi-machine operator, based on the average percentage of the norms fulfilled, taking into account payroll, the cost of maintaining auxiliary and service personnel -
Discharge of work
NS
2.4.4. Employment rate calculation
t + t
shche - operational time, min.
|
Table 2.2 The cost of operating CNC machines within one minute |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
to reduce the labor intensity of locksmith's rework due to obtaining high accuracy and less roughness of curved sections of contours and surfaces of parts;
to reduce the labor intensity of assembling the product, which is due to the stability of the dimensions of the parts (increased accuracy) and the elimination of fitting operations; reduce the cost of designing and manufacturing tooling.
L4. The collection is developed in two parts. Part I contains the standards for the preparatory and final time, the time for installing and removing the part, the auxiliary time associated with the operation, for servicing the workplace, breaks for rest and personal needs, for control measurements, for setting up the tool outside the machine; Part P contains standards for cutting conditions that allow you to select the standard size of the tool, its geometric parameters, the brand of the cutting part of the tool, the required allowance, the number of feed strokes, cutting speed, the power required for cutting.
Standards of time and cutting conditions are given both in tabular form and in analytical form, thereby allowing the use of a computer when drawing up a program and calculating time norms corresponding to the lowest costs of the operation and the highest productivity of the machine while ensuring increased reliability of the tool. Operation of tools in the modes recommended by the standards is possible only if the technological discipline of production is observed (equipment, tools, blanks, tooling must meet the required standards).
The time standards given in the collection are calculated for the rationing of work when servicing a worker of one machine. When standardizing multi-station work, to calculate the time rate, it is necessary to use the guidelines and time standards for multi-station work given in maps 17, 18, 19.
15. When developing standards for time and cutting conditions, the following materials were used as initial data:
primary materials of production observations on the organization of labor, technology, time consumption and cutting modes of mechanical engineering enterprises;
sectoral standards of time and cutting conditions developed by GSPKTB "Orgariminstrument" (Moscow), Ryazan, Minsk and Novosibirsk branches of the Institute "Orgstankinprom", the Center for the Scientific Organization of Labor of the Ministry of Heavy Machinery (Kramatorsk), etc .;
Determination of standards of time for rest and personal needs. Interindustry Methodological Recommendations (Moscow: Research Institute of Labor, 1982);
Development of multi-station service and expansion of service areas in the industry. Intersectoral guidelines and scientifically based normative materials (Moscow: Research Institute of Labor, 1983);
General machine-building standards for auxiliary time, for maintenance of the workplace and preparatory and final time on metal-cutting machines. Small-batch and one-off production (Moscow: Research Institute of Labor, 1982);
General machine-building standards for auxiliary time, for maintenance of the workplace and preparatory and final time for work performed on metal-cutting machines. Medium and large-scale production (Moscow: Research Institute of Labor, 1984);
passport data of CNC and multi-purpose metal-cutting machines; technical literature.
1.6. The norm of time and its components
1.6.1. The norm of time for performing operations on CNC machines when working on one machine (H ^ consists of the norm of the preparatory and final time (G in J and the norm of piece time (T ^)
a tta ^ a org a ex \
T D1 = Cr u. + T.-Kj (i +
where T n is the cycle time of automatic operation of the machine according to the program "min;
T.-T. + T., (13)
where T s is the main (technological) time for processing one part, min;
T „= £ (1.4)
where C is the length of the path traversed by the tool or part in the direction of feed when processing the yo technological section (taking into account the penetration and overrun), mm; S * - minute feed at a given technological section, mm / min; T m - machine-auxiliary time according to the program (for approaching a part or a tool from the starting points to the processing zones and retraction; setting the tool to size, changing the tool, changing the value and direction of feed, time of technological pauses (stops), etc.), min ;
m. = T „+ + T„ „, (1.5)
ed T m - time for installation and removal of the part manually or with a lift, min; T w - auxiliary time associated with the operation (not included in the control program), min; T mai - non-overlapping auxiliary time for measurements, min; K TV - a correction factor for the time of performing manual auxiliary work, depending on the batch of processed parts; a ^, a ^, and ex - time for technical and organizational maintenance of the workplace, for rest and personal needs with one-line service,% of the operational time.
1.6.1.1. With a collective form of labor organization, complex labor costs (H vrl, man-h) are calculated, which can be obtained by applying correction coefficients to the sum of operating norms calculated for the conditions of an individual form of labor organization. It is possible to use correction factors to the sum of the individual components of the complex norm, reflecting the total value of the time spent by the categories of these costs.
Complex norm Determined by the formula
n, p, = £ n. „- k *, (1.6)
where H (- the norm of time for the manufacture of the i-th part of the brigade set, man-h; i = 1,2,3, ..., l - the number of parts included in the brigade set;
N.R, = S n * (1.7)
h Bpj - time norm for the j-th operation, man-h; j = 1, 2,3, ..., w is the number of operations required to manufacture the j-th part; - coefficient
the effect of teamwork (K ^< 1).
The coefficient of the effect of brigade work (K ^) takes into account the average growth in labor productivity expected during the transition from the individual to the brigade form of labor organization, which should be included in the complex norms.
As a result of the redistribution of functions between the members of the brigade, the implementation of mutual assistance or interchangeability, the required time to complete the amount of work assigned to the brigade is reduced, therefore, the corresponding norm of time should be reduced. This is due to the decrease
For more complete and detailed data, see Guidelines for the rationing of workers in terms of collective forms of its organization and incentives. Moscow: Economics, 1987.
the values of the individual components of the time norm: auxiliary time, the service time of the workplace, regulated breaks, preparatory "Final time, and also due to the overlap of individual components of the time norm by machine time (in the latter case, the value of each component of the time norm may remain unchanged).
In end-to-end brigades, the complexity of manufacturing a brigade set can be reduced by eliminating individual elements of the preparatory and final time and the time of servicing the workplace when transferring a shift "on the go".
Teamwork effect coefficients (K ^) are set: at the industry level;
at the enterprise level, if there are no sectoral coefficients or they do not fully reflect the specifics of the brigade organization of labor at a particular enterprise.
are introduced as a Standard for the entire industry for a certain period (at least 1 year).
In order to expand the possibility of using the coefficient of the effect of teamwork, in addition to the total value of the coefficient, the values of each of its components are calculated.
The effect of teamwork can be obtained through the following components:
expanding the combination of professions (K ^; expanding multi-station service (IQ; mutual assistance and interchangeability of team members (K,)); transferring a shift "on the go" in through brigades (K 4); redistribution of functions between team members (K 3), etc.
The total value is defined as the product of its components (for a given type of brigade), i.e.
K * -K, -K, -K, ... K, (1.8)
At the enterprise level, as a rule, general values of K ^ are established, taken during the period for which they are calculated, but not less than a year, if the conditions of production do not change.
If the brigade, in addition to the workers-contractors, includes workers-time workers in the engineering and technical workers, then the complex rate of time (man-h) cl "is it from the sum of the time rates of piecework workers, time workers and engineering and technical workers for the manufacture of one brigade set, corrected for the coefficient of the effect of teamwork.
L6.2 Auxiliary Time Rates for Part Installation and Removal. The time standards for the installation and removal of a part are given by types of devices depending on the types of machine tools and provide for the most common methods of installation, alignment and fastening of parts in universal and special clamps and devices. As the main factors influencing the time of installation and removal of the part, the mass of the part, the method of installation and fastening of the part, the nature and accuracy of the alignment are taken. In addition to these factors, the xapaierei of the mounting surface, the number of simultaneously installed parts, the number of clamps, etc. are taken into account.
The standard time for installation and removal of the part includes the following work:
when installing and removing manually
take and install the part, align and fix; turn the hundred on and off; unfasten, remove the part and put in a container; clean the device from chips, wipe the base surfaces with a napkin;
when installing and removing a part with an overhead crane
call the crane; attach the part; transport the part to the machine; install the part, remove the part, align and fix; turn on and off the machine; detach the part; call the crane; attach the part; remove from the machine, transport it to the storage location; peel off the part, clean the fixture or table surface from chips, wipe the base surfaces with a napkin.
When installing and removing a part with a hoist at a machine (or a group of machines), perform the same work as when installing and removing a part with an overhead crane, with the exception of calling the crane.
When installed in special devices, the auxiliary time is determined as the sum of the time: for the installation and removal of one part; for the installation and removal of each subsequent part more than one in multi-place devices; to fix the part, taking into account the number of clamps; for cleaning the device from shavings, for wiping the base surfaces with a napkin.
At enterprises, in addition to universal and special devices on CNC machines, robots, manipulators and satellite tables are also used for installing and removing parts.
Due to the wide variety of types and technical characteristics of robots and manipulators, it is not possible to develop time standards for installing and removing parts with their help; in each enterprise it is necessary to draw up maps on the use of robots. Appendix 15 is given as an example. For cases of work on multipurpose machines with the use of satellite tables, it is necessary to use map 20, which shows a diagram of the loading of satellites and the time for changing satellites.
In some cases, when the program provides for a special technological pause for re-fixing the part, the standard time should be reduced by an amount covered by the automatic operation of the machine. The standards provide for manual installation and removal of parts weighing up to 20 kg and over 20 kg using lifting mechanisms.
The time for manual installation of a part weighing over 20 kg is given in the regulations for use in individual cases when processing in areas where there are no lifting and transport vehicles. It is not allowed to manually install parts weighing more than 15 kg for men under 18 years of age and women.
In this case, it is taken into account that the parts installed manually are at a distance of 2 m from the machine, and those installed by the crane are up to 5 m.
1.6.3. Standards of the auxiliary epeuienu associated with the operation. The auxiliary time associated with the operation is subdivided into:
auxiliary time associated with the operation, not included during the cycle of automatic operation of the machine according to the program and providing for the following work:
turn on and off the tape drive; set the specified relative position of the part and the tool along the coordinates X, Y, 2 and, if necessary, make adjustments; open and close the cover of the tape drive, rewind, load the tape into the reader; check the arrival of a part or tool at a given point after processing; advance the punched tape to its original position; install the emulsion splash guard and remove;
machine-auxiliary time associated with the transition, included in the program and related to the automatic auxiliary work of the machine, providing: approach of the part or tool from the starting point to the processing zone and retraction; setting the tool to the size of the treatment; automatic tool change; turning the feed on and off; idle strokes during the transition from processing one surface to another; technological pauses provided for
when changing the feed direction suddenly, checking dimensions, inspecting the tool and reinstalling or re-fixing the part.
The machine-auxiliary time associated with the transition, included in the program to the listed techniques, is determined by the passport data of the machines or other regulatory documents, is included as constituent elements during the automatic operation of the machine and is not separately taken into account (see Appendices 27-30, Part II ).
1.6.4. Standards of auxiliary time for control measurements. The required dimensions of parts processed on numerically controlled machines are provided by the design of the machine or cutting tool and the accuracy of their adjustment.
In this regard, the time for control measurements (after the end of the work under the program) should be included in the unit time norm only if it is provided for by the technological process and taking into account the necessary frequency of such measurements in the process of work, and only if it is cannot be overridden by the cycle time of automatic machine operation according to the program.
1.6.5. Time standards for servicing the workplace. The time for servicing a workplace is given by types and sizes of equipment, taking into account single-station and multi-station servicing as a percentage of operating time. Maintenance of the workplace includes the following works:
changing a tool (or a block with a tool) due to its bluntness; adjustment and readjustment of the machine during operation (changing the value of the tool offset);
sweeping and periodic cleaning of chips during operation (except for sweeping chips from the base surfaces of the setting devices, the time for which is taken into account in the auxiliary time for installing and removing the part).
Organizational maintenance of the workplace includes work on the care of the workplace (main and auxiliary equipment, technological and organizational equipment, packaging) related to the work shift as a whole: inspection and testing of equipment during work;
laying out the tool at the beginning and cleaning it at the end of the shift (except for multi-purpose machines);
lubrication and cleaning of the machine during the shift;
receiving instructions from the foreman, foreman during the shift;
cleaning the machine and the workplace at the end of the shift.
1.66. Time standards for relaxation and personal needs. Time for rest and personal needs for the conditions of servicing one worker of one machine is not separately allocated and is taken into account in the time for servicing the workplace.
For cases of multi-station service, a map of the time of rest breaks and personal needs is provided, depending on the characteristics of the work and with recommendations for the content of rest.
1.6.7. Standards for the preparatory and final time. The standards are designed for setting up CNC machines for processing parts according to embedded control programs and do not include additional programming actions directly at the workplace (except for machines equipped with operational software control systems).
The time rate for setting up the machine is represented as the time for the receptions of preparatory and final work for processing a batch of identical parts, regardless of the batch and is determined by the formula
T n, = T nz1 + T nz2 + T prlbr, (1.9.
where T pz is the standard time for setting up and tuning the machine, min; T pz (is the norm of time for organizational preparation, min; T pe 2 is the norm of time for setting up sgaikg
devices, tools, software devices, mines; - the norm of time for trial processing.
Time for receptions of preparatory and final work is set depending on the type and size group of equipment, as well as taking into account the features of the program control system and is divided into time for organizational preparation; for setting up a machine, devices, tools, software devices; for a trial run through the program or trial processing of a part.
The composition of work on organizational training is common for all CNC machines, regardless of their group and model. Time for organizational preparation includes:
receipt of an order, drawing, technological documentation, software carrier, cutting, auxiliary and control and measuring tools, devices, blanks before the start and handing over them after the end of processing a batch of parts at the workplace or in the tool store;
familiarization with the work, drawing, technological documentation, inspection of the workpiece;
instructing the master.
In the case of a brigade form of labor organization, when an inter-shift transfer of processed parts is carried out, organizational preparation takes into account only the time for familiarization with the work, drawing, technological documentation, inspection of blanks and instructing the foreman.
The composition of work on setting up a machine tool, tools and accessories includes methods of setting-up work, depending on the purpose of the machine and its design features:
installation and removal of the fastening device;
installation and removal of a block or individual cutting tools;
setting the initial operating modes of the machine;
installing the software carrier into the reader and removing it; zero position adjustment, etc.
Vreish for trial processing of parts on lathes (up to 630 mm) and revolving groups includes the time spent on processing the part according to the program (cycle time) plus additional time for performing additional techniques related to measuring the part, calculating the correction, entering the values of the corrections into the CNC system , and auxiliary time for receptions of control of the machine tool and the CNC system.
Time for trial processing of parts on turning machines (length 630 mm)% of carousel, milling, boring groups, and special purpose machines includes the time spent on processing parts by the method of test shavings with a cutting tool, end mills, plus auxiliary time for performing additional techniques related to measuring the part, the calculation of the values of the corrections, the introduction of the values of the corrections into the CNC system, and the auxiliary time for the receptions of the machine and the CNC system.
1.7. The unit time norms for the dimensional adjustment of the cutting tool outside the machine
1.7.1. The unit time norms are intended for the standardization of work on adjusting the cutting tool for CNC machines, which is carried out by toolmakers (for adjusting the tool) outside the machine in a specially equipped room with the help of special devices.
Piece time rates are set depending on:
the type of devices used;
the type and size of the tool being tuned;
the number of customizable coordinates;
the nature of the setting (according to the actual size or to a given coordinate).
The following devices are used to adjust the tool at enterprises of the mechanical engineering and metalworking industries:
for machine tools of the drilling-milling-boring group - optical with digital display, type BV-2027, without digital display, type BV-2015, and contact-type devices;
for lathe machines - optical with digital display, type BV-2026, without digital display, type BV-2010, BV-2012M, and contact-type devices.
Taking into account the peculiarities of performing the processes of setting the tool, the time standards have been developed separately / for the machines of the drilling-milling group and the machines of the turning group.
The most advanced devices with digital indication are taken as a basis, but taking into account the correction factors for changed operating conditions given in the cards, these standards are applied when standardizing work on devices without digital indication (such as BV-2015, BV-2010, BV-2012M, etc.) and devices of the contact type.
When setting up a tool without devices (using universal measuring tools), the time rates must be calculated according to the standards for contact-type devices.
The unit time norms for assembling and adjusting the cutting tool on imported devices with digital indication must be calculated according to the time standards for domestically produced devices such as BV-2027 and BB-2026 with a coefficient of 0.85; for devices without digital indication - but for devices BV-2015 and BV-2010 with a coefficient of 0.9.
The normative materials of this section cover the most typical for the industries of mechanical engineering and metalworking of the standard / cutting and auxiliary tool connections and are presented in the form of enlarged unit time standards.
When calculating the norms of time for assembling and adjusting the cutting tool of a snow profile, take a multiplying factor of 1.2.
In addition to the time for the main work, assembly and setting up of the tool, the unit time includes additional costs of time aa organizational and technical maintenance of the workplace, preparatory and final time and time for rest and personal needs in the amount of 14% of the operational time.
The expediency of including additional costs in the general rate of time is due to the difficulty of separating them from the total time associated with preparing the workplace for tuning, and the time of the assembly and tuning of the tool itself.
To determine the norms of unit time for disassembling a used tool in the cards for assembling and setting up the tool, correction factors are given, calculated differentially for each type of work.
The unit time norms for individual assembly and tool settings that were not included in the complexes are reflected in cards 50 and 51.
1.7.2. The piece time rate for assembly, adjustment and disassembly of one tool is determined by the formula
T SHLR = T shk + t ^, 0.10)
food T - piece time for assembly, adjustment and disassembly of one tool, min; T shi - piece time for assembly and adjustment of one tool, min; T shr - piece time for disassembling the tool, min.
V * "b * T" p = T - K '0-11)
where K is the correction factor for the piece time, depending on the device used.
T SHLR = T sh. + = t shn + t shn K = T shi (3 + K).
Naimsposiis operations - Serial-Frosrao-Rastochnaya.
Calculation of time norms when processing parts on CNC machines Discipline: "Design of technological processes for modern multi-purpose machine tools" Completed by a student of group M 03 -721 -1 Pinegin S.N.
 Time standards are intended for technical regulation of work performed on universal and multipurpose machine tools with numerical control (CNC). The norm of time (norm of piece-calculation time, Tsht-k) for performing operations on CNC machines when working on one machine Hvr consists of the norm of the preparatory-final time Tpz and the norm of the piece time Tsht and is determined by the formula (1):, (1 ) where n is the number of parts in the launch batch.
Time standards are intended for technical regulation of work performed on universal and multipurpose machine tools with numerical control (CNC). The norm of time (norm of piece-calculation time, Tsht-k) for performing operations on CNC machines when working on one machine Hvr consists of the norm of the preparatory-final time Tpz and the norm of the piece time Tsht and is determined by the formula (1):, (1 ) where n is the number of parts in the launch batch.
 The unit time rate is determined by the formula (2):, (2) where Tts is the cycle time of automatic operation of the machine according to the program, min; , (3) where To is the main (technological) time for processing one part, min;
The unit time rate is determined by the formula (2):, (2) where Tts is the cycle time of automatic operation of the machine according to the program, min; , (3) where To is the main (technological) time for processing one part, min;
 , (4) where Li is the length of the path traversed by the tool or part in the direction of feed when machining the i-th technological section (taking into account the penetration and overrun), mm; Smi - minute feed at a given technological section, mm / min; i = 1, 2,…, n is the number of processing sections; Тмв - machine-auxiliary time (for the approach of the tool part from the starting points to the processing zones and retraction; setting the tool to size, changing the tool, changing the values and direction of feed, the time of technological pauses, etc.), min;
, (4) where Li is the length of the path traversed by the tool or part in the direction of feed when machining the i-th technological section (taking into account the penetration and overrun), mm; Smi - minute feed at a given technological section, mm / min; i = 1, 2,…, n is the number of processing sections; Тмв - machine-auxiliary time (for the approach of the tool part from the starting points to the processing zones and retraction; setting the tool to size, changing the tool, changing the values and direction of feed, the time of technological pauses, etc.), min;
 , (5), (6) where L is the length of the path (or trajectory) traversed by the tool or part in the feed direction, mm; l 1, l 2, l 3 - the length of the approach, plunge and overrun of the tool, respectively, mm. The L value is determined based on the parameters of the trajectory of the part. So, when processing parts of a part with moving the tool along two coordinates, the length L is determined by the formula (7), (7)
, (5), (6) where L is the length of the path (or trajectory) traversed by the tool or part in the feed direction, mm; l 1, l 2, l 3 - the length of the approach, plunge and overrun of the tool, respectively, mm. The L value is determined based on the parameters of the trajectory of the part. So, when processing parts of a part with moving the tool along two coordinates, the length L is determined by the formula (7), (7)
 where Δх, Δу are the increments of the corresponding coordinates in the given processing area. When moving the tool along an arc of a circle, the length L is determined by the formula (8) or (9), (9) where R is the radius of the circular arc, mm; a - the length of the chord of the circular arc, mm; φ is the central angle based on the end points of the circular arc, rad; Tmv. and - machine auxiliary time for automatic tool change, min; Tmv. x - machine-auxiliary time for the execution of automatic auxiliary moves and technological pauses, min.
where Δх, Δу are the increments of the corresponding coordinates in the given processing area. When moving the tool along an arc of a circle, the length L is determined by the formula (8) or (9), (9) where R is the radius of the circular arc, mm; a - the length of the chord of the circular arc, mm; φ is the central angle based on the end points of the circular arc, rad; Tmv. and - machine auxiliary time for automatic tool change, min; Tmv. x - machine-auxiliary time for the execution of automatic auxiliary moves and technological pauses, min.
 For machine tools with turrets, the time is Tmv. and can be determined by the formula (10), (10) where Type is the time of rotation of the turret by one position, min; Кп - the number of positions by which it is necessary to turn the turret to install the required tool; Typhoid - fixation time of the revolving head, min. For machines with contour control systems, the time is Tmv. x can be determined by the formula (11), (11)
For machine tools with turrets, the time is Tmv. and can be determined by the formula (10), (10) where Type is the time of rotation of the turret by one position, min; Кп - the number of positions by which it is necessary to turn the turret to install the required tool; Typhoid - fixation time of the revolving head, min. For machines with contour control systems, the time is Tmv. x can be determined by the formula (11), (11)
 where Lxxj is the length of the path of the j-th section of the automatic auxiliary stroke, mm; j = 1, 2,…, t is the number of sections of automatic auxiliary passages; Smu - minute feed of rapid traverse. For machine tools with positional and universal (contour-positional) machine tool control systems, in which processing programming is carried out by standard cycles, analytically, time Tmv. It is difficult to determine x due to the fact that specific machines, depending on their setup, have significant scatter in the values of Sмхх and Lхх (associated with positioning settings). For a more accurate determination of the time Tmv. x on these machines it is recommended to carry out preliminary timing in order to determine the actual time Tmv. x when moving the table or tool a measured distance in the direction of different coordinates.
where Lxxj is the length of the path of the j-th section of the automatic auxiliary stroke, mm; j = 1, 2,…, t is the number of sections of automatic auxiliary passages; Smu - minute feed of rapid traverse. For machine tools with positional and universal (contour-positional) machine tool control systems, in which processing programming is carried out by standard cycles, analytically, time Tmv. It is difficult to determine x due to the fact that specific machines, depending on their setup, have significant scatter in the values of Sмхх and Lхх (associated with positioning settings). For a more accurate determination of the time Tmv. x on these machines it is recommended to carry out preliminary timing in order to determine the actual time Tmv. x when moving the table or tool a measured distance in the direction of different coordinates.
 In the case when the standardization is carried out for an already designed technological process and there is a control program, the time Tts. a is determined by direct timing of the part processing cycle. The auxiliary time for the operation is calculated by the formula (12), (12)
In the case when the standardization is carried out for an already designed technological process and there is a control program, the time Tts. a is determined by direct timing of the part processing cycle. The auxiliary time for the operation is calculated by the formula (12), (12)
 where tv. y is the time for installing and removing the part manually or with a lift, min; TV. op - auxiliary time associated with the operation (not included in the control program), min; TV. measure - auxiliary non-overlapping time for measurements, min; Ktv is a correction factor for the time of performing manual auxiliary work, depending on the batch of processed parts; ateh, aorg, aotl - time for technological and organizational maintenance of the workplace, for rest and personal needs with one-way service, percentage of operational time.
where tv. y is the time for installing and removing the part manually or with a lift, min; TV. op - auxiliary time associated with the operation (not included in the control program), min; TV. measure - auxiliary non-overlapping time for measurements, min; Ktv is a correction factor for the time of performing manual auxiliary work, depending on the batch of processed parts; ateh, aorg, aotl - time for technological and organizational maintenance of the workplace, for rest and personal needs with one-way service, percentage of operational time.
 Standards of auxiliary time for installation and removal of TV parts. y are given by type of fixture, regardless of the type of machine and provide the most common methods of installation, alignment and fastening of parts in universal and special clamping fixtures. As the main factors affecting the time of installation and removal of the part, the mass of the part, the method of installation and fastening of the workpiece, the nature and accuracy of the alignment are taken.
Standards of auxiliary time for installation and removal of TV parts. y are given by type of fixture, regardless of the type of machine and provide the most common methods of installation, alignment and fastening of parts in universal and special clamping fixtures. As the main factors affecting the time of installation and removal of the part, the mass of the part, the method of installation and fastening of the workpiece, the nature and accuracy of the alignment are taken.
 The time standards for the installation and removal of parts provide for the following work: - when installing and removing manually: take and install the part, align and fix; turn on and off the machine; unfasten and remove the part, put in a container; clean the device from chips, wipe the base surfaces with a napkin; - when installing and removing with an overhead crane: call the crane; attach the part; transport the part to the machine; install the part, align and secure; turn on and off the machine; detach the part; call the crane; attach the part; remove from the machine, transport it to the storage location; remove the part; clean fixtures or table surface from chips, wipe base surfaces with a napkin.
The time standards for the installation and removal of parts provide for the following work: - when installing and removing manually: take and install the part, align and fix; turn on and off the machine; unfasten and remove the part, put in a container; clean the device from chips, wipe the base surfaces with a napkin; - when installing and removing with an overhead crane: call the crane; attach the part; transport the part to the machine; install the part, align and secure; turn on and off the machine; detach the part; call the crane; attach the part; remove from the machine, transport it to the storage location; remove the part; clean fixtures or table surface from chips, wipe base surfaces with a napkin.
 When installing and removing a part with a hoist at a machine (or a group of machines), perform the same work as when removing a part with an overhead crane, with the exception of calling the crane. When installed in special devices, the auxiliary time is determined as the sum of the time: for the installation and removal of one part; for the installation and removal of each subsequent part more than one in multi-place devices; to fix the part, taking into account the number of clamps; for cleaning the device from chips and wiping the base surfaces with a napkin. In the case of using robots, manipulators and satellite tables for installation and removal of a part, the auxiliary time is determined taking into account their design features.
When installing and removing a part with a hoist at a machine (or a group of machines), perform the same work as when removing a part with an overhead crane, with the exception of calling the crane. When installed in special devices, the auxiliary time is determined as the sum of the time: for the installation and removal of one part; for the installation and removal of each subsequent part more than one in multi-place devices; to fix the part, taking into account the number of clamps; for cleaning the device from chips and wiping the base surfaces with a napkin. In the case of using robots, manipulators and satellite tables for installation and removal of a part, the auxiliary time is determined taking into account their design features.
 Standards of auxiliary time associated with the operation of TV. op. ... The auxiliary time associated with the operation, which is not included during the cycle of automatic operation of the machine according to the program, provides for the following work: turn on and off the tape drive mechanism; set the specified relative position of the part and the tool in the X, Y, Z coordinates and, if necessary, make adjustments; open and close the cover of the tape drive mechanism, rewind and load the tape into the reader; advance the punched tape to its original position; check the arrival of the tool part at a given point after machining; install the emulsion splash guard and remove it.
Standards of auxiliary time associated with the operation of TV. op. ... The auxiliary time associated with the operation, which is not included during the cycle of automatic operation of the machine according to the program, provides for the following work: turn on and off the tape drive mechanism; set the specified relative position of the part and the tool in the X, Y, Z coordinates and, if necessary, make adjustments; open and close the cover of the tape drive mechanism, rewind and load the tape into the reader; advance the punched tape to its original position; check the arrival of the tool part at a given point after machining; install the emulsion splash guard and remove it.
 The machine-auxiliary time associated with the transition, included in the program and related to the automatic auxiliary work of the machine, provides: the approach of the tool part from the starting point to the processing zone and retraction; setting the tool to the size of the treatment; automatic tool change; turning on the feed; idle strokes during the transition from the processing of some surfaces to others; technological pauses, provided for a sharp change in the direction of feed, to check the dimensions, inspect the tool and reinstall or re-fasten the part. The machine-auxiliary time associated with the transition is determined by the passport data of the machines and is included as constituent elements during the automatic operation of the machine.
The machine-auxiliary time associated with the transition, included in the program and related to the automatic auxiliary work of the machine, provides: the approach of the tool part from the starting point to the processing zone and retraction; setting the tool to the size of the treatment; automatic tool change; turning on the feed; idle strokes during the transition from the processing of some surfaces to others; technological pauses, provided for a sharp change in the direction of feed, to check the dimensions, inspect the tool and reinstall or re-fasten the part. The machine-auxiliary time associated with the transition is determined by the passport data of the machines and is included as constituent elements during the automatic operation of the machine.
 Standards of auxiliary time for control measurements TV. rev. ... The required dimensions of parts processed on numerically controlled machines are provided in an automatic machining cycle. In this regard, the time for control measurements (after the end of the work under the program) should be included in the unit time norm only if it is provided for by the technological process and taking into account the necessary frequency of such measurements in the process of work, and only in those cases when it cannot be overridden by the cycle time of automatic machine operation according to the program.
Standards of auxiliary time for control measurements TV. rev. ... The required dimensions of parts processed on numerically controlled machines are provided in an automatic machining cycle. In this regard, the time for control measurements (after the end of the work under the program) should be included in the unit time norm only if it is provided for by the technological process and taking into account the necessary frequency of such measurements in the process of work, and only in those cases when it cannot be overridden by the cycle time of automatic machine operation according to the program.
 Time standards for servicing the workplace. The time for servicing a workplace is given by types and sizes of equipment, taking into account single-station and multi-station servicing as a percentage of operating time. Technological maintenance of the workplace provides for the following work: - changing the tool (or block with the tool) due to its bluntness; - adjustment and readjustment of the machine during operation (changing the value of the tool offset); - sweeping and periodic cleaning of chips during operation (except for sweeping chips from the base surfaces of the setting devices, the time for which is taken into account in the auxiliary time for installing and removing the part).
Time standards for servicing the workplace. The time for servicing a workplace is given by types and sizes of equipment, taking into account single-station and multi-station servicing as a percentage of operating time. Technological maintenance of the workplace provides for the following work: - changing the tool (or block with the tool) due to its bluntness; - adjustment and readjustment of the machine during operation (changing the value of the tool offset); - sweeping and periodic cleaning of chips during operation (except for sweeping chips from the base surfaces of the setting devices, the time for which is taken into account in the auxiliary time for installing and removing the part).
 Organizational maintenance of the workplace includes work on the maintenance of the main and auxiliary equipment, technological and organizational equipment, containers related to the work shift as a whole: - inspection and testing of equipment in the process of work; - laying out the tool at the beginning and cleaning it at the end of the shift; - lubrication and cleaning of the machine during the shift; - cleaning the machine and the workplace at the end of the shift.
Organizational maintenance of the workplace includes work on the maintenance of the main and auxiliary equipment, technological and organizational equipment, containers related to the work shift as a whole: - inspection and testing of equipment in the process of work; - laying out the tool at the beginning and cleaning it at the end of the shift; - lubrication and cleaning of the machine during the shift; - cleaning the machine and the workplace at the end of the shift.
 Rest time standards and personal needs. Time for rest and personal needs for the conditions of servicing one worker of one machine is not separately allocated and is taken into account in the time for servicing the workplace. For multi-station services, rest break times and personal needs are provided, depending on the characteristics of the work.
Rest time standards and personal needs. Time for rest and personal needs for the conditions of servicing one worker of one machine is not separately allocated and is taken into account in the time for servicing the workplace. For multi-station services, rest break times and personal needs are provided, depending on the characteristics of the work.
 Standards for the preparatory and final time. The norm of time for setting up the machine is represented as the time for the receptions of preparatory and final work for processing a batch of identical parts, regardless of the batch, and is determined by the formula (13), (13) where Тпз is the time norm for setting up and setting up the machine, min; Тпз 1 - the norm of time for organizational training, min; Тпз 2 - the norm of time for setting up a machine tool, device, tool, software devices, min; Tpr. arr - the norm of time for trial processing.
Standards for the preparatory and final time. The norm of time for setting up the machine is represented as the time for the receptions of preparatory and final work for processing a batch of identical parts, regardless of the batch, and is determined by the formula (13), (13) where Тпз is the time norm for setting up and setting up the machine, min; Тпз 1 - the norm of time for organizational training, min; Тпз 2 - the norm of time for setting up a machine tool, device, tool, software devices, min; Tpr. arr - the norm of time for trial processing.
 The time for receptions of preparatory and final work is set depending on the type and size group of equipment, as well as taking into account the features of the program control system. The scope of work on organizational preparation is common for all CNC machines, regardless of their group and model. Time for organizational preparation provides for: - receipt of an order, a drawing, technological documentation, a software carrier, cutting, auxiliary and control and measuring tools, devices, blanks before the start and handing over them after the completion of processing a batch of parts at the workplace or in the tool store; - familiarization with the work, drawing, technological documentation, inspection of the workpiece; - instructing the master.
The time for receptions of preparatory and final work is set depending on the type and size group of equipment, as well as taking into account the features of the program control system. The scope of work on organizational preparation is common for all CNC machines, regardless of their group and model. Time for organizational preparation provides for: - receipt of an order, a drawing, technological documentation, a software carrier, cutting, auxiliary and control and measuring tools, devices, blanks before the start and handing over them after the completion of processing a batch of parts at the workplace or in the tool store; - familiarization with the work, drawing, technological documentation, inspection of the workpiece; - instructing the master.
 In the case of a brigade form of labor organization, when an inter-shift transfer of processed parts is carried out, organizational preparation takes into account only the time for familiarization with the work, drawing, technological documentation, inspection of blanks and instructing the foreman. The scope of work on setting up a machine tool, tools and devices includes methods of setting-up work, depending on the purpose of the machine and design features: installation and removal of the fastening device; installation and removal of a block or individual cutting tools; setting the initial operating modes of the machine; installing the software carrier into the reader and removing it; zero position adjustment, etc.
In the case of a brigade form of labor organization, when an inter-shift transfer of processed parts is carried out, organizational preparation takes into account only the time for familiarization with the work, drawing, technological documentation, inspection of blanks and instructing the foreman. The scope of work on setting up a machine tool, tools and devices includes methods of setting-up work, depending on the purpose of the machine and design features: installation and removal of the fastening device; installation and removal of a block or individual cutting tools; setting the initial operating modes of the machine; installing the software carrier into the reader and removing it; zero position adjustment, etc.
 The time for trial processing of parts on lathe and turret group machines includes the time spent on processing the part according to the program and auxiliary time for performing additional techniques related to measuring the part, calculating the offset, entering the correction values into the CNC system, and auxiliary time for controlling the machine and CNC system. The time for trial processing of parts on carousel, milling, boring groups, multi-purpose machines includes the time spent on processing parts by the method of trial shavings and auxiliary time for performing additional techniques related to measuring the part, calculating the correction value, introducing the correction values into the CNC system, and auxiliary time for the receptions of the machine tool and the CNC system.
The time for trial processing of parts on lathe and turret group machines includes the time spent on processing the part according to the program and auxiliary time for performing additional techniques related to measuring the part, calculating the offset, entering the correction values into the CNC system, and auxiliary time for controlling the machine and CNC system. The time for trial processing of parts on carousel, milling, boring groups, multi-purpose machines includes the time spent on processing parts by the method of trial shavings and auxiliary time for performing additional techniques related to measuring the part, calculating the correction value, introducing the correction values into the CNC system, and auxiliary time for the receptions of the machine tool and the CNC system.
 To calculate the main time, it is necessary to determine the cutting conditions for processing each surface of the part. They are determined according to general machine-building standards: - General machine-building standards of time and cutting conditions for standardizing work performed on universal and multi-purpose machine tools with numerical control. Part 2 - Standards for cutting data. - M.: Economics, 1990. - Cutting modes of metals: a reference book / Ed. Yu. V. Baranovsky. - 3rd ed. , revised and add. - M.: Mechanical Engineering, 1972 .-- 407 p. - Handbook of a mechanical engineer. In 2 volumes.Vol. 2 / Under. ed. A.G. Kosilova et al. - 5th ed. , rev. - M.: Mashinostroenie, 2003 .-- 944 p. , silt.
To calculate the main time, it is necessary to determine the cutting conditions for processing each surface of the part. They are determined according to general machine-building standards: - General machine-building standards of time and cutting conditions for standardizing work performed on universal and multi-purpose machine tools with numerical control. Part 2 - Standards for cutting data. - M.: Economics, 1990. - Cutting modes of metals: a reference book / Ed. Yu. V. Baranovsky. - 3rd ed. , revised and add. - M.: Mechanical Engineering, 1972 .-- 407 p. - Handbook of a mechanical engineer. In 2 volumes.Vol. 2 / Under. ed. A.G. Kosilova et al. - 5th ed. , rev. - M.: Mashinostroenie, 2003 .-- 944 p. , silt.
 An example of calculating time norms To calculate time norms, we give the initial data: drawing of the "Roller" part, workpiece material steel 45 GOST 1050 -88, batch of parts 100 pieces, workpiece - round bars with a diameter of 125 x54. The calculation will be carried out in three cases: 1. 1) Processing on two CNC machines - turning (16 K 20 F 3) and milling (6 P 13 RF 3). On a CNC lathe, two necks with a diameter of 30 h 12 are processed with trimming the ends. The operation provides for the resetting of the workpiece in a self-centering chuck with a pneumatic clamping. On a CNC milling machine, a groove of 4 x 10 and 4 holes with a diameter of 16 mm is machined in a self-centering prismatic vise with a pneumatic clamp. 2) Machining on a 5-axis turning machining center. Machining takes place in a self-centering chuck with pneumatic clamping in one operation with re-positioning of the workpiece. The same transitions are performed as on conventional CNC machines - turning, milling and drilling.
An example of calculating time norms To calculate time norms, we give the initial data: drawing of the "Roller" part, workpiece material steel 45 GOST 1050 -88, batch of parts 100 pieces, workpiece - round bars with a diameter of 125 x54. The calculation will be carried out in three cases: 1. 1) Processing on two CNC machines - turning (16 K 20 F 3) and milling (6 P 13 RF 3). On a CNC lathe, two necks with a diameter of 30 h 12 are processed with trimming the ends. The operation provides for the resetting of the workpiece in a self-centering chuck with a pneumatic clamping. On a CNC milling machine, a groove of 4 x 10 and 4 holes with a diameter of 16 mm is machined in a self-centering prismatic vise with a pneumatic clamp. 2) Machining on a 5-axis turning machining center. Machining takes place in a self-centering chuck with pneumatic clamping in one operation with re-positioning of the workpiece. The same transitions are performed as on conventional CNC machines - turning, milling and drilling.

 3) Processing on a machining center with a counter spindle. Machining takes place in a self-centering chuck with pneumatic clamping in one operation with re-positioning of the workpiece. These OTs have two chucks with a pneumatic clamping and two tool heads. The role of the second chuck is played by the counter spindle, which resets the workpiece and in which further processing of the workpiece takes place. The workpiece processing cycle is as follows: the workpiece is installed and fixed in the chuck; turning the neck with a diameter of 30 h 12 with trimming the butt end; automatic tool change is made by turning the turret; drilling 4 holes with a diameter of 16 mm; the first turret moves back to the starting point; the counter spindle is switched on and is brought automatically to the chuck, which continues to rotate at a given frequency; the counter spindle accelerates to the chuck rotation frequency and automatically clamps the workpiece; the chuck automatically opens the jaws and the counter spindle with the workpiece moves back to its specified starting point; the second turret is brought in and turns the neck with a diameter of 30 h 12 with trimming the end; automatic tool change and 4 x 10 slot milling; withdrawal of the turret to the starting point and turning off the counter spindle.
3) Processing on a machining center with a counter spindle. Machining takes place in a self-centering chuck with pneumatic clamping in one operation with re-positioning of the workpiece. These OTs have two chucks with a pneumatic clamping and two tool heads. The role of the second chuck is played by the counter spindle, which resets the workpiece and in which further processing of the workpiece takes place. The workpiece processing cycle is as follows: the workpiece is installed and fixed in the chuck; turning the neck with a diameter of 30 h 12 with trimming the butt end; automatic tool change is made by turning the turret; drilling 4 holes with a diameter of 16 mm; the first turret moves back to the starting point; the counter spindle is switched on and is brought automatically to the chuck, which continues to rotate at a given frequency; the counter spindle accelerates to the chuck rotation frequency and automatically clamps the workpiece; the chuck automatically opens the jaws and the counter spindle with the workpiece moves back to its specified starting point; the second turret is brought in and turns the neck with a diameter of 30 h 12 with trimming the end; automatic tool change and 4 x 10 slot milling; withdrawal of the turret to the starting point and turning off the counter spindle.
 Main time To The main time for all three cases is calculated according to general machine-building standards and is taken as a constant value, ie To = const. On turning, milling and drilling operations, the main time can be found from tables and empirical dependencies. The main time is determined by the formula As a result, we get: min; min.
Main time To The main time for all three cases is calculated according to general machine-building standards and is taken as a constant value, ie To = const. On turning, milling and drilling operations, the main time can be found from tables and empirical dependencies. The main time is determined by the formula As a result, we get: min; min.
 Тмв - machine-auxiliary time (for the approach of the tool part from the starting points to the processing zones and retraction; tool change), min. We determine by the passport data of the machines and processing technology. min; min. Ttsa - cycle time of automatic operation of the machine according to the program, min. Determine by the formula min;
Тмв - machine-auxiliary time (for the approach of the tool part from the starting points to the processing zones and retraction; tool change), min. We determine by the passport data of the machines and processing technology. min; min. Ttsa - cycle time of automatic operation of the machine according to the program, min. Determine by the formula min;
 ateh, aorg, aotl - time for technological and organizational maintenance of the workplace, for rest and personal needs with one-way service, percentage of operational time. For machines with CNC and OTs, this value is 14% of the operational time.
ateh, aorg, aotl - time for technological and organizational maintenance of the workplace, for rest and personal needs with one-way service, percentage of operational time. For machines with CNC and OTs, this value is 14% of the operational time.
 Auxiliary time TV Auxiliary time for the operation is calculated according to the formula Standards of auxiliary time for installation and removal of the TV part. at. For the first case, the auxiliary time for installation and removal is determined for two operations, depending on the type of device, the method of installation and fastening of the part and the mass of the part. During the turning operation, the workpiece is mounted in a self-centering chuck with a pneumatic clamping, and in a milling operation in a self-centering prismatic vise with a pneumatic clamping. During the turning operation, the workpiece is reset. min; min. When machining on a turning center, the workpiece is installed in a chuck with a pneumatic clamping with one resetting of the workpiece. min.
Auxiliary time TV Auxiliary time for the operation is calculated according to the formula Standards of auxiliary time for installation and removal of the TV part. at. For the first case, the auxiliary time for installation and removal is determined for two operations, depending on the type of device, the method of installation and fastening of the part and the mass of the part. During the turning operation, the workpiece is mounted in a self-centering chuck with a pneumatic clamping, and in a milling operation in a self-centering prismatic vise with a pneumatic clamping. During the turning operation, the workpiece is reset. min; min. When machining on a turning center, the workpiece is installed in a chuck with a pneumatic clamping with one resetting of the workpiece. min.
 When machining on an OC with a counter spindle, the workpiece is installed in a chuck with a pneumatic clamping with one resetting of the workpiece using automatic installation of the workpiece in the counter spindle. min. Standards of auxiliary time associated with the operation of TV. op. ... min; min. Standards of auxiliary time for control measurements TV. rev. ... In all 3 cases it is equal to 0. The time for control measurements (after the end of the work under the program) should be included in the unit time norm only if it is provided by the technological process and taking into account the necessary frequency of such measurements in the process of work, and only in those cases when it cannot be overlapped by the cycle time of automatic machine operation according to the program.
When machining on an OC with a counter spindle, the workpiece is installed in a chuck with a pneumatic clamping with one resetting of the workpiece using automatic installation of the workpiece in the counter spindle. min. Standards of auxiliary time associated with the operation of TV. op. ... min; min. Standards of auxiliary time for control measurements TV. rev. ... In all 3 cases it is equal to 0. The time for control measurements (after the end of the work under the program) should be included in the unit time norm only if it is provided by the technological process and taking into account the necessary frequency of such measurements in the process of work, and only in those cases when it cannot be overlapped by the cycle time of automatic machine operation according to the program.

 Auxiliary time Tv min; min. Ktv is a correction factor for the time of performing manual auxiliary work, depending on the batch of processed parts.
Auxiliary time Tv min; min. Ktv is a correction factor for the time of performing manual auxiliary work, depending on the batch of processed parts.
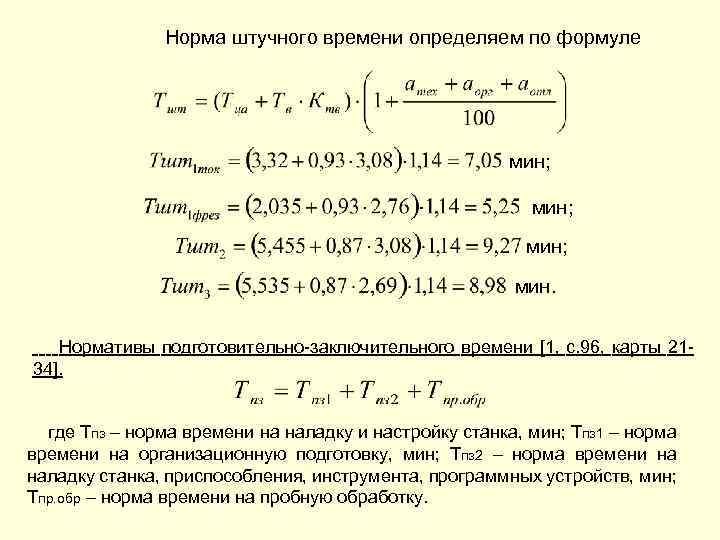 The unit time rate is determined by the formula min; min. Standards for the preparatory and final time. where Тпз is the time norm for setting up and tuning the machine, min; Тпз 1 - the norm of time for organizational training, min; Тпз 2 - the norm of time for setting up a machine tool, device, tool, software devices, min; Tpr. arr - the norm of time for trial processing.
The unit time rate is determined by the formula min; min. Standards for the preparatory and final time. where Тпз is the time norm for setting up and tuning the machine, min; Тпз 1 - the norm of time for organizational training, min; Тпз 2 - the norm of time for setting up a machine tool, device, tool, software devices, min; Tpr. arr - the norm of time for trial processing.
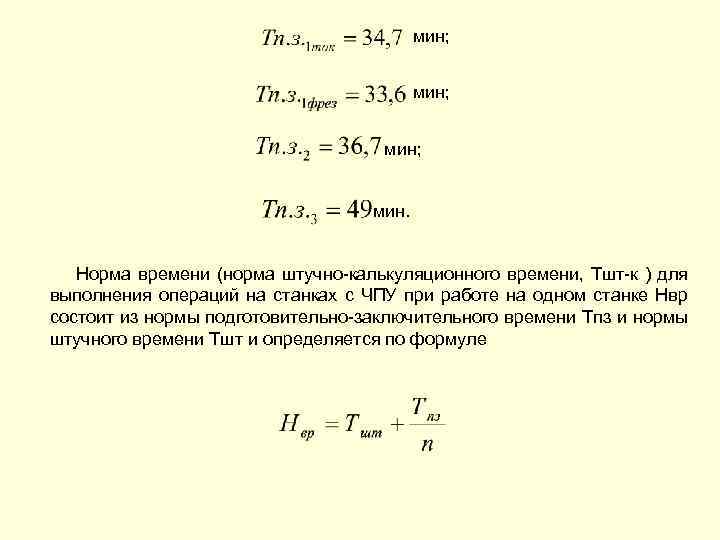 min; min. The norm of time (norm of piece-calculation time, Tsht-k) for performing operations on CNC machines when working on one machine Hvr consists of the norm of the preparatory-final time Tpz and the norm of the piece time Tsht and is determined by the formula
min; min. The norm of time (norm of piece-calculation time, Tsht-k) for performing operations on CNC machines when working on one machine Hvr consists of the norm of the preparatory-final time Tpz and the norm of the piece time Tsht and is determined by the formula





